Você também pode gostar
- Apostila Caldeira - Info BásicaDocumento0 páginaApostila Caldeira - Info Básicamancini10Ainda não há avaliações
- CALDEIRAS (Operacoes Unitarias)Documento31 páginasCALDEIRAS (Operacoes Unitarias)BiancaBelo0% (1)
- Apostila Sobre CaldeirasDocumento36 páginasApostila Sobre CaldeirasRenan AlgarvesAinda não há avaliações
- Caldeiras: operação segura e treinamentoDocumento5 páginasCaldeiras: operação segura e treinamentoLeandro Aparecido SampaioAinda não há avaliações
- Relatório - Pressão de Vapor - FEQ EQ801 - UNICAMP - Grupo 2Documento19 páginasRelatório - Pressão de Vapor - FEQ EQ801 - UNICAMP - Grupo 2Gabriel S. Gusmão (Freddie)100% (1)
- Geradores de VaporDocumento30 páginasGeradores de VaporRicardo MonteiroAinda não há avaliações
- CaldeirasDocumento247 páginasCaldeirasDiego VieiraAinda não há avaliações
- Geradores de Vapor: Transformação da Água em VaporDocumento26 páginasGeradores de Vapor: Transformação da Água em VaporrodrigocampospkAinda não há avaliações
- Curso Operador CaldeiraDocumento72 páginasCurso Operador Caldeiranandoenani100% (2)
- 2 - Refrigeração - Fundamentos0001Documento62 páginas2 - Refrigeração - Fundamentos0001eng.amaury.sousaAinda não há avaliações
- Curso Sistemas Termofluidodinamicos PARTE 1Documento65 páginasCurso Sistemas Termofluidodinamicos PARTE 1Nilson PalmeirimAinda não há avaliações
- Turbinas e CaldeirasDocumento8 páginasTurbinas e CaldeirasFábio Vitor C. S.Ainda não há avaliações
- Eficiência térmica de geradores de vaporDocumento19 páginasEficiência térmica de geradores de vaporrafameccAinda não há avaliações
- Ciclo de Rankine: O Ciclo Ideal para os Ciclos de Potência a VaporDocumento5 páginasCiclo de Rankine: O Ciclo Ideal para os Ciclos de Potência a VaporMarino MachadoAinda não há avaliações
- Operação de caldeiras: noções geraisDocumento44 páginasOperação de caldeiras: noções geraislucio.reis5111100% (1)
- Elementos de Engenharia TermodinâmicaDocumento31 páginasElementos de Engenharia TermodinâmicaMarcílio LimaAinda não há avaliações
- 2a Lei Termodinâmica UNIPDocumento17 páginas2a Lei Termodinâmica UNIPBruno SantosAinda não há avaliações
- Trabalho (Gerador de Vapor)Documento31 páginasTrabalho (Gerador de Vapor)Crescencio JoseAinda não há avaliações
- Relatorio 2 - Curva de Pressão Do Vapor SaturadaDocumento15 páginasRelatorio 2 - Curva de Pressão Do Vapor SaturadaArilson GabrielAinda não há avaliações
- Apostila de Geradores de Vapor PDFDocumento88 páginasApostila de Geradores de Vapor PDFrodrigo santosAinda não há avaliações
- Máquinas e Processos de Transformação de Energia TérmicaDocumento59 páginasMáquinas e Processos de Transformação de Energia TérmicaMarcílio LimaAinda não há avaliações
- A Complexidade Da Transferência Do Calor Contada Pelo Evaporador RobertsDocumento6 páginasA Complexidade Da Transferência Do Calor Contada Pelo Evaporador RobertsFEQPCAinda não há avaliações
- Ciclo de refrigeração e aquecimento por compressão de vaporDocumento18 páginasCiclo de refrigeração e aquecimento por compressão de vaporGuilherme VianaAinda não há avaliações
- Evaporadores emDocumento48 páginasEvaporadores emFeffaz KyoAinda não há avaliações
- Tratamento da água de caldeira contra corrosãoDocumento25 páginasTratamento da água de caldeira contra corrosãoRubiana AndrezaAinda não há avaliações
- Apostila de Máquinas Térmicas - Geradores de VaporDocumento7 páginasApostila de Máquinas Térmicas - Geradores de VaporAlexander SenaAinda não há avaliações
- Balanço energético de caldeirasDocumento7 páginasBalanço energético de caldeirasGustavo SantosAinda não há avaliações
- Apostila - Aquecedor - de - Fluxo - Termico PDFDocumento31 páginasApostila - Aquecedor - de - Fluxo - Termico PDFJose Valente LeitaoAinda não há avaliações
- Manual de PurgadoresDocumento28 páginasManual de PurgadoresPaulo FernandoAinda não há avaliações
- Umidificação DesumidificaçãoDocumento52 páginasUmidificação DesumidificaçãoDiôgo Sérgio Vieira da SilvaAinda não há avaliações
- Exercício CaldeirasDocumento13 páginasExercício Caldeirasjoao moutinhoAinda não há avaliações
- Propriedades termodinâmicas de substâncias purasDocumento18 páginasPropriedades termodinâmicas de substâncias purasJoséAugustoNogueiraAinda não há avaliações
- Caldeiras e vasos de pressão: treinamento NR-13Documento254 páginasCaldeiras e vasos de pressão: treinamento NR-13Josimar MatosAinda não há avaliações
- Trocador de calor: fundamentos e aplicaçõesDocumento13 páginasTrocador de calor: fundamentos e aplicaçõeswilliam_fcarvalhoAinda não há avaliações
- Dimensionamento de válvulas de segurança: padronização da vazãoDocumento17 páginasDimensionamento de válvulas de segurança: padronização da vazãodanielwjr100% (1)
- Geração a vapor emDocumento5 páginasGeração a vapor emwesley_tmtAinda não há avaliações
- Umidificação e desumidificação: operações unitárias e equipamentosDocumento52 páginasUmidificação e desumidificação: operações unitárias e equipamentosg3qwsfAinda não há avaliações
- Aula Tema I. Generalidade Sobre o Vapor e SeuDocumento38 páginasAula Tema I. Generalidade Sobre o Vapor e SeuEdmil CGAinda não há avaliações
- Turbinas a vapor: teoria e aplicaçõesDocumento30 páginasTurbinas a vapor: teoria e aplicaçõescamila_alecio2328Ainda não há avaliações
- Ciclo de Carnot em 40Documento9 páginasCiclo de Carnot em 40MonicaStephanieAinda não há avaliações
- Ar Condicionado: Propriedades do ar, tipos de instalações e processos de condicionamentoDocumento88 páginasAr Condicionado: Propriedades do ar, tipos de instalações e processos de condicionamentoEdgard Coelho100% (1)
- Equipamentos Industriais I - Conceitos de Energia TérmicaDocumento194 páginasEquipamentos Industriais I - Conceitos de Energia Térmicaalexsandro_dias_1Ainda não há avaliações
- TCM IiDocumento32 páginasTCM IiHeliardo DemétrioAinda não há avaliações
- Processos de Refinação I e II (Manual 10 e 11 )Documento94 páginasProcessos de Refinação I e II (Manual 10 e 11 )netothekingmanAinda não há avaliações
- Transferência de calor emDocumento35 páginasTransferência de calor emJoao SilvaAinda não há avaliações
- Análise da transferência de calor em destilação etanol-águaDocumento15 páginasAnálise da transferência de calor em destilação etanol-águaMarianaAinda não há avaliações
- Ciclo BraytonDocumento3 páginasCiclo BraytonAntonio SilvaAinda não há avaliações
- Componentes de Caldeiras Flamotubulares VerticaisDocumento99 páginasComponentes de Caldeiras Flamotubulares VerticaisAmilton MoraesAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- A sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8No EverandA sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8Ainda não há avaliações
- Secagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaNo EverandSecagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaAinda não há avaliações
- Topline Range PTDocumento12 páginasTopline Range PTTravis DavisAinda não há avaliações
- Conjunto ConjuntoDocumento1 páginaConjunto ConjuntoTravis DavisAinda não há avaliações
- Akh 200Documento1 páginaAkh 200Travis DavisAinda não há avaliações
- Ao 300Documento1 páginaAo 300Travis DavisAinda não há avaliações
- Conjunto Conjunto: MM MM 25 30Documento1 páginaConjunto Conjunto: MM MM 25 30Travis DavisAinda não há avaliações
- SNL 3140 + 22332 K + H 2332 Caixas de Mancal SNL Grandes para Rolamentos em Uma Bucha de Fixação, Com Vedações PadrãoDocumento4 páginasSNL 3140 + 22332 K + H 2332 Caixas de Mancal SNL Grandes para Rolamentos em Uma Bucha de Fixação, Com Vedações PadrãoTravis DavisAinda não há avaliações
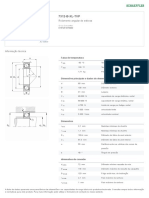
- Rolamento angular de esferas 7312-B-XL-TVPDocumento1 páginaRolamento angular de esferas 7312-B-XL-TVPTravis DavisAinda não há avaliações
- B32 PDFDocumento12 páginasB32 PDFTravis DavisAinda não há avaliações
- Catalogo de Correias Industriais PDFDocumento8 páginasCatalogo de Correias Industriais PDFTravis DavisAinda não há avaliações
- Catálogo de Correias AgrícolasDocumento126 páginasCatálogo de Correias AgrícolasRaphael OliveiraAinda não há avaliações
- Ak 200Documento1 páginaAk 200Travis DavisAinda não há avaliações
- NSK Cat B16 Prod Manut 09-06Documento26 páginasNSK Cat B16 Prod Manut 09-06Diego Tavares RodriguesAinda não há avaliações
- Energy Efficiency - Correias PDFDocumento13 páginasEnergy Efficiency - Correias PDFTravis DavisAinda não há avaliações
- Energy Efficiency - Correias PDFDocumento13 páginasEnergy Efficiency - Correias PDFTravis DavisAinda não há avaliações
- Catalogo de Correias Industriais PDFDocumento8 páginasCatalogo de Correias Industriais PDFTravis DavisAinda não há avaliações
- Catálogo de Correias AgrícolasDocumento126 páginasCatálogo de Correias AgrícolasRaphael OliveiraAinda não há avaliações
- Como Trocar A Correia Dentada Fiat 1.0l e 1.5l 8vDocumento2 páginasComo Trocar A Correia Dentada Fiat 1.0l e 1.5l 8vJeferson Diniz93% (40)
- ContinentalContiTech Treinamento EspecificaçãoDocumento18 páginasContinentalContiTech Treinamento EspecificaçãoTravis DavisAinda não há avaliações
- Motores de Combustão Interna - Conceitos BásicosDocumento68 páginasMotores de Combustão Interna - Conceitos BásicosCarolina Arteman100% (1)
- Catálogo de Correias AgrícolasDocumento126 páginasCatálogo de Correias AgrícolasRaphael OliveiraAinda não há avaliações
- Porca de ajuste MSWDocumento4 páginasPorca de ajuste MSWTravis DavisAinda não há avaliações
- RESUMODocumento1 páginaRESUMOTravis DavisAinda não há avaliações
- Regulagem Do or Mille Eletronic 91 A 95Documento1 páginaRegulagem Do or Mille Eletronic 91 A 95Roberto Faria QuintaesAinda não há avaliações
- Medidas Do MotorAP 1.6Documento2 páginasMedidas Do MotorAP 1.6Travis DavisAinda não há avaliações
- Cap FmeaDocumento28 páginasCap FmeaLuiz Claudio Horácio ReisAinda não há avaliações
- Weber 495 Peças Vista ExplodidaDocumento2 páginasWeber 495 Peças Vista ExplodidaTravis DavisAinda não há avaliações
- Trabalho 1Documento2 páginasTrabalho 1Travis DavisAinda não há avaliações
- Capítulo I - Conceitos e Definições - CompletaDocumento22 páginasCapítulo I - Conceitos e Definições - CompletaTravis DavisAinda não há avaliações
- 1 Aula Do Cap11 RolamentoDocumento13 páginas1 Aula Do Cap11 RolamentoLarissa GalvãoAinda não há avaliações
- Mecânica Clássica: Princípios e AplicaçõesDocumento321 páginasMecânica Clássica: Princípios e AplicaçõesRonildo Ronyart LopesAinda não há avaliações
- Comparação de resultados analíticos e numéricos da equação do calorDocumento16 páginasComparação de resultados analíticos e numéricos da equação do calorAbdennourAinda não há avaliações
- Dinamica VeicularDocumento46 páginasDinamica VeicularLeonardo Nunes SENAIAinda não há avaliações
- Tribologia: atrito, desgaste e soluçõesDocumento4 páginasTribologia: atrito, desgaste e soluçõesGabriel CarneiroAinda não há avaliações
- Inaugural Resistência 1Documento12 páginasInaugural Resistência 1orangotaAinda não há avaliações
- Relatorio Speedy TestDocumento10 páginasRelatorio Speedy TestAllan HladkiAinda não há avaliações
- Bombabeiros FinalDocumento23 páginasBombabeiros FinalLuan Modesto100% (2)
- Aula 2 - Trabalho Termodinâmico - Fisica IIDocumento7 páginasAula 2 - Trabalho Termodinâmico - Fisica IIvmtmasterAinda não há avaliações
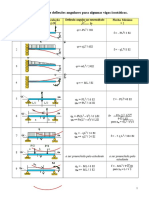
- FlechasDocumento3 páginasFlechasHigor MartinsAinda não há avaliações
- Relatorio 2 de FisicaDocumento10 páginasRelatorio 2 de FisicaAlisson Roegelin Dos SantosAinda não há avaliações
- NBR9062 2017 - Projeto e Execução de Estruturas de Concreto Pré-Moldado - P 11-20Documento10 páginasNBR9062 2017 - Projeto e Execução de Estruturas de Concreto Pré-Moldado - P 11-20WEBER RODRIGO GOMES SILVAAinda não há avaliações
- Cinemática VetorialDocumento13 páginasCinemática VetorialThiago Galed OliveiraAinda não há avaliações
- Impactos Do Ciclone Freddy No Distrito de VilanculosDocumento10 páginasImpactos Do Ciclone Freddy No Distrito de VilanculosCelso Januario Jose Januario JoseAinda não há avaliações
- Óxido de NióbioDocumento5 páginasÓxido de Nióbio_Titchão_Ainda não há avaliações
- Ultra SomDocumento8 páginasUltra SomMahyra1100% (1)
- Antenas e PropagaçãoDocumento50 páginasAntenas e Propagaçãoapi-3850154100% (1)
- Relatorio Aula Pratica Ensaio Impacto-GuilhermeDocumento11 páginasRelatorio Aula Pratica Ensaio Impacto-GuilhermeGuilherme GlowackiAinda não há avaliações
- Apendice A Incropera PDFDocumento30 páginasApendice A Incropera PDFCarlos Augusto LimaAinda não há avaliações
- Fatores que influenciam a qualidade da imagem radiográficaDocumento19 páginasFatores que influenciam a qualidade da imagem radiográficadjbruno_oliver100% (1)
- Métodos Diagnósticos Utilizados em Laboratórios ClínicosDocumento68 páginasMétodos Diagnósticos Utilizados em Laboratórios ClínicosLuanaJBCAinda não há avaliações
- Motores Elétricos Lineares: Conceito e AplicaçõesDocumento13 páginasMotores Elétricos Lineares: Conceito e AplicaçõesTiago RochaAinda não há avaliações
- Modelo atômico Rutherford BohrDocumento5 páginasModelo atômico Rutherford BohrGleidiane FerreiraAinda não há avaliações
- Motores Normas Ensaios PDFDocumento16 páginasMotores Normas Ensaios PDFmiranmnAinda não há avaliações
- Equilíbrio de forças em problemas de mecânicaDocumento2 páginasEquilíbrio de forças em problemas de mecânicaAyraneRAinda não há avaliações
- Projeto e fabricação de rosca única para extrusora laboratorialDocumento75 páginasProjeto e fabricação de rosca única para extrusora laboratorialGean Carlos SaugoAinda não há avaliações
- Exercício CaldeirasDocumento13 páginasExercício Caldeirasjoao moutinhoAinda não há avaliações
- Barragem permeávelDocumento15 páginasBarragem permeávelric289100% (1)
- SIstemas ConservativosDocumento38 páginasSIstemas ConservativosFrancisco SilvaAinda não há avaliações
- 02 Circuitos Elétricos de Corrente AlternadaDocumento10 páginas02 Circuitos Elétricos de Corrente Alternadaganjos610Ainda não há avaliações