Você também pode gostar
- 01-Procedimento Recebimento de Materia PrimaDocumento8 páginas01-Procedimento Recebimento de Materia PrimaRonilson BispoAinda não há avaliações
- Pop - Obra - 8.5.1-8.5.2 - Procedimento de Controle Tecnológico - Rev - 01Documento13 páginasPop - Obra - 8.5.1-8.5.2 - Procedimento de Controle Tecnológico - Rev - 01Louistelson MoreiraAinda não há avaliações
- PGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasDocumento13 páginasPGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasIngrid Lobato100% (1)
- 1247-Livro DocumentosDocumento136 páginas1247-Livro DocumentosEduardo Gonçalves100% (3)
- PG02 Procedimento Do Setor de Injeção Plástica Rev.01Documento6 páginasPG02 Procedimento Do Setor de Injeção Plástica Rev.01Sidney Sousa100% (1)
- Anexo 06 - PA - Process Audit v1.1 PortuguesDocumento20 páginasAnexo 06 - PA - Process Audit v1.1 PortuguesEduarda BatistellaAinda não há avaliações
- Pqo 00 - Plano Da Qualidade Da Obra 264 - Ufvjm-DiamantinaDocumento8 páginasPqo 00 - Plano Da Qualidade Da Obra 264 - Ufvjm-DiamantinaElias AlvesAinda não há avaliações
- IAW 1G7 Fiat Palio Injecao EletronicaDocumento3 páginasIAW 1G7 Fiat Palio Injecao EletronicaBlack SampaAinda não há avaliações
- Catalogo Linha de VidaDocumento6 páginasCatalogo Linha de VidaEnoque Gomes SilvaAinda não há avaliações
- Pop de LimpezaDocumento11 páginasPop de LimpezaFlávio Magalhães100% (1)
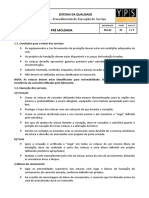
- PES.02 - Estaca Pré Moldada v.01Documento2 páginasPES.02 - Estaca Pré Moldada v.01Anderson SousaAinda não há avaliações
- Manual CimafDocumento105 páginasManual CimafFábio Cardoso100% (1)
- Sinalizacao HDocumento26 páginasSinalizacao HBernardi80Ainda não há avaliações
- PES - cct.006 - Fabricação e Montagem de Forma e DesformaDocumento6 páginasPES - cct.006 - Fabricação e Montagem de Forma e DesformaEdgard Alves MartinsAinda não há avaliações
- Trabalho de TEC 02 - Procedimento OperacionalDocumento4 páginasTrabalho de TEC 02 - Procedimento OperacionalBruno Felipe Firmino de Souza100% (3)
- Hidrogênio FinalDocumento45 páginasHidrogênio FinalPedro HenriqueAinda não há avaliações
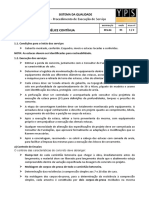
- PES.04 - Hélice Contínua v.01Documento2 páginasPES.04 - Hélice Contínua v.01Anderson SousaAinda não há avaliações
- Procedimento Andaimes (Tecnovia)Documento18 páginasProcedimento Andaimes (Tecnovia)Nilton SantosAinda não há avaliações
- Os Fantasmas Entre Nos - Gih AlvesDocumento215 páginasOs Fantasmas Entre Nos - Gih AlvesLarissa Diniz0% (1)
- CR 9060 Manual Do Operador - 87684605Documento472 páginasCR 9060 Manual Do Operador - 87684605jpcabanasAinda não há avaliações
- Aula 06 Gestao Da Qualidade Na Construcao CivilDocumento46 páginasAula 06 Gestao Da Qualidade Na Construcao CivilGuilherme Macedo FregoneziAinda não há avaliações
- Escoamentos Sob PressãoDocumento34 páginasEscoamentos Sob Pressãodionysus2267% (3)
- Aula 06 - Gestão Da Qualidade Na Construção CivilDocumento46 páginasAula 06 - Gestão Da Qualidade Na Construção CivilArquimedes100% (1)
- En 13670Documento55 páginasEn 13670Pedro Kettmann de Carvalho100% (1)
- Aula 8 Umidade e CinzasDocumento47 páginasAula 8 Umidade e CinzasManu100% (1)
- Pe - 4.9 - Fachada Parede Pre-Moldada de Concreto - r02Documento17 páginasPe - 4.9 - Fachada Parede Pre-Moldada de Concreto - r02C.W. PavelAinda não há avaliações
- Tabla de Clasificaciones API-ACEADocumento5 páginasTabla de Clasificaciones API-ACEASamuel MorenoAinda não há avaliações
- Pe-4.1-Alvenaria de Vedacao r05Documento15 páginasPe-4.1-Alvenaria de Vedacao r05isabellavrocha95Ainda não há avaliações
- Pe-1.2-Locacao de Obra r04Documento10 páginasPe-1.2-Locacao de Obra r04isabellavrocha95Ainda não há avaliações
- UNION RHAC Solidarização de Estruturas Pré-MoldadasDocumento10 páginasUNION RHAC Solidarização de Estruturas Pré-MoldadasRomulloAinda não há avaliações
- Tenda - Estrutura Concreto Armado MO-revisão 5Documento90 páginasTenda - Estrutura Concreto Armado MO-revisão 5alessandroasl100% (1)
- PO-RECAP 18-Rev 00Documento4 páginasPO-RECAP 18-Rev 00messias.messiAinda não há avaliações
- Plano Qualidade Obra PBQP HDocumento9 páginasPlano Qualidade Obra PBQP Hedvs-1100% (1)
- POP - OBR.033 - Entrega de ObraDocumento7 páginasPOP - OBR.033 - Entrega de ObraGabi SalomãoAinda não há avaliações
- PO-RECAP 18-Rev 01Documento4 páginasPO-RECAP 18-Rev 01messias.messiAinda não há avaliações
- Pes - Xx-Nome Do ProcessoDocumento4 páginasPes - Xx-Nome Do Processokiscampos3Ainda não há avaliações
- Quali DadeDocumento10 páginasQuali DadeWilliam SilvaAinda não há avaliações
- H-SGI-HSEQ PPint - Procedimento de Pintura.v00Documento10 páginasH-SGI-HSEQ PPint - Procedimento de Pintura.v00Fernando SoaresAinda não há avaliações
- Ciclo Ii - Projeto de Revestimento de FachadaDocumento12 páginasCiclo Ii - Projeto de Revestimento de FachadaGiovanna TrevisoliAinda não há avaliações
- Sgs Ind Construction Production Control PT BrazilDocumento6 páginasSgs Ind Construction Production Control PT BrazilBruna PerezAinda não há avaliações
- Estruturas FormasDocumento202 páginasEstruturas FormasRoberta MedeirosAinda não há avaliações
- Guia 17 - Treinamento Esquadrias de AluminioDocumento9 páginasGuia 17 - Treinamento Esquadrias de AluminioThiago De Lima RamosAinda não há avaliações
- PE-LCDE-CVL-017 MONTAGEM - ESTRUTURA - METALICA (2) - ModeloDocumento7 páginasPE-LCDE-CVL-017 MONTAGEM - ESTRUTURA - METALICA (2) - ModeloGeison BezerraAinda não há avaliações
- GAIL Manual Tecnico Execucao Fachadas PDFDocumento32 páginasGAIL Manual Tecnico Execucao Fachadas PDFKarlos RupfAinda não há avaliações
- Pe-4.2-Alvenaria Estrutural - r03Documento13 páginasPe-4.2-Alvenaria Estrutural - r03isabellavrocha95Ainda não há avaliações
- Pop-02 Setor DobraDocumento2 páginasPop-02 Setor DobraCarlos SantosAinda não há avaliações
- 1163.IT - mn.CIV.22 - 0 - Execução Formas, Escoramentos, Cimbramentos e DesformasDocumento7 páginas1163.IT - mn.CIV.22 - 0 - Execução Formas, Escoramentos, Cimbramentos e DesformasVinicius NunesAinda não há avaliações
- TCC Paulo Roque MendesDocumento21 páginasTCC Paulo Roque MendesRobson MirandaAinda não há avaliações
- Modelo de POP Procedimento Operacional Padrão para BalancimDocumento3 páginasModelo de POP Procedimento Operacional Padrão para BalancimClécio GomesAinda não há avaliações
- ENG - IN.115 - Forma e Desforma de Fundações - Rev.05Documento4 páginasENG - IN.115 - Forma e Desforma de Fundações - Rev.05Rodrigo GonçalvesAinda não há avaliações
- Processo de Execução de Estruturas de Concreto PremoldadoDocumento3 páginasProcesso de Execução de Estruturas de Concreto PremoldadoGustavo AbreuAinda não há avaliações
- PROCEDIMENTO DE TRABALHO E SEGURANÇA - HÉLICE CONTÍNUA ENGEOdocxDocumento5 páginasPROCEDIMENTO DE TRABALHO E SEGURANÇA - HÉLICE CONTÍNUA ENGEOdocxGrasielle PaulaAinda não há avaliações
- Procedimento de Execucao de Servico - Pes-008 - Alvenaria de Vedação - Bloco Cerâmico Rev00Documento6 páginasProcedimento de Execucao de Servico - Pes-008 - Alvenaria de Vedação - Bloco Cerâmico Rev00psbrsapo.ptAinda não há avaliações
- En 13670Documento55 páginasEn 13670Bruno GomesAinda não há avaliações
- 16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemDocumento8 páginas16.16!3!0143.d - Romi 2003 - Controle de Desenhos de Clientes - Fundidos e UsinagemBruno RafaelAinda não há avaliações
- Em Visita TécnicaDocumento23 páginasEm Visita TécnicaelkawpAinda não há avaliações
- PES.05 - Fundação Estaca Pré Moldada de Concreto - R00Documento3 páginasPES.05 - Fundação Estaca Pré Moldada de Concreto - R00Elisangela CarvalhoAinda não há avaliações
- P PV-01 - Política de Vidros.v02.Documento7 páginasP PV-01 - Política de Vidros.v02.Fernando SoaresAinda não há avaliações
- Planilha VerificacaoDocumento3 páginasPlanilha VerificacaoonildodfAinda não há avaliações
- Pes.54.r01 Fachada VentiladaDocumento7 páginasPes.54.r01 Fachada VentiladaThiago De Lima RamosAinda não há avaliações
- Arena Barueri - Proposta Laudo - R01Documento5 páginasArena Barueri - Proposta Laudo - R01victoria.rosarioAinda não há avaliações
- Pes 04 - Pavimentação Cerâmica - PorcelanatoDocumento6 páginasPes 04 - Pavimentação Cerâmica - PorcelanatoSaulo SilvaAinda não há avaliações
- q9UdjlPkSf601J0xdCl7 - Integridade de Equipamentos 2 - 3 Rev 22 - 03 - 2023Documento101 páginasq9UdjlPkSf601J0xdCl7 - Integridade de Equipamentos 2 - 3 Rev 22 - 03 - 2023marco aurelioAinda não há avaliações
- CP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkDocumento4 páginasCP 7.5.1!02!10.011 NÚCLEO 310 Policristal OkLex CunhaAinda não há avaliações
- PO-RECAP 07-Rev 02Documento4 páginasPO-RECAP 07-Rev 02messias.messiAinda não há avaliações
- Captura de Tela 2024-01-08 À(s) 17.35.55Documento19 páginasCaptura de Tela 2024-01-08 À(s) 17.35.55Abner MirandaAinda não há avaliações
- Sistemas Construtivos Inovadores Capa Apostilas Nível Técnico - CDRDocumento22 páginasSistemas Construtivos Inovadores Capa Apostilas Nível Técnico - CDRRoni BrandtAinda não há avaliações
- Especificação Técnica PDFDocumento14 páginasEspecificação Técnica PDFEdvanio Pacheco TeixeiraAinda não há avaliações
- Gyptec - Manual Técnico de Instalação de Sistemas em Placas de GessoDocumento132 páginasGyptec - Manual Técnico de Instalação de Sistemas em Placas de GessoGrupo Preceram100% (2)
- Plano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasNo EverandPlano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasAinda não há avaliações
- NBR 8160 - Sistemas Prediais de Esgoto Sanitário - Projeto e Execução-5Documento1 páginaNBR 8160 - Sistemas Prediais de Esgoto Sanitário - Projeto e Execução-5jairtmAinda não há avaliações
- Entendendo o Tempo e o Clima Na América PDFDocumento17 páginasEntendendo o Tempo e o Clima Na América PDFSamir GfcAinda não há avaliações
- Polonio PDFDocumento2 páginasPolonio PDFwozikAinda não há avaliações
- Material de Geografia EconfisicaDocumento57 páginasMaterial de Geografia EconfisicaManuel Carvalho100% (3)
- Formulário Física 10ºanoDocumento4 páginasFormulário Física 10ºanoMaria GangaAinda não há avaliações
- Atividade N.º2.2Documento3 páginasAtividade N.º2.2Maria ArrojaAlunoAinda não há avaliações
- TitulometriaDocumento6 páginasTitulometriaRoberto Alves BarbosaAinda não há avaliações
- Lista de Exercicios CalorimetriaDocumento3 páginasLista de Exercicios Calorimetriapatricia100% (1)
- Extensivoenem-Química-Lei de Hess e Entalpia de Ligação-23-06-2020Documento16 páginasExtensivoenem-Química-Lei de Hess e Entalpia de Ligação-23-06-2020João Pedro Gerotto FernandesAinda não há avaliações
- Tabela Periódica para Astrobiologia v4.0 - Tradução - RA2.0Documento1 páginaTabela Periódica para Astrobiologia v4.0 - Tradução - RA2.0Luiz Everson da SilvaAinda não há avaliações
- Aula13 GasesDocumento2 páginasAula13 GasesmalucoporquimicaAinda não há avaliações
- Revisao CIENCIAS DOM BARRETODocumento5 páginasRevisao CIENCIAS DOM BARRETOLaís RodriguesAinda não há avaliações
- RadioatividadeDocumento76 páginasRadioatividadefavadura100% (1)
- PressãoDocumento30 páginasPressãoluiza_ana8087% (23)
- Fisica ResolvidosDocumento10 páginasFisica ResolvidosJoão PauloAinda não há avaliações
- Conversao e Reciclo 1Documento14 páginasConversao e Reciclo 1CelsonicoAinda não há avaliações
- Úlcera PepticaDocumento1 páginaÚlcera PepticaamandaAinda não há avaliações
- Questão Aula 8º CN - Subsistemas TerrestresDocumento2 páginasQuestão Aula 8º CN - Subsistemas TerrestresAndreia Rego100% (2)
- L GlutationaDocumento2 páginasL Glutationacelmorcelli100% (1)