Você também pode gostar
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- 11682-Texto Do Artigo-209209210236-1-10-20180402Documento15 páginas11682-Texto Do Artigo-209209210236-1-10-20180402VITORIA DOS SANTOS SILVAAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Artigo 1Documento10 páginasArtigo 1Claudio SilasAinda não há avaliações
- Análise Do Desgaste Da Ferramenta de Corte Na Usinagem Dos AÇOS SAE 1020 E SAE 1045Documento9 páginasAnálise Do Desgaste Da Ferramenta de Corte Na Usinagem Dos AÇOS SAE 1020 E SAE 1045Lucas DuarteAinda não há avaliações
- Análise Das Estruturas de Ferramentas de Corte Da Usinagem.: Matheus Lima PintoDocumento18 páginasAnálise Das Estruturas de Ferramentas de Corte Da Usinagem.: Matheus Lima PintoCarlos Henrique SouzaAinda não há avaliações
- Avaliação do torneamento do aço inoxidável super duplex UNS S32760Documento8 páginasAvaliação do torneamento do aço inoxidável super duplex UNS S32760Guilherme 1234Ainda não há avaliações
- 2011 Determinacao Curva Vida Ferramentas UsinagemDocumento10 páginas2011 Determinacao Curva Vida Ferramentas UsinagemVinicius AlmeidaAinda não há avaliações
- Avaliação de Recuperação Processos Usinagem 2021 2Documento10 páginasAvaliação de Recuperação Processos Usinagem 2021 2Yuri KriegerAinda não há avaliações
- Resenha Do Artigo - Vinicius Incerti de OliveiraDocumento3 páginasResenha Do Artigo - Vinicius Incerti de Oliveiravinicius.oliveira9Ainda não há avaliações
- 25.08.11 Modelo para Relatorio - Ensaio DinamométricoDocumento8 páginas25.08.11 Modelo para Relatorio - Ensaio DinamométricoGuilherme Pires da SilvaAinda não há avaliações
- Avaliação Do Estado de Tensões Residuais No Fresamento Do Aço VP100 para MoldesDocumento8 páginasAvaliação Do Estado de Tensões Residuais No Fresamento Do Aço VP100 para MoldesvianaufgAinda não há avaliações
- Artigo para ResenhaDocumento25 páginasArtigo para Resenhavinicius.oliveira9Ainda não há avaliações
- Análise de Parâmetros de Usinagem Do Aço Inox Austenitico Abnt 304Documento9 páginasAnálise de Parâmetros de Usinagem Do Aço Inox Austenitico Abnt 304Joao Pereira da SilvaAinda não há avaliações
- Parâmetros Geometricos MetrologiaDocumento12 páginasParâmetros Geometricos MetrologiachristophermattarAinda não há avaliações
- Processamento de Sinal para Determinação Da Força de Usinagem No Corte Interrompido Utilizando O Critério de Detecção de PicosDocumento10 páginasProcessamento de Sinal para Determinação Da Força de Usinagem No Corte Interrompido Utilizando O Critério de Detecção de PicosMariane LopesAinda não há avaliações
- Processos de Fabricação por UsinagemDocumento25 páginasProcessos de Fabricação por UsinagemMatheus CapanoAinda não há avaliações
- Rodolfo Francisco Gonçalves - Análise Da Ferramenta de Corte Do Aço 8640 No Processo de TorneamentoDocumento8 páginasRodolfo Francisco Gonçalves - Análise Da Ferramenta de Corte Do Aço 8640 No Processo de TorneamentoRodolfo GonçalvesAinda não há avaliações
- Otimização do corte por plasma do aço 1045Documento10 páginasOtimização do corte por plasma do aço 1045Gabriel da Silva PeixotoAinda não há avaliações
- Desgaste e Vida Da FerramentaDocumento23 páginasDesgaste e Vida Da Ferramentadark_angel2Ainda não há avaliações
- Grupo 03 (Aço Inox) - Trab. Usinagem - FinalDocumento16 páginasGrupo 03 (Aço Inox) - Trab. Usinagem - Finalmatheusperes0503Ainda não há avaliações
- 4495 14932 1 SMDocumento7 páginas4495 14932 1 SMwilsonAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Parâmetros de UsinagemDocumento60 páginasParâmetros de UsinagemturmacharliecfsdAinda não há avaliações
- Física Do Arco Elétrico 2009 (SENAI)Documento54 páginasFísica Do Arco Elétrico 2009 (SENAI)Márcio FerreiraAinda não há avaliações
- Análise de falha por fadiga em punção de aço VC130Documento4 páginasAnálise de falha por fadiga em punção de aço VC130AristidesAinda não há avaliações
- ArtigoDocumento9 páginasArtigoSérgio Fernando LajarinAinda não há avaliações
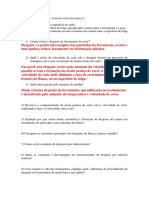
- Lista de Exercícios Usinagem Tópicos de Fabricação 2020 2Documento3 páginasLista de Exercícios Usinagem Tópicos de Fabricação 2020 2Harrison SoaresAinda não há avaliações
- UsinagemDocumento16 páginasUsinagemBrian GriffinAinda não há avaliações
- Plano de Trabalho Universidade Federal de Campina GrandeDocumento11 páginasPlano de Trabalho Universidade Federal de Campina GrandeRaimundo CruzAinda não há avaliações
- Trabalho de UsinagemDocumento12 páginasTrabalho de UsinagemEstefano Bruno Moritz PeruzzoAinda não há avaliações
- Artigo Sobre Soldagem FCAWDocumento6 páginasArtigo Sobre Soldagem FCAWengetarcioAinda não há avaliações
- Ensaio Tração Aço-1020Documento7 páginasEnsaio Tração Aço-1020Pedro BullaAinda não há avaliações
- Estampagem de Aços: Processos e Comportamento MecânicoDocumento49 páginasEstampagem de Aços: Processos e Comportamento MecânicoPesquisa DesenvolvimentoAinda não há avaliações
- 011037101Documento10 páginas011037101Jorge L. MedeirosAinda não há avaliações
- Desgaste de Cratera: Desgaste Frontal: Desgaste de EntalheDocumento2 páginasDesgaste de Cratera: Desgaste Frontal: Desgaste de EntalheLeonardo SaraivaAinda não há avaliações
- Ensaios de usinabilidade: desafios para resultados confiáveisDocumento4 páginasEnsaios de usinabilidade: desafios para resultados confiáveisSylvio AugustoAinda não há avaliações
- Apostila de Projeto de FerramentaDocumento49 páginasApostila de Projeto de FerramentaValdecir ferreira dos santosAinda não há avaliações
- Análise Da Rugosidade em FunçãoDocumento7 páginasAnálise Da Rugosidade em FunçãoJean Robert RodriguesAinda não há avaliações
- Estudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoDocumento10 páginasEstudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoInstituto Mauá de TecnologiaAinda não há avaliações
- Apostila YpeDocumento23 páginasApostila YpeAnisio FilhoAinda não há avaliações
- Corte e dobra de aços planosDocumento7 páginasCorte e dobra de aços planosHenrique FerreiraAinda não há avaliações
- Influência Da Variação Dos Parâmetros de Corte Na Formação Do Cavaco - AtualizadoDocumento4 páginasInfluência Da Variação Dos Parâmetros de Corte Na Formação Do Cavaco - Atualizadod201910709Ainda não há avaliações
- Estampagem de Aços: Corte e FuraçãoDocumento52 páginasEstampagem de Aços: Corte e FuraçãoItalo David Mamulengo0% (1)
- Análises Das Tensões em Lâminas de Serra Aplicadas No Corte Da MadeiraDocumento10 páginasAnálises Das Tensões em Lâminas de Serra Aplicadas No Corte Da MadeiraAna Kellen Da Cruz SilveiraAinda não há avaliações
- UNIFEI EMEI26 - TECNOLOGIA DA FABRICAÇÃO IIIDocumento2 páginasUNIFEI EMEI26 - TECNOLOGIA DA FABRICAÇÃO IIINatan SoaresAinda não há avaliações
- UNIFEI Campus Itabira - Tecnologia da Fabricação III 2022.2Documento5 páginasUNIFEI Campus Itabira - Tecnologia da Fabricação III 2022.2Isaque SilvaAinda não há avaliações
- Influência Dos Parâmetros de Corte E A Geometria Da Ferramenta Sobre Potência, Formação Do Cavaco E Grau de Recalque Na Usinagem de Ligas de AlumínioDocumento11 páginasInfluência Dos Parâmetros de Corte E A Geometria Da Ferramenta Sobre Potência, Formação Do Cavaco E Grau de Recalque Na Usinagem de Ligas de Alumíniod202010288Ainda não há avaliações
- CREEM2022-0092 - OTIMIZAÇÃO DA VAZÃO DE LUBRIREFRIGERAÇÃO POR MQL NA USINAGEM DO AÇO ABNT 1045Documento5 páginasCREEM2022-0092 - OTIMIZAÇÃO DA VAZÃO DE LUBRIREFRIGERAÇÃO POR MQL NA USINAGEM DO AÇO ABNT 1045Juan BlanesAinda não há avaliações
- Avaliação de Usinagem com Questões TécnicasDocumento5 páginasAvaliação de Usinagem com Questões TécnicasGUILHERME MARQUES BOLOGNESIAinda não há avaliações
- UFPB-CET-DEM Exame Final de Engenharia MecânicaDocumento3 páginasUFPB-CET-DEM Exame Final de Engenharia MecânicaFabrycio Érico de MedeirosAinda não há avaliações
- Ensaio de Tração Aço 1020Documento17 páginasEnsaio de Tração Aço 1020Cli SantosAinda não há avaliações
- Relatorio Usinagem FinalDocumento13 páginasRelatorio Usinagem FinalMichel AmbrosioAinda não há avaliações
- ME - PereiraDocumento8 páginasME - PereiraDavi MarquesAinda não há avaliações
- Análise Do Desgaste em Ferramentas de Aço-Rápido No Fresamento de TopoDocumento6 páginasAnálise Do Desgaste em Ferramentas de Aço-Rápido No Fresamento de TopobinhocleuberrezinAinda não há avaliações
- Avaliação da rugosidade e textura de metais após retificaçãoDocumento11 páginasAvaliação da rugosidade e textura de metais após retificaçãoLetícia CristinaAinda não há avaliações
- Influencia Dos Parâmetros Na Potência de UsinagemDocumento2 páginasInfluencia Dos Parâmetros Na Potência de Usinagemd202010288Ainda não há avaliações
- Artigo full trefilação_ finalDocumento10 páginasArtigo full trefilação_ finalfernandolulu565Ainda não há avaliações
- Trabalho UsinagemDocumento8 páginasTrabalho UsinagemGuilherme FelicianoAinda não há avaliações
- Análise Do Desgaste de Ferramenta de Corte No Processo de Aplainamento de MadeiraDocumento20 páginasAnálise Do Desgaste de Ferramenta de Corte No Processo de Aplainamento de MadeiraNaassom FernandesAinda não há avaliações
- CheckList EmpilhadeiraDocumento1 páginaCheckList EmpilhadeiraClaudio FreitasAinda não há avaliações
- Matemática e Matemática Financeira - Marcelo LeiteDocumento24 páginasMatemática e Matemática Financeira - Marcelo LeiteRony WelryAinda não há avaliações
- Procurador de Municipio MGDocumento31 páginasProcurador de Municipio MGmini amigo aventurasAinda não há avaliações
- Apostila de Questões - MatemáticaDocumento119 páginasApostila de Questões - MatemáticaJúlia ScherrerAinda não há avaliações
- 14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CDocumento6 páginas14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CMauro CostaAinda não há avaliações
- Resto Ingesta: Entendendo as sobras e cálculosDocumento2 páginasResto Ingesta: Entendendo as sobras e cálculosLuiza BruschiAinda não há avaliações
- L.E 3172Documento3 páginasL.E 3172resampaioAinda não há avaliações
- Teste 1 - Avaliação Sumativa - Economia A - 11.º CDocumento5 páginasTeste 1 - Avaliação Sumativa - Economia A - 11.º CMaria Cremilde Henrique SilvaAinda não há avaliações
- Cargos e Salarios P11Documento47 páginasCargos e Salarios P11Pedro Ivo Augusto MouraAinda não há avaliações
- Sistema de Controle Eletromecânico de Posição de Motor DCDocumento9 páginasSistema de Controle Eletromecânico de Posição de Motor DCYuri da CostaAinda não há avaliações
- Contabilidade Operações Especiais IFRS NCRFDocumento2 páginasContabilidade Operações Especiais IFRS NCRFsaraAinda não há avaliações
- Cibercrime e Computacao ForenseDocumento96 páginasCibercrime e Computacao ForenseTati LaraAinda não há avaliações
- LIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2Documento2 páginasLIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2ThiagoPaganiAinda não há avaliações
- Avaliações de Segurança em ObraDocumento45 páginasAvaliações de Segurança em ObraBruno JesusAinda não há avaliações
- Inversor GoodWe GW15KLV-MT Tri 220VDocumento1 páginaInversor GoodWe GW15KLV-MT Tri 220VAdriano Das ChagasAinda não há avaliações
- Atividades de Risco Elevado CAEDocumento7 páginasAtividades de Risco Elevado CAESerralheiroAinda não há avaliações
- Ato Administrativo 2 - Fernanda Paula OliveiraDocumento7 páginasAto Administrativo 2 - Fernanda Paula OliveiraHernane CostaAinda não há avaliações
- Manual de Instalação Do Driver GC420tDocumento11 páginasManual de Instalação Do Driver GC420tgioo93Ainda não há avaliações
- Forum 2Documento16 páginasForum 2Antonio RodriguesAinda não há avaliações
- Curso Preparatorio Cga Resumo 2022Documento48 páginasCurso Preparatorio Cga Resumo 2022Miguel Fontanive0% (1)
- Update Firmware Controlador 750Documento16 páginasUpdate Firmware Controlador 750Bruno AlmeidaAinda não há avaliações
- TJMT cria cargos em Núcleo de Recuperação JudicialDocumento268 páginasTJMT cria cargos em Núcleo de Recuperação JudicialJildonei LazzarettiAinda não há avaliações
- Seminario IDocumento9 páginasSeminario IDa Silva CarlaAinda não há avaliações
- Reflexão Da Ufcd - Gastos de ProduçaoDocumento3 páginasReflexão Da Ufcd - Gastos de Produçaomelo_manuela_meloAinda não há avaliações
- Curso de Perfuração Direcional HalliburtonDocumento64 páginasCurso de Perfuração Direcional HalliburtonJuan Jose Montes GalarzaAinda não há avaliações
- Formando propagandistasDocumento24 páginasFormando propagandistasBruna Santos MarubayashiAinda não há avaliações
- Apresentação IVA AngolaDocumento10 páginasApresentação IVA AngolaSELECT ACTIVE100% (1)
- Oferta e demanda no setor alimentício durante a pandemiaDocumento3 páginasOferta e demanda no setor alimentício durante a pandemiaLeticia VitalAinda não há avaliações
- Contrato EstipulanteDocumento9 páginasContrato EstipulanteHenrique MoreiraAinda não há avaliações
- JDocumento5 páginasJLEONARDO RAMBO TAGLIETTIAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Hormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceNo EverandHormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Raciocínio lógico e matemática para concursos: Manual completoNo EverandRaciocínio lógico e matemática para concursos: Manual completoNota: 5 de 5 estrelas5/5 (1)