Você também pode gostar
- Projetos De Eletrônica Industrial Usando O ArduinoNo EverandProjetos De Eletrônica Industrial Usando O ArduinoAinda não há avaliações
- Montagem e soldagem de circuitos eletrônicosDocumento8 páginasMontagem e soldagem de circuitos eletrônicosnuno silvestreAinda não há avaliações
- Ficha de TrabalhoDocumento1 páginaFicha de TrabalhoFarrusco, gamer100% (1)
- Instalações Eléctricas Técnico CursoDocumento5 páginasInstalações Eléctricas Técnico CursoJoão Paulo LeãoAinda não há avaliações
- Análise de circuitos em CCDocumento7 páginasAnálise de circuitos em CCMarcosArt Silva100% (1)
- Curso Técnico Gestão Equipamentos Informáticos Prova Eletrónica FundamentalDocumento4 páginasCurso Técnico Gestão Equipamentos Informáticos Prova Eletrónica Fundamentalmagante50100% (1)
- Estudo AutomatismosDocumento4 páginasEstudo AutomatismosJoão Miguel PintoAinda não há avaliações
- Automatismo PDFDocumento11 páginasAutomatismo PDFAntónio Fernando Coelho PintoAinda não há avaliações
- Curso Técnico Gestão Equipamentos InformáticosDocumento6 páginasCurso Técnico Gestão Equipamentos Informáticosmagante50Ainda não há avaliações
- Ramos Indústria EletrotécnicaDocumento7 páginasRamos Indústria EletrotécnicaHelena Tavares100% (1)
- Circuitos de corrente Continua - Ficha de exercícios No1Documento3 páginasCircuitos de corrente Continua - Ficha de exercícios No1Orlísio Sean MassingueAinda não há avaliações
- Automatismos e AutómatosDocumento27 páginasAutomatismos e Autómatosjorginho2Ainda não há avaliações
- Circuitos de ProteçãoDocumento14 páginasCircuitos de ProteçãoElsa SilvaAinda não há avaliações
- FT1Documento2 páginasFT1opsssAinda não há avaliações
- CAD 3D - FormandoDocumento106 páginasCAD 3D - FormandoRMFCAinda não há avaliações
- 1 - Sistemas TrifásicosDocumento17 páginas1 - Sistemas TrifásicosMiguel MartinsAinda não há avaliações
- Automato TwidoDocumento76 páginasAutomato Twidoa1julio100% (1)
- Contactor FT 2 AutomacaoDocumento7 páginasContactor FT 2 Automacaoluisje100% (3)
- Termômetro DigitalDocumento9 páginasTermômetro DigitalrolhamaruAinda não há avaliações
- Automatismos Industriais: Lógica Cablada vs ProgramadaDocumento13 páginasAutomatismos Industriais: Lógica Cablada vs ProgramadaAntónioAinda não há avaliações
- TGEI - Electrónica FundamentalDocumento25 páginasTGEI - Electrónica FundamentalPCrispimAinda não há avaliações
- Circuitos Integrados: Classificação e VantagensDocumento64 páginasCircuitos Integrados: Classificação e VantagensMargarida PaixãoAinda não há avaliações
- Automatismos PDFDocumento24 páginasAutomatismos PDFeddygrinder100% (1)
- Tcnicoa de Redes Eltricas ReferencialCPDocumento36 páginasTcnicoa de Redes Eltricas ReferencialCPAntonio Regne M CantoAinda não há avaliações
- Instalações Elétricas GeraisDocumento26 páginasInstalações Elétricas GeraisMiltécnicoAinda não há avaliações
- Curso Técnico Gestão Equipamentos Informáticos Prova Eletrónica FundamentalDocumento5 páginasCurso Técnico Gestão Equipamentos Informáticos Prova Eletrónica Fundamentalmagante50Ainda não há avaliações
- Eletricidade: UFCD 6007 Corrente Contínua 25hDocumento24 páginasEletricidade: UFCD 6007 Corrente Contínua 25hprof.afreisAinda não há avaliações
- Curso Técnico Mecatrónica circuitos osciladoresDocumento4 páginasCurso Técnico Mecatrónica circuitos osciladoresAntónio Fernando Coelho PintoAinda não há avaliações
- Análise do princípio de funcionamento do oscilador ClappDocumento12 páginasAnálise do princípio de funcionamento do oscilador ClappMatheus PadilhaAinda não há avaliações
- Iniciação ArduinoDocumento27 páginasIniciação ArduinoRui FerreiraAinda não há avaliações
- Reflexão 6007 Corrente ContinuaDocumento2 páginasReflexão 6007 Corrente ContinuaRicardo ConceiçãoAinda não há avaliações
- Soldar Na EletrónicaDocumento24 páginasSoldar Na EletrónicaAna Diogo100% (2)
- 1193 Luminotencia - Mail PDFDocumento10 páginas1193 Luminotencia - Mail PDFPaulo CosmeAinda não há avaliações
- 1 Modulo 9 EletrónicaDocumento12 páginas1 Modulo 9 EletrónicaTó Mané100% (2)
- UFCD6051-Teste de Avaliação EnunciadoDocumento2 páginasUFCD6051-Teste de Avaliação Enunciado8903800% (1)
- Aula 1 - EletrônicaDocumento16 páginasAula 1 - EletrônicaPatricia VerteloAinda não há avaliações
- Curso Técnico Gestão Equipamentos InformáticosDocumento6 páginasCurso Técnico Gestão Equipamentos InformáticosManuel AganteAinda não há avaliações
- Teste Ufcd 6015Documento22 páginasTeste Ufcd 6015André RuãoAinda não há avaliações
- Programa - Mecatrónica (UFCD) PDFDocumento69 páginasPrograma - Mecatrónica (UFCD) PDFJoão MendonçaAinda não há avaliações
- Corrente Alternada - Circuitos Monofásicos e Circuitos Trifásicos (Powerpoint)Documento18 páginasCorrente Alternada - Circuitos Monofásicos e Circuitos Trifásicos (Powerpoint)Miguel Azevedo100% (2)
- Modulo 6075 Instalações Eléctricas Generalidades - Aprs 1Documento8 páginasModulo 6075 Instalações Eléctricas Generalidades - Aprs 1jfigas1978Ainda não há avaliações
- TEXTO APOIO - Fontes AlimentaçãoDocumento15 páginasTEXTO APOIO - Fontes Alimentação765476547654754654Ainda não há avaliações
- Modulo3 5 Comparadores PDFDocumento5 páginasModulo3 5 Comparadores PDFFelismino SimocoAinda não há avaliações
- Projeto de um temporizador com CI 555Documento2 páginasProjeto de um temporizador com CI 555António Fernando Coelho Pinto100% (1)
- Teste-01 SDAC-Mod 2 2015-16Documento4 páginasTeste-01 SDAC-Mod 2 2015-16magante50Ainda não há avaliações
- Automatismos e contactoresDocumento56 páginasAutomatismos e contactoresPedro Miguel100% (2)
- Cursos de Eletricista: Teste de Avaliação de Segurança ElétricaDocumento4 páginasCursos de Eletricista: Teste de Avaliação de Segurança ElétricaNunoLopes100% (1)
- ELECTRICIDADE1Documento62 páginasELECTRICIDADE1riomaiorAinda não há avaliações
- UFCD 6045 Materiais Metálicos Não Ferrosos EnsaioDocumento59 páginasUFCD 6045 Materiais Metálicos Não Ferrosos EnsaioTony Fast100% (2)
- ITED 4a Edição: Enquadramento Jurídico e NormativoDocumento483 páginasITED 4a Edição: Enquadramento Jurídico e NormativoSergio Daúde Portucalense100% (1)
- Álgebra Booleana PortasDocumento35 páginasÁlgebra Booleana PortasIsabel CortinhasAinda não há avaliações
- Curso Técnico Eletrónica Automação Corrente AlternadaDocumento1 páginaCurso Técnico Eletrónica Automação Corrente AlternadapaulojmgAinda não há avaliações
- Introdução aos Semicondutores e DíodosDocumento66 páginasIntrodução aos Semicondutores e Díodosxarly100% (1)
- PIC18fxx50 CaracterísticasDocumento14 páginasPIC18fxx50 CaracterísticasMatheus Do NascimentoAinda não há avaliações
- Partida direta de motor trifásicoDocumento5 páginasPartida direta de motor trifásicoBianca FariasAinda não há avaliações
- 1193 Luminotencia Mail PDFDocumento10 páginas1193 Luminotencia Mail PDFPaulo CerqueiraAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte ViiiNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte ViiiAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Projetos De Instrumentação Eletrônica Usando O ArduinoNo EverandProjetos De Instrumentação Eletrônica Usando O ArduinoAinda não há avaliações
- Circuitos LógicosDocumento9 páginasCircuitos LógicosMarcosArt SilvaAinda não há avaliações
- Eletrônica de potência - Reflexão sobre dispositivosDocumento4 páginasEletrônica de potência - Reflexão sobre dispositivosMarcosArt SilvaAinda não há avaliações
- Modelo PRA NS 6026 AntonioSilvaDocumento13 páginasModelo PRA NS 6026 AntonioSilvaMarcosArt SilvaAinda não há avaliações
- Matemática Trabalho1 7ºDocumento2 páginasMatemática Trabalho1 7ºMarcosArt SilvaAinda não há avaliações
- Fresamento de faces, raio, múltiplas finalidades e 90Documento94 páginasFresamento de faces, raio, múltiplas finalidades e 90MarcosArt SilvaAinda não há avaliações
- Fresamento de faces, raio, múltiplas finalidades e 90Documento94 páginasFresamento de faces, raio, múltiplas finalidades e 90MarcosArt SilvaAinda não há avaliações
- Fresamento de faces, raio, múltiplas finalidades e 90Documento94 páginasFresamento de faces, raio, múltiplas finalidades e 90MarcosArt SilvaAinda não há avaliações
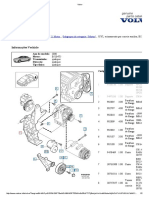
- Motor B5204T5 S80Documento2 páginasMotor B5204T5 S80MarcosArt Silva50% (2)
- Decreto-Lei N.º 135 2014 de 8de SetembroDocumento4 páginasDecreto-Lei N.º 135 2014 de 8de SetembroMarcosArt SilvaAinda não há avaliações
- Identificação Painéis CHESFDocumento1 páginaIdentificação Painéis CHESFJotinha CiganoAinda não há avaliações
- Satisloh - VFT Macro Lens Generating Machine - PT - 2021Documento2 páginasSatisloh - VFT Macro Lens Generating Machine - PT - 2021Michel PizzotoAinda não há avaliações
- Valvulas KVP PDFDocumento10 páginasValvulas KVP PDFAmauri RogérioAinda não há avaliações
- Lista Fornecedores AtacadoDocumento14 páginasLista Fornecedores AtacadoJosmar Dos SantosAinda não há avaliações
- Bomba Hidraulica Planilha Orcamentaria 2.0Documento9 páginasBomba Hidraulica Planilha Orcamentaria 2.0JonathanSoaresAinda não há avaliações
- Aula 3 - Sapatas Corridas e AssociadasDocumento14 páginasAula 3 - Sapatas Corridas e AssociadasLuiz Carlos Izzo FilhoAinda não há avaliações
- Resíduos Sólidos no BrasilDocumento12 páginasResíduos Sólidos no BrasilGatos e Mais MeowAinda não há avaliações
- Bitcoin para Todos - Felippe PercigoDocumento96 páginasBitcoin para Todos - Felippe PercigohugodomicianoyAinda não há avaliações
- Sousa MarcelaNoronhaPintodeOliveirae MDocumento261 páginasSousa MarcelaNoronhaPintodeOliveirae MMichel RossAinda não há avaliações
- Adepara180831 ComumDocumento348 páginasAdepara180831 ComumRuyjunior AlmeidaAinda não há avaliações
- Memória Ram: EspecialDocumento109 páginasMemória Ram: Especialbenitez leonel borinelliAinda não há avaliações
- VPNs e RDSI para redes de longa distância e alto desempenhoDocumento27 páginasVPNs e RDSI para redes de longa distância e alto desempenhoLuiz Felipe Batista SantosAinda não há avaliações
- Manual Normas Serviços Notariais TocantinsDocumento48 páginasManual Normas Serviços Notariais TocantinsFrancisco SantosAinda não há avaliações
- LP1 - Aula 1 - Mapeamento Objeto Relacional Padrões de Acesso A Dados.Documento20 páginasLP1 - Aula 1 - Mapeamento Objeto Relacional Padrões de Acesso A Dados.felix.joaoAinda não há avaliações
- Recomendações Carnaval 2018Documento23 páginasRecomendações Carnaval 2018alcantara10Ainda não há avaliações
- Cadastro de alunos em academia com JavaDocumento7 páginasCadastro de alunos em academia com JavaWillian LiraAinda não há avaliações
- Calculador de Litragem de Caixas AcusticasDocumento4 páginasCalculador de Litragem de Caixas Acusticasleleo0% (1)
- Mapas Conceituais - Profissao DocenteDocumento23 páginasMapas Conceituais - Profissao Docentedario.2087Ainda não há avaliações
- Design Gráfico - Computação Gráfica - Editorial ETE Pernambuco 2022Documento67 páginasDesign Gráfico - Computação Gráfica - Editorial ETE Pernambuco 2022Dudu SantosAinda não há avaliações
- Manual Eletrico SaveiroDocumento87 páginasManual Eletrico SaveirocriscrramosAinda não há avaliações
- Fundamentos de Estatistica - Roseane AguiarDocumento11 páginasFundamentos de Estatistica - Roseane AguiarroseaneAinda não há avaliações
- 5SL61107 Datasheet PTDocumento5 páginas5SL61107 Datasheet PTnathan bandeiraAinda não há avaliações
- 003 - Fonte Fixa 12V (1,5A)Documento2 páginas003 - Fonte Fixa 12V (1,5A)Luis VilelaAinda não há avaliações
- Como configurar a autenticação de dois fatores no Nextcloud para bloquear 99,9% dos ataquesDocumento5 páginasComo configurar a autenticação de dois fatores no Nextcloud para bloquear 99,9% dos ataquesThaisy FreitasAinda não há avaliações
- 1000 PDFDocumento2 páginas1000 PDFjorgethiago50% (2)
- Disjuntor A Pequeno Volume de Oleo DSF ArevaDocumento11 páginasDisjuntor A Pequeno Volume de Oleo DSF ArevaRenan SampaioAinda não há avaliações
- Abnt NBR 16149 Fotovoltaico Conexao RDDocumento18 páginasAbnt NBR 16149 Fotovoltaico Conexao RDthiago silvaAinda não há avaliações
- Análise do despacho econômico associado ao fluxo de cargaDocumento68 páginasAnálise do despacho econômico associado ao fluxo de cargaEllêm ClaudinoAinda não há avaliações
- Condesadores de RefrigeracaoDocumento14 páginasCondesadores de RefrigeracaoDébora CristinaAinda não há avaliações
- Exercícios Do Capítulo 4Documento3 páginasExercícios Do Capítulo 4Laura AndradeAinda não há avaliações