Você também pode gostar
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Mecanica Analise de Falha Por Fadiga em Um Puncao de Aco vc130Documento4 páginasMecanica Analise de Falha Por Fadiga em Um Puncao de Aco vc130AristidesAinda não há avaliações
- Parâmetros Geometricos MetrologiaDocumento12 páginasParâmetros Geometricos MetrologiachristophermattarAinda não há avaliações
- Camera Termal Muito Bom Modelo Matemético 239+BJDDocumento19 páginasCamera Termal Muito Bom Modelo Matemético 239+BJDMaikel SilvaAinda não há avaliações
- Cousteau, Artigo 4368 HOLOS Vol 5 2017Documento15 páginasCousteau, Artigo 4368 HOLOS Vol 5 2017Annie C SouzaAinda não há avaliações
- Experimento 3Documento9 páginasExperimento 3gustavoAinda não há avaliações
- 1200-Texto Do Artigo-6244-4884-10-20130313Documento14 páginas1200-Texto Do Artigo-6244-4884-10-20130313Adriano PereiraAinda não há avaliações
- Relatório Extrusao - Processamento e Simulação de PolímerosDocumento16 páginasRelatório Extrusao - Processamento e Simulação de PolímerosAlexandre SilveiraAinda não há avaliações
- Cobef2013 0193Documento6 páginasCobef2013 0193Gislaini SantosAinda não há avaliações
- 3 Relatorio PolimerosDocumento11 páginas3 Relatorio PolimerosWdson JuniorAinda não há avaliações
- Incorporação de Dados de Análise Térmica Na Simulação de Solidificação de Ferro Fundido NodularDocumento68 páginasIncorporação de Dados de Análise Térmica Na Simulação de Solidificação de Ferro Fundido NodularLucas CunhaAinda não há avaliações
- Resenha Do Artigo - Vinicius Incerti de OliveiraDocumento3 páginasResenha Do Artigo - Vinicius Incerti de Oliveiravinicius.oliveira9Ainda não há avaliações
- 141469-Relatorios Salacofre Cenad BlocoeDocumento11 páginas141469-Relatorios Salacofre Cenad BlocoeSJM Construções Engenharia DiagnósticaAinda não há avaliações
- Variáveis de Injeção - BoaDocumento24 páginasVariáveis de Injeção - BoaPaulo Sabino100% (1)
- Med Desg DarioJoaoLuana v02OKDocumento3 páginasMed Desg DarioJoaoLuana v02OKJosé Willian UfpiAinda não há avaliações
- 2011 Determinacao Curva Vida Ferramentas UsinagemDocumento10 páginas2011 Determinacao Curva Vida Ferramentas UsinagemVinicius AlmeidaAinda não há avaliações
- 25.08.11 Modelo para Relatorio - Ensaio DinamométricoDocumento8 páginas25.08.11 Modelo para Relatorio - Ensaio DinamométricoGuilherme Pires da SilvaAinda não há avaliações
- 3 - Aula Medicao Condutividade Termica Materiais SolidosDocumento28 páginas3 - Aula Medicao Condutividade Termica Materiais SolidosLazaro CoutinhoAinda não há avaliações
- Projeto Do ForjadoDocumento16 páginasProjeto Do ForjadoLucas PanizzaAinda não há avaliações
- Coloquio 2022 Artigo 02Documento5 páginasColoquio 2022 Artigo 02Paulo ResendeAinda não há avaliações
- Coloquio-2014 - Temperatura de Usinagem No Torneamento Da Liga Ti-6al-4v Com o Uso de Lubrificantes SolidosDocumento4 páginasColoquio-2014 - Temperatura de Usinagem No Torneamento Da Liga Ti-6al-4v Com o Uso de Lubrificantes SolidosRicardo Ribeiro MouraAinda não há avaliações
- Otimização Dos Parâmetros de Usinagem Na Manufatura Do Ferro FundidoDocumento15 páginasOtimização Dos Parâmetros de Usinagem Na Manufatura Do Ferro FundidoFernando BezerraAinda não há avaliações
- Análise de Microestrutura e Microdureza Do Aço 22MnB5Documento9 páginasAnálise de Microestrutura e Microdureza Do Aço 22MnB5Caio GrisottoAinda não há avaliações
- 5 Análise Experimental de Estampagem A Quente Do Aço 22MnB5 em Matriz Não RefrigeradaDocumento9 páginas5 Análise Experimental de Estampagem A Quente Do Aço 22MnB5 em Matriz Não RefrigeradapierocarnelociAinda não há avaliações
- Fornos de Laminação PDFDocumento5 páginasFornos de Laminação PDFDanilinho SilvaAinda não há avaliações
- ZtaDocumento10 páginasZtaGabriel da Silva PeixotoAinda não há avaliações
- Análise Comparativa Entre Alargamento Com Ferramenta de Gume Único Regulável e Mandrilamento em Ferro Fundido Nodular GGG40Documento136 páginasAnálise Comparativa Entre Alargamento Com Ferramenta de Gume Único Regulável e Mandrilamento em Ferro Fundido Nodular GGG40Fernando César Dos SantosAinda não há avaliações
- Latex 1Documento12 páginasLatex 1Bruno MonteiroAinda não há avaliações
- Projeto Sistemas Térmicos - RevisandoDocumento11 páginasProjeto Sistemas Térmicos - RevisandopedroAinda não há avaliações
- Programação - e - Ajustes - Das - Variáveis - de - Controle - Da - Máquina - Injetora - e - Gráficos - PVT - 2 (1)Documento59 páginasProgramação - e - Ajustes - Das - Variáveis - de - Controle - Da - Máquina - Injetora - e - Gráficos - PVT - 2 (1)Júlia MendesAinda não há avaliações
- Api X70Documento24 páginasApi X70Daut CourasAinda não há avaliações
- Estudo Da Influência Do Tipo de Revenimento em Uma Junta Fixa Do Aço Sae 1050Documento7 páginasEstudo Da Influência Do Tipo de Revenimento em Uma Junta Fixa Do Aço Sae 1050Henrique SouzaAinda não há avaliações
- Bruno Sales Maciel Plano de TrabalhoDocumento17 páginasBruno Sales Maciel Plano de TrabalhoWellingtonAinda não há avaliações
- NBR 9442 - Indice de Propagao de ChamasDocumento15 páginasNBR 9442 - Indice de Propagao de ChamasRene Bortolassi33% (3)
- Ensaio de Tração - FinalDocumento12 páginasEnsaio de Tração - FinalRiancAinda não há avaliações
- Artigo Sobre Soldagem FCAWDocumento6 páginasArtigo Sobre Soldagem FCAWengetarcioAinda não há avaliações
- Estudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoDocumento10 páginasEstudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoInstituto Mauá de TecnologiaAinda não há avaliações
- ANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEDocumento6 páginasANÁLISE DA RUGOSIDADE Ra NO TORNEAMENTO DO AÇO INOXIDÁVEL SUPER DUPLEJê MachadoAinda não há avaliações
- Seminário MODocumento29 páginasSeminário MORenato De Pieri CattaciniAinda não há avaliações
- Aula 2a - MFI Aluno PDFDocumento4 páginasAula 2a - MFI Aluno PDFTony JuanAinda não há avaliações
- 1 EngenhariadaQualidade ProducaoDocumento110 páginas1 EngenhariadaQualidade ProducaoRicardo VitorianoAinda não há avaliações
- Dissertação Mestrado Pedro Guimarães - ClinquerDocumento85 páginasDissertação Mestrado Pedro Guimarães - ClinquerAmelioRamosAinda não há avaliações
- Prontuário Vaso de Pressão SchulsDocumento7 páginasProntuário Vaso de Pressão SchulsJordy Mendes100% (3)
- Desenvolvimento de Um Dispositivo para Aferição Da Temperatura Interna Dos Furos de Corrida de Um Alto-Forno SiderúrgicoDocumento8 páginasDesenvolvimento de Um Dispositivo para Aferição Da Temperatura Interna Dos Furos de Corrida de Um Alto-Forno SiderúrgicoVictor EricAinda não há avaliações
- Procedimento Quantachrome Nova 1200eDocumento58 páginasProcedimento Quantachrome Nova 1200eMÔNICA SUEDE S. SILVA100% (1)
- Soldagem No Processo TIG - 60hDocumento10 páginasSoldagem No Processo TIG - 60hRafael George gomes dos santosAinda não há avaliações
- Gamas de Maquinagem (2517)Documento30 páginasGamas de Maquinagem (2517)Rafael Marques FerreiraAinda não há avaliações
- Metodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteDocumento8 páginasMetodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteNilsonAinda não há avaliações
- 05 - Diniz - P - Calibração de TermômetrosDocumento8 páginas05 - Diniz - P - Calibração de TermômetrosRichard AllerrandroAinda não há avaliações
- Fornos Do Tipo Viga Móvel - Parte 2Documento8 páginasFornos Do Tipo Viga Móvel - Parte 2Geraldo SilvaAinda não há avaliações
- SIE Millennium: KratonDocumento53 páginasSIE Millennium: KratonDaniel CordeiroAinda não há avaliações
- Relas 03 AED 01Documento20 páginasRelas 03 AED 01Fernando Antonio dos Santos DinizAinda não há avaliações
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Co2 Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Co2 Com PicAinda não há avaliações
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Monitorando A Concentração De Co2 Com O Pic E Visual C#No EverandMonitorando A Concentração De Co2 Com O Pic E Visual C#Ainda não há avaliações
- Enviando A Medição De Co2 Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Co2 Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivNo EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivAinda não há avaliações
- Cad Ativ Senai SuzDocumento36 páginasCad Ativ Senai SuzWilliam Lopes TomazAinda não há avaliações
- Caderno de AtividadesDocumento36 páginasCaderno de AtividadesWilliam Lopes TomazAinda não há avaliações
- Parâmetros de Usinagem de PolímerosDocumento15 páginasParâmetros de Usinagem de PolímerosWilliam Lopes TomazAinda não há avaliações
- Caderno de AtividadesDocumento36 páginasCaderno de AtividadesWilliam Lopes TomazAinda não há avaliações
- 7K500 Ant Cin BT PTDocumento4 páginas7K500 Ant Cin BT PTRicardo PereiraAinda não há avaliações
- Funcoes Inorganic As Ita ImeDocumento3 páginasFuncoes Inorganic As Ita ImeleandrosepulvedaAinda não há avaliações
- Arcelormittal - Portugal - Catalogo - Lajes Mistas PDFDocumento20 páginasArcelormittal - Portugal - Catalogo - Lajes Mistas PDFdanisoftwareAinda não há avaliações
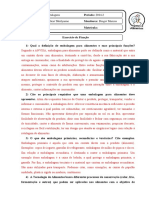
- ExercíciosDocumento10 páginasExercíciosflaviouft3523Ainda não há avaliações
- Aula - 11 - Concreto - Controle - de QualidadeDocumento58 páginasAula - 11 - Concreto - Controle - de QualidadePaulo Victor CabralAinda não há avaliações
- Aula Prática - FenômenosDocumento2 páginasAula Prática - FenômenosMateusAinda não há avaliações
- Química SMA 2 1Documento5 páginasQuímica SMA 2 1Camila Demétria RibeiroAinda não há avaliações
- Vasos Vietnamitas COLEÇÃO POR CORDocumento215 páginasVasos Vietnamitas COLEÇÃO POR CORJohn JamesAinda não há avaliações
- W302 PDF FreeDocumento2 páginasW302 PDF FreeLeandro FortunatoAinda não há avaliações
- GUIADEFINITIVOVOLIMECDocumento24 páginasGUIADEFINITIVOVOLIMECvinicius fezer martinsAinda não há avaliações
- SINAPI Relatorio Familia de Insumos 2020 07Documento121 páginasSINAPI Relatorio Familia de Insumos 2020 07pedroAinda não há avaliações
- Bio CircleDocumento32 páginasBio CircleHumberto Cadori FilhoAinda não há avaliações
- Abrasivos 3M - Met FabDocumento14 páginasAbrasivos 3M - Met FabCleodon CardosoAinda não há avaliações
- Avaliação II 2 - 2020Documento1 páginaAvaliação II 2 - 2020Gabriel FelippeAinda não há avaliações
- Tabela de Cátions e ÂnionsDocumento2 páginasTabela de Cátions e ÂnionsHenrique Moresco100% (4)
- Composite Laminete TraduzidoDocumento63 páginasComposite Laminete TraduzidoHumberto BogazAinda não há avaliações
- Tabelas de FixadoresDocumento36 páginasTabelas de FixadoresJoão P. CardosoAinda não há avaliações
- Atividade Final de LégoraDocumento3 páginasAtividade Final de LégoraTallys Santos MendesAinda não há avaliações
- Cátalogo IndusvalvesDocumento8 páginasCátalogo IndusvalvesJosé Veríssimo Ribeiro de ToledoAinda não há avaliações
- Tabela de Preços e ServiçosDocumento9 páginasTabela de Preços e Serviçosevandro C.mAinda não há avaliações
- US Terex PT-50 Master Parts BR 5-10Documento30 páginasUS Terex PT-50 Master Parts BR 5-10Leandro ColichiniAinda não há avaliações
- Água e ArDocumento4 páginasÁgua e ArINÊS RAQUEL GANHÃO Cristo100% (1)
- Catalogo Renko 5 Ed WebDocumento28 páginasCatalogo Renko 5 Ed WebAndré RochaAinda não há avaliações
- CB-31-1 - 2008 - Chapas de Fibras de Média Densidade PDFDocumento10 páginasCB-31-1 - 2008 - Chapas de Fibras de Média Densidade PDFAline GregorioAinda não há avaliações
- Seminario 2 - Texto Generalidades Sobre PolímerosDocumento13 páginasSeminario 2 - Texto Generalidades Sobre PolímerosSamara SuellenAinda não há avaliações
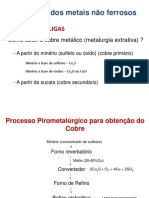
- Cobre e Suas LigasDocumento36 páginasCobre e Suas LigasThiago CurvoAinda não há avaliações
- Tabela Convenção-7Documento4 páginasTabela Convenção-7Felipe CarlosAinda não há avaliações
- Sais e ÓxidosDocumento6 páginasSais e Óxidosjonathansuperjim100% (4)
- CarbonoDocumento8 páginasCarbonoMagnifique NizigiyimanaAinda não há avaliações
- Ala Preformada para Cabo de Ao GdeDocumento1 páginaAla Preformada para Cabo de Ao GdeWellington RuffoAinda não há avaliações