Você também pode gostar
- 100 Questões - LOAS PDFDocumento49 páginas100 Questões - LOAS PDFJamily Luz50% (2)
- Formulário Gestão de MudançasDocumento1 páginaFormulário Gestão de MudançasAdrianoAinda não há avaliações
- Resumo Manual Pratico Da Manutencao Industrial Valdir Aparecido Dos SantosDocumento2 páginasResumo Manual Pratico Da Manutencao Industrial Valdir Aparecido Dos SantosBianca Mello100% (1)
- Havard Case - Empreendedorismo Lucas Souza FerreiraDocumento7 páginasHavard Case - Empreendedorismo Lucas Souza FerreiraLucas SouzaAinda não há avaliações
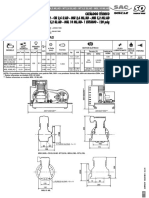
- Catálogo Técnico Compressor - Msi 2,6 Ml/Ad - Msi 5,2 Ml/Ad WT 2,6 SL/AD - WT 5,2 SL/AD - MSL 10 ML/AD-1 ESTÁGIO - 120 Psig CSI 2,6 S/ADDocumento5 páginasCatálogo Técnico Compressor - Msi 2,6 Ml/Ad - Msi 5,2 Ml/Ad WT 2,6 SL/AD - WT 5,2 SL/AD - MSL 10 ML/AD-1 ESTÁGIO - 120 Psig CSI 2,6 S/ADCristiano AlmeidaAinda não há avaliações
- Trabalho Sobre Tipos e Características de Motores Usados em CNCDocumento11 páginasTrabalho Sobre Tipos e Características de Motores Usados em CNCMaribaldo MacielAinda não há avaliações
- Relatorio Manutenção Atlas CopcoDocumento7 páginasRelatorio Manutenção Atlas Copcogeisa100% (1)
- SEWPRONTODocumento5 páginasSEWPRONTOEdival BaskirotiAinda não há avaliações
- Proposta de Manutenção de GeradoresDocumento4 páginasProposta de Manutenção de Geradoresjesse antonio0% (1)
- Chec) K List - Inspeção de Elevador. DiárioDocumento3 páginasChec) K List - Inspeção de Elevador. DiárioAdilsonAinda não há avaliações
- Parte Diária - Movimentação Inetrna VC CSPDocumento1 páginaParte Diária - Movimentação Inetrna VC CSPMarcos MoraisAinda não há avaliações
- Redação AdministrativaDocumento238 páginasRedação Administrativalucianorobertodasilvas15100% (1)
- Manutenção Da Produtividade Total (TPM)Documento64 páginasManutenção Da Produtividade Total (TPM)Gerisval Alves Pessoa100% (5)
- White MartinsDocumento11 páginasWhite MartinsTiagohowpy RamosAinda não há avaliações
- Frigorifico KaiowaDocumento29 páginasFrigorifico Kaiowahelton_bsbAinda não há avaliações
- Variador de Frequência VS Mini J7Documento20 páginasVariador de Frequência VS Mini J7marcof91Ainda não há avaliações
- Catalogo ElétricoDocumento22 páginasCatalogo Elétricob7412369Ainda não há avaliações
- Planejamento e Controle de Manutenção PDFDocumento79 páginasPlanejamento e Controle de Manutenção PDFDaniel BtitoAinda não há avaliações
- POP Manuten o PreventivaDocumento2 páginasPOP Manuten o PreventivaAna Paula100% (1)
- PDF Modelo de Relatorio de ManutenaoDocumento4 páginasPDF Modelo de Relatorio de Manutenaoluiz sobral0% (1)
- 1 - PLANO de MAN. PREV. para SeguroDocumento28 páginas1 - PLANO de MAN. PREV. para SeguroMarcio PerroniAinda não há avaliações
- Check List para Furadeira RadialDocumento2 páginasCheck List para Furadeira RadialRicardo MartinsAinda não há avaliações
- PR 5400.00 8000 973 Xco 009 B PDFDocumento27 páginasPR 5400.00 8000 973 Xco 009 B PDFWilliam CarvalhoAinda não há avaliações
- Checklist de GeradorDocumento2 páginasChecklist de GeradorEzequiel Cordeiro NettoAinda não há avaliações
- Planilha Plano de Manutencao Anual e CalibracaoDocumento4 páginasPlanilha Plano de Manutencao Anual e CalibracaoPaulo HenriqueAinda não há avaliações
- WEG SSW08 Users Manual 10000008521 en Es PT PDFDocumento164 páginasWEG SSW08 Users Manual 10000008521 en Es PT PDFGabriel PeixotoAinda não há avaliações
- Secador de ArDocumento5 páginasSecador de ArKadu92Ainda não há avaliações
- Indicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Documento35 páginasIndicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Jânio PabloAinda não há avaliações
- Aula 6 - Tipos de CompressoresDocumento56 páginasAula 6 - Tipos de CompressoresNatan BinotiAinda não há avaliações
- Manutenção de EmpilhadeiraDocumento9 páginasManutenção de Empilhadeiraleao alimentosAinda não há avaliações
- Tabela de Tipos de Oleo UnilubDocumento2 páginasTabela de Tipos de Oleo UnilubJULIO100% (1)
- Rotair Food Grade Fispq 2019Documento7 páginasRotair Food Grade Fispq 2019Thiago LinsAinda não há avaliações
- Valvulas Limitadora de Pressao Proporcional Serie EDG 01Documento2 páginasValvulas Limitadora de Pressao Proporcional Serie EDG 01Eduardo CramerAinda não há avaliações
- Plano de ManutençãoDocumento2 páginasPlano de ManutençãoGenesio DiasAinda não há avaliações
- Plano de Manutenção Preventiva Compressor de Ar ParafusoDocumento4 páginasPlano de Manutenção Preventiva Compressor de Ar ParafusoMarcos Vinicius100% (1)
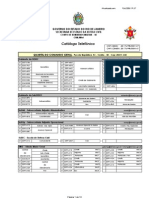
- Catalogo Do CBMERJDocumento18 páginasCatalogo Do CBMERJantonio carlos juniorAinda não há avaliações
- Parâmetros Termodinâmicos-Balanço de EnergiaDocumento7 páginasParâmetros Termodinâmicos-Balanço de EnergiaAlessandra LacksAinda não há avaliações
- Fluxo de PCMDocumento90 páginasFluxo de PCMAndré Mansano100% (2)
- Um 72-Rel - KSRDocumento1 páginaUm 72-Rel - KSRMariana Ribeiro GentaAinda não há avaliações
- ENGENHARIA de PRODUÇÃO PROCESSOS de FABRICAÇÃO IV Alexandre Alvarenga Palmeira, MSC (Faltando Cap 6 de Forjamento)Documento287 páginasENGENHARIA de PRODUÇÃO PROCESSOS de FABRICAÇÃO IV Alexandre Alvarenga Palmeira, MSC (Faltando Cap 6 de Forjamento)Renato Azevedo Cossich FurtadoAinda não há avaliações
- Motores - Automação - Energia - TintasDocumento12 páginasMotores - Automação - Energia - TintasNatanAinda não há avaliações
- Planilha MTBFDocumento32 páginasPlanilha MTBFAdãodaLuzAinda não há avaliações
- Temporizador Tholz PDFDocumento2 páginasTemporizador Tholz PDFDanilo GabrielAinda não há avaliações
- Custos de Manutenção - Weibull PDFDocumento69 páginasCustos de Manutenção - Weibull PDFGiglliara MenezesAinda não há avaliações
- Manual-Aços-Especiais MAR 2023Documento104 páginasManual-Aços-Especiais MAR 2023José Hélio Ferreira Souza100% (1)
- 025.0463-0-II - Treinamento Parafuso M2 Po. Rev.03 Set-09Documento28 páginas025.0463-0-II - Treinamento Parafuso M2 Po. Rev.03 Set-09Marcelo Farias100% (2)
- Planilla para Cálculo de OEE (Hugo)Documento24 páginasPlanilla para Cálculo de OEE (Hugo)nelsonhugoAinda não há avaliações
- Manual de Instalação GX 7-11 2008Documento18 páginasManual de Instalação GX 7-11 2008BRUNO MARDEGANAinda não há avaliações
- Pressure 02Documento6 páginasPressure 02Alex Teichmann100% (1)
- Produtos - 12 - Empilhadeira 35 40 45 50l 7a - Finale - Com.br - Zz4e287e02dfDocumento8 páginasProdutos - 12 - Empilhadeira 35 40 45 50l 7a - Finale - Com.br - Zz4e287e02dfMarcos Vinicius de Matos Cruz0% (1)
- 4 MM RT 0001 0 Manual Rosca TransportadoraDocumento15 páginas4 MM RT 0001 0 Manual Rosca TransportadoraChristenes AlvesAinda não há avaliações
- Sirius ContatoresDocumento188 páginasSirius ContatoresRogério FreitasAinda não há avaliações
- Custo Do AR ComprimidoDocumento4 páginasCusto Do AR ComprimidoDiego Xavier PereiraAinda não há avaliações
- D-Olho Na Qualidade (Participante)Documento87 páginasD-Olho Na Qualidade (Participante)sbjcribdAinda não há avaliações
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoNo EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoAinda não há avaliações
- Gestão 1Documento151 páginasGestão 1Antonio Rigno de SousaAinda não há avaliações
- Apostila - Tipos de ManutençãoDocumento39 páginasApostila - Tipos de ManutençãoBen MartinezAinda não há avaliações
- Manutenção Mecânica 2017-1 Mecânica Alunos NP1Documento207 páginasManutenção Mecânica 2017-1 Mecânica Alunos NP1Vitor BatistaAinda não há avaliações
- Aula 03 - Conceitos de Manutenção MecânicaDocumento75 páginasAula 03 - Conceitos de Manutenção MecânicaGEDEON GONCALVES ROCHAAinda não há avaliações
- Sistemas de Produção LeanDocumento54 páginasSistemas de Produção LeanGuilherme RibeiroAinda não há avaliações
- Aula Introdução A ManutençãoDocumento206 páginasAula Introdução A ManutençãoFagner vilas boasAinda não há avaliações
- Gestão 2Documento171 páginasGestão 2Antonio Rigno de SousaAinda não há avaliações
- 4 Conceitos Atuais de Manutencao TPM RCM 2011 1Documento37 páginas4 Conceitos Atuais de Manutencao TPM RCM 2011 1Rômulo S. CarvalhoAinda não há avaliações
- Lider Vs Gestor PDFDocumento4 páginasLider Vs Gestor PDFPedro Raposo0% (2)
- Segurança Do Trabalho Na Construção Civil - Um Estudo de Caso Múltiplo em Cidades Do Interior de São Paulo PDFDocumento10 páginasSegurança Do Trabalho Na Construção Civil - Um Estudo de Caso Múltiplo em Cidades Do Interior de São Paulo PDFExtensão UFESAinda não há avaliações
- Da Contabilidade Financeira X Contabilidade de CustosDocumento15 páginasDa Contabilidade Financeira X Contabilidade de CustosDrix100% (13)
- SINAPRO Relatorio2Documento32 páginasSINAPRO Relatorio2MiloBrasilAinda não há avaliações
- Livro 20 Anos CompletoDocumento125 páginasLivro 20 Anos CompletoEduardo Osamu MuramotoAinda não há avaliações
- Modelo de CronogramaDocumento4 páginasModelo de CronogramaJessica CarolinaAinda não há avaliações
- Caderno de Exercícios Gestão de PessoasDocumento9 páginasCaderno de Exercícios Gestão de Pessoasgleisson18Ainda não há avaliações
- Manual de Fiscalizacao de Contratos Da AguDocumento73 páginasManual de Fiscalizacao de Contratos Da AguWenderson BarbosaAinda não há avaliações
- Manual de Crises Unimed Do BrasilDocumento41 páginasManual de Crises Unimed Do BrasilDaniele Silva Morato100% (1)
- Fag en 39101Documento3 páginasFag en 39101Thiago ArrudaAinda não há avaliações
- História de OrganogramasDocumento2 páginasHistória de OrganogramasPaula Amanda SantiagoAinda não há avaliações
- A Exposição de Estereótipos Do Secretário Executivo Veiculados Pela MídiaDocumento19 páginasA Exposição de Estereótipos Do Secretário Executivo Veiculados Pela Mídialassoares78Ainda não há avaliações
- Solicitação de Analise - Via WebDocumento28 páginasSolicitação de Analise - Via WebCláudio RegisAinda não há avaliações
- Inf-23-Cipa - Como Se Organizar No Trabalho - DicasDocumento2 páginasInf-23-Cipa - Como Se Organizar No Trabalho - DicasErnani Luiz Namizaki DezanAinda não há avaliações
- EmpreendDocumento153 páginasEmpreendrafaelAinda não há avaliações
- Funções e Níveis Da GestãoDocumento6 páginasFunções e Níveis Da GestãoPiero BerbertAinda não há avaliações
- Simulado Parte2Documento39 páginasSimulado Parte2Lília NunesAinda não há avaliações
- Relatório de Procedimento-De-Analise-De-Acidentes-E-IncidentesDocumento32 páginasRelatório de Procedimento-De-Analise-De-Acidentes-E-IncidentesAlfredo Luiz Costa100% (1)
- Apresentação HierarquicaDocumento9 páginasApresentação HierarquicadolomitiluxoAinda não há avaliações
- FIGUEIREDO, Nice Menezes De. Desenvolvimento e Avaliação de Coleções (1993) PDFDocumento183 páginasFIGUEIREDO, Nice Menezes De. Desenvolvimento e Avaliação de Coleções (1993) PDFcaetano3075% (4)
- FGV Gerenciamento de TempoDocumento102 páginasFGV Gerenciamento de Tempojose6silva100% (2)
- Qualidade SeisSigmaDocumento49 páginasQualidade SeisSigmaRafael OliveiraAinda não há avaliações
- Livro-Texto - Unidade III Fundamentos Da QualidadeDocumento37 páginasLivro-Texto - Unidade III Fundamentos Da QualidadeAmanda Parussolo DuranAinda não há avaliações
- Formulario Projeto de Extensao - GRUPODocumento4 páginasFormulario Projeto de Extensao - GRUPOLuan RicardoAinda não há avaliações
- Plano Ensino Reduzido RecrutamentoDocumento3 páginasPlano Ensino Reduzido RecrutamentoAnderson da SilveiraAinda não há avaliações
- Acreditação Hospitalar Como Estratégia de Melhoria PDFDocumento13 páginasAcreditação Hospitalar Como Estratégia de Melhoria PDFRicardo CorrêaAinda não há avaliações