Você também pode gostar
- Plano de EmergenciaDocumento29 páginasPlano de EmergenciaJô Brito100% (10)
- Relatório TecnicoDocumento8 páginasRelatório TecnicoGlaucia Lima100% (6)
- Manual Básico de FanucDocumento50 páginasManual Básico de FanucMarcos Becerra100% (11)
- Manual de Seriços Aquecedor de Água ElectroluxDocumento44 páginasManual de Seriços Aquecedor de Água ElectroluxClaudio Goncalves100% (5)
- Memorial Descritivo - Desposito GLPDocumento9 páginasMemorial Descritivo - Desposito GLPFabio Giehl75% (4)
- Apostila QueimadoresDocumento64 páginasApostila QueimadoresIsa Fernanda100% (1)
- Manual MG3010Documento41 páginasManual MG3010VancellotiAinda não há avaliações
- Electrolux (AQ) - AQ 08 16 24 - Aquecedor de Agua - (MS) R3 Mai12Documento44 páginasElectrolux (AQ) - AQ 08 16 24 - Aquecedor de Agua - (MS) R3 Mai12ajaquilante75% (4)
- Apresentação Pá Carregadeira Nr-12 GenildoDocumento34 páginasApresentação Pá Carregadeira Nr-12 GenildoTarcisio Oliveira MateusAinda não há avaliações
- Manual GasDocumento36 páginasManual GasCezar_CavalcanteAinda não há avaliações
- Riscos Do GLP em Uso DomésticoDocumento32 páginasRiscos Do GLP em Uso DomésticoJosé Francisco da Silva NetoAinda não há avaliações
- Plano de Emergência - Jabuti - Gás - FinalDocumento53 páginasPlano de Emergência - Jabuti - Gás - FinalCaio RenaAinda não há avaliações
- UNIVERSIDADE AGOSTINHO NETO - 2º Trabalho de Refrigeração 2Documento18 páginasUNIVERSIDADE AGOSTINHO NETO - 2º Trabalho de Refrigeração 2Tavares CristoAinda não há avaliações
- ManualGas FdeDocumento40 páginasManualGas FdeLUCELINO DA COSTA LARANJEIRAAinda não há avaliações
- Gás de Cozinha Ou GLPDocumento7 páginasGás de Cozinha Ou GLPChristian RibeiroAinda não há avaliações
- Rip Scgas PDFDocumento98 páginasRip Scgas PDFRafaela Bonifacio CardosoAinda não há avaliações
- Curso de Manutenção de FogõesDocumento19 páginasCurso de Manutenção de FogõesVladimir PolidoAinda não há avaliações
- Rascunho Do Projecto Do Fim Do CursoDocumento36 páginasRascunho Do Projecto Do Fim Do CursoMuntinho SumboAinda não há avaliações
- 10 - GLPDocumento32 páginas10 - GLPRubinho SantosAinda não há avaliações
- TCC Anderson Luiz Proposta de Padronizacao No Atendimento As Ocorrencias Envolvendo GLP PDFDocumento45 páginasTCC Anderson Luiz Proposta de Padronizacao No Atendimento As Ocorrencias Envolvendo GLP PDFFelipe barrosAinda não há avaliações
- PpciDocumento73 páginasPpciAglerAinda não há avaliações
- 1 - Manual de BombasDocumento15 páginas1 - Manual de BombasDGG2010Ainda não há avaliações
- Acidente Com AMONIADocumento18 páginasAcidente Com AMONIAadrianobrittoAinda não há avaliações
- Segurança GLPDocumento36 páginasSegurança GLPfernando.1977Ainda não há avaliações
- NR-20 EspecíficoDocumento2 páginasNR-20 EspecíficoRiuk SilvaAinda não há avaliações
- Botijão de Gás - HistóriaDocumento5 páginasBotijão de Gás - HistóriaMarcelo Camilo Machado CamiloAinda não há avaliações
- Proposta de Automação de Uma Máquina Envasadora de RefrigerantesDocumento19 páginasProposta de Automação de Uma Máquina Envasadora de RefrigerantesmasiliAinda não há avaliações
- Reducao de Emissoes em Empilhadeiras A GLP Utilizando Analise Rapida Dos Gases de EscapeDocumento13 páginasReducao de Emissoes em Empilhadeiras A GLP Utilizando Analise Rapida Dos Gases de Escapevitor rodriguesAinda não há avaliações
- Manual GE Cooktop A Gas CTGGE090L510INDocumento20 páginasManual GE Cooktop A Gas CTGGE090L510INFhilipeHigaAinda não há avaliações
- Melquisedeque B Araujo 5802277 - Ap3Documento12 páginasMelquisedeque B Araujo 5802277 - Ap3Melqui AraujoAinda não há avaliações
- H 2Documento30 páginasH 2Jessica SouzaAinda não há avaliações
- FICHERDocumento24 páginasFICHERemerson_negriniAinda não há avaliações
- Dime CocalDocumento13 páginasDime CocalLucas SantosAinda não há avaliações
- RIP - Regulamento de Instalações Prediais - Cap 1 Institucional - 03 - 2014Documento8 páginasRIP - Regulamento de Instalações Prediais - Cap 1 Institucional - 03 - 2014Renato NunesAinda não há avaliações
- 2 Curso NR 20Documento84 páginas2 Curso NR 20Douglas CerbaroAinda não há avaliações
- Relatório TecnicoDocumento13 páginasRelatório TecnicoGlaucia Lima100% (1)
- Manual Seguranca 21x15 Versao Reduzida Portal - Apresentacao APq3FnGN4mDocumento8 páginasManual Seguranca 21x15 Versao Reduzida Portal - Apresentacao APq3FnGN4mPaulo SouzaAinda não há avaliações
- Manual Do Revendedor GLP Autorizado Fogás - Módulo 8Documento56 páginasManual Do Revendedor GLP Autorizado Fogás - Módulo 8Macleiton Soares100% (1)
- Laudo - Deposito - Rua Do AnilDocumento4 páginasLaudo - Deposito - Rua Do AnilJonh DiegoAinda não há avaliações
- Contra Justificação PL987-22Documento3 páginasContra Justificação PL987-22Pedro Luis AmaralAinda não há avaliações
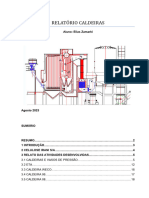
- RELATÓRIODocumento41 páginasRELATÓRIOeliaszamarkiAinda não há avaliações
- Manual Tecnico Gas Liquefeito Petrobras Assistencia Tecnica PetrobrasDocumento15 páginasManual Tecnico Gas Liquefeito Petrobras Assistencia Tecnica PetrobrasEdgar GóesAinda não há avaliações
- Propriedades PVTDocumento30 páginasPropriedades PVTmarcosfriasAinda não há avaliações
- Material de Suporte de Química Do Petróleo - Apostila Da PetrobrasDocumento71 páginasMaterial de Suporte de Química Do Petróleo - Apostila Da PetrobrasJony AndradeAinda não há avaliações
- Selos Mecânicos GranpacDocumento57 páginasSelos Mecânicos GranpacRicardoDoPrado100% (2)
- TFC - Apresentaà à o - FloresbertoDocumento25 páginasTFC - Apresentaà à o - FloresbertoFloresberto MuandaAinda não há avaliações
- Portaria INMETRO Nº 682, de 21 de Dezembro de 2012Documento5 páginasPortaria INMETRO Nº 682, de 21 de Dezembro de 2012Fabiane Kelly de MouraAinda não há avaliações
- Apostila GasCombustivel 280811Documento33 páginasApostila GasCombustivel 280811Eder Horita de MeloAinda não há avaliações
- Medidor de Gás GLP LAO G-1,6 PredialDocumento5 páginasMedidor de Gás GLP LAO G-1,6 PredialCarlos TourinhoAinda não há avaliações
- Curso NR20.Documento73 páginasCurso NR20.Leandro HenriqueAinda não há avaliações
- Relatório Final Torre de ResfriamentoDocumento72 páginasRelatório Final Torre de ResfriamentoWesly VolpiAinda não há avaliações
- Tradução Do Material em PowerpointDocumento7 páginasTradução Do Material em PowerpointandreAinda não há avaliações
- GLP - Sistemas de Vaporização Artificial PDFDocumento26 páginasGLP - Sistemas de Vaporização Artificial PDFAnonymous QY7Iu8fBAinda não há avaliações
- Produção de Clorocarbonato de EtilaDocumento24 páginasProdução de Clorocarbonato de EtilaBárbara Azevedo TamburiAinda não há avaliações
- Fogao GE Sem GrillDocumento24 páginasFogao GE Sem GrilleuceloAinda não há avaliações
- GLP - GLP-Gás Liquefeito de PetróleoDocumento12 páginasGLP - GLP-Gás Liquefeito de PetróleoYhurik Correia Chagas100% (1)
- 3.1.22 - Apostila - Cod.020.2022.NR20 - BásicoDocumento96 páginas3.1.22 - Apostila - Cod.020.2022.NR20 - BásicoSandro Moura (Sandrinho)Ainda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No PythonNo EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No PythonAinda não há avaliações
- Injeção de soluções poliméricas na recuperação avançada de petróleoNo EverandInjeção de soluções poliméricas na recuperação avançada de petróleoAinda não há avaliações
- Monitorando A Concentração De Glp Com O Pic E Android Programado No App InventorNo EverandMonitorando A Concentração De Glp Com O Pic E Android Programado No App InventorAinda não há avaliações
- Propagação de ErroDocumento3 páginasPropagação de ErroHenrick ReisAinda não há avaliações
- SP 2400A - UserDocumento48 páginasSP 2400A - UserRicardo Da Silva SantanaAinda não há avaliações
- Mirella Okumura RevisadaDocumento54 páginasMirella Okumura RevisadaMisael Albuquerque LiraAinda não há avaliações
- Ementa Sistemas TérmicosDocumento3 páginasEmenta Sistemas Térmicoscstmecatronica31443Ainda não há avaliações
- Apostilando IISDocumento91 páginasApostilando IISPedro Correia100% (2)
- OutroDocumento1 páginaOutroRodrigo BarbieriAinda não há avaliações
- BT - Hammerite BR 07.2013Documento2 páginasBT - Hammerite BR 07.2013Bruno RAinda não há avaliações
- Lista de Alarmes e Parâmetros AGC4Documento205 páginasLista de Alarmes e Parâmetros AGC4Ricardo Nunes Pereira Junior100% (1)
- Bombas RotativasDocumento86 páginasBombas RotativasffsjrAinda não há avaliações
- Prática 6 Osciloscopio, Gerador de Sinais e MultímetroDocumento5 páginasPrática 6 Osciloscopio, Gerador de Sinais e MultímetroAbraãoBorgesAinda não há avaliações
- Comportamento de Seccoes de Betao ArmadoDocumento58 páginasComportamento de Seccoes de Betao ArmadoArilson NgocaAinda não há avaliações
- 8530 CougarDocumento80 páginas8530 Cougarlucs2Ainda não há avaliações
- Catalogo Tecnico Caixa Dagua BrasilitDocumento8 páginasCatalogo Tecnico Caixa Dagua BrasilitFlávio AlvesAinda não há avaliações
- Aplicação de Rasterização de Recta Usando o Algoritmo DDADocumento12 páginasAplicação de Rasterização de Recta Usando o Algoritmo DDAGuto CondelaAinda não há avaliações
- Capacitância e DielétricosDocumento21 páginasCapacitância e DielétricosLara Viana Aires100% (1)
- Fibras Sintéticas, Plástico e ElásticoDocumento22 páginasFibras Sintéticas, Plástico e ElásticoBeatrizAinda não há avaliações
- Como Determinar o Coeficiente de Recalque Vertical - QiSuporteDocumento5 páginasComo Determinar o Coeficiente de Recalque Vertical - QiSuporteNaldinho MonteiroAinda não há avaliações
- Silo PulmãoDocumento1 páginaSilo PulmãoFelipe FloresAinda não há avaliações
- 5 - Dsipositivos de ProteçãoDocumento37 páginas5 - Dsipositivos de ProteçãoJoão MuriloAinda não há avaliações
- 1610125077manual de Instrucao PSR 30-40Documento40 páginas1610125077manual de Instrucao PSR 30-40Alan De SouzaAinda não há avaliações
- Curriculum Vitae HelderDocumento3 páginasCurriculum Vitae Helderhelder_santos2Ainda não há avaliações
- ListaDocumento2 páginasListaVenha RelaxarAinda não há avaliações
- 1 Lei de OhmDocumento30 páginas1 Lei de OhmRafael Bán JacobsenAinda não há avaliações
- Instrução de Orçamento BlenderDocumento8 páginasInstrução de Orçamento BlenderLeandro Luz Costa CostaAinda não há avaliações
- Patologia Dos Edifícios em Estrutura MetálicaDocumento204 páginasPatologia Dos Edifícios em Estrutura Metálicalarofa79Ainda não há avaliações
- Diagrama Elétrico 2144GDocumento189 páginasDiagrama Elétrico 2144GJoaci Pacheco100% (1)
- TPF3 NovoDocumento2 páginasTPF3 NovomquaiottiAinda não há avaliações