Você também pode gostar
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Cola Instrucoes Com FotosDocumento4 páginasCola Instrucoes Com FotosEduardo PardinhoAinda não há avaliações
- Catálogo e Ficha Técnica Linha CPVC AmancoDocumento30 páginasCatálogo e Ficha Técnica Linha CPVC AmancoIgor ThomazAinda não há avaliações
- Con Sikaflex ConstructionDocumento2 páginasCon Sikaflex ConstructionHelitonDaSilvaDaltinoAinda não há avaliações
- ISC 05.09 - Vedações - Juntas - Execução e Tratamento - Rev.04Documento7 páginasISC 05.09 - Vedações - Juntas - Execução e Tratamento - Rev.04troah.storeAinda não há avaliações
- Material de Apoio Inpr Hidraulica 2023Documento79 páginasMaterial de Apoio Inpr Hidraulica 2023Thecla CoronataAinda não há avaliações
- Div 02Documento22 páginasDiv 02baptistatayob000Ainda não há avaliações
- Relat 6 CompactaçãoDocumento23 páginasRelat 6 CompactaçãoMurilo MirandaAinda não há avaliações
- FTC000021 - FT Esgoto SNDocumento28 páginasFTC000021 - FT Esgoto SNDenis FreireAinda não há avaliações
- Memorial Descritivo - Anexo 1Documento6 páginasMemorial Descritivo - Anexo 1Daniel SerafimAinda não há avaliações
- CPVC Linha - 280Documento19 páginasCPVC Linha - 280Carlos SandinoAinda não há avaliações
- ASTM D3359 - Teste Grade (Aderência)Documento10 páginasASTM D3359 - Teste Grade (Aderência)juniorferrari06Ainda não há avaliações
- PRFV Liner Termoplástico RPVC Manual de OrientaçãoDocumento10 páginasPRFV Liner Termoplástico RPVC Manual de Orientaçãowlton VgaAinda não há avaliações
- PPR - INDUSTRIAL - AmancoDocumento37 páginasPPR - INDUSTRIAL - AmancoJoao Colletti JuniorAinda não há avaliações
- FTC000022 - FT Linha Esgoto SRDocumento21 páginasFTC000022 - FT Linha Esgoto SRDenis FreireAinda não há avaliações
- Manual 1279Documento18 páginasManual 1279shaick100% (1)
- Moldagem de Corpos de ProvaDocumento5 páginasMoldagem de Corpos de ProvaMarília SilvaAinda não há avaliações
- NBR 7810 - Determinação de Massa UnitariaDocumento3 páginasNBR 7810 - Determinação de Massa UnitariaKassia Livio100% (1)
- TREINAMENTO - Passo A Passo para Executar Uma Solda ExotérmicaDocumento5 páginasTREINAMENTO - Passo A Passo para Executar Uma Solda ExotérmicaFernando A. Lopes LopesAinda não há avaliações
- TREINAMENTO - Passo A Passo para Executar Uma Solda ExotérmicaDocumento5 páginasTREINAMENTO - Passo A Passo para Executar Uma Solda ExotérmicaFernando A. Lopes Lopes100% (1)
- Tratamento CoronaDocumento5 páginasTratamento CoronaDaisa ClementeAinda não há avaliações
- PCH NhandúDocumento10 páginasPCH NhandúROSA MARIA DE QUEIROSAinda não há avaliações
- O Tratamento Corona em Filmes e Peças PlásticasDocumento4 páginasO Tratamento Corona em Filmes e Peças PlásticasSérgio MelloAinda não há avaliações
- FT Esgoto SN - Jul22Documento28 páginasFT Esgoto SN - Jul22Paula SagginAinda não há avaliações
- NBR 7215 - Cimento Portland - Determinação DaDocumento8 páginasNBR 7215 - Cimento Portland - Determinação DaSuelen SantosAinda não há avaliações
- 01 PES Instalações Esgoto SanitárioDocumento8 páginas01 PES Instalações Esgoto SanitárioMatheus RudsonAinda não há avaliações
- Pes22 v1 Pintura Externa PDF FreeDocumento3 páginasPes22 v1 Pintura Externa PDF FreeGENCONS RafaeleAinda não há avaliações
- Np1 Basf Especificacoes CompletasDocumento6 páginasNp1 Basf Especificacoes CompletasFRANÇA CONSTRUTORAAinda não há avaliações
- Zinc Clad 61 BRDocumento2 páginasZinc Clad 61 BRMarineide SantanaAinda não há avaliações
- Projeto Irrigação 1haDocumento17 páginasProjeto Irrigação 1harhauder francisco alvesAinda não há avaliações
- O Tratamento Corona em Filmes e Peças PlásticasDocumento5 páginasO Tratamento Corona em Filmes e Peças PlásticaslaerciooliveiraAinda não há avaliações
- Extrusão e TrefilaçãoDocumento6 páginasExtrusão e TrefilaçãoCaduAlvesFeitosaAinda não há avaliações
- Ed. 18 - Jul-Ago-2008 - Ramais de Gás Com Tubos de PolietilenoDocumento4 páginasEd. 18 - Jul-Ago-2008 - Ramais de Gás Com Tubos de PolietilenoBoris Lixo EletronicoAinda não há avaliações
- Tutorial - AcetonaDocumento8 páginasTutorial - AcetonaMarcos PereiraAinda não há avaliações
- Prova 2Documento21 páginasProva 2Pedro Henrique Lobato GuerraAinda não há avaliações
- PES.22 v1 - Pintura ExternaDocumento3 páginasPES.22 v1 - Pintura ExternaElias OzzyAinda não há avaliações
- Prática Oficinal: Curso Técnico Electrónica E TelecomunicaçõesDocumento13 páginasPrática Oficinal: Curso Técnico Electrónica E TelecomunicaçõesRui MaiaAinda não há avaliações
- PAVDREN) Relatório Equivalente de Areia @2014-04-26 PDFDocumento15 páginasPAVDREN) Relatório Equivalente de Areia @2014-04-26 PDFIzakielBAinda não há avaliações
- AvaliaçãoDocumento8 páginasAvaliaçãoAline WuchnerAinda não há avaliações
- Falhas Mangueiras HidraulicasDocumento19 páginasFalhas Mangueiras HidraulicasDIEGO JULIO NAPIVOSKIAinda não há avaliações
- Manual de Selantes - Consitra - 11!10!2008Documento47 páginasManual de Selantes - Consitra - 11!10!2008leonardo_higaAinda não há avaliações
- NR 18 - Montagem de PVC U e CPVCDocumento8 páginasNR 18 - Montagem de PVC U e CPVCCPSSTAinda não há avaliações
- Laminacao Manual Hand Lay UpDocumento3 páginasLaminacao Manual Hand Lay UpJonathanAinda não há avaliações
- Manual de Operação - RanhuradoraDocumento10 páginasManual de Operação - RanhuradoraDiego FreitasAinda não há avaliações
- 2.aula TECNOLOGIA DOS MATERIAISDocumento30 páginas2.aula TECNOLOGIA DOS MATERIAISRanieri Abrantes SarmentoAinda não há avaliações
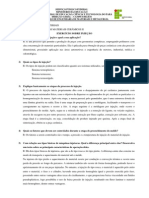
- Exercício Sobre Injeção - CerâmicosDocumento9 páginasExercício Sobre Injeção - CerâmicosFabrício SouzaAinda não há avaliações
- PES53 Impermeabilização PiscinasDocumento6 páginasPES53 Impermeabilização PiscinasAdriana MoraisAinda não há avaliações
- Procedimento Ensaio e AmostragemDocumento3 páginasProcedimento Ensaio e AmostragemisabelarfaccoAinda não há avaliações
- Catálogo Tigre - PVC PBADocumento7 páginasCatálogo Tigre - PVC PBAMarco Antonio Wanderley FreireAinda não há avaliações
- PES Pastilha CerâmicaDocumento19 páginasPES Pastilha CerâmicaDebora HellemAinda não há avaliações
- Strip PlankingDocumento4 páginasStrip PlankingMaiseu PessoalAinda não há avaliações
- Manutencao e InstalacaoDocumento11 páginasManutencao e InstalacaoLucas MonteiroAinda não há avaliações
- Procedimentos de Instalação de ExtensômetrosDocumento10 páginasProcedimentos de Instalação de ExtensômetrosHumberto ThiagoAinda não há avaliações
- Guia Prático de Soluções Na Injeção PlásticaDocumento22 páginasGuia Prático de Soluções Na Injeção Plásticapett2012Ainda não há avaliações
- Catalogo-Colagem de AcrilicoDocumento7 páginasCatalogo-Colagem de AcrilicotumaistuAinda não há avaliações
- NBR-8224 - Concreto Endurecido - Determinacao Da FluenciaDocumento10 páginasNBR-8224 - Concreto Endurecido - Determinacao Da Fluenciareativo3521Ainda não há avaliações
- Dimensionamento de ChumbadoresDocumento19 páginasDimensionamento de Chumbadoresrafafranca2100% (1)
- Gilibrator 2Documento12 páginasGilibrator 2Eduardo JuniorAinda não há avaliações
- Apostila PÁ CARREGADEIRADocumento77 páginasApostila PÁ CARREGADEIRAAnderson Freitas100% (2)
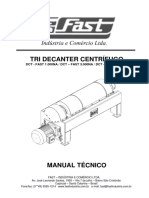
- Dc-Fast 1.000na, Dc-Fast 3.000na, Dc-Fast 5.000na - Manual - 2006 - PT - BRDocumento43 páginasDc-Fast 1.000na, Dc-Fast 3.000na, Dc-Fast 5.000na - Manual - 2006 - PT - BRCentrifugal SeparatorAinda não há avaliações
- 01 - SAE J1273 2004 - PORTUGUÊS - Práticas Recomendadas para A Montagem de Mangueiras HidráulicasDocumento18 páginas01 - SAE J1273 2004 - PORTUGUÊS - Práticas Recomendadas para A Montagem de Mangueiras HidráulicasDouglas SouzaAinda não há avaliações
- NBR15526 NBR358Documento60 páginasNBR15526 NBR358PAULO EDUARDO COSTAAinda não há avaliações
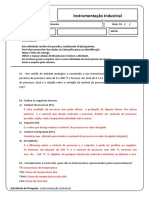
- Atividade de Pesquisa - Instrumentação IndustrialDocumento5 páginasAtividade de Pesquisa - Instrumentação IndustrialJessé Francisco do NascimentoAinda não há avaliações
- Lista 02 - HidrostáticaDocumento2 páginasLista 02 - HidrostáticaEduardoAinda não há avaliações
- Manual de Instruções e Operações Da UMAR UTGC 2022Documento28 páginasManual de Instruções e Operações Da UMAR UTGC 2022totsbeneAinda não há avaliações
- Teste de Ventilação em Mesa D'águaDocumento11 páginasTeste de Ventilação em Mesa D'águaDaniel AubertAinda não há avaliações
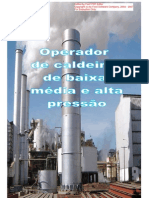
- Apostila Manual Técnico de CaldeirasDocumento118 páginasApostila Manual Técnico de Caldeirasmartinvegabestani100% (1)
- Analise de Dispositivos Atenuadores de Ruídos em Sistemas de Exaustão AutomotivosDocumento11 páginasAnalise de Dispositivos Atenuadores de Ruídos em Sistemas de Exaustão AutomotivosGiovani BuenoAinda não há avaliações
- NBR15575-4 (2013) Em2 (2021)Documento18 páginasNBR15575-4 (2013) Em2 (2021)Vitor RibeiroAinda não há avaliações
- Memorial Plano Emergencia PreventivoDocumento7 páginasMemorial Plano Emergencia Preventivolucaslucasfr1Ainda não há avaliações
- Inspeção Baseada em Risco Aplicada Ao Planejamento de Paradas de ManutençãoDocumento7 páginasInspeção Baseada em Risco Aplicada Ao Planejamento de Paradas de ManutençãoSaulo RoseiraAinda não há avaliações
- Dica 0075 - Fiat Línea - DTC P0933 - Falha No Desempenho Do Circuito Hidráulico Da TransmissãoDocumento2 páginasDica 0075 - Fiat Línea - DTC P0933 - Falha No Desempenho Do Circuito Hidráulico Da TransmissãoWiterMarcos100% (1)
- Tissot T TouchDocumento14 páginasTissot T TouchJosé Antônio CardosoAinda não há avaliações
- Cap. 07 - Lista de Exercícios - Escoamento Permanente e Uniforme em CanaisDocumento4 páginasCap. 07 - Lista de Exercícios - Escoamento Permanente e Uniforme em CanaisR KanekiAinda não há avaliações
- Listas de Exercícios 1 e 2 de Física IIDocumento6 páginasListas de Exercícios 1 e 2 de Física IIaironpintoAinda não há avaliações
- Sistema de LGE Liquido Gerador de Espuma - EngefogoDocumento5 páginasSistema de LGE Liquido Gerador de Espuma - EngefogoEduardo MartinsAinda não há avaliações
- Lista 03 - Exercicios Fluidos BDocumento11 páginasLista 03 - Exercicios Fluidos BLiduina Rabelo50% (2)
- 158.038 Manual de Instalação e Operação Secadores TMB21 - 180 5-20Documento25 páginas158.038 Manual de Instalação e Operação Secadores TMB21 - 180 5-20Loja do CompressorAinda não há avaliações
- Abnt NBR 14461 - 2000Documento16 páginasAbnt NBR 14461 - 2000AMADEU LEITAOAinda não há avaliações
- Catálogo - Mangueiras - BALFLEX PDFDocumento18 páginasCatálogo - Mangueiras - BALFLEX PDFMarcio Jr.Ainda não há avaliações
- Manual Atlantis 25-02-2013 Interno1Documento1 páginaManual Atlantis 25-02-2013 Interno1Fernandes SalesAinda não há avaliações
- Lista de Exercícios HidraulicaDocumento4 páginasLista de Exercícios HidraulicabrenaAinda não há avaliações
- Apostila SchlumbergerDocumento129 páginasApostila SchlumbergerBerg SousaAinda não há avaliações
- Recarga Da Ventoinha ViscosaDocumento15 páginasRecarga Da Ventoinha Viscosamarcushendler1Ainda não há avaliações
- Manual de Operación Bomba Netzch FastDocumento59 páginasManual de Operación Bomba Netzch FastJoel MoralGu100% (1)
- Curso Operação Turbinas PDFDocumento254 páginasCurso Operação Turbinas PDFAnonymous 4VDjNZGAinda não há avaliações
- Retorno de VaporDocumento79 páginasRetorno de VaporVirtual Brasil Cia ContinentalAinda não há avaliações
- Cadeia De Hábitos: Descubra 97 Hábitos Simples Que Podem Mudar Sua VidaNo EverandCadeia De Hábitos: Descubra 97 Hábitos Simples Que Podem Mudar Sua VidaNota: 3.5 de 5 estrelas3.5/5 (10)
- Gestão Do Tempo : 10 Passos Simples Para Aumentar A Produtividade: Gestão do TempoNo EverandGestão Do Tempo : 10 Passos Simples Para Aumentar A Produtividade: Gestão do TempoNota: 1 de 5 estrelas1/5 (1)
- Mulheres poderosas não esperam pela sorte: Saiba como encontrar o homem certo e fazer ele se apaixonar por vocêNo EverandMulheres poderosas não esperam pela sorte: Saiba como encontrar o homem certo e fazer ele se apaixonar por vocêNota: 4 de 5 estrelas4/5 (6)
- Química da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaNo EverandQuímica da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaAinda não há avaliações
- Guia Rápido de Finanças Pessoais: Como dar os primeiros passos para sua independencia financeiraNo EverandGuia Rápido de Finanças Pessoais: Como dar os primeiros passos para sua independencia financeiraNota: 4 de 5 estrelas4/5 (1)
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- QAI, COV, Poluição e Nano TiO2: estudo de fotodegradação de benzeno por nano TiO2 em revestimento cerâmico comercial e assistida por radiação ultravioletaNo EverandQAI, COV, Poluição e Nano TiO2: estudo de fotodegradação de benzeno por nano TiO2 em revestimento cerâmico comercial e assistida por radiação ultravioletaAinda não há avaliações
- Faça o tempo trabalhar para você: e alcance resultados extraordináriosNo EverandFaça o tempo trabalhar para você: e alcance resultados extraordináriosNota: 5 de 5 estrelas5/5 (2)
- 1.500 Palavras por Hora: Como Escrever Mais Rápido, Fácil e MelhorNo Everand1.500 Palavras por Hora: Como Escrever Mais Rápido, Fácil e MelhorNota: 3 de 5 estrelas3/5 (1)
- Águas no deserto: Encontrando Refrigério para os sedentosNo EverandÁguas no deserto: Encontrando Refrigério para os sedentosNota: 5 de 5 estrelas5/5 (1)
- Aprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioNo EverandAprendendo Química a Partir do Tema Mineração: Proposta de Atividades para o Ensino MédioAinda não há avaliações
- Atraídas (Um Mistério de Riley Paige – Livro#4)No EverandAtraídas (Um Mistério de Riley Paige – Livro#4)Nota: 4.5 de 5 estrelas4.5/5 (3)
- Simetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaNo EverandSimetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaAinda não há avaliações