Você também pode gostar
- Procedimento de EstanqueidadeDocumento15 páginasProcedimento de EstanqueidadeMarcos FernandesAinda não há avaliações
- Instruçao Tecnica Modelo PMDocumento2 páginasInstruçao Tecnica Modelo PMRodrigo PizarroAinda não há avaliações
- Ensaio magnético partículas junta ânguloDocumento3 páginasEnsaio magnético partículas junta ânguloFabio Henrique SantosAinda não há avaliações
- API 650 - Roteiro para Inspeção - RESUMODocumento3 páginasAPI 650 - Roteiro para Inspeção - RESUMORaimundo Alves da Costa Neto100% (1)
- Medição de EspessuraDocumento17 páginasMedição de Espessurarickjbastos100% (2)
- Líquido penetrante procedimento ENDDocumento40 páginasLíquido penetrante procedimento ENDOemil AmorimAinda não há avaliações
- Líqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Documento5 páginasLíqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Claudio BonzeAinda não há avaliações
- Análise de projeto de rede BT 65kVA 220VDocumento59 páginasAnálise de projeto de rede BT 65kVA 220VwardolierAinda não há avaliações
- Ensaio líquido penetrante ENDDocumento45 páginasEnsaio líquido penetrante ENDAdilsonCostaAinda não há avaliações
- Teste de EstanqueidadeDocumento26 páginasTeste de EstanqueidadeRonaldo Alves Oliveira100% (1)
- PR-003 - Procedimento de END Por PM - Tecnica Do YOKEDocumento15 páginasPR-003 - Procedimento de END Por PM - Tecnica Do YOKEWellington S. FrançaAinda não há avaliações
- Laudo técnico rede gásDocumento5 páginasLaudo técnico rede gáselton valmir ebling100% (4)
- VIGAS FLT 8kNDocumento5 páginasVIGAS FLT 8kNJuliermeAinda não há avaliações
- Instrucao Tecnica 1 Liquido PenetranteDocumento3 páginasInstrucao Tecnica 1 Liquido PenetranteSilva Tiago100% (1)
- Roda-livre e contra-recuo VulkanDocumento24 páginasRoda-livre e contra-recuo VulkanAyrton AbrantesAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Ensaio END tubulação 18Documento2 páginasEnsaio END tubulação 18denisonmachado100% (1)
- NBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoDocumento4 páginasNBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoYuri Bahia de VasconcelosAinda não há avaliações
- Protocolo de Certificação Capela de ExaustãoDocumento2 páginasProtocolo de Certificação Capela de ExaustãoGustavo Ceschi0% (1)
- Ultrassom vaso pressão 65°CDocumento3 páginasUltrassom vaso pressão 65°CFabricio TorresAinda não há avaliações
- Procedimento Petrobras EstanqeuidadeDocumento18 páginasProcedimento Petrobras Estanqeuidadeadolfoeiras6714Ainda não há avaliações
- Inspeção de Tubos de Troca Térmica Pelo Ensaio IRISDocumento17 páginasInspeção de Tubos de Troca Térmica Pelo Ensaio IRISCarlos BernussiAinda não há avaliações
- Inspeção de tubulações: requisitos e práticas para garantir a integridade e segurançaDocumento12 páginasInspeção de tubulações: requisitos e práticas para garantir a integridade e segurançaf_clementeAinda não há avaliações
- Endoscopia IndustrialDocumento25 páginasEndoscopia IndustrialLuciano Marcelo OliveiraAinda não há avaliações
- N 1596Documento16 páginasN 1596Diego DalpiazAinda não há avaliações
- Instrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoDocumento4 páginasInstrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoEduardo SonodaAinda não há avaliações
- Teste 2 (Nov 2016) PDFDocumento5 páginasTeste 2 (Nov 2016) PDFMaria SoaresAinda não há avaliações
- Instrução Técnica de END - US Chapa CladeadaDocumento3 páginasInstrução Técnica de END - US Chapa CladeadaFabricio TorresAinda não há avaliações
- Prática Pedagógica Interdisciplinar - Metodologia Da Fisica-Ativ e ProvaDocumento57 páginasPrática Pedagógica Interdisciplinar - Metodologia Da Fisica-Ativ e ProvaBrunara Landim100% (1)
- No66001br2aed3 Peças ReposiçãoDocumento842 páginasNo66001br2aed3 Peças ReposiçãoJodiel ManoelAinda não há avaliações
- Ensaio IRIS para avaliação de perda de espessura em tubosDocumento12 páginasEnsaio IRIS para avaliação de perda de espessura em tubosdanicasarAinda não há avaliações
- N-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)Documento16 páginasN-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)JuBessaAinda não há avaliações
- MODELO INSTRUÇÃO TÉCNICA 2 - SITE ABENDIDocumento3 páginasMODELO INSTRUÇÃO TÉCNICA 2 - SITE ABENDIEdmilson FaustinoAinda não há avaliações
- MODELO DE INSTRUÇÃO TÉCNICA 1 - SITE ABENDI 2024Documento3 páginasMODELO DE INSTRUÇÃO TÉCNICA 1 - SITE ABENDI 2024Edmilson FaustinoAinda não há avaliações
- Procedimento LPDocumento6 páginasProcedimento LPantoniolagoAinda não há avaliações
- Norma Sae j844 TraduçãoDocumento15 páginasNorma Sae j844 TraduçãovanessaAinda não há avaliações
- PR-001 Rev7 - LPDocumento8 páginasPR-001 Rev7 - LPJeffersonCorreiaAinda não há avaliações
- Ensaio de Estanqueidade em Tubulações de PolietilenoDocumento4 páginasEnsaio de Estanqueidade em Tubulações de PolietilenoLenilson Silva Elza Elica100% (1)
- Astm e 1444Documento9 páginasAstm e 1444daiweingAinda não há avaliações
- Inspeção de aderência em revestimentos anti-corrosivosDocumento10 páginasInspeção de aderência em revestimentos anti-corrosivosMoito CarvalhoAinda não há avaliações
- Contagem de Partículas em Áreas LimpasDocumento3 páginasContagem de Partículas em Áreas LimpasWdealmeiAinda não há avaliações
- Procedimento de Execução de Ensaio LP em Soldas Pelo SNQCDocumento7 páginasProcedimento de Execução de Ensaio LP em Soldas Pelo SNQCDaniel DelaquaAinda não há avaliações
- Inspeção - Bagaceiras SMDocumento14 páginasInspeção - Bagaceiras SMw MassonAinda não há avaliações
- PR-001 Rev12Documento39 páginasPR-001 Rev12MARCIAAinda não há avaliações
- NBR 14867 - 2002 - Posto de Servico - Tubos Metalicos FlexiveisDocumento4 páginasNBR 14867 - 2002 - Posto de Servico - Tubos Metalicos FlexiveisCarlos PifferoAinda não há avaliações
- N-2631 Pintura Interna de TubulaçõesDocumento7 páginasN-2631 Pintura Interna de TubulaçõesptkfernandesAinda não há avaliações
- Pintura interna de tubulaçõesDocumento6 páginasPintura interna de tubulaçõesGabriel SantosAinda não há avaliações
- Nts 042Documento6 páginasNts 042Moito CarvalhoAinda não há avaliações
- Ensaio de penetração de material betuminosoDocumento7 páginasEnsaio de penetração de material betuminosoJanaina LeitinhoAinda não há avaliações
- Objetivo: Ensaio Não-Destrutivo - Partículas MagnéticasDocumento11 páginasObjetivo: Ensaio Não-Destrutivo - Partículas MagnéticasDarci Santiago SantosAinda não há avaliações
- Procedimento de Teste Pneumático (Teste de Ar)Documento4 páginasProcedimento de Teste Pneumático (Teste de Ar)ScribdTranslationsAinda não há avaliações
- PM - Abende - YokeDocumento15 páginasPM - Abende - YokefsfunbAinda não há avaliações
- Inspeção submarina medição potencial eletroquímicoDocumento9 páginasInspeção submarina medição potencial eletroquímicodicintraAinda não há avaliações
- Instrução de Ensaio PTDocumento3 páginasInstrução de Ensaio PTJoao RochaAinda não há avaliações
- Instrução de Ensaio Por MagnetosDocumento4 páginasInstrução de Ensaio Por MagnetosJoao RochaAinda não há avaliações
- 01 - IT - LP - (Exemplo)Documento3 páginas01 - IT - LP - (Exemplo)Revair CostaAinda não há avaliações
- Exame Prático - Instruções Ao Candidato - IT-004Documento3 páginasExame Prático - Instruções Ao Candidato - IT-004Ailton Soares da SilvaAinda não há avaliações
- NBR 12827 1993 Efluentes Gasosos Com o Sistema Filtrante No Interior Do Duto PDFDocumento10 páginasNBR 12827 1993 Efluentes Gasosos Com o Sistema Filtrante No Interior Do Duto PDFSergio NazarioAinda não há avaliações
- NTC 810027 especificação técnica COPEL transformadores distribuiçãoDocumento22 páginasNTC 810027 especificação técnica COPEL transformadores distribuiçãoEmanuel VeigaAinda não há avaliações
- Medição de espessura a quenteDocumento8 páginasMedição de espessura a quenteAntonioBalbino100% (1)
- Memorial Descritivo - GÁSDocumento4 páginasMemorial Descritivo - GÁSandrecapanemaAinda não há avaliações
- Métodos Analíticos AparelhosDocumento247 páginasMétodos Analíticos AparelhosBruno PereiraAinda não há avaliações
- Ensaio não-destrutivo por ultra-som: requisitos e procedimentosDocumento28 páginasEnsaio não-destrutivo por ultra-som: requisitos e procedimentosrmsabreuAinda não há avaliações
- Guia de instalação do ar condicionadoDocumento29 páginasGuia de instalação do ar condicionadoGuará Ar Condicionado100% (1)
- A.2.7 - Impulsão - Ficha de TrabalhoDocumento1 páginaA.2.7 - Impulsão - Ficha de TrabalhoVânia Maria SantosAinda não há avaliações
- Bobinas - PortDocumento8 páginasBobinas - PortIvair DiasAinda não há avaliações
- Histotecnologia MicroscopiaDocumento3 páginasHistotecnologia MicroscopiaIsadora Abrão FerreiraAinda não há avaliações
- Covalente Aula 5Documento5 páginasCovalente Aula 5PROFº MARCELO SANTOSAinda não há avaliações
- Cronograma Ferreto 36 SemanasDocumento9 páginasCronograma Ferreto 36 Semanasmari.deoliveira97Ainda não há avaliações
- Concurso Docente Matematica 2011 02Documento25 páginasConcurso Docente Matematica 2011 02mwfs 13Ainda não há avaliações
- Bol 052009 Encarte Boletim Normalizacao PDFDocumento12 páginasBol 052009 Encarte Boletim Normalizacao PDFOreonnyr SouzaAinda não há avaliações
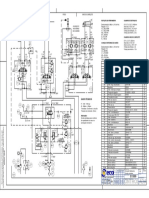
- Esquema Hidráulico Da Sonda Oblíqua MotocanaDocumento1 páginaEsquema Hidráulico Da Sonda Oblíqua MotocanaAndré MariaAinda não há avaliações
- Manual de ProcedimentosDocumento13 páginasManual de ProcedimentosPedro Damasceno100% (1)
- Questions Fisica Optica ENEMDocumento13 páginasQuestions Fisica Optica ENEMLetícia dos Santos SalesAinda não há avaliações
- Plano Coringa - 2v0101Documento5 páginasPlano Coringa - 2v0101BlenofisicaAinda não há avaliações
- Rele de ImpulsoDocumento1 páginaRele de ImpulsofernandoAinda não há avaliações
- Catalogo AC18 Light3 CompactadoDocumento48 páginasCatalogo AC18 Light3 Compactadoamerico vazAinda não há avaliações
- Manual de Areas Comuns 15 05 2023Documento37 páginasManual de Areas Comuns 15 05 2023Jackson MolinAinda não há avaliações
- MEC E3 - Aula 5 Conservação de Momento Angular, Trabalho e EnergiaDocumento38 páginasMEC E3 - Aula 5 Conservação de Momento Angular, Trabalho e EnergiaCleiton CleitonAinda não há avaliações
- Mit - 160807 - Operação de Equipamentos Especiais em Redes de DistribuiçãoDocumento41 páginasMit - 160807 - Operação de Equipamentos Especiais em Redes de DistribuiçãomarlyvianaAinda não há avaliações
- PPP6 Teste2B Nov.2020Documento8 páginasPPP6 Teste2B Nov.2020Maria DiasAinda não há avaliações
- Fà Sica C Exercà Cios Extras Cap 5 - GeradoresDocumento10 páginasFà Sica C Exercà Cios Extras Cap 5 - Geradoresvictoriacostaesilva27Ainda não há avaliações
- Sistemas de Referência - Descrição Por Posição e OrientaçãoDocumento13 páginasSistemas de Referência - Descrição Por Posição e OrientaçãoThiago MaiaAinda não há avaliações
- Mech DiceDocumento16 páginasMech DiceVagnerAinda não há avaliações
- Acoplamentos elástico-FMLDocumento5 páginasAcoplamentos elástico-FMLNueude PachecoAinda não há avaliações
- Manual Esquadrejadeira Ff325 Port 03 Serie 0097 0144 Sap 308 Llzwwz3d1yDocumento32 páginasManual Esquadrejadeira Ff325 Port 03 Serie 0097 0144 Sap 308 Llzwwz3d1yeduardodfrnAinda não há avaliações
- O Universo MecânicoDocumento2 páginasO Universo MecânicoRichardson LealAinda não há avaliações