Escolar Documentos
Profissional Documentos
Cultura Documentos
Desenvolvimento e Avaliação de Padrão de Torque para Calibração de Torquímetros em 3 Faixas de Medição
Enviado por
Daniel SimasTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Desenvolvimento e Avaliação de Padrão de Torque para Calibração de Torquímetros em 3 Faixas de Medição
Enviado por
Daniel SimasDireitos autorais:
Formatos disponíveis
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PS-GRADUAO EM
ENGENHARIA MECNICA
DESENVOLVIMENTO E AVALIAO DE PADRO DE TORQUE PARA
CALIBRAO DE TORQUMETROS EM TRS FAIXAS DE MEDIO
Dissertao submetida
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
como parte dos requisitos para a obteno do grau de
MESTRE EM ENGENHARIA MECNICA
ALEXANDRO BARRETO DANTAS
Natal, Setembro de 2007
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
PROGRAMA DE PS-GRADUAO EM
ENGENHARIA MECNICA
PROJETO E CONSTRUO DE PADRO DE TORQUE PARA
CALIBRAO DE TORQUMETROS EM TRS FAIXAS DE
MEDIO
ALEXANDRO BARRETO DANTAS
Esta dissertao foi julgada adequada para a obteno do ttulo de
MESTRE EM ENGENHARIA MECNICA
sendo aprovada em sua forma final.
BANCA EXAMINADORA
_________________________________
Prof. Dr. Luciano Bet Orientador UFRN
__________________________________
Prof. Dr. Andr Roberto de Sousa Avaliador Externo CEFET SC
__________________________________
Prof. Dr. Jos Alberto de Arajo Avaliador Interno UFRN
__________________________________
Prof. Ph.D. Jos Daniel Diniz Melo Avaliador Interno UFRN
__________________________________
Prof. MSc. Luiz Pedro de Arajo Membro Convidado
__________________________________
Prof. Dr. Walter Link Membro Convidado
As grandes idias so aquelas nas quais a nica coisa que nos surpreende
que no nos tivesse ocorrido antes.
Noel Claras, escritor espanhol
Aos meus pais e irmos
que sempre acreditaram
no meu sucesso
e torceram muito por mim.
AGRADECIMENTOS
Ao meu orientador, Prof. Luciano Bet, que sempre se mostrou solcito e no mediu
esforos para me ajudar nos vrios momentos em que precisei de auxlio.
Ao Prof. Walter Link, idealizador do projeto e grande mentor que muito me ajudou a
desenvolv-lo. Sua participao foi fundamental e imprescindvel para a existncia deste
trabalho.
Ao Prof. Luiz Pedro de Arajo pelo grande incentivo, empenho e colaborao no
desenvolvimento deste projeto.
A toda a equipe do LabMetrol que tanto torceu, se empenhou e contribuiu para a
concluso de meu mestrado: Cludio, Dabney, lber, Fabrcio, Felipe, Henirque, Jean,
Mariana, Raiff, Rita, Srgio e Tanaka. A todos os amigos que esto ou estiveram por l, o
meu muito obrigado e a certeza que jamais esquecerei tudo o que fizeram por mim.
A Ayrles e Rodrigo pela grande ajuda na realizao dos ensaios e contribuio na
pesquisa.
A toda minha famlia, tios, tias, primos, primas e agregados, sem distino, pelo
incentivo e apoio que sempre deram.
A meus amigos Assis, Daniel, Fernando, Francisco das Chagas, Gustavo, Hugo,
Jander, Leonardo, Marcos e tantos outros que, perto ou longe, sempre me apoiaram e
torceram por mim.
Ao Laboratrio de Metrologia da UFRN LabMetrol, que custeou todo o projeto e,
desde o tempo da graduao, abriu suas portas e me acolheu com todo carinho.
EMIC Equipamentos e Sistemas de Ensaios Ltda., pela doao da clula de carga
utilizada no equipamento.
Global Indstria e Comrcio Ltda., na pessoa de seu proprietrio, Eng. Habib, pela
confeco das peas e acessrios integrantes do padro desenvolvido e cesso de
torqumetros para a execuo de ensaios.
BONOR Ind. de Botes do Nordeste S.A, que atravs de seu gerente de
ferramentaria, Sr. Srgio Demeda, assegurou a usinagem por eletroeroso de componentes
do padro.
Nordeste Rolamentos Ltda., que atravs de seu proprietrio, Sr. Antnio
Domingos, realizou a doao dos dois rolamentos de agulha utilizados no equipamento.
Hanover Brasil Ltda., em especial ao Eng. Ricardo Castilhos e o Supervisor de
Manuteno Jos Jurandir, pela concesso de torqumetros para a realizao de ensaios.
Aos Professores Jos Alberto e Jos Daniel, pela participao nas bancas de
qualificao e defesa, onde geraram importantes contribuies para o melhoramento deste
trabalho.
Ao Professor Andr Roberto de Sousa, pela contribuio e participao na banca
examinadora deste trabalho.
Universidade Federal do Rio Grande do Norte UFRN, pela oportunidade para
realizao deste mestrado e ao seu Programa de Ps-Graduao em Engenharia Mecnica
PPGEM, na pessoa de seu Coordenador, Prof. Rubens Maribondo, pela assessoria e
pacincia.
E a todos que, de maneira direta ou indireta, contriburam para a realizao deste
trabalho.
SUMRIO
1 INTRODUO.................................................................................................................... 15
2 REVISO BIBLIOGRFICA ...................................................................................... 18
2.1 Medies....................................................................................................................... 18
2.2 Metrologia - a cincia da medio................................................................................ 19
2.2.1 Metrologia - histrico ......................................................................................... 20
2.2.2 Metrologia requisito para a qualidade ............................................................. 24
2.3 Calibrao..................................................................................................................... 24
2.4 Incerteza de medio .................................................................................................... 29
2.4.1 Incerteza padro.................................................................................................. 32
2.4.1.1 Incerteza padro Tipo A......................................................................... 32
2.4.1.2 Incerteza padro Tipo B......................................................................... 33
2.4.2 Distribuio de probabilidade............................................................................. 34
2.4.2.1 Distribuio normal (N) ......................................................................... 34
2.4.2.2 Distribuio retangular (R)..................................................................... 35
2.4.2.3 Distribuio triangular (T) ..................................................................... 35
2.4.2.4 Outras distribuies................................................................................ 36
2.4.3 Incerteza padro combinada ............................................................................... 36
2.4.4 Incerteza padro expandida ................................................................................ 37
2.5 Metrologia em torque.................................................................................................... 40
2.5.1 Juntas mecnicas................................................................................................. 40
2.5.2 Conceitos bsicos sobre torque........................................................................... 41
2.5.3 Importncia da medio de torque...................................................................... 42
2.5.4 Torqumetros....................................................................................................... 43
2.5.4.1 Torqumetro de indicao tipo relgio................................................... 44
2.5.4.2 Torqumetro de indicao digital (torqumetros eletrnicos)................. 45
2.5.4.3 Torqumetro de indicao tipo vareta..................................................... 45
2.5.4.4 Torqumetro de estalo............................................................................. 46
2.5.4.5 Torqumetro de quebra........................................................................... 47
2.5.4.6 Torqumetro de estalo/quebra no ajustvel........................................... 48
2.5.4.7 Torqumetro limitador de torque............................................................ 48
2.5.4.8 Seleo do torqumetro apropriado ........................................................ 49
2.5.5 Calibrao de torqumetros................................................................................. 50
2.5.5.1 Calibradores primrios ........................................................................... 50
2.5.5.2 Calibradores analgicos ......................................................................... 52
2.5.5.3 Calibrao de torqumetros pelo sistema direto ..................................... 52
2.5.5.4 Calibrao de torqumetros por meio de transdutores............................ 53
2.5.6 Expresso da incerteza de medio em metrologia de torque ............................ 55
3 DESENVOLVIMENTO DO PROJETO.............................................................................. 59
4 PROCEDIMENTO EXPERIMENTAL............................................................................... 74
4.1 Calibrao do sistema ................................................................................................... 74
4.1.1 Problemas observados na calibrao do sistema ................................................ 79
4.2 Calibrao de torqumetros........................................................................................... 82
5 RESULTADOS E DISCUSSES........................................................................................ 84
5.1 Resultados obtidos na calibrao do sistema................................................................ 84
5.2 Resultados obtidos na calibrao de torqumetros........................................................ 89
5.2.1 Resultados obtidos na calibrao de torqumetros utilizando a segunda faixa
nominal do padro de torque .................................................................................................... 89
5.2.2 Resultados obtidos na calibrao de torqumetros utilizando a terceira faixa
nominal do padro de torque .................................................................................................... 91
6 CONCLUSES.................................................................................................................... 94
REFERNCIAS ....................................................................................................................... 96
APNDICE A Projeto em AutoCAD do calibrador de torqumetros ................................. 102
APNDICE B Resumo de normas para calibrao de torqumetros................................... 106
APNDICE C Procedimento para calibrao de clulas de carga utilizando o sistema de
aquisio de dados Spider8 e software catmanEasy............................................................... 114
APNDICE D Algumas definies do Vocabulrio Internacional de Metrologia VIM. 118
LISTA DE FIGURAS
Figura 1: Distribuio de probabilidade normal ......................................................................34
Figura 2: Distribuio de probabilidade retangular .................................................................35
Figura 3: Distribuio de probabilidade triangular ..................................................................36
Figura 4: Tenso gerada pela aplicao de torque ................................................................43
Figura 5: Torqumetro de indicao tipo relgio .....................................................................44
Figura 6: Torqumetro de indicao digital ............................................................................45
Figura 7: Torqumetro de indicao tipo vareta......................................................................45
Figura 8: Torqumetro de vareta em T .................................................................................46
Figura 9: Torqumetro de estalo .............................................................................................47
Figura 10: Torqumetro de quebra..........................................................................................48
Figura 11: Torqumetro limitador de torque ............................................................................49
Figura 12: Padro primrio de torque.....................................................................................51
Figura 13: Calibrador analgico de torqumetros ...................................................................52
Figura 14: Calibrao de torqumetro pelo sistema direto......................................................53
Figura 15: Calibrao de torqumetros por meio de transdutores ..........................................54
Figura 16: Detalhe de estrutura da mesa de calibrao.........................................................55
Figura 17: Primeira opo de projeto .....................................................................................60
Figura 18: Segunda opo de projeto ....................................................................................61
Figura 19: Detalhe do inserto de encaixe de um torqumetro.................................................62
Figura 20: Esquema funcional do calibrador de torqumetros................................................63
Figura 21: Maquete em isopor do calibrador de torqumetros................................................64
Figura 22: Croquis da verso final do calibrador de torqumetros..........................................65
Figura 23: Detalhe da ligao manpulo-fuso de esferas-plataforma elevatria ....................66
Figura 24: Detalhe da barra de fora da plataforma elevatria ..............................................66
Figura 25: Calibrao de torqumetro nos sentidos horrio e anti-horrio .............................67
Figura 26: Deslocamento exeqvel da torre de fora............................................................67
Figura 27: Mecanismo para transmisso de torque ...............................................................68
Figura 28: Transmissores de torque.......................................................................................69
Figura 29: Detalhe dos elementos de transmisso de torque ................................................70
Figura 30: Rolamento de agulhas...........................................................................................71
Figura 31: Sistema de aquisio de dados.............................................................................72
Figura 32: Dispositivo para calibrao do sistema .................................................................75
Figura 33: Medio do comprimento do dispositivo de calibrao.........................................76
Figura 34: Calibrao do padro de torque............................................................................78
Figura 35: Pequena lacuna entre o parafuso de contato e o brao de alavanca ...................80
Figura 36: Nova configurao de fixao da clula de carga.................................................81
Figura 37: Curva de erros para a segunda faixa nominal.......................................................85
Figura 38: Curva de erros para a terceira faixa nominal ........................................................87
LISTA DE TABELAS
Tabela 1 Fatores de abrangncia k para diferentes graus de liberdade v
eff
........................39
Tabela 2 Relaes entre as unidades de torque mais utilizadas ........................................42
Tabela 3 Contribuies dos elementos de incerteza em metrologia de torque...................56
Tabela 4 Principais fontes de incerteza em um sistema primrio de calibrao de torque.57
Tabela 5 Planilha de incerteza do comprimento do dispositivo de calibrao ....................77
Tabela 6 Caractersticas dos torqumetros utilizados nas calibraes realizadas com o
padro de torque desenvolvido ..............................................................................................82
Tabela 7 Dados referentes calibrao da segunda faixa nominal do calibrador ..............84
Tabela 8 Planilha de incerteza do torque aplicado na segunda faixa nominal ....................86
Tabela 9 Dados referentes calibrao da terceira faixa nominal do calibrador................87
Tabela 10 Planilha de incerteza do torque aplicado na terceira faixa nominal....................88
Tabela 11 Comparao entre mtodos de calibrao do Torqumetro A na segunda faixa89
Tabela 12 Comparao entre mtodos de calibrao do Torqumetro B na segunda faixa90
Tabela 13 Comparao entre mtodos de calibrao do Torqumetro C na segundafaixa 90
Tabela 14 Comparao entre mtodos de calibrao do Torqumetro D na segunda faixa90
Tabela 15 Comparao entre mtodos de calibrao do Torqumetro A na terceira faixa .91
Tabela 16 Comparao entre mtodos de calibrao do Torqumetro B na terceira faixa .91
Tabela 17 Comparao entre mtodos de calibrao do Torqumetro D na terceira faixa.91
Tabela 18 Comparao entre os resultados de calibrao do torqumetro A na segunda e
terceira faixas .........................................................................................................................92
Tabela 19 Comparao entre os resultados de calibrao do Torqumetro B na segunda e
terceira faixas .........................................................................................................................93
Tabela 20 Comparao entre os resultados de calibrao do Torqumetro D na segunda e
terceira faixas .........................................................................................................................93
SMBOLOS
X
i
Grandeza de entrada
x
i
Melhor estimativa disponvel do valor da grandeza de entrada
n Nmero de medies independentes
q
1
, q
2
, ..., q
n
Valores medidos em uma srie de medies
q Mdia aritmtica dos valores medidos
s(q) Desvio padro experimental dos valores medidos
u(x
i
) Incerteza padro
v Nmero de graus de liberdade
a intervalo de variabilidade da grandeza de entrada
u
c
(y) Incerteza padro combinada
u
i
(y) Contribuio de cada fonte para a incerteza combinada
c
i
Coeficiente de sensibilidade
k Fator de abrangncia
U Incerteza padro expandida
v
eff
Grau de liberdade efetivo
Y Estimativa de sada
u(y) Incerteza padro da estimativa de sada
v
i
Graus de liberdade efetivo da contribuio da incerteza padro
T Torque
F Fora
d Distncia
b Repetitividade em posio de montagem inalterada
b Reprodutibilidade em diferentes posies de montagem
fa Erro de interpolao
r Resoluo
X
j
Valores medidos em posies de montagem diferentes
X
a
Valores medidos a partir da curva de interpolao
M
k
Torque aplicado na calibrao
u
tcm
Incerteza da mquina de calibrao de torque
m Massa
g Acelerao da gravidade
U
P
Incerteza do padro (extrada de certificado)
u
P
Incerteza do padro (valor estimado)
o Mximo desvio padro das medies efetuadas
r
P
Resoluo do padro
u
ap
Incerteza do apalpador do padro
o Coeficiente de dilatao trmica
L Comprimento medido
MBP Mdia dos braos do padro
U
L
Incerteza devido ao comprimento das barras do dispositivo de calibrao
Tmax Torque mximo aplicado
u
M
Incerteza devido s massa aplicadas
g
l
Acelerao da gravidade local
g
n
Acelerao da gravidade normal
u
g
Incerteza devido acelerao da gravidade
T
2
Torque obtido a partir do brao do padro para a segunda faixa nominal
T
2F
Torque corrigido para a segunda faixa nominal
T
3
Torque obtido a partir do brao do padro para a terceira faixa nominal
T
3F
Torque corrigido para a terceira faixa nominal
AT
SD
Variao entre os valores nominais de torque e os obtidos nas calibraes
pelo sistema direto
AT
PD
Variao entre os valores nominais de torque e os obtidos nas calibraes
com o padro desenvolvido
RESUMO
O constante desenvolvimento dos instrumentos e equipamentos utilizados para
aplicao e medio de torque na indstria em geral, incluindo suas tcnicas de uso e
instrumentao cada vez mais exatas e abrangentes, qualifica a metrologia em torque como
uma das reas da engenharia mecnica em maior desenvolvimento tecnolgico e com
crescente demanda em servios de calibrao. Existe uma diversidade de calibradores de
torqumetros disponvel no mercado, atendendo diferentes faixas de torque e utilizando
princpios de funcionamento diversos, estes calibradores atendem s exigncias das normas de
qualidade e confiabilidade. Entretanto, atualmente no h a opo de um padro de torque que
atenda, com baixo custo, a calibrao de torqumetros em vrias faixas utilizando-se apenas
um padro. O objetivo deste trabalho o desenvolvimento e avaliao de um padro de torque
cuja concepo permita a calibrao de torqumetros em trs faixas nominais distintas atravs
de um instrumento com um nico padro, propiciando reduo de custos e tempo de
execuo, alm de disponibilizar maior confiabilidade na qualificao final dos instrumentos
medidores de torque. Para um adequado atendimento da demanda na calibrao de
torqumetros, necessrio que laboratrios de calibrao e ensaios possuam uma coleo de
padres de torque, cada qual apto a atender uma nica faixa nominal, o que se torna oneroso.
O desenvolvimento do padro de torque mostrou-se vivel tcnica e economicamente,
possibilitando a calibrao de torqumetros em diferentes faixas nominais atravs de um nico
sistema de medio verstil, eficiente e de simples operao.
ABSTRACT
The continuous development of instruments and equipment used as tools or torque
measurement in the industry is demanding more accurate techniques in the use of this kind
instrumentation, including development of metrological characteristics in torque
measurement. The same happens with the needs in calibration services. There is a diversity of
methods of hand torque tools in the market with different measuring range but without
complaining with technical standards in terms of requirements of quality and reliability.
However, actually there is no choice of a torque measuring standard that fulfils, with low cost,
the needs for the calibration of hand torque tools in a large number of ranges. The objective of
this thesis is to show the development and evaluation of a torque measuring standard device
with a conception to allow the calibration of hand torque tools with three levels of torque with
an single instrument, promoting reduction of costs and time in the calibration, also offering
reliability for the evaluation of torque measuring instrument. To attend the demand in the
calibration of hand torque tools it is necessary that the calibration laboratories have a big
collection of torque measuring standards, to fulfills the needs of the costumer, what is very
costly. The development of this type of torque measuring standard revealed a viable technique
and economically making possible the calibration of hand torque tools in different nominal
ranges through a single measurement system versatile, efficient and of easy operation.
.
1. Introduo 15
1. INTRODUO
A metrologia tem suas origens na antiguidade, inicialmente utilizada nas trocas de
produtos, no comrcio, para resolver questes de heranas, na cobrana de impostos e
tributos, entre outras aplicaes, tendo sempre freqente relao com a moeda, pois, para
cunh-la devia ser utilizada uma quantidade certa de metais preciosos. Uma prova da
longnqua preocupao com medies a pirmide de Gizeh, construda pelos egpcios por
volta de 4800 a.C., com blocos de pedras com base de 1200 mm, cuja diferena dos lados do
bloco inferior a 15 mm, o que corresponde a um erro de ortogonalidade de doze minutos.
Inicialmente, o homem procurou definir dimenses usando como referncia o seu prprio
corpo. Assim surgiram vrias unidades de medida como o cbito
1
, o p e a jarda (OLIVEIRA,
P., 2006).
A Bblia faz freqentes referncias s medidas, em geral na forma de um dever de
no possuir ou usar dois pesos e duas medidas. Hoje este conceito normalmente associado
justia, que inclusive utiliza o smbolo metrolgico da balana. Desde a antiguidade, a
justia e a metrologia esto associadas no sentido de que o uso correto das medies uma
forma de justia. Nas mitologias antigas os deuses da metrologia so freqentemente os
mesmos que os da justia (MOSCATI, 2005).
Durante o processamento industrial, as atividades de controle e otimizao de
processos atravs de ensaios e calibraes necessitam de resultados de medies confiveis
para garantir qualidade, segurana, respeito ao meio ambiente, evitar retrabalhos e,
conseqentemente, desperdcio (MACHADO et al, 2003).
As imperfeies naturais durante a realizao de medies levam impossibilidade de
se conhecer com absoluta certeza o valor verdadeiro de uma grandeza: Toda medio gera
uma incerteza (SCHMID; MARTNEZ, 2004).
muito freqente a apresentao de resultados de medio sem a devida ateno
quanto evidncia da sua rastreabilidade, confiabilidade metrolgica e incerteza. A ausncia
integrada destas qualidades de um resultado compromete bastante qualquer tipo de concluso
fundamentada nestes resultados de medio (COUTO et al., 2002).
1
Padro de comprimento utilizado pela civilizao grega por volta de 500a.C., definido como a distncia do
cotovelo ponta do indicador e media cerca de 523 mm.
1. Introduo 16
A calibrao de instrumentos de medio de torque, mesmo com estes sendo
amplamente utilizados em relevantes indstrias, tem recebido menor ateno do que a
calibrao de outros tipos de instrumentos. O nmero de laboratrios que oferecem servios
de calibrao para esta grandeza limitado e a situao especfica para a calibrao de torque
ainda pode ser considerada deficitria (BOCHESE, L.; BOCHESE, A. 2001).
O mtodo de calibrao de torqumetros com transdutores o mais utilizado. Os sistemas
de calibrao baseados neste princpio utilizam, em sua grande maioria, transdutores de
torque como elemento sensor para o torque aplicado.
Transdutores do torque so dispositivos de custo relativamente elevado e que trabalham
dentro de uma determinada faixa nominal especfica. Para que sistemas de calibrao de
torqumetros que utilizam transdutores de torque possam satisfazer uma ampla gama de
torqumetros com diversas faixas nominais, necessria a permuta destes sensores de acordo
com o torqumetro a ser calibrado.
O projeto desenvolvido e apresentado neste trabalho prope um padro de torque para
calibrao de torqumetros em trs faixas nominais utilizando um nico transdutor de fora do
tipo clula de carga como elemento sensor. De custo significativamente inferior ao de um
transdutor de torque - algo em torno de um tero - a clula de carga tambm oferece a
possibilidade de, apenas alterando sua posio no sistema, variar as faixas de torque a serem
geradas.
Atualmente, apesar da variedade de calibradores existentes, no h a opo de um
padro de torque que atenda a calibrao de torqumetros em vrias faixas utilizando-se
apenas um nico transdutor de fora, fornecendo uma calibrao rpida, barata, confivel e
eficaz.
Esta nova concepo de padro de torque permitir a calibrao de torqumetros com
significativa reduo de custos e tempo de execuo, alm de disponibilizar maior
confiabilidade na qualificao final dos instrumentos medidores de torque, por meio da
melhor quantificao das fontes de erro consideradas no clculo de incerteza.
O objetivo deste trabalho o desenvolvimento de um padro de torque cuja concepo
permita a calibrao de torqumetros at 2000 N.m, com incerteza de 0,05%, atravs de um
nico instrumento capaz de realizar calibraes nos sentido horrio e anti-horrio e operar em
trs faixas nominais, possibilitando reduo de custos, tempo de execuo, alm de assegurar
a confiabilidade dos resultados obtidos.
1. Introduo 17
No captulo 2 deste trabalho apresentada uma ampla reviso bibliogrfica trazendo um
histrico sobre metrologia e fazendo referncia a conceitos de medies, incerteza de
medio, calibrao e metrologia em torque. No captulo 3 so expostos detalhes do
desenvolvimento do projeto do padro de torque desenvolvido. Os procedimentos
experimentais para a calibrao do sistema e de torqumetros so abordado no captulo 4,
enquanto que os resultados e discusses referentes a estes procedimentos so tratados no
captulo 5. Finalmente, no captulo 6 so apresentadas as concluses obtidas deste trabalho e
algumas sugestes para trabalhos futuros. Como informaes complementares, no Apndice
A exibido o projeto em AutoCAD do calibrador de torqumetros, no Apndice B
apresentado um resumo de normas para calibrao de torqumetros, no Apndice C
transcrito o procedimento para calibrao de clulas de carga utilizando o sistema de
aquisio de dados Spider8 e software catmanEasy e no apndice D esto agrupadas algumas
definies extradas do Vocabulrio Internacional de Termos Fundamentais e Gerais de
Metrologia VIM.
2. Reviso Bibliogrfica 18
2. REVISO BIBLIOGRFICA
2.1 Medies
Medir uma forma de descrever o mundo. As grandes descobertas cientficas, as grandes
teorias clssicas foram, e ainda so, formuladas a partir de observaes experimentais. Uma
boa teoria aquela que se verifica na prtica. A descrio das quantidades envolvidas em cada
fenmeno se d atravs da medio (GONALVES JNIOR, 2002).
Medir comparar uma grandeza com uma outra, de mesma natureza, tomada como
padro. De acordo com Vocabulrio Internacional de Termos Fundamentais e Gerais de
Metrologia VIM (ver Apndice D), medio o conjunto de operaes que tem por objetivo
determinar o valor de uma grandeza. Grandeza o atributo fsico de um corpo que pode ser
qualitativamente distinguido e quantitativamente determinado.
Para determinar o valor numrico de uma grandeza, necessrio que se disponha de uma
outra grandeza de mesma natureza, definida e adotada por conveno, para fazer a
comparao com a primeira, ou seja, uma unidade de medio. Definida a unidade de
medio, faz-se necessrio estabelecer um padro metrolgico desta unidade. Um padro
metrolgico definido como uma medida materializada, instrumento de medio, material de
referncia ou sistema de medio destinado a definir, realizar, conservar ou reproduzir uma
unidade ou um ou mais valores de uma grandeza para servir como referncia. Em resumo, um
padro metrolgico um instrumento de medir ou uma medida materializada destinado a
reproduzir uma unidade de medir para servir como referncia. O padro (de qualquer
grandeza) reconhecido como tendo a mais alta qualidade metrolgica e cujo valor aceito
sem referncia a outro padro, chamado de padro primrio. Um padro cujo valor
estabelecido pela comparao direta com o padro primrio chamado padro secundrio, e
assim sucessivamente, criando uma cadeia de padres onde um padro de maior qualidade
metrolgica usado como referncia para o de menor qualidade metrolgica. Pode-se, por
exemplo, a partir de um padro de trabalho, percorrer toda a cadeia de rastreabilidade desse
padro, chegando ao padro primrio (IPEM-SP, 2006).
Medir no uma ao recente na histria da humanidade. Desde a antiguidade, o homem
sempre sentiu a necessidade de medir, fosse para definir seu espao, o objeto que teceu, o
bloco de pedra que talhou, ou ainda, a mercadoria que estivesse sendo transacionada
(OLIVEIRA, P., 2006).
2. Reviso Bibliogrfica 19
A existncia de mltiplas unidades de medida, definidas sem qualquer critrio cientfico,
trazia dificuldades considerveis ao comrcio. O desenvolvimento industrial acarretou em
presses mundiais por mais qualidade, levando estes dois ltimos sculos a uma acelerada
evoluo do nvel tecnolgico e da linguagem, transformando a prtica da medio em uma
cincia - a metrologia (CAMARGO, 2004).
A medio continua presente no desenvolvimento tecnolgico. atravs da medio do
desempenho de um sistema que se avalia e realimenta o seu aperfeioamento. A qualidade, a
segurana, o controle de um elemento ou processo sempre assegurada atravs de uma
operao de medio (GONALVES JNIOR, 2002).
Atualmente, os padres de competitividade mundial impem a qualidade como
diferencial entre as empresas, exigindo atualizao contnua dos processos produtivos. Assim,
a associao entre qualidade e normalizao passa a ser uma constante. Comprar um produto
confivel significa adquirir um de qualidade, isto , algo que atenda uma especificao. Em
outras palavras, produto que foi feito segundo normas de produo e controle adequados. E
nesse processo de controle que deve estar implcita a rastreabilidade das medies, ou seja,
que o processo de medio esteja relacionado a padres nacional e/ou internacional atravs de
uma cadeia contnua de medies. Nessa cadeia deve constar a incerteza em cada nvel (ISO-
GUM, 2003).
2.2 Metrologia - a cincia da medio
Metrologia, palavra de origem grega (metron: medida; logos: cincia), definida como a
cincia da medio, e tem como foco principal prover confiabilidade, credibilidade,
universalidade e qualidade s medidas. Como as medies esto presentes, direta ou
indiretamente, em praticamente todos os processos de tomada de deciso, a abrangncia da
metrologia imensa, envolvendo a indstria, o comrcio, a sade e o meio ambiente, para
citar apenas algumas reas (LONGO, 2005).
Metrologia a cincia que abrange todos os aspectos tericos e prticos relativos a
medies, constituindo-se em um importante instrumento para o desenvolvimento das
atividades econmicas, cientficas e tecnolgicas. Uma base cientfica forte e confivel e um
sistema de medio harmonizado so indispensveis para prover a eficincia na produo e no
comrcio de bens e servios que atendam s necessidades da sociedade (MCT, 2006).
2. Reviso Bibliogrfica 20
A metrologia uma cincia que condiciona as demais. Suas leis se aplicam a todas as
disciplinas, logo, uma supercincia. Mas para alcanar os seus fins, ela deve dispor de
informes de todas as cincias e sua evoluo est estreitamente ligada queles oriundos da
experimentao, , portanto, uma intercincia (ARAJO, 2004).
2.2.1 Metrologia - histrico
A idia de um sistema coerente e universal de medidas, baseado em grandezas fsicas
invariantes, relativamente recente do ponto de vista da histria das cincias. Sua difuso no
mundo industrial moderno representa uma radical transformao nas relaes entre o homem
e o mundo. De fato, para o mundo econmico pr-moderno, marcado pela preponderncia das
atividades agrcolas e pelo comrcio local, a virtude de um sistema de medidas residia em sua
compreenso imediata e em suas divises computacionais simples (DIAS, 1998).
Sob o impressionante nmero de pesos e medidas em uso at o incio do sculo XIX,
observa-se a existncia de sistemas de medidas especficos para cada tipo de atividade
econmica e mesmo para cada regio geogrfica. Mesmo com as autoridades polticas
procurando garantir e manter padres oficiais de medidas, a capacidade de uniformizao
dificilmente ultrapassava as fronteiras da cidade em que estava sediada ou da regio
econmica em que predominava (DIAS, 1998).
No contexto cultural do Ocidente europeu surgiu o primeiro esforo de converso das
medidas e para o estabelecimento de suas equivalncias. A partir do Renascimento podem ser
registradas duas direes distintas. A primeira a discusso relativa aos pesos, medidas e
valores monetrios empregados nos textos da antiguidade clssica e nas Sagradas Escrituras,
conduzida pelos crculos intelectuais e humanistas. Como, pelo menos em termos
vocabulares, as medidas empregadas poca eram semelhantes s registradas nos textos
antigos - onas, libras, marcos, siclos, minas, etc. - o problema a ser investigado era sua
correlao exata, fundamental para a compreenso do passado e para a interpretao da Bblia
(DIAS, 1998).
O problema da equivalncia de pesos e medidas, contudo, no se restringia a estudos
histricos. Com a expanso do comrcio internacional, alm da questo do cmbio, desponta
a dificuldade em lidar com as inmeras unidades de medida em que eram expressas as
mercadorias comercializadas em dezenas de portos no Mediterrneo, no Oceano ndico e na
Amrica. Entretanto, o substrato que daria origem primeira formulao de um sistema
2. Reviso Bibliogrfica 21
universal de medidas e a possibilidade de seu emprego generalizado pela sociedade surgiu
com a associao entre os projetos de uniformizao do uso de pesos e medidas, formulados
pelas monarquias europias, e as formas nascentes da comunidade cientfica (DIAS, 1998).
As monarquias absolutistas j haviam sentido, em termos bastante prticos, os efeitos
positivos da simples converso de medidas, com padres fixos e constantes, na construo de
armamentos e de navios de guerra. Contudo, o esforo que obtinha rpido resultado na
padronizao da dimenso das armas e outros equipamentos blicos, esgotava-se em vo na
padronizao das medidas de uso agrcola e comercial, com as mais desagradveis
conseqncias para o tesouro real (DIAS, 1998).
Por outra parte, o progresso da cincia experimental j exigia o estabelecimento de uma
linguagem comum como condio bsica para o intercmbio de resultados e descobertas. No
contexto especfico da histria francesa, esta associao daria origem s tcnicas cientficas
que tornariam realidade o sistema mtrico decimal e mostraria o caminho poltico para seu
estabelecimento e difuso (DIAS, 1998).
Foi neste contexto especfico que se publicou a primeira exposio sistemtica de um
sistema de medidas composto por uma base numrica decimal, pela fixao do inter-
relacionamento das unidades de massa e comprimento e pelo estabelecimento de seus valores
em acordo com constantes fsicas. Em 1670, o abade Gabriel Mouton, vigrio da igreja de So
Paulo, criou um sistema cuja unidade bsica seria constituda por uma frao da
circunferncia da Terra. A partir desta unidade bsica, Mouton deduziu um conjunto de
medidas lineares, sujeitas a relaes decimais. A frao do meridiano terrestre, porm, no foi
a nica opo considerada. A utilizao do pndulo foi proposta como unidade fundamental,
em 1671, pelo matemtico Jean Picard, que, ao examinar as antigas toesas
2
em uso na Frana,
props associar seu valor medida da extenso do pndulo que bate 1 segundo em Paris.
Entretanto, quela altura, tanto o problema prtico da medio dos meridianos terrestres,
como alteraes na oscilao do pndulo provocadas por variaes na gravidade terrestre j
haviam se tornado obstculos concretos na configurao do sistema de medidas, uma vez que
as sociedades cientficas estavam longe de dispor dos meios para a conduo das rigorosas
medies (DIAS, 1998).
2
No sistema criado por Mouton, a unidade bsica seria o milliare, equivalente ao comprimento de um arco de 1
minuto da circunferncia mxima da Terra. As demais unidades seriam a centuria, a decuria, a virga, a virgula, a
decima, a centesima e a milesima. A virga e a virgula corresponderiam s fraes 1/1.000 e 1/10.000 do milliare
respectivamente, e seriam equivalentes toesa e ao p.
2. Reviso Bibliogrfica 22
Assim, a primeira ligao concreta entre as discusses cientficas e os recursos
governamentais seria constituda quando, em seus esforos de unificao dos padres de
medidas, o governo francs resolveu patrocinar o trabalho de definio da equivalncia das
medidas tradicionais com constantes fsicas, atravs de estudos que dariam origem ao padro
de ferro da toesa de Paris, chamada ento toesa do Peru, que deveria ser utilizada, a partir de
maio de 1766, como padro a ser reproduzido e enviado s provncias francesas. Entretanto,
mais este esforo de uniformizao foi inviabilizado pela resistncia de comerciantes e
senhores feudais, que temiam a interferncia real na determinao de suas rendas e contavam
com o conservadorismo da prpria populao (DIAS, 1998).
Em 4 de agosto de 1789, os privilgios e rendas feudais, assim como os sistemas de
pesos e medidas a eles associados, foram suprimidos de um s golpe. Em maio de 1790, para
preencher o vazio legal criado, foi encaminhada Assemblia Nacional uma nova legislao
metrolgica estabelecendo como base do sistema universal de medidas o comprimento do
pndulo que bate latitude de 45. Entretanto, este sistema foi considerado insatisfatrio e a
frao do meridiano terrestre voltou a ocupar sua posio de medida fundamental. Decidiu-se
ento tomar por base o meridiano de Dunquerque, na Frana, at Barcelona, cuja medio j
havia sido anteriormente realizada, necessitando apenas de verificao (DIAS, 1998).
A Academia de Cincias de Paris, responsvel pela elaborao deste novo sistema de
medidas, nomeou comisses de cientistas incumbidas de estudar os problemas e estabelecer
os passos concretos a tomar. As realidades prticas, contudo, no podiam aguardar a
concluso dos trabalhos cientficos e, em maro de 1792, o governo francs pediria
providncias para uma rpida concluso dos trabalhos ou que se providenciasse uma tbua
provisria de medidas, tendo em vista a necessidade de facilitar a livre circulao de
mercadorias no reino e para evitar os distrbios que j se registravam em funo do vcuo
metrolgico gerado pela supresso dos privilgios feudais em 1789. Com isso, em 29 de maio
de 1793 foi estabelecido o metro provisrio de 36 polegadas e 11,44 linhas bem como a escala
decimal para seus mltiplos e submltiplos. O valor do metro foi atingido a partir do clculo
da dcima milionsima parte do quarto do meridiano. Quanto nomenclatura definitiva
hesitou-se ainda entre uma que se denominou metdica - incorporando os atuais nomes das
medidas mtricas - e outra simplificada, incluindo os nomes das antigas medidas (DIAS,
1998).
A medio dos meridianos foi retomada e, em 1799, foram elaborados os relatrios finais
definindo o comprimento do metro como 3 ps e 11,296 linhas. Baseando-se neste
2. Reviso Bibliogrfica 23
comprimento foram construdos 12 metros de ferro e dois de platina. Com as devidas
certificaes, o metro de ferro n. 2 foi considerado ideal e escolhido como comparador dos
demais, sendo depositado nos Arquivos de Frana. Foi esse metro transformado em barra de
platina que passou a ser denominado metro dos arquivos (DIAS, 1998).
Em 1872 foi iniciada avaliao dos padres dos arquivos franceses, chegando-se
constatao de que o padro do metro tinha sido seriamente degradado pelo uso constante e
pela presso imprimida pelos rudimentares comparadores. Suas dimenses, porm, no
haviam sido alteradas, e a adoo internacional do sistema mtrico poderia se sustentar nos
valores ento estabelecidos. O material do novo padro deveria ser uma liga de 90% de
platina e 10% de irdio, conhecida por sua homogeneidade, inalterabilidade, dureza e rigidez e
o lingote para a fabricao seria obtido em uma nica fuso. As barras padro teriam 102 cm
e seo transversal em forma de X. Foram tambm definidos os tipos de instrumento para a
comparao e para o traado das marcas no padro. Assim, o metro foi redefinido como a
distncia entre os dois extremos da barra de platina depositada nos Arquivos da Frana e
apoiada nos pontos de mnima flexo na temperatura de zero grau Celsius. Escolheu-se a
temperatura de zero grau Celsius por ser, na poca, a mais facilmente obtida com o gelo
fundente (DIAS, 1998).
A definio do metro baseada no prottipo internacional em platina iridiada, em vigor
desde 1889, foi substituda em1960 por uma outra definio baseada no comprimento de onda
de uma radiao do criptnio 86, com a finalidade de aumentar a exatido da realizao do
metro. Essa ltima definio foi substituda em 1983 pela seguinte: O metro o
comprimento do trajeto percorrido pela luz no vcuo durante um intervalo de tempo de 1/299.
792.458 de segundo (INMETRO, 2003).
A consolidao do Bureau Internacional de Pesos e Medidas/BIPM, simbolizada pela
entrega dos trinta padres do metro e do quilograma aos pases signatrios da Conveno do
Metro, entre 1875 e 1889, representou o ponto final no processo de organizao do sistema
mtrico. Uma vez concretizada a utopia iluminista da unificao dos sistemas de pesos e
medidas, baseados em fenmenos fsicos invariantes, a metrologia comeava a apresentar
seus frutos prometidos como instrumento da fsica experimental e como elemento
imprescindvel no campo industrial. J na virada do sculo XIX, esta associao ultrapassaria
fronteiras jamais imaginadas pelos defensores do sistema mtrico (DIAS, 1998).
2. Reviso Bibliogrfica 24
2.2.2 Metrologia - requisito para qualidade
A metrologia pode ser vista como a cincia que prov a tcnica capaz de permitir a
quantificao das grandezas fsicas e qumicas, tornando-as imbudas de significado e
permitindo correlacionar nmeros com certo senso de exatido a caractersticas de produtos,
processos e servios, o que fornece uma base tcnica para o exerccio e a prtica da qualidade.
Nesse contexto, essa cincia torna-se uma pr-condio indispensvel decodificao do
conhecimento e sua transformao em produtos e servios de qualidade (QUEIROZ, 2005).
Com a evoluo da cincia e da tecnologia, produtos se tornam mais complexos e a
qualidade se assenta em critrios cada vez mais objetivos e tcnicos. Paralelamente, com cada
vez mais freqncia, fabricantes so clamados a mostrar a qualidade de seus produtos e
servios por meio de certificao de conformidade aos requisitos tcnicos (REGAZZI, 2006).
Intimamente correlacionadas, metrologia e qualidade constituem-se em poderosos
instrumentos de transformao da infra-estrutura tecnolgica de pases e organizaes e so
ferramentas indispensveis melhoria de produtos e servios que concorrem em mercados
competitivos. Com forte impacto econmico e social, a prtica da metrologia induz a uma
drstica reduo nos ndices de desperdcio e retrabalho, gerando na sociedade uma cultura
voltada para a qualidade, para a construo da cidadania, para a prtica e defesa dos direitos
do consumidor e melhoria da qualidade de vida (PUC-RIO, 2006).
A metrologia a base da normalizao e, como tal, o controle metrolgico, atravs de
calibraes de padres e dos sistemas de medies, tornou-se, j h algum tempo, uma
exigncia para a comercializao de produtos e servios entre pases. As exigncias so
caracterizadas em normas tcnicas bem definidas e devem ser seguidas nos mnimos detalhes
em conjunto com as normas de gerenciamento e de capacitao de fornecedores (REGAZZI,
2006).
2.3 Calibrao
Os resultados de medies so utilizados como parmetro para questes como, estudos
cientficos e tecnolgicos, estimativas financeiras para projetos, verificao do atendimento a
limites especificados em legislaes ou normas, em comparaes para reconhecimento mtuo
entre laboratrios, na comercializao de produtos, em apoio a decises judiciais e mdicas
entre outros (COUTO et al., 2002).
2. Reviso Bibliogrfica 25
Por melhores que sejam as caractersticas de um sistema de medio, este sempre
apresentar erros, seja por fatores internos, seja por ao das grandezas de influncia externas.
A perfeita caracterizao das incertezas associadas a estes erros de grande importncia para
que o resultado da medio possa ser estimado de maneira segura. Embora, em alguns casos,
os erros de um sistema de medio possam ser analtica ou numericamente estimados, na
prtica so utilizados procedimentos experimentais quase que exclusivamente (GONALVES
JNIOR, 2002).
Para comparar resultados de medies, seja com requisitos especificados ou com outros
resultados de suma importncia respeitar as questes relacionadas metrologia. Alm da
rastreabilidade, necessrio estabelecer o grau de incerteza desta medio estimada com um
determinado grau de confiana (MACHADO et al., 2003).
Fica bem clara a necessidade de conhecimento terico dos controles e das tcnicas de
medio, aliada a uma razovel percepo de fatores de influncia (temperatura ambiente,
umidade relativa do ar, conhecimento do profissional, dentre outros) e obteno de resultados
confiveis. Uma vez que os resultados das medies so afetados por fatores de influncia,
preciso determinar o quanto estes foram afetados, ou seja, definir a incerteza de medio
(QUEIROZ, 2005).
Atravs do procedimento experimental denominado calibrao possvel correlacionar
os valores indicados pelo sistema de medio e sua correspondncia com a grandeza sendo
medida (GONALVES JNIOR, 2002).
A calibrao um procedimento experimental atravs do qual so estabelecidas, sob
condies especficas, as relaes entre os valores indicados por um instrumento de medio
ou sistema de medio ou valores representados por uma medida materializada ou um
material de referncia, e os valores correspondentes das grandezas estabelecidos por padres
(INMETRO, 2005b).
O servio de calibrao de instrumentos de medio existe para garantir que os resultados
de suas medies sejam referenciados a padres de hierarquia mais elevada, reconhecidos
nacional ou internacionalmente, rastreados ao Sistema Internacional de Unidades (SI). Dito de
maneira simples, calibrar comparar um instrumento de medir ou uma medida materializada
com um padro de mesma natureza. A calibrao uma das operaes fundamentais da
metrologia e deve ser realizada por tcnicos capacitados e experientes, utilizando padres e
equipamentos adequados, em ambiente controlado, segundo procedimentos e mtodos
2. Reviso Bibliogrfica 26
definidos e compatveis com os instrumentos e padres que se pretende calibrar (QUEIROZ,
2005).
O resultado da calibrao permite estabelecer os valores dos mensurandos, determinar as
correes a serem feitas ou determinar outras propriedades ou efeitos de grandezas de
influncia. Atravs da calibrao, pode-se estabelecer um paralelo entre os resultados da
medio executadas em um dado processo s suas respectivas definies no SI ou s
referncias nacionais ou internacionais (rastreabilidade). Neste contexto, fica evidenciada a
importncia do adequado controle metrolgico dos equipamentos e instrumentos no mbito do
Sistema da Qualidade de qualquer atividade cujos resultados das medies afetem direta ou
indiretamente a qualidade do produto, processo ou servio (SARAIVA; COUTINHO, 2006).
Algumas vezes utiliza-se o termo verificao ao invs de calibrao, o que pode gerar
alguma dvida quanto adequao de tal uso. Na realidade, os dois procedimentos de
controle so similares. No caso de um instrumento, tanto a calibrao quanto a verificao
envolvem a comparao entre indicaes do instrumento e as que deveria indicar quando da
medio de um padro materializado. Em ambos os casos, as condies de repetitividade
devem ser respeitadas (LINK, 2000).
H, porm, algumas diferenas entre os dois tipos de controle, por exemplo, as condies
ambientais para a calibrao so mais rigorosas que as necessrias para uma verificao. Por
outro lado, o resultado da calibrao deve incluir sempre a correo dos erros sistemticos e a
incerteza do resultado. A verificao pode se limitar comprovao de que o erro de
indicao, em um dado ponto, inferior tolerncia para uma dada classe de exatido, ou que
o instrumento est mantendo sua calibrao (LINK, 2000).
Outra diferena que uma verificao pode incluir o exame de outras caractersticas
metrolgicas, como por exemplo, durabilidade, o que no objeto de anlise em uma
calibrao. Em suma, pode se dizer que a calibrao uma forma de verificao, mas o
inverso no verdade (LINK, 2000).
Equipamentos e padres de medio devem ser calibrados a intervalos peridicos,
estabelecidos e mantidos para garantir exatido e confiabilidade aceitveis, onde
confiabilidade definida como a probabilidade que o padro de medio manter-se- dentro
da tolerncia atravs do intervalo estabelecido. Intervalos devero ser reduzidos ou podero
ser ampliados quando os resultados de calibraes prvias indicam que tais aes so
adequadas para assegurar o nvel de confiabilidade aceitvel. Tradicionalmente, a
2. Reviso Bibliogrfica 27
periodicidade de calibrao tem sido estabelecida por mtodos informais ou prticos de
estimao, normalmente fixos. O estabelecimento de intervalos a partir da teoria da
confiabilidade aporta uma srie de modelos de inferncia estatstica. Genericamente falando,
um intervalo timo de calibrao aquele que maximiza a periodicidade, minimizando os
custos de calibrao e de perdas por interrupo, sem afetar a confiabilidade do produto,
sistema, processo ou ao associada unidade a ser calibrada. Sob o ponto de vista prtico, a
calibrao peridica no previne a ocorrncia de uso de equipamentos fora de tolerncia, uma
vez que virtualmente impossvel prever o perodo de tempo no qual haver a transio de
um item da condio "dentro das especificaes" para "fora das especificaes". Na prtica,
tem se buscado encontrar um intervalo de tempo entre calibraes que mantenha a
percentagem de itens em uso em um nvel aceitvel de confiana que assegure sua opo
dentro das especificaes ou tolerncias (SARAIVA, COUTINHO, 2006).
A periodicidade com que os instrumentos de medio devem ser submetidos
recalibrao est vinculada a vrios fatores intrnsecos ao seu projeto (caractersticas
construtivas) e, tambm, da sua forma de utilizao, como por exemplo: tempo de utilizao,
sistema e mtodo de medio, pessoal responsvel pela guarda e manuteno do padro,
condio ambiental e de montagem, hierarquia de rastreabilidade, entre outras (REGAZZI,
2005).
A prtica da recalibrao essencial para se manter a confiabilidade nas medies
realizadas garantindo uma maior segurana nos resultados obtidos e um melhor controle do
processo dentro de nveis de tolerncia especificados (limites de especificao) para os
servios determinados. atravs de comparaes com padres de referncia de ordem mais
alta que se evidencia o controle de padres de trabalho, medidores, instrumentos e
equipamentos para posterior medio de caractersticas de processo e produto. Verifica-se,
deste modo, se os elementos esto fora de tolerncia ou, caso haja necessidade, devam ser
retirados de operao para uma calibrao completa (REGAZZI, 2005).
A escolha do padro depende de aspectos metrolgicos, tcnicos e econmicos. Deve-se
estabelecer onde esse padro ser utilizado; definir, em princpio, um intervalo de
recalibrao baseado em experincias anteriores ou recomendaes do fabricante; estabelecer
a forma de manuseio, armazenagem e o pessoal responsvel pela garantia da exatido do
padro (REGAZZI, 2005).
Devem-se tomar alguns cuidados com relao aos padres, tais como:
2. Reviso Bibliogrfica 28
restringir a calibrao e verificao de padres de menor ordem, seguindo uma
hierarquia prescrita, ou instrumentos regularmente utilizados. Esse padro no
deve ser usado para medies rotineiras;
o uso do padro deve ser restringido a pessoas autorizadas e qualificadas. Se, por
algum motivo, muitas pessoas utilizam o mesmo padro, designar uma delas para
ser responsvel pelo mesmo;
os padres, exceto aqueles designados como viajante, devem ser guardados em
lugar e ambiente adequado com as devidas descries e procedimentos de
medio;
devem-se checar regularmente as condies do padro e, se possvel, a variao
em relao ao certificado. Este procedimento deve estar presente no programa de
recalibrao/reverificao determinado pela organizao;
quando alteraes nas caractersticas do padro forem verificadas, retir-lo de
operao para ser submetido recalibrao ou reverificao, ou ainda isol-lo;
registros de uso e controle do padro devem ser arquivados;
o uso do padro deve estar de acordo com a hierarquia e campo de aplicao
especificados. Esta forma de classificar o padro estabelecida, entre outras, pela
razo entre a exatido do padro a outros de menor ordem ou a instrumentos de
medida que estejam sendo recalibrados ou reverificados por este padro
(REGAZZI, 2005).
Sendo o padro de referncia a ponta da pirmide de rastreabilidade do laboratrio,
qualquer desvio significativo da sua caracterstica metrolgica afetar todos os sistemas de
medio calibrados a partir do mesmo, numa ordem crescente de erros que atingir a base da
pirmide formada pelos equipamentos e medidores, comprometendo, desta forma, o resultado
das medies realizadas (REGAZZI, 2005).
Para um sistema de calibrao e ensaio, a determinao da periodicidade temporal entre
calibraes sucessivas dos padres de referncia e dos instrumentos de medio que garantem
a eficcia do mesmo, propiciando um maior controle das incertezas e, consequentemente,
melhor estimativa do valor verdadeiro da grandeza que se pretende medir (REGAZZI, 2005).
2. Reviso Bibliogrfica 29
2.4 Incerteza de medio
O resultado de uma medio sria deve exprimir o grau de confiana a que depositado
pelo experimentador. Como impossvel obter uma indicao exata, os erros provveis
envolvidos devem sempre ser informados atravs de um parmetro denominado incerteza.
Existem diversos procedimentos e tcnicas com as quais possvel determinar o nvel de
confiana de um resultado. Porm, bom senso e ceticismo so caractersticas adicionais
indispensveis a quem se dispe a medir. A regra "duvidar sempre, at que se prove o
contrrio" (GONALVES JNIOR, 2002).
Uma medio perfeita, isto , sem erros, s pode existir se um sistema de medio
perfeito existir e a grandeza sob medio (denominada mensurando) tiver um valor nico,
perfeitamente definido e estvel. Apenas neste caso ideal o resultado de uma medio pode
ser expresso por um nmero e uma unidade de medio apenas (GONALVES JNIOR,
2002).
Sabe-se que no existem sistemas de medio perfeitos, suas dimenses, forma
geomtrica, material, propriedades eltricas, pticas, pneumticas, etc., no correspondem
exatamente ideal. As leis e princpios fsicos que regem o funcionamento de alguns sistemas
de medio nem sempre so perfeitamente lineares como uma anlise simplista poderia supor.
A existncia de desgaste e deteriorao de partes agrava ainda mais esta condio.
Perturbaes externas, como, por exemplo, as condies ambientais, podem provocar erros,
alterando diretamente o sistema de medio ou agindo sobre o mensurando, fazendo com que
o comportamento deste sistema se afaste ainda mais do ideal. Variaes de temperatura,
vibraes ambientais, a existncia de campos eletromagnticos, umidade do ar excessiva,
diferentes presses atmosfricas podem, em maior ou menor grau, afetar o sistema de
medio, introduzindo erros nas suas indicaes. O operador e a tcnica de operao
empregada podem tambm afetar a medio. O uso de fora de medio irregular ou
excessiva, vcios de m utilizao ou sistemas de medio inadequados, podem levar a erros
imprevisveis. A forma, tamanho ou faixa de medio do sistema pode no ser a mais indicada
para aquela aplicao (GONALVES JNIOR, 2002).
Na prtica estes diferentes elementos que afetam a resposta de um sistema de medio
aparecem superpostos. Ao se utilizar de um sistema de medio para determinar o resultado
de uma medio necessrio conhecer e considerar a faixa provvel dentro da qual se situam
estes efeitos indesejveis, ou seja, sua incerteza, bem como levar em conta as variaes do
2. Reviso Bibliogrfica 30
prprio mensurando. Portanto, o resultado de uma medio no deve ser composto de apenas
um nmero e uma unidade, mas de uma faixa de valores e a unidade. Em qualquer ponto
dentro desta faixa deve situar-se o valor verdadeiro associado ao mensurando (GONALVES
JNIOR, 2002).
Incerteza de medio o parmetro associado ao resultado de uma medio, que
caracteriza a disperso dos valores que podem ser fundamentadamente atribudos a um
mensurando (INMETRO, 2005b).
No uso geral, a palavra incerteza est relacionada ao conceito geral de dvida, no
entanto, incerteza de medio no implica em dvida quanto validade de uma medio, pelo
contrrio, o conhecimento da incerteza de medio implica numa maior confiana na validade
do resultado de uma medio (EURACHEM/CITAC, 2000).
Para estimar adequadamente a correo e as incertezas envolvidas em uma operao de
medio necessrio caracterizar perfeitamente o processo de medio. Deve ser considerado
tudo que pode influenciar no resultado da medio. Por exemplo: alm do prprio sistema de
medio e seus eventuais acessrios, o procedimento como as medies so efetuadas e os
dados so tratados, a definio do mensurando e os princpios de medio envolvidos, a ao
de grandezas de influncia sobre o sistema de medio e/ou sobre o mensurando e a ao do
operador, para citar os mais importantes. Cada um desses elementos acrescenta uma
componente de incerteza ao resultado da medio e devem ser convenientemente
considerados e combinados para que se obtenha uma estimativa realista da incerteza do
processo de medio (GONALVES JNIOR, 2002).
Para identificar as vrias fontes de incertezas que agem sobre um processo de medio
necessrio conhecer muito bem este processo. O prximo passo fazer uma anlise crtica,
procurando identificar tudo que pode trazer influncias sobre o resultado da medio.
Normalmente as fontes de incertezas esto contidas nos meios e mtodos de medio, no
ambiente e na definio do mensurando. Por meios de medio entendem-se, alm do prprio
sistema de medio, acessrios, dispositivos e mdulos complementares, o operador deve
tambm ser includo. O mtodo de medio refere-se ao procedimento segundo o qual a
medio efetuada, por exemplo, o nmero de medies repetitivas, a forma de repetir, a
maneira de zerar um sistema de medio, o sentido de medio, o tempo entre medies, etc.
Os fatores relacionados ao ambiente referem-se principalmente influncia da temperatura
sobre o sistema de medio e sobre o mensurando, porm, outros fatores como variaes da
tenso da rede eltrica, alteraes de umidade relativa do ar e presso atmosfrica podem
2. Reviso Bibliogrfica 31
tambm ser significantes. A definio do mensurando pode afetar o resultado da medio: por
exemplo, se a sua definio no for clara ou exata ou mesmo se o mensurando for varivel, o
resultado da medio ser afetado. A medio da temperatura no interior de um refrigerador
(varivel), o dimetro de um eixo com geometria imperfeita (varia de ponto para ponto), a
distncia entre duas cidades (marcos no muito bem definidos), so exemplos de situaes
onde o mensurando no est bem definido (GONALVES JNIOR, 2002).
Erros de anotao ou de leitura de dados podem introduzir erros desconhecidos com
valores significativos no resultado da medio. Erros grandes podem ser facilmente
identificados revendo-se os dados, erros pequenos podem ficar mascarados e se confundirem
com variaes de natureza aleatria (LINK, 1999).
Para que a influncia de cada fonte de incerteza seja corretamente considerada
necessrio caracterizar as respectivas componentes aleatrias e, quando for o caso,
sistemticas que estas trazem sobre o processo de medio (GONALVES JNIOR, 2002).
Se fossem perfeitamente determinadas, as influncias dos efeitos sistemticos poderiam
ser exatamente compensadas por sua correo. Entretanto, como o valor da correo nunca
pode ser perfeitamente conhecido, a correo dos efeitos sistemticos no pode ser perfeita, o
que d origem a uma incerteza residual. No conjunto, as diversas componentes de incerteza,
residuais ou no, devem ser levadas em conta e combinadas para que a incerteza expandida
seja corretamente estimada (GONALVES JNIOR, 2002).
A metodologia mais eficiente para avaliar e calcular a incerteza do resultado de uma
medio deve ser generalista, pois deve ser apropriada a qualquer tipo de medio de qualquer
grandeza e independente dos tipos de dados de entrada das medies. A grandeza utilizada na
apresentao da incerteza deve ser:
consistente pois deve ser funo dos componentes que participam de seu
clculo, mas independente da maneira que se agrupam ou decompem os seus
componentes;
transfervel pois a incerteza deve permitir o seu uso no clculo de um outro
resultado em que ela um dos componentes (LINK, 2000).
2. Reviso Bibliogrfica 32
2.4.1 Incerteza padro
A incerteza padro uma medida relacionada aos erros aleatrios trazidos pela fonte de
incerteza. A incerteza de medio associada s estimativas de entrada avaliada de acordo
com os mtodos de avaliao do Tipo A ou do Tipo B. A avaliao do tipo A da incerteza
padro o mtodo de avaliao da incerteza pela anlise estatstica de uma srie de
observaes. Neste caso, a incerteza padro o desvio padro experimental da mdia que se
obtm de um procedimento de clculo da mdia aritmtica ou de uma anlise de regresso
adequada. A avaliao do tipo B da incerteza padro o mtodo de avaliao da incerteza por
outros meios que no a analise estatstica de uma srie de observaes. Neste caso, a
avaliao da incerteza padro baseada em algum outro conhecimento cientfico (EA, 1999).
2.4.1.1 Incerteza padro Tipo A
A avaliao do Tipo A da incerteza padro pode ser aplicada quando tenham sido feitas
vrias observaes independentes para a grandeza de entrada X
i
sob as mesmas condies de
medio. Caso haja suficiente resoluo no processo de medio haver uma disperso ou
espalhamento observvel nos valores obtidos (EA, 1999).
Se X
i
determinada por n medies independentes, resultando em valores q
1
, q
2
, ..., q
n
, a
melhor estimativa disponvel, x
i
, do valor esperado desta grandeza a mdia aritmtica ou
mdia q :
_
=
= =
n
j
j i
q
n
q x
1
1
(2.4.1)
A disperso dos resultados das medies q
1
, q
2
, ..., q
n
para a grandeza de entrada X
i
expressa por seu desvio padro experimental:
( ) ( )
_
=
=
n
j
j
q q
n
q s
1
2
1
1
(2.4.2)
2. Reviso Bibliogrfica 33
A incerteza padro u(x
i
) de X
i
obtida finalmente mediante o clculo do desvio padro
experimental da mdia:
( ) ( )
( )
n
q s
q s x u
i
= = (2.4.3)
No se pode dar uma recomendao geral para o nmero ideal de repeties n, uma vez
que este depende das condies e exigncias de cada medio especfica (SCHMID;
MARTNEZ, 2004).
Denota-se por v o nmero de graus de liberdade associado determinao da incerteza
padro. O nmero de graus de liberdade (v) calculado como o nmero de dados usados para
estimar o desvio padro experimental (n) menos um, isto : v = n-1 (GONALVES JNIOR,
2002).
2.4.1.2 Incerteza padro Tipo B
A avaliao do Tipo B da incerteza padro a avaliao da incerteza associada com uma
estimativa x
i
de uma grandeza de entrada X
i
feita por outros meios que no a anlise estatstica
de uma srie de observaes. A incerteza padro u(x
i
) avaliada pelo julgamento cientfico
baseado em todas as informaes disponveis sobre a possvel variabilidade de X
i
. Valores
pertencentes a esta categoria podem ser obtidos a partir de:
dados de medies;
experincia ou conhecimento geral do comportamento e propriedades de
materiais e instrumentos relevantes;
especificaes do fabricante;
dados provenientes de calibrao e de outros certificados;
incertezas atribudas a dados de referncia provenientes de manuais ou
publicaes (EA, 1999).
O uso adequado da informao disponvel para uma avaliao do Tipo B da incerteza
padro de medio exige discernimento baseado na experincia e conhecimento geral, sendo
essa uma habilidade que pode ser aprendida com a prtica. Uma avaliao do Tipo B da
2. Reviso Bibliogrfica 34
incerteza padro bem fundamentada pode ser to confivel quanto uma avaliao do Tipo A,
especialmente em uma situao de medio em que a avaliao do Tipo A baseada somente
em um nmero comparativamente pequeno de observaes estatisticamente independentes
(EA, 1999).
2.4.2 Distribuio de probabilidade
A quantificao de uma fonte de incerteza inclui a fixao de um valor e a determinao
da distribuio a qual se refere este valor. As distribuies mais comuns so a normal,
retangular e triangular (SCHMID; MARTNEZ, 2004).
2.4.2.1 Distribuio normal (N)
Os resultados de uma medio repetida afetada por grandezas de influncia que variam
aleatoriamente geralmente seguem, com boa aproximao, uma distribuio normal. Em
particular, a distribuio da mdia de uma srie de medies repetidas se aproxima a uma
normal independentemente da distribuio das leituras individuais. Tambm a incerteza
indicada em certificados de calibrao se refere geralmente a uma distribuio normal, como
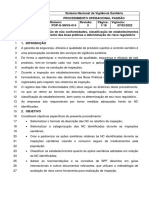
a mostrada na Figura 1 (SCHMID; MARTNEZ, 2004).
Figura 1: Distribuio de probabilidade normal (ISO-GUM, 2003).
Para distribuies normais, o valor do divisor utilizado para converter o valor conhecido
na incerteza padronizada geralmente unitrio no caso da avaliao de incerteza tipo A, ou
2. Reviso Bibliogrfica 35
coincide com o fator de abrangncia utilizado na fonte de informao quando a avaliao tipo
B considerada (ISO-GUM, 2003).
2.4.2.2 Distribuio retangular (R)
Em uma distribuio retangular, cada valor em um intervalo dado tem a mesma
probabilidade, ou seja, a funo de densidade de probabilidade constante neste intervalo.
Exemplos tpicos so a resoluo de um instrumento digital e a informao tcnica sobre
tolerncias de um instrumento. Em geral, quando se conhece apenas os limites superior e
inferior do intervalo de variabilidade da grandeza de entrada, o mais seguro considerar uma
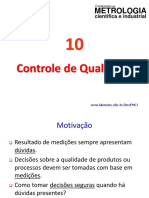
distribuio retangular, conforme ilustrado na Figura 2 (SCHMID; MARTNEZ, 2004).
Figura 2: Distribuio de probabilidade retangular (ISO-GUM, 2003).
A incerteza padro baseada na distribuio retangular dada por:
( )
3
a
x u
i
= (2.4.4)
2.4.2.3 Distribuio triangular (T)
Se alm do conhecimento dos limites superior e inferior h evidncia de que a
probabilidade mais alta para valores no centro do intervalo e se reduz prximo aos limites,
2. Reviso Bibliogrfica 36
pode ser mais adequado basear a estimao da incerteza em uma distribuio triangular,
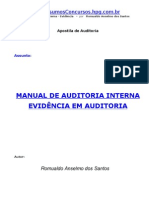
representada pela Figura 3 (SCHMID; MARTNEZ, 2004).
Figura 3: Distribuio de probabilidade triangular (ISO-GUM, 2003).
A incerteza padro baseada na distribuio triangular dada por:
( )
6
a
x u
i
= (2.4.5)
2.4.2.4 Outras distribuies
Podem-se encontrar tambm distribuies em U, na qual os extremos do intervalo
apresentam os valores com probabilidade mxima, tipicamente quando existem
comportamentos oscilatrios subjacentes (SCHMID; MARTNEZ, 2004).
2.4.3 Incerteza padro combinada
O resultado da combinao das contribuies de todas as fontes denominado incerteza
padro combinada u
c
(y) (SCHMID; MARTNEZ, 2004).
A contribuio u
i
(y) de cada fonte para a incerteza combinada depende da incerteza
padro u(x
i
) da prpria fonte e do impacto da fonte sobre o mensurando. Determina-se u
i
(y)
atravs do produto de u(x
i
) e seu coeficiente de sensibilidade c
i
:
( ) ( )
i i i
x u c y u = (2.4.6)
2. Reviso Bibliogrfica 37
onde c
i
o coeficiente de sensibilidade associado com a estimativa de entrada x
i
, isto , a
derivada parcial da funo modelo f com relao varivel X
i
avaliada para as estimativas de
entrada x
i
(EA, 1999).
N N i
i i
i
x X x X
X
f
x
f
c = =
c
c
=
c
c
=
1
(2.4.7)
O coeficiente de sensibilidade descreve o quanto a estimativa de sada y influenciada
por variaes da estimativa de entrada x
i
. Ele pode ser avaliado a partir da funo modelo f,
pela equao (2.4.7), ou usando mtodos numricos (EA, 1999).
Enquanto que u(x
i
) sempre positiva, a contribuio u
i
(y) de acordo com a equao
(2.4.6) positiva ou negativa, dependendo do sinal do coeficiente de sensibilidade c
i
(EA,
1999).
De posse do valor de cada coeficiente de sensibilidade, possvel determinar a incerteza
padro combinada pela seguinte equao:
( ) ( )
_
=
i i c
x u c y u
2 2
(2.4.8)
ou
( ) ( )
_
= y u y u
i c
2
(2.4.9)
2.4.4 Incerteza padro expandida
A incerteza padro combinada, estimada atravs da equao (2.4.9), corresponde ao
desvio padro resultante da ao combinada das vrias fontes de incertezas consideradas. Em
aplicaes nas reas da engenharia comum trabalhar com nveis de confiana de 95%. Para
atingir este nvel de confiana, a incerteza padro combinada (u
c
), que corresponde a apenas
2. Reviso Bibliogrfica 38
um desvio padro, deve ser multiplicada por um coeficiente numrico, o coeficiente de
Student. Este coeficiente, denominado de fator de abrangncia, representado pelo smbolo
k (GONALVES JNIOR, 2002).
Logo, a incerteza padro expandida dada por:
c
u k U = (2.4.10)
Nos casos em que uma distribuio normal (Gaussiana) possa ser atribuda ao
mensurando e a incerteza padro associada estimativa de sada tenha suficiente
contabilidade, o fator de abrangncia padronizado k = 2 deve ser utilizado. A incerteza
expandida atribuda corresponde a uma probabilidade de abrangncia de aproximadamente
95%. Estas condies so satisfeitas na maioria dos casos de servios de calibrao. A
contabilidade da incerteza padro atribuda estimativa de sada determinada por seu grau
de liberdade efetivo v
eff
(EA, 1999).
Se uma dessas condies (normalidade ou contabilidade suficiente) no for satisfeita, o
fator de abrangncia padronizado k = 2 pode fornecer uma incerteza expandida que
corresponde a uma probabilidade de abrangncia menor que 95%. Nestes casos, para
assegurar que seja declarado um valor de incerteza expandida correspondente mesma
probabilidade de abrangncia que no caso normal, outros procedimentos devem ser seguidos.
O uso de aproximadamente a mesma probabilidade de abrangncia essencial sempre que
dois resultados de medio da mesma grandeza possam ser comparados, por exemplo, quando
se analisam os resultados de uma comparao interlaboratorial ou se avalia conformidade com
uma especificao (EA, 1999).
Para estimar o valor de um fator de abrangncia k correspondente a uma probabilidade de
abrangncia especificada, necessrio que seja levada em conta a contabilidade da incerteza
padro u(y) da estimativa de sada y. Isto implica considerar o quo bem u(y) estima o desvio
padro associado ao resultado da medio. Para uma estimativa do desvio padro de uma
distribuio normal, os graus de liberdade desta estimativa, que depende do tamanho da
amostra na qual ela est baseada, uma medida da contabilidade. Analogamente, uma medida
adequada da contabilidade da incerteza padro associada a uma estimativa de sada seu grau
de liberdade efetivo v
eff
que aproximado por uma combinao apropriada dos graus de
liberdade efetivos das diferentes contribuies da incerteza u
i
(y) (EA, 1999).
2. Reviso Bibliogrfica 39
O procedimento para o clculo de um fator de abrangncia apropriado k, quando as
condies do teorema do limite central so satisfeitas, compreende os trs seguintes passos:
obter uma incerteza padro associada estimativa de sada;
estimar os graus de liberdade efetivos v
eff
da incerteza padro u(y) associada
estimativa de sada y a partir da frmula de Welch-Satterhwaite:
( )
( )
_
=
=
N
i i
i
eff
y u
y u
1
4
4
v
v (2.4.11)
onde os u
i
(y) (i = 1, 2,..., N) definidos na equao (2.4.6), so as contribuies
para a incerteza padro associada estimativa de sada y, resultante da incerteza
padro associada estimativa de entrada x
i
, que se admite sejam mutuamente
independentes estatisticamente, e v
i
so os graus de liberdade efetivo da
contribuio da incerteza padro
3
u(x
i
);
obter o fator de abrangncia k atravs da Tabela 1, baseada na distribuio-t
avaliada para uma probabilidade de abrangncia de 95,45%. Se v
eff
no for
inteiro, o que usualmente o caso, truncar v
eff
para o prximo menor inteiro (EA,
1999).
Tabela 1: Fatores de abrangncia k para diferentes graus de liberdade v
eff
.
v
eff
1 2 3 4 5 6 7 8 10 20 50
k 13,97 4,53 3,31 2,87 2,65 2,52 2,43 2,37 2,28 2,13 2,05 2,00
3
Para uma incerteza padro u( q ) obtida de uma avaliao do Tipo A, os graus de liberdade so dados por
v
i
= n-1. mais problemtico associar graus de liberdade com uma incerteza padro u(x
i
) obtida pela avaliao
do Tipo B. Entretanto, uma prtica comum efetuar tais avaliaes de maneira a assegurar que qualquer sub-
estimativa seja evitada. Se, por exemplo, os limites inferior e superior so estabelecidos, eles so usualmente
escolhidos de tal forma que a probabilidade da grandeza em questo cair fora desses limites de fato
extremamente pequena. Sob a hiptese de que esta prtica seja seguida, os graus de liberdade da incerteza padro
u(x
i
) obtidos de uma avaliao do Tipo B podem ser tomados como sendo v
i
.
2. Reviso Bibliogrfica 40
2.5 Metrologia em torque
Na Revoluo Industrial o homem comeou a produzir mquinas e equipamentos em
larga escala. A partir deste momento, a evoluo tecnolgica e um mercado cada vez mais
competitivo levaram necessidade de reduzir gastos e ganhar em eficincia e exatido.
Comearam ento a aparecer mecanismos e mquinas com resistncia calculada para o seu
funcionamento, barateando o custo de sua fabricao e diminuindo o desperdcio de materiais.
Esta tecnologia comeou ento a ser aplicada na montagem e manuteno de estruturas.
Assim, foi necessrio controlar a fora a ser aplicada aos elementos roscados de maneira a
no danific-los e nem romp-los. Esta fora aplicada calculada atravs da grandeza torque
(INMETRO, 2005a).
O constante desenvolvimento dos instrumentos e equipamentos utilizados para aplicao
e medio de torque na indstria em geral, incluindo suas tcnicas de uso e instrumentao,
cada vez mais exatas e abrangentes, qualifica a metrologia em torque como uma das reas da
engenharia mecnica em maior desenvolvimento tecnolgico e com crescente demanda em
servios de calibrao (OLIVEIRA, R. et al., 2003).
2.5.1 Juntas mecnicas
Uma junta mecnica rosqueada oferece a vantagem de desmontagem rpida para
inspeo ou reparo de componentes; fixadores podem ser reutilizados. Inspees e reparos
podem ser efetuados no campo com um mnimo de ferramentas (CARLSONS, 2006).
A qualidade mais importante da junta a sua resistncia s cargas de trabalho (trao,
compresso, cisalhamento e vibrao). Essas cargas, que tendem a provocar a soltura dos
componentes da junta, devem ser absorvidas pela fora de fixao induzida na junta durante a
sua montagem. A fora de fixao deve ser maior do que a soma das cargas de trabalho que
agem sobre a mesma (CARLSONS, 2006).
Na prtica ocorre uma gradual perda da fora de fixao em quase todas as juntas
roscadas porque as faces da junta em contato aos poucos sofrem um nivelamento das
irregularidades de superfcie que diminui a fora de fixao existente (CARLSONS, 2006).
Na montagem de uma junta com mltiplos fixadores encontra-se um problema de
relaxamento peculiar: enquanto um fixador apertado, um outro fixador, j instalado, perde a
2. Reviso Bibliogrfica 41
sua fora de fixao porque a mudana das condies de tenso na junta provoca um
relaxamento localizado. Para diminuir este inconveniente executa-se o aperto dos fixadores
numa seqncia cruzada, ou num padro espiral. Um outro procedimento apertar os
fixadores em vrios passos (ex.: 30% - 70% - 100% do torque especificado), mantendo o
padro de seqncia cruzada ou espiral (CARLSONS, 2006).
A prtica de aperto em vrios passos ou passadas ajuda a eliminar uma das causas do
baixo aproveitamento de torque para gerar tenso e fora de fixao no fixador e na junta,
pois apertos repetidos reduzem a frico entre partes contactantes. Este procedimento muitas
vezes utilizado na montagem de juntas crticas (CARLSONS, 2006).
Outra informao importante que no se deve retorquear parafusos que j receberam
torque angular, porque existe uma faixa de trabalho do material do parafuso que mantm os
componentes no aperto desejado. Excedida essa faixa, no se garantir mais o aperto, uma vez
que o parafuso passa para o regime de escoamento e, por conseqncia, no mais ser
mantido o torque necessrio para a perfeita vedao das juntas e dos demais componentes do
conjunto. Esse um dos motivos que determinam um limite mximo para o comprimento dos
parafusos, um mximo nmero de sua reutilizao e a no-utilizao de parafusos velhos e
novos simultaneamente na mesma junta mecnica (SAB, 2002).
Como na montagem de uma junta roscada h muitas variveis, tais como: lubrificao,
grau de dureza de faces contactantes, acabamento de superfcie, frico, etc., que afetam a
fora de fixao obtida, existe o perigo que uma parcela, maior que a planejada, da fora
gerada durante o aperto seja absorvida por estes fatores de difcil quantificao (CARLSONS,
2006).
Quando uma junta considerada crtica para o bom funcionamento do produto, utiliza-se
o processo torque e ngulo, onde a especificao, alm de indicar um torque de aperto,
exige a posterior rotao do fixador por um determinado ngulo, procedimento este que levar
o fixador prximo a sua regio de escoamento, garantindo assim que foi gerada fora de
fixao suficiente para resistir a todas as cargas de trabalho (CARLSONS, 2006).
2.5.2 Conceitos bsicos sobre torque
Torque ou momento de uma fora uma grandeza fsica derivada da fora (F) aplicada a
um corpo, a uma distncia (d) perpendicular a um eixo desse corpo, de tal modo que seja
2. Reviso Bibliogrfica 42
produzida uma rotao em torno desse eixo. O smbolo T empregado para represent-lo
sendo especfico para momento de movimento ou torsional (INMETRO, 2005a).
A unidade de torque do Sistema Internacional (SI) o newton metro (N.m). Como
existem instrumentos de medio que fornecem valores de torque em outros sistemas
necessria uma tabela de converso. Na Tabela 2 esto expostas as relaes mais usualmente
encontradas (INMETRO, 2005a).
Tabela 2: Relaes entre as unidades de torque mais utilizadas.
1 N.m = 0,10197 kgf.m
1 N.m = 0,73756 lbf.p
1 lbf.m = 1,3558 N.m
1 kgf.m = 9,80665 N.m
2.5.3 Importncia da medio de torque
Os resultados dos estudos e do controle da grandeza torque so de extrema importncia
para a segurana e confiabilidade de produtos e sistemas. Aplicaes crticas de torque, como
nas indstrias automotiva, aeronutica e naval, demandam grande exatido e coeficientes de
segurana baixos segundo especificaes de desenho, projeto e montagem relativas aos
torques a serem aplicados (INMETRO, 2005a).
Em juntas em geral, a confiabilidade das mesmas depende da capacidade do parafuso de
fixar as peas. A fixao adequada destes previne desde o movimento relativo entre as peas
das juntas at o no vazamento de fluidos, no caso de juntas vedadas. Quando um parafuso
apertado, a haste e a rosca sustentam uma tenso direta devido ao fato deste estar sendo
tracionado. Medir esta tenso, ou a capacidade de fixao de um parafuso difcil,
principalmente em condies de montagem em campo. Assim esta fora de fixao deve ser
controlada indiretamente regulando-se o torque aplicado. Na Figura 4 est representada a
aplicao de um torque no sentido horrio na porca/parafuso que fixar as duas partes com
uma tenso axial que manter as peas firmemente unidas. Em juntas onde os parafusos foram
apertados abaixo do requerido em projeto, existe a possibilidade de os carregamentos no
serem distribudos corretamente pela estrutura solicitada, ou at mesmo de uma fora no ser
transmitida corretamente, levando o mecanismo ao seu uso excessivo e a rupturas por fadigas
devido s folgas. Por outro lado, montagens torqueadas acima do valor previsto em projeto
podem causar problemas e rupturas se estes valores se assumirem acima da capacidade do
parafuso e da rosca (INMETRO, 2005a).
2. Reviso Bibliogrfica 43
Figura 4: Tenso gerada pela aplicao de torque (TORKFORT, 2005).
importante destacar o constante desenvolvimento da engenharia de materiais, trazendo
ao mercado e s indstrias possibilidades novas para produo e montagem; materiais estes
que detm caractersticas prprias de resistncia e capacidade, e conseqentemente requerem
maior exatido nas suas condies de montagem e manipulao (INMETRO, 2005a).
Para acompanhar este desenvolvimento no que diz respeito ao torque, normas foram
adaptadas e criadas, novos instrumentos desenvolvidos e antigos instrumentos aperfeioados.
Torqumetros passaram de analgicos a digitais, calibradores e tcnicas de calibrao foram
aperfeioados (INMETRO, 2005a).
2.5.4 Torqumetros
O torqumetro um instrumento de aplicao e verificao de torque. Torqumetros so
ferramentas utilizadas para aplicar momento torsor em porcas e parafusos a partir de uma
especificao estabelecida no projeto. Atravs do uso de torqumetros pode-se alcanar o
exato momento de toro desejado. A escolha correta da ferramenta para aperto significa
segurana, rapidez, facilidade e qualidade para o trabalho. Cada torqumetro desenvolvido
para atender uma diferente aplicao (GEDORE, 2005).
Nos ltimos anos, tem se difundido muito a necessidade da utilizao de torqumetros
para controle e aplicao de torque em elementos de fixao em todos os segmentos
produtivos, principalmente em pontos sensveis, onde o aperto inadequado pode causar danos
ao equipamento ou ao produto final (GEDORE, 2006a).
Devem-se tomar alguns cuidados especiais com os torqumetros, como guard-los em
local adequado, longe de umidade e demais ferramentas. Se o equipamento sofrer quedas,
deve-se avaliar se no ocorreu nenhuma avaria grave externa ou se nenhuma pea interna se
2. Reviso Bibliogrfica 44
soltou. A limpeza do torqumetro deve ser apenas externa. No se deve colocar leos ou
graxas nos orifcios do torqumetro, pois isso pode modificar o torque aplicado. A limpeza
interna feita quando o torqumetro enviado para calibrao na fbrica ou em um
laboratrio qualificado a fazer este servio (GEDORE, 2006a).
2.5.4.1 Torqumetro de indicao tipo relgio
Estes torqumetros so utilizados em situaes de torque mais exato, uma vez que possui
uma apurada resoluo. No muito aconselhado a trabalhos em srie, pois a medio,
embora mais exata, tambm mais lenta do que em torqumetros de estalo, por exemplo
(INMETRO, 2005a).
Na Figura 5 exibido um torqumetro de indicao do tipo relgio, esta espcie de
torqumetro apresenta algumas variantes como modelos com ponteiros de arraste, e modelos
onde um sinal luminoso ou sonoro (atravs de fones de ouvido) acionado avisando ao
operador que o torque desejado foi atingido e que a aplicao de fora deve cessar
(INMETRO, 2005a).
Figura 5: Torqumetro de indicao tipo relgio (TORKFORT, 2006).
Uma desvantagem, no s deste, mas de outros torqumetros indicadores, o fato de no
limitarem os movimentos do operador, ou seja, existe o risco de aplicao de sobrecarga. A
leitura de torqumetros de relgio deve ser feita perpendicularmente ao mostrador, a fim de
evitar erros de paralaxe. Deve-se manter sempre o visor com as melhores condies de
visibilidade e conseqente melhor condio de leitura (INMETRO, 2005a).
2. Reviso Bibliogrfica 45
2.5.4.2 Torqumetro de indicao digital (torqumetros eletrnicos)
Esta variedade, exemplificada na Figura 6, a evoluo dos torqumetros de indicao.
Com o implemento da eletrnica em mostradores digitais, elimina-se o erro de paralaxe, alm
de implementar novas capacidades ao torqumetro, como por exemplo, o armazenamento de
medies, melhor resoluo, medio do ngulo de toro e alguns clculos estatsticos
rpidos (INMETRO, 2005a).
Figura 6: Torqumetro de indicao digital (CRANE, 2006).
2.5.4.3 Torqumetro de indicao tipo vareta
Possui funcionamento simples, onde a barra de flexo (corpo rgido do torqumetro) sofre
a deformao durante a aplicao do torque e a leitura feita por uma vareta que tem uma de
suas extremidades fixada ao ponto de aplicao do torque e a outra extremidade livre para
mostrar a defasagem conseqente do torque. Por ter suas peas muito expostas, este tipo de
torqumetro, indicado na Figura 7, requer um cuidado maior de manuseio e conservao aps
uso, pois uma deformao da vareta ou da escala de indicao pode causar problemas na
indicao (INMETRO, 2005a).
Figura 7: Torqumetro de indicao tipo vareta (TORKFORT, 2006b).
2. Reviso Bibliogrfica 46
Uma variante deste modelo o torqumetro de vareta em "T", muito utilizado em
aplicaes em locais de difcil acesso. Constitui de uma barra de flexo presa a uma escala
com vareta fixa ao ponto central de uma barra de garra dupla para aplicao de torque, como
mostrado na Figura 8 (INMETRO, 2005a).
Figura 8: Torqumetro de vareta em T (GEDORE, 2006c).
2.5.4.4 Torqumetro de estalo
Mais indicado para medies em srie, este tipo de torqumetro consiste de um sistema
interno de mini alavancas e uma mola, atravs da qual o torque pode ser ajustado. So
torqumetros de boa exatido, porm exigem do operador uma srie de cuidados. Em
torqumetros de estalo, como o exibido na Figura 9, quando o torque programado atingido, o
operador ouvir um "click", sinalizando o desarme do torqumetro, acompanhado de um
movimento de aproximadamente 3. Aps este deslocamento angular, se o torqumetro
continuar a ser carregado, ocorrer uma sobrecarga do torque programado. Assim, o
procedimento correto , aps o click, o operador retirar a fora do instrumento e assim
reinici-lo (INMETRO, 2005a).
2. Reviso Bibliogrfica 47
Figura 9: Torqumetro de estalo (GEDORE, 2006b).
Neste tipo de torqumetro, quando se utilizam cabeas intercambiveis, necessrio o
cuidado para a aplicao da fora exatamente no centro do punho, caso contrrio, podem
ocorrer diferenas nas leituras de torque. O ajuste do torque feito por uma manivela
acoplada extremidade do torqumetro (INMETRO, 2005a).
2.5.4.5 Torqumetro de quebra
Quando o torque programado atingido, os torqumetros de quebra dobram em um ponto
perto da cabea, ocasionando um deslocamento angular de 20. Aps este movimento o
torqumetro automaticamente reiniciado e est pronto para a prxima aplicao quando o
corpo volta para a posio alinhada. Como este movimento de 20, mais difcil de
acontecer a sobrecarga pelo operador do que nos torqumetros de estalo, onde este
deslocamento de 3. Sua cabea com catraca facilita o uso em locais de pouco espao para
movimentao. O ajuste do torque a ser aplicado feito pela rotao do punho e indicao na
escala. Na Figura 10 apresentado um torqumetro de quebra (INMETRO, 2005a).
2. Reviso Bibliogrfica 48
Figura 10: Torqumetro de quebra (INSTEMAQ, 2006).
As escalas deste tipo de torqumetro podem ser de visor, muitas vezes se utilizando do
efeito lupa para facilitar a leitura, ou com marcaes feitas no prprio corpo do torqumetro,
onde conforme o punho vai sendo girado tambm se movimenta no sentido do corpo
(INMETRO, 2005a).
2.5.4.6 Torqumetro de estalo/quebra no ajustvel
Estes so torqumetros cujo ajuste de torque j vem de fbrica. So utilizados no cho de
fbrica para apertos seriados. A cabea em catraca facilita o manuseio em locais de pouco
espao. Este tipo de torqumetro possui boa exatido pois seu mecanismo interno, por no
sofrer constantes ajustes, tem um movimento mais homogneo das peas, prolongando sua
vida (INMETRO, 2005a).
2.5.4.7 Torqumetro limitador de torque
Tambm chamados de torqumetros de giro livre, so geralmente de aplicao para
torques baixos. Quando o valor de torque pr-estabelecido atingido, um mecanismo cessa a
aplicao de torque e faz com que o torqumetro gire livremente de modo que o no seja
excedido, impossibilitando a sobrecarga. O ponto de aplicao da fora independe para a
gerao do torque. Podem ser axiais ou de brao, na Figura 11 est ilustrado um torqumetro
limitador de torque axial (INMETRO, 2005a).
2. Reviso Bibliogrfica 49
Figura 11: Torqumetro limitador de torque (CARLSONS, 2005).
O princpio de funcionamento deste tipo de torqumetro se d por um mecanismo
composto por uma roda dentada e uma esfera pressionada sobre esta roda. Esta fora aplicada
sobre a esfera realizada por uma mola atravs da qual se faz o ajuste do torque desejado.
Atendem apenas um sentido de aplicao de torque (INMETRO, 2005a).
2.5.4.8 Seleo do torqumetro apropriado
Torqumetros de indicao mais utilizados em laboratrios de metrologia e por
departamentos de inspeo. Assegura qualidade a conferncia de torques.
Utilizados para aplicao de torque aps o aperto por apertadeiras de alta
velocidade. Ferramenta primria para alto grau de exatido;
Torqumetros de ajuste Utilizado principalmente na linha de produo onde, por
questes diversas, o torque deve ser aplicado rapidamente assim como a mudana
do torque. Perdem um pouco em exatido em se comparado aos torqumetros de
indicao;
Torqumetros de torque pr-ajustado Linha de produo e operaes de
manuteno onde o operador deve somente aplicar o torque (INMETRO, 2005a).
importante destacar que a escolha do torqumetro deve respeitar as especificaes de
projeto para o aperto em questo. Isto , o resultado proveniente da calibrao do torqumetro
apontar a sua qualificao ou desqualificao para o aperto (INMETRO, 2005a).
2. Reviso Bibliogrfica 50
2.5.5 Calibrao de torqumetros
A calibrao de instrumentos de medio de torque, mesmo com estes sendo amplamente
utilizados em relevantes indstrias como a automobilstica, da aviao e construo civil, tem
recebido menor ateno do que a calibrao de outros tipos de instrumentos. O nmero de
laboratrios que oferecem servios de calibrao para esta grandeza limitado e, a exceo de
laboratrios de alguns fabricantes de veculos que desenvolveram seus prprios sistemas para
medir torque, a situao especfica para a calibrao de torque, embora em constante
desenvolvimento, ainda pode ser considerada deficitria (BOCHESE, L.; BOCHESE, A.,
2001).
Existe uma diversidade de calibradores de torqumetros disponvel no mercado.
Atendendo diferentes faixas de torque e utilizando princpios de funcionamento diversos,
esses calibradores atendem a contento as exigncias das normas de qualidade e confiabilidade
(AGUIAR et al., 2003).
2.5.5.1 Calibradores primrios
No que diz respeito a calibradores primrios, a alternativa mais obvia a aplicao da
definio de torque (Fd). Esses padres se materializam em sistemas compostos por um
brao de alavanca de comprimento conhecido, suporte para massas e pontos de encaixe do
instrumento a ser calibrado. Seu princpio de funcionamento a gerao de um torque
conhecido atravs do produto de uma fora aplicada, gerada pela ao da gravidade em um
conjunto de pesos padro, e a distncia conhecida no brao de aplicao. A aplicao de
massas pode ser tanto manual, quanto automtica (INMETRO, 2005a).
O Padro Primrio de Torque, presente nos Institutos Nacionais de Metrologia e utilizado
na calibrao de transdutores de torque de referncia, constitudo da mquina de aplicao
direta de torque com elementos componentes especiais, conforme o ilustrado na Figura 12
(INMETRO, 2005a).
2. Reviso Bibliogrfica 51
Figura 12: Padro primrio de torque (PUSA; SACHS, 2006).
Em um sistema de padronizao primria de torque alguns elementos so essenciais para
que a mquina de aplicao direta de carga atinja um determinado nvel de confiabilidade
para este tipo de sistema:
estrutura rgida - resistncia aos esforos de reao aos torques aplicados ao
transdutor;
conexo brao/eixo do transdutor - o elemento deve minimizar ao mximo o
atrito durante a transmisso do torque ao transdutor em calibrao;
brao para ambos sentidos: alm de facilitar a mudana na aplicao de carga nos
sentidos horrio e anti-horrio, o lado que no est sendo utilizado trabalha como
contrapeso para o lado em calibrao;
sistema de compensao do brao - compensa a deformao do transdutor
retornando o brao posio horizontal. Um sistema para aplicao do contra-
torque pode ser utilizado ou a prpria forma do brao em curva no ponto de
aplicao da fora;
partes para instalao e alinhamento do transdutor - flanges de dimetros
variados, conexes rgidas e flexveis, extenses e redutores;
sistema para estabilizao da carga - a mquina de aplicao direta de torque deve
ter a garantia da estabilidade da carga aplicada. O controle da temperatura, a
ausncia de corrente de ar e o amortecimento na aplicao do torque (efeito
2. Reviso Bibliogrfica 52
pndulo) so alguns dos sistemas necessrios durante uma calibrao
(INMETRO, 2005a).
2.5.5.2 Calibradores analgicos
Estes calibradores, embora ainda muito utilizados, esto aos poucos sendo substitudos
por calibradores digitais com transdutores. Seu funcionamento praticamente o mesmo do
torqumetro indicador de relgio e utilizado apenas em torqumetros de exatido inferior ao
deste. Muito utilizado no ajuste do torque nominal de torqumetros de estalo e giro livre, j
que possui ponteiro de arraste no mostrador. Os calibradores analgicos funcionam nos
sentidos horrio e anti-horrio, um exemplo deste tipo de calibrador apresentado na Figura
13 (INMETRO, 2005a).
Figura 13: Calibrador analgico de torqumetros (GEDORE.DE, 2005).
2.5.5.3 Calibrao de torqumetros pelo sistema direto
Um dos mtodos mais simples para calibrao de torqumetros, consiste na aplicao de
foras diretamente ao cabo do torqumetro. Este mtodo de calibrao, mostrado na Figura 14,
acarreta erros sobretudo devido ao no conhecimento exato da distncia de aplicao da fora.
2. Reviso Bibliogrfica 53
Figura 14: Calibrao de torqumetro pelo sistema direto.
2.5.5.4 Calibrao de torqumetros por meio de transdutores
Princpio mais utilizado na calibrao de torqumetros. Como a leitura digital, esta pode
ser armazenada ou ser transmitida a um computador ou impressora para tratamento dos dados
em tempo real. A aplicao da fora sobre o sistema pode ser manual ou atravs de um
atuador que automaticamente aplica a fora ao brao do torqumetro, ou diretamente no eixo
do transdutor com o brao do torqumetro fixo. Por este sistema automatizado, possvel
controlar a velocidade de aplicao do torque. Na Figura 15 esto mostrados alguns exemplos
de calibradores de torqumetros que utilizam transdutores para leitura do torque aplicado
(INMETRO, 2005a).
2. Reviso Bibliogrfica 54
(a) (b)
(c)
(d)
(e) (f)
Figura 15: Calibrao de torqumetros por meio de transdutores (INTERTURBINE,
2005; PRORE, 2005; STURTEVANT, 2005; NORBAR, 2005; TOHNICH, 2005;
MOUNTZ, 2005).
A estrutura da "mesa de calibrao" e o ponto de apoio (nivelamento) do torqumetro
devem ser bem projetados a fim de atenuar as solicitaes parasitrias como foras cortantes e
momentos fletores. Da mesma forma, esta estrutura deve sustentar o torque aplicado aos
instrumentos durante o tempo para aquisio das leituras. Na Figura 16 apresentada a
2. Reviso Bibliogrfica 55
estrutura de uma mesa de calibrao de um sistema de calibrao de torqumetros por meio de
transdutores (INMETRO, 2005a).
Figura 16: Detalhe de estrutura da mesa de calibrao (AKOTORQUE, 2006).
2.5.6 Expresso da incerteza de medio em metrologia de torque
Para a Grandeza Torque, a identificao das fontes de incerteza depende basicamente:
Caractersticas do instrumento em calibrao (resoluo, analgico/digital, torque
puro/alavanca);
sistema de calibrao (primrio/secundrio, vertical/horizontal, alinhamento,
acoplamentos);
padro utilizado (incerteza, faixa de utilizao);
norma de calibrao (INMETRO, 2005a).
O clculo de incerteza apresentado a seguir se baseia no documento EA-4/02 (European
Co-operation Accreditation - Expression of Uncertainty in Calibration), adaptado para a
grandeza torque no documento EA-10/14 (EA Guidelines on the Calibration of Static Torque
Measuring Devices). Estes documentos estabelecem a metodologia de clculo da incerteza de
medio em calibrao seguindo a filosofia preconizada no Guia para a Expresso da
Incerteza de Medio (ISO GUM). Na Tabela 3 esto expostas as contribuies dos elementos
para a incerteza de medio em torque.
2. Reviso Bibliogrfica 56
Tabela 3: Contribuies dos elementos de incerteza em metrologia de torque.
Grandeza
Avaliao da
incerteza padro
Incerteza padro
absoluta em N.m
Incerteza padro
relativa em %
Repetitividade em
posio de
montagem inalterada
b
Tipo A
2
'
'
b
u
b
=
X
b
w
b
100
2
'
'
=
Reprodutibilidade em
diferentes posies
de montagem b
Tipo A
n
b
u
b
=
X
b
w
b
100
2
=
Erro de interpolao
fa
Tipo A com
distribuio
retangular
6
'
a
fa
f
u =
a
a
fa
X
f
w
100
6
=
Resoluo r
Tipo B com
distribuio
retangular
12
r
u
r
=
k
r
M
r
w
100
12
=
Torque de referncia Tipo B u
tcm
w
tcm
Onde,
2 1
'
X X b = (2.5.1)
( )
1
1
2
=
_
=
n
X X
b
n
j
j
(2.5.2)
( )
a a
X X f = (2.5.3)
Sendo que b so valores medidos na mesma posio de montagem; X
j
, valores medidos
em posies de montagem diferentes, X
a
, valores medidos a partir da curva de interpolao e
M
k
, torque aplicado na calibrao;
Incerteza padro combinada (u):
( ) ( )
2 2 2 2
'
2 2
fa r b b tcm
u u u u u X u + + + + = (2.5.4)
Incerteza expandida (U):
2. Reviso Bibliogrfica 57
( ) X u k U = (2.5.5)
Outra maneira de clculo para a incerteza de medio seria atravs do Desvio Padro
como nica fonte de incerteza do Tipo A. A Tabela 4 identifica as principais fontes de
incerteza a serem consideradas neste sistema de calibrao em torque utilizando um padro
primrio (massa + gravidade + distncia).
Tabela 4: Principais fontes de incerteza em um sistema primrio de calibrao de
torque.
Ponto i Y
i
(N.m)
Fontes de
incerteza X
i
Estimativa
x
i
Incerteza
padronizada
u(x
i
)
Distribuio /
fator divisor
(d)
Coeficiente de
sensibilidade
C
i
Contribuio p/
incerteza U
i
(y)
Grau de
liberdade
v
i
, v
eff
Massa X
i
(kg) u (massas) (kg) normal C
massa
u (massas)
C
massa
Infinito
Brao u (trena) (m) normal C
brao
u (massas)
C
massa
Infinito
Gravidade
u (gravidade)
(m/s
2
)
normal C
gravidade
u (grav.)
C
gravidade
Infinito
Mensurando
DesvPad /\n
(N.m)
normal 1,0
u
(mensurando)
v
i
Resol. do
Mensurando
Resol /\3 ou\6
(N.m)
retangular
dig.
triangular
anal.
1,0 u (resoluo) Infinito
u(y) u (total) v
e f f
U(y)
k
Segundo
Tabela 1
U = k u
Para a determinao dos respectivos coeficientes de sensibilidade, do modelo terico de
torque temos que:
g d m T = (2.5.6)
logo, os coeficientes de sensibilidade so assim calculados:
g d
m
T
C
massa
=
c
c
= (2.5.7)
2. Reviso Bibliogrfica 58
g m
d
T
C
brao
=
c
c
= (2.5.8)
m d
g
T
C
gravidade
=
c
c
= (2.5.9)
A coluna Contribuio p/ incerteza U
i
(y) transforma as incertezas em unidades de
torque N.m.
Quando se trata de um instrumento cuja indicao se realiza em unidades de torque, mas
que no do Sistema Internacional de Unidades (N.m), o coeficiente de sensibilidade ser o
fator de converso (por exemplo: 9,80665 para transformar kgf.m N.m).
3. Desenvolvimento do Projeto 59
3. DESENVOLVIMENTO DO PROJETO
O desenvolvimento do projeto visa atender os requisitos da norma ABNT NBR
12240:2000: Materiais metlicos - Calibrao e classificao de instrumentos medidores de
torque (ver Apndice B). Para tanto, foram estudados princpios bsicos de fora e torque,
instrumentos e mtodos utilizados na medio destas grandezas, avaliao de incerteza bem
como diversas tcnicas e procedimentos de calibrao de instrumentos de medio de torque.
Objetivou-se aqui a realizao de um estudo comparativo, que permitisse a confeco de um
sistema tecnicamente vivel e economicamente vantajoso em relao aos existentes no
mercado.
A literatura trata sobretudo de calibradores de torqumetro que utilizam transdutores de
torque, sendo escassas as referncias calibrao de torqumetros por meio de clulas de
carga. Um modelo para calibrao de torqumetros utilizando um transdutor de fora do tipo
clula de carga como elemento sensor foi proposto por Santana (2003), entretanto, a opo
sugerida no previa a variao de faixa nominal, tampouco a calibrao nos sentidos horrio e
anti-horrio.
O requisito fundamental foi a confeco de um sistema que admitisse o posicionamento
de uma clula de carga em diferentes pontos de fixao, proporcionando mltiplas faixas de
calibrao. Outra condio preestabelecida foi a capacidade de realizar calibraes de
torqumetros nos sentidos horrio e anti-horrio. Definido os requisitos bsicos do sistema
partiu-se para um estudo para a definio do leiaute que apresentasse a configurao mais
favorvel tecnicamente.
O modelo apresentado na Figura 17 representa a primeira opo de projeto avaliada. O
sistema denominado torre de fora desloca-se longitudinalmente e transversalmente para
adaptar-se ao torqumetro a ser calibrado. A torre de fora produz a fora sobre o torqumetro
que por sua vez desloca o brao de alavanca comprimindo a clula de carga. A clula de carga
fixada em uma chapa intermediria localizada sobre a base e pode ser posicionada em
quatro pontos distintos, permitindo a gerao de igual nmero de faixas nominais no sistema.
Esta configurao foi descartada devido s dificuldades apresentadas para a aplicao da fora
sobre o torqumetro, montagem e desmontagem da clula de carga alm de exigir todo um
deslocamento do sistema da torre de fora para a calibrao nos sentidos horrio e anti-
horrio.
3. Desenvolvimento do Projeto 60
(a)
(b)
Figura 17: Primeira opo de projeto.
Novas opes foram analisadas e definiu-se uma segunda configurao. Na figura 18
mostrado um croquis da segunda opo de leiaute analisada. Neste caso, a torre de fora, que
pode deslocar-se longitudinalmente sobre duas guias para adequar-se ao comprimento do
torqumetro, aplica a fora sobre o instrumento nos sentido negativo do eixo Y, fazendo com
que o brao de alavanca comprima a clula de carga.
3. Desenvolvimento do Projeto 61
(a)
(b)
Figura 18: Segunda opo de projeto.
A rejeio desta proposta deu-se, sobretudo, pela gerao de uma fora de reao das
guias sobre a torre de fora atuando no sentido positivo do eixo Y, provocando uma tendncia
de deslocamento desta conforme fossem aplicadas cargas sobre o torqumetro. Outra
desvantagem desta configurao foi a possibilidade de o peso prprio do torqumetro gerar
uma fora atuante sobre o brao de alavanca e, conseqentemente, induzir erros de leitura na
clula de carga.
3. Desenvolvimento do Projeto 62
O aperfeioamento das variantes anteriores possibilitou a concepo de uma verso final
que atendesse a contento os objetivos iniciais.
O projeto desenvolvido baseia-se no mtodo de transmisso de fora aplicando-se o
princpio da alavanca. O inserto de encaixe do torqumetro (Figura 19) conectado ao brao
de alavanca do calibrador enquanto que o cabo do torqumetro est ligado ao dispositivo que
promover um movimento vertical no sentido positivo do eixo Y, denominado torre de fora,
como ilustrado na Figura 20. Na medida em que o cabo do torqumetro deslocado para cima,
um torque aplicado no inserto de encaixe, provocando uma tendncia de movimento de
rotao no brao de alavanca do calibrador.
Figura 19: Detalhe do inserto de encaixe de um torqumetro.
3. Desenvolvimento do Projeto 63
(a)
(b)
Figura 20: Esquema funcional do calibrador de torqumetros.
Como o deslocamento da alavanca limitado por uma clula de carga EMIC, modelo
SV, com capacidade de 2 kN, a tendncia de movimento provocada pelo deslocamento do
torqumetro causar uma fora de compresso sobre esta clula. A posio da clula de carga
varivel, podendo ocupar trs posies predefinidas. De acordo com o torque a ser aplicado,
define-se a posio da clula de carga para que a fora atuante sobre ela esteja dentro da faixa
3. Desenvolvimento do Projeto 64
de utilizao recomendada para instrumentos medidores de fora, ou seja, a partir dos 10%
iniciais da faixa nominal, independente do torque aplicado ao sistema. O conhecimento da
fora e da distncia de aplicao desta em relao ao eixo de rotao do brao de alavanca so
os requisitos necessrios para a determinao da faixa de utilizao do sistema. A variao do
ponto de fixao da clula de carga permitir gerar trs faixas de calibrao: 20 N.m a
200 N.m, 100 N.m a 1000 N.m e 200 N.m a 2000 N.m. Apesar de os limites superior da
primeira faixa e o inferior da terceira coincidirem, a faixa central foi criada para atender
calibraes com valores intermedirios de torque de modo a evitar situaes em que a
calibrao tivesse incio em uma faixa e necessitasse ser concluda em outra, exigindo com
isso a alterao do posicionamento da clula de carga no sistema.
Definido o princpio bsico de funcionamento do padro de torque, partiu-se para a etapa
do desenvolvimento do projeto. O desenho foi elaborado no software AutoCAD
2006 e aps
extensas discusses de detalhes construtivos e dimensionamento de componentes chegou-se a
uma primeira verso. Baseando-se nesta primeira verso do projeto, foi preparada uma
maquete em tamanho real construda em isopor e apresentada na Figura 21.
(b)
(a)
(c)
Figura 21: Maquete em isopor do calibrador de torqumetros.
3. Desenvolvimento do Projeto 65
A construo desta maquete possibilitou a reviso de alguns pontos do projeto bem como
o redimensionamento de componentes com o intuito de aliviar o peso do sistema e reduzir a
quantidade do material necessrio fabricao, minimizando, desta forma, os custos do
projeto sem prejudicar a funcionalidade nem a eficincia do mesmo.
Rediscutido o projeto, foi elaborada sua verso final cujo desenho desenvolvido em
AutoCAD encontra-se no Apndice A. Na Figura 22 so exibidos croquis com a configurao
final do calibrador de torqumetros.
(a) (b)
Figura 22: Croquis da verso final do calibrador de torqumetros.
Inicialmente, a configurao do projeto previa a calibrao de torqumetros em quatro
escalas, 20 N.m a 500 N.m, 500 N.m a 1000 N.m, 1000 N.m a 1500 N.m e 1500 N.m a
2000 N.m. Contudo, constatou-se que a utilizao de trs faixas de torque (20 a 200, 100 a
1000 e 200 a 2000) N.m, atenderia a contento as exigncias de calibrao.
Para no exigir grandes esforos do operador, a fora aplicada para elevar o cabo do
torqumetro e gerar torque sobre o sistema transmitida atravs de um fuso de esferas
recirculantes conectado plataforma elevatria da torre de fora que o elemento responsvel
pelo deslocamento vertical do cabo do torqumetro. A outra extremidade do fuso de esferas
acoplada a um manpulo por meio do qual ser feita a aplicao da fora. Um detalhe da
conexo manpulo-fuso de esferas-plataforma elevatria mostrado na Figura 23.
3. Desenvolvimento do Projeto 66
Figura 23: Detalhe da ligao manpulo-fuso de esferas-plataforma elevatria.
A plataforma elevatria proporciona a elevao do cabo do torqumetro atravs de uma
barra redonda de ao inox com 25 mm de dimetro e 300 mm de comprimento, denominada
barra de fora, sobre a qual o cabo do torqumetro posicionado. Esta barra de fora foi
projetada de tal modo que possibilite a calibrao de torqumetros nos sentidos horrio e anti-
horrio, bastando para isso o remanejamento do torqumetro entre os dois mancais do sistema.
Na Figura 24 exibido o detalhe da barra de fora, enquanto que na Figura 25 mostrada a
calibrao de um torqumetro nos sentidos horrio e anti-horrio.
Figura 24: Detalhe da barra de fora da plataforma elevatria.
3. Desenvolvimento do Projeto 67
Figura 25: Calibrao de torqumetro nos sentidos horrio e anti-horrio.
Para se ajustar ao comprimento do torqumetro a ser calibrado, a torre de fora pode
deslocar-se longitudinalmente atravs de duas guias e ser fixada no ponto desejado, como
visto na Figura 26.
Figura 26: Deslocamento exeqvel da torre de fora.
3. Desenvolvimento do Projeto 68
Os insertos de encaixe ou quadrados de encaixe dos torqumetros tm uma dimenso
padro definida que varia de acordo com a faixa nominal do instrumento. As dimenses
nominais mais comuns de quadrados de encaixe dos torqumetros comerciais so , e 1.
A conexo entre o torqumetro e o brao de alavanca feita por um componente denominado
transmissor de torque, no qual o inserto de encaixe do torqumetro inserido e o torque
aplicado transmitido ao brao de alavanca atravs de estrias existentes neste transmissor de
torque e nas luvas fixadas em ambas as faces do brao de alavanca, como mostrado na Figura
27.
(a)
(b)
Figura 27: Mecanismo para transmisso de torque.
3. Desenvolvimento do Projeto 69
Para atender s dimenses mais usuais de insertos de encaixe foram confeccionados dois
transmissores de torque em cujas extremidades foram usinadas, por processo de eletroeroso,
furos quadrados que se adequam a estas dimenses. Estes transmissores de torque podem ser
utilizados em ambas as extremidades permitindo a calibrao de torqumetros nos sentidos
horrio e anti-horrio. As 26 estrias existentes neste dispositivo permitem o posicionamento
de torqumetros no sistema com variao angular de aproximadamente 14 graus entre cada
posio. Na Figura 28 so apresentados os desenhos dos transmissores de torque.
(a)
(b)
Figura 28: Transmissores de torque.
3. Desenvolvimento do Projeto 70
A utilizao de luvas estriadas foi uma soluo funcional e de baixo custo para a
transmisso de torque. Inicialmente, cogitou-se efetuar essa transmisso por intermdio de
chavetas, entretanto, a necessidade de usinagens aprimoradas para a constituio dos rasgos e
o uso de chavetas com elevadas dimenses para resistir aos altos valores de torque aplicados
na utilizao da capacidade mxima do calibrador (2000 N.m), tornou restritivo a utilizao
deste elemento. Os dois pares de eixo/luva estriados utilizados so partes integrantes de um
eixo diferencial de caminho Mercedes Benz, modelo 2219, portanto, com elevada resistncia
toro, e, por serem componentes usados, foram adquiridos a custos reduzidos, mas com a
seo a ser utilizada em perfeitas condies. As luvas so aparafusadas no brao de alavanca e
giram sobre um par de mancais de rolamento, como visto na Figura 29.
Figura 29: Detalhe dos elementos de transmisso de torque.
O dimensionamento do dimetro interno dos rolamentos utilizados foi restringido pelas
dimenses da luva estriada, onde se optou pelo dimetro padronizado imediatamente inferior
ao desta, provocando o mnimo de usinagem neste elemento. Como a carga aplicada ser
3. Desenvolvimento do Projeto 71
puramente radial, optou-se pela utilizao de rolamentos de rolos de agulhas, Figura 30. Esta
opo deveu-se tambm ao fato de os rolamentos de agulhas serem de construo compacta,
ocupando pequeno espao na montagem. Alm disto, este tipo de rolamento permite uma
distribuio ideal da carga sobre as diferentes agulhas, garantindo uma elevada capacidade de
carga do rolamento devido s pequenas diferenas nos dimetros dos elementos rolantes. O
rolamento especificado foi o NKI 65/25, que possui capacidade de carga dinmica de
52,8 kN, portanto bem acima do necessrio (2 kN, para o limite superior em cada uma das
faixas), e dimenses compatveis com os componentes disponveis.
Figura 30: Rolamento de agulhas (SKF, 2007).
O efeito do peso prprio do brao de alavanca sobre o sistema anulado com a adio de
uma mola helicoidal convenientemente instalada em sua extremidade. A rigidez da mola
mostrou-se compatvel com os nveis de esforo solicitados, no tendo sido necessria sua
determinao atravs de ensaios mecnicos, uma vez que o deslocamento deste elemento
mnimo, da ordem de um dcimo de milmetro, e seu efeito desprezvel, no causando
influncia funcionalidade do sistema.
O registro da fora aplicada clula de carga, e conseqentemente, o torque aplicado ao
sistema, efetuado pelo sistema de aquisio de dados Spider8 fabricado pela empresa alem
HBM, conectado a um computador notebook. O Spider8 utiliza o software catmanEasy
como interface para transmisso dos dados coletados da clula para o computador, onde
podem ser dispostos, interpretados e apresentados do modo mais conveniente ao usurio. O
sistema de aquisio de dados utilizado em calibraes de torqumetros atravs deste padro
de torque mostrado na Figura 31.
3. Desenvolvimento do Projeto 72
(a) (b)
(c)
Figura 31: Sistema de aquisio de dados.
Finalizada a etapa de construo do equipamento, realizou-se a avaliao do sistema com
relao a seu nvel de exatido e incerteza. Nesta fase, foi executada uma calibrao prvia
em cada faixa nominal do equipamento, onde foram utilizados pesos padro para produzir
foras de magnitudes conhecidas sobre o sistema, utilizando-se alavancas padro de
comprimentos definidos, dando origem a torques pr-determinados. A fora correspondente
aplicada clula de carga registrada, gerando um banco de dados com informaes de
torque aplicado ao sistema versus fora medida pela clula de carga, estas informaes
convertem-se na curva de calibrao do sistema, tornando-o apto a determinar de maneira
satisfatria valores de torques aplicados dentro do campo de utilizao de cada faixa nominal.
Finalmente, o padro de torque foi submetido a uma bateria de ensaios de calibrao de
3. Desenvolvimento do Projeto 73
torqumetros de diversos tipos e com faixas de medio distintas, permitindo demonstrar a
viabilidade da calibrao de torqumetros em diferentes escalas por meio do sistema
desenvolvido.
4. Procedimento Experimental 74
4. PROCEDIMENTO EXPERIMENTAL
4.1 Calibrao do sistema
Para executar a calibrao do sistema, projetou-se um dispositivo que permitisse a aplicao
de torques conhecidos para posterior correlao com a fora registrada pela clula de carga,
permitindo determinar uma constante de converso entre as grandezas fora e torque.
O mecanismo projetado constitui-se de duas barras de ao montadas paralelamente, onde
cada uma possui um quadrado acoplado ( e 1, respectivamente) para permitir seu encaixe no
transmissor de torque compatvel. Prximo extremidade de cada barra, a uma distncia nominal
de 1 m em relao ao centro do quadrado, existe um orifcio para montagem de um eixo com um
suporte para aplicao de pesos padro. Para garantir que o quadrado de encaixe, atravs do qual
feita a montagem do dispositivo no calibrador, coincidisse com o centro de massa das barras,
foi utilizado um sistema de contrapesos montado na extremidade esquerda das barras, garantindo
o equilbrio do mecanismo antes da aplicao de cargas. Na Figura 32 apresentado o
mecanismo de calibrao construdo.
4. Procedimento Experimental 75
(a)
(b)
Figura 32: Dispositivo para calibrao do sistema.
Utilizando-se uma mquina de medio tridimensional por coordenadas Mitutoyo, modelo
QM Measure 353, foram realizadas medies do comprimento das alavancas para determinar a
distncia compreendida entre o centro do quadrado de encaixe e o eixo de aplicao de fora.
Como o comprimento a ser determinado excedia a capacidade da mquina utilizada nas
medies, determinou-se a distncia do centro do quadrado de encaixe ao centro de um dos furos
existentes para alvio de massa e deste para o centro do orifcio para o eixo do suporte de pesos
padro. Nas medies, os efeitos de possveis desalinhamentos entre os furos e o quadrado de
encaixe no foram considerados, uma vez que sua influncia seria desprezvel devido
magnitude do comprimento das barras em relao aos desalinhamentos. Na Figura 33 mostrada
a medio do comprimento do dispositivo de calibrao do sistema.
4. Procedimento Experimental 76
(a) (b)
(c) (d)
Figura 33: Medio do comprimento do dispositivo de calibrao.
Com os resultados obtidos, calculou-se a mdia aritmtica do comprimento das duas barras.
A medio do dispositivo indicou um comprimento mdio final de (1001,08 0,04) mm, que,
em conjunto com a utilizao de pesos padro, permite a determinao do torque aplicado ao
sistema. O clculo da incerteza do comprimento das barras apresentado na Tabela 5.
4. Procedimento Experimental 77
Tabela 5: Planilha de incerteza do comprimento do dispositivo de calibrao.
Grandeza
Incerteza
Padro
(unidade)
Distribuio de
probabilidade
Coeficiente de
sensibilidade
Incerteza
padro
combinada
(mm)
Graus de
Liberdade
Padro - P
U
P
/1000/2
(mm)
N 1 0,0010 Infinito
Mensurando -
M
o/\n
(mm)
N 1 0,0182 n-1
Resoluo - P r
P
/2/\3 (mm) R 1.\2 0,0004 Infinito
Apalpador
U
ap
/\3
(mm)
R 1 0,0012 Infinito
Afastamento de
20C
1/\3
(C)
R L . o/10 0,0006 Infinito
Diferena de
temperatura
entre P e M
0,5/\3
(C)
R L . o 0,0032 Infinito
k = 2,2 u
c
= 0,0186 v
eff
= 10
U = 0,0414
Onde, U
P
: Incerteza do Padro, no caso a mquina de medio por coordenadas,
fornecida pelo certificado de calibrao = 1,2 + (0,8*L)/1000 m e L: comprimento medido em
mm = 1000;
o: Mximo desvio padro das medies efetuadas = 0,0577 mm;
n: Nmero de medies efetuadas = 10;
r
P
: Resoluo do padro = 0,001 mm;
u
ap
: Incerteza do apalpador do padro = 0,002 mm;
o: Coeficiente de dilatao trmica do ao = 1,1 x 10-5 C
-1
.
O coeficiente de sensibilidade da resoluo do padro foi multiplicado por\2 pelo fato de o
comprimento de alavanca ter sido medido em duas etapas linearmente dependentes. A
contribuio do afastamento de 20 C para a incerteza deve-se ao no conhecimento do valor
exato do coeficiente de dilatao trmica do ao, tendo sido admitido um erro de 10% deste
valor. Os clculos foram feitos levando-se em considerao um nvel de confiana de
aproximadamente 95%.
De posse dos resultados da medio da barra e conhecendo-se o valor de cada um dos pesos
padro aplicados, foi realizada a calibrao do padro de torque. Atravs do sistema de aquisio
de dados Spider8, conectado a um computador notebook Toshiba, com processador PENTIUM 4
de 2.4 GHz e 512 MB de memria RAM, determinou-se a correlao do torque aplicado com a
4. Procedimento Experimental 78
fora registrada, especificando um fator de converso, expresso em metro, denominado brao do
padro. Em cada faixa nominal, o comprimento do mecanismo de calibrao foi corrigido devido
ao ngulo formado pelas barras e a horizontal, e esta correo foi efetuada medindo-se as alturas,
em relao ao solo, tanto do centro do quadrado de encaixe quanto do eixo de aplicao da fora,
antes e depois da aplicao da carga total. Esta operao foi realizada para cada uma das trs
faixas nominais, definindo-se seu respectivo fator de converso. Na Figura 34 ilustrada a
calibrao do sistema.
Figura 34: Calibrao do padro de torque.
O procedimento da calibrao consistiu na aplicao de pesos padro em um suporte
apropriado para este fim at que a fora registrada na clula de carga correspondesse aos valores
previamente estabelecidos de 20 kgf, 50 kgf, 100 kgf e 150 kgf (196,1 N, 490,3 N, 980,7 N e
1471,0 N). Estes valores foram escolhidos por englobarem quase que a totalidade da faixa
nominal da clula de carga, tomando-se o cuidado de realizar leituras acima de 10% da faixa
nominal, conforme recomendado pela norma NBR 8197:2002 - Materiais metlicos - Calibrao
de instrumentos de medio de fora de uso geral. A calibrao foi limitada a 150 kgf uma vez
que o calibrador apresentou uma tendncia de tombamento devido ao momento gerado pela
aplicao de elevadas cargas sobre o suporte. Na calibrao de torqumetros este problema no
ocorrer, uma vez que, apesar de o cabo do torqumetro ser posicionado na mesma direo,
ficar em sentido oposto ao do mecanismo de calibrao. Foram feitas ainda verificaes
pontuais de indicaes no fundo de escala da clula, como os resultados no apresentaram
4. Procedimento Experimental 79
discrepncias com os demais, o mtodo de calibrao foi considerado satisfatrio. Os pesos
padro utilizados foram discos de massa conhecida que, associados ao valor da acelerao da
gravidade local
4
, geravam a fora atuante sobre o sistema.
Todas as operaes realizadas com o software catmanEasy seguiram o Procedimento para
calibrao de clulas de carga utilizando o sistema de aquisio de dados Spider8 e software
catmanEasy (ver apndice C), com uma taxa de aquisio de dados de 50 Hz. Inicialmente
realizou-se a calibrao da clula de carga, que foi colocada em srie com uma clula de carga
padro com certificado de calibrao rastreado RBC Rede Brasileira de Calibrao. Nesta
operao, foram aplicadas duas foras conhecidas e a indicao destes valores, bem como os
sinais eltricos correspondentes, foram registrados no catmanEasy. Aps isso, foram feitas
diversas aplicaes de foras conhecidas e, como os resultados obtidos pelo software
apresentaram uma variao desprezvel em relao a estes valores, a calibrao foi considerada
concluda.
A calibrao do sistema foi realizada por meio da aquisio pontual de dados, descrita no
procedimento apresentado no Apndice C. Foram feitos dois registros da fora aplicada em cada
ponto predefinido, para, posteriormente, extrair-se a mdia destes valores. Antes da aplicao
das cargas, a indicao de fora pela clula de carga era zerada e, para eliminar os possveis
efeitos de oscilao do sistema, foram feitos dois registros da fora indicada pela clula,
definindo o zero do sistema que posteriormente ser subtrado dos valores adquiridos. Em
seguida, utilizando-se pesos padro, foram aplicadas as cargas predeterminadas e armazenados
os respectivos valores indicados na clula, procurando assegurar-se a maior estabilidade possvel
do suporte que recebia os discos de massa.
4.1.1 Problemas observados na calibrao do sistema
Os resultados iniciais dos ensaios para a calibrao do sistema no foram considerados
satisfatrios. Os valores referentes ao brao do padro apresentavam grandes variaes de um
ponto para outro, evidenciando uma no reprodutibilidade dos resultados. Tambm foi observada
uma tendncia reduo do valor de fora registrado pela clula de carga, na medida em que os
ensaios eram executados. Outro efeito observado foi a no constncia da fora indicada, uma vez
4
Acelerao da gravidade local determinada pelo Observatrio Nacional, de acordo com relatrio ON/DGE 005/97.
4. Procedimento Experimental 80
que, aps a aplicao da carga e estabilizao do sistema, era percebido um acrscimo gradual do
valor de fora indicado na medida em que o tempo de medio era estendido.
Foram feitas modificaes tais como, remontagens do sistema e limpeza dos rolamentos,
que melhoraram o desempenho do padro de torque, mas no foram suficientes para eliminar os
efeitos indesejados. Outras medidas como substituio da clula de carga e do sistema de
aquisio de dados, retirada da mola e utilizao de uma nica barra no dispositivo de calibrao
foram adotadas sem apresentar alteraes significativas nos resultados obtidos.
Finalmente, foi percebido um pequeno espaamento entre o parafuso que fornece a
superfcie de contato com a clula e o brao de alavanca sobre o qual est localizado. Na Figura
35 mostrada a localizao do parafuso e a pequena fresta observada, a qual no fornecia ao
elemento rigidez adequada, permitindo sua deformao e, como conseqncia, a alterao dos
resultados.
(a) (b)
Figura 35: Pequena lacuna entre o parafuso de contato e o brao de alavanca.
Identificada essa possvel fonte de erro, foi sugerida uma nova posio para a montagem da
clula de carga no sistema. Como visto na Figura 35 (b), a clula era inicialmente fixada na
chapa superior do calibrador, fazendo uso de um parafuso com uma esfera fixa, localizado em
sua extremidade inferior, para realizar o contato com o brao de alavanca. Dessa forma, o
contato era realizado atravs da superfcie do parafuso fixado no brao de alavanca.
4. Procedimento Experimental 81
Na nova configurao de montagem, mostrada na Figura 36, a clula fixada no brao de
alavanca e em sua extremidade superior inserida uma esfera e um suporte para fazer o contato
com a superfcie superior interna. Este suporte composto por superfcies planas e paralelas,
sendo que em sua extremidade inferior existe um furo cego cncavo para garantir o melhor
assentamento da esfera.
Figura 36: Nova configurao de fixao da clula de carga.
Esta formatao no permitiu a fixao da clula para realizar calibraes na primeira faixa
nominal, entretanto, apresentou os melhores resultados de todos os ensaios realizados, reduzindo
significativamente os efeitos indesejados que, at ento, desaprovavam o padro. Para a
avaliao deste mtodo de calibrao, em cada faixa nominal executvel foram realizados trs
conjuntos de ensaios, cada um com trs sries de repeties e com cada srie contemplando os
quatro pontos predefinidos, 20 kgf, 50 kgf, 100 kgf e 150 kgf, alm do zero.
O objetivo da calibrao do sistema era gerar uma constante de comprimento, o brao do
padro, para a segunda e terceira faixas de medio propostas. Entretanto, ao contrrio do
esperado, o brao do padro calculado apresentou variaes de um ponto para outro, dentro da
mesma faixa nominal. Com os dados preliminares de torque aplicado e a correspondente fora
registrada pela clula de carga, obtidos durante os ensaios realizados, utilizou-se de uma curva
de erros para corrigir o torque calculado a partir da mdia dos braos do padro. Logo, o valor
final de torque calculado pelo brao mdio dever ser corrigido atravs desta curva de erros.
4. Procedimento Experimental 82
4.2 Calibrao de torqumetros
Para avaliar o padro de torque desenvolvido, foi realizada uma srie de calibraes de
instrumentos medidores de torque nas duas faixas nominais consideradas. Para tanto, foram
utilizados torqumetros de indicao tipo relgio e torqumetros de estalo. Em cada torqumetro
considerado, foi realizada uma comparao entre os valores de torque obtidos na calibrao pelo
sistema direto (aplicao de foras no cabo do equipamento) e os calculados pela aplicao das
equaes de converso, utilizando as foras registradas pela clula de carga. Para cada mtodo
de calibrao foi executada uma seqncia de trs sries de medies e em cada srie foi
executado um carregamento crescente at se atingir os valores nominais de torque indicados no
torqumetro. As caractersticas dos torqumetros utilizados nos ensaios de calibrao so
apresentadas na Tabela 6.
Tabela 6: Caractersticas dos torqumetros utilizados nas calibraes realizadas com o
padro de torque desenvolvido.
Identificao do
torqumetro
Tipo Faixa Nominal
Valor de uma
diviso
Fabricante Modelo
Torqumetro A Estalo 520 a 1000 N.m 10 N.m GEDORE DX
Torqumetro B Estalo 140 a 760 N.m 10 N.m GEDORE DR
Torqumetro C Estalo 80 a 360 N.m 10 N.m GEDORE CD
Torqumetro D Relgio
0 a 80 kgf.m
(0 a 784,5 N.m)
2 kgf.m
(19,6 N.m)
GEDORE RL 600
O procedimento para calibrao de torqumetros de indicao de relgio anlogo ao
utilizado na calibrao do sistema, ou seja, foi feita a aquisio pontual dos valores de foras
referentes ao torque indicado. Em cada ponto, eram registrados dois valores de fora para,
posteriormente, obter-se a mdia aritmtica destes valores que, por sua vez, era subtrada da
mdia dos dois valores registrados antes da aplicao de carga ao sistema, de modo a excluir as
interferncias de oscilaes do sinal eltrico da clula de carga. Os dados obtidos nos ensaios
foram agrupados em uma planilha do software Microsoft Office Excel, onde foram feitos os
clculos necessrios para a determinao dos valores finais de torque. Para torqumetros de
estalo, o procedimento adotado foi a aquisio contnua dos valores de fora indicados pela
clula de carga. Neste caso, uma vez atingido o torque programado no torqumetro, cessava-se a
captura de dados e exportavam-se os dados obtidos para o Excel, onde o valor mximo
observado durante o ensaio era obtido e convertido em torque. Todos os ensaios foram realizados
4. Procedimento Experimental 83
com a aquisio de dados a uma taxa de 50 Hz e configurada para modo nibble mode,
conforme Apndice C.
5. Resultados e Discusses 84
5. RESULTADOS E DISCUSSES
5.1. Resultados obtidos na calibrao do sistema
Os resultados obtidos na calibrao do sistema nas duas faixas nominais permitidas pela
configurao de montagem so apresentados a seguir. Para a obteno dos dados, para cada faixa
nominal foi realizada uma seqncia de dez ensaios. O procedimento de cada ensaio consistiu na
aplicao de torques e medies das respectivas foras indicadas na clula de carga nos pontos
predefinidos. Na Tabela 7 esto registrados os dados referentes segunda faixa nominal.
Tabela 7: Dados referentes calibrao da segunda faixa nominal do calibrador.
Pontos
Torque
aplicado
(kgf.m)
Fora Mdia
Registrada pela
clula de carga (kgf)
Desvio padro das
foras registradas
(kgf)
Brao do
padro
(m)
Torque
calculado T
2
(kgf.m)
1
9,874
(96,83 N.m)
18,912
(185,5 N)
0,301
(2,95 N)
0,5221
9,931
(97,39 N.m)
2
24,831
(243,51 N.m)
47,927
(470,0 N)
0,577
(5,66 N)
0,5181
25,167
(246,81 N.m)
3
49,795
(488,32 N.m)
94,796
(929,6 N)
0,389
(3,91 N)
0,5253
49,780
(488,17 N.m)
4
74,752
(733,01 N.m)
139,715
(1370,1 N)
0,340
(3,33 N)
0,5350
73,368
(719,49 N.m)
Mdia - - - 0,5251 -
A coluna Torque calculado T
2
exibe os valores de torque obtidos pela multiplicao
entre a os valores de fora registrados pela clula de carga e a mdia dos braos do padro. Para
corrigir estes valores, foi criada uma curva de erros, mostrada na Figura 37, onde, considerando
erros de 0,2% em relao ao torque calculado. Os dados foram plotados na forma de um
grfico, atravs do qual foi possvel criar uma linha de tendncia e gerar uma equao de
correo do torque calculado para a segunda faixa nominal do calibrador de torqumetros.
5. Resultados e Discusses 85
Curva de erros para a segunda faixa nominal
y = -8,746E-04x
2
+ 5,027E-02x - 3,616E-01
-2,25
-1,50
-0,75
0,00
0,75
0 25 50 75
Torque calculado kgf.m
E
r
r
o
d
e
i
n
d
i
c
a
o
(
%
)
Figura 37: Curva de erros para a segunda faixa nominal.
Portanto, para a segunda faixa nominal do padro de torque desenvolvido, o valor final do
torque (T
2F
) ser obtido pela seguinte equao:
) 10 616 , 3 * 10 027 , 5 * 10 746 , 8 (
1
2
2 2
2
4
2 2
+ = T T T T
F
(5.1.1)
Onde, T
2
o resultado da multiplicao entre a mdia dos braos do padro calculados e o
valor de fora indicado pela clula de carga (F
ind
):
ind
F T * 5251 , 0
2
= (5.1.2)
A equao (5.1.1) expressa em unidade de torque, no caso quilograma-fora metro
(kgf.m), uma vez que a clula de carga foi calibrada em quilograma-fora (kgf) e os resultados
de suas indicaes de fora so expressas nesta unidade.
Para garantir a confiabilidade dos resultados, a incerteza referente ao torque calculado para
a segunda faixa nominal foi estimada. Na Tabela 8 apresentada a planilha utilizada para o
clculo da incerteza do torque aplicado ao sistema. Constatou-se que, para a segunda faixa
nominal, a equao de converso fornece uma incerteza de 0,2% em relao ao limite superior
da faixa.
5. Resultados e Discusses 86
Tabela 8: Planilha de incerteza do torque aplicado na segunda faixa nominal.
Grandeza
Incerteza
Padro
(unidade)
Distribuio de
probabilidade
Coeficiente de
sensibilidade
Incerteza
padro
combinada
(kgf.m)
Graus de
Liberdade
Padro - P
u
P
/raiz(3)
(kgf)
R MBP 0,0424 Infinito
Mensurando - M
o/\n
(kgf)
N MBP 0,0957 n-1
Resoluo - P
r
P
/2/\3
(kgf)
R MBP 0,0076 Infinito
Comprimento da
barra
U
L
/2
(m)
N T
max
/MBP 0,0028 Infinito
Massas utilizadas
u
M
/2/\3
(kg)
R g
l
*MBP/g
n
0,0008 Infinito
Acelerao da
gravidade
u
g
/\3
(m/s
2
)
R T
max
/g
l
0,00004 Infinito
k = 2,2 u
c
= 0,105 v
eff
= 13
U = 0,23
( 2,22 N.m)
Onde, u
P
: Incerteza do Padro, no caso a clula de carga = 0,1%; a fora mxima
registrada foi de 139,72 kgf, logo u
P
= 0,001*139,72 = 0,140 kgf;
MBP: Mdia do brao do padro = 0,5251 m;
o: Mximo desvio padro das foras registradas = 0,577 kgf;
n: Nmero de medies efetuadas = 10;
r
P
: Resoluo do padro = 0,05 kgf;
U
L
: Incerteza devido ao comprimento das barras do dispositivo de calibrao =
0,04 mm = 0,00004 m;
T
max
: Torque mximo aplicado = 74,8 kgf.m;
u
M
: Incerteza devido s massa aplicadas = 0,005 kg;
g
l
: Acelerao da gravidade local = 9,78109 m/s
2
;
g
n
: Acelerao da gravidade normal = 9,80665 m/s
2
;
u
g
: Incerteza devido acelerao da gravidade = 0,00001 m/s
2
.
Para a terceira faixa nominal do calibrador, a mesma seqncia foi realizada para determinar
sua curva de erros e respectiva equao de correo e a incerteza dos valores de torque
5. Resultados e Discusses 87
calculados. Na Tabela 9 so apresentados os dados referentes obteno do brao do padro, na
Figura 38 mostrada a curva de erros, admitindo-se um erro de 0,2% em relao ao torque
calculado, e na Tabela 10 apresentada a planilha utilizada para o clculo da incerteza do torque
aplicado ao sistema. Constatou-se que, para a terceira faixa nominal, a equao de converso
fornece uma incerteza de 0,2% em relao ao limite superior da faixa.
Tabela 9: Dados referentes calibrao da terceira faixa nominal do calibrador.
Pontos
Torque
aplicado
(kgf.m)
Fora Mdia
Registrada pela
clula de carga
(kgf)
Desvio padro das
foras registradas
(kgf)
Brao do
padro
(m)
Torque
calculado T
3
(kgf.m)
1
19,935
(195,50 N.m)
19,863
(194,8 N)
0,093
(0,91 N)
1,0036
20,273
(198,81 N.m)
2
49,878
(489,13 N.m)
49,208
(482,6 N)
0,208
(2,04 N)
1,0136
50,225
(492,54 N.m)
3
99,493
(975,69 N.m)
96,936
(950,6 N)
0,287
(2,81 N)
1,0264
98,939
(970,26 N.m)
4
149,417
(1465,28 N.m)
143,806
(1410,3 N)
0,480
(4,71 N)
1,0390
146,777
(1439,39 N.m)
Mdia - - - 1,0207 -
Curva de erros para a terceira faixa nominal
y = -2,525E-04x
2
+ 1,872E-02x + 5,628E-02
-3,00
-2,00
-1,00
0,00
1,00
0 50 100 150
Torque calculado kgf.m
E
r
r
o
d
e
i
n
d
i
c
a
o
(
%
)
Figura 38: Curva de erros para a terceira faixa nominal.
Para calibraes na terceira faixa nominal do padro de torque, o valor final do torque (T
3F
)
ser obtido pela seguinte equao:
) 10 628 , 5 * 10 872 , 1 * 10 525 , 2 (
2
3
2 2
3
4
3 3
+ + = T T T T
F
(5.1.3)
5. Resultados e Discusses 88
Onde, T
3
o resultado da multiplicao entre a mdia dos braos do padro calculados e o
valor de fora indicado pela clula de carga (F
ind
):
ind
F T * 0207 , 1
3
= (5.1.4)
Tabela 10: Planilha de incerteza do torque aplicado na terceira faixa nominal.
Grandeza
Incerteza
Padro
(unidade)
Distribuio de
probabilidade
Coeficiente de
sensibilidade
Incerteza
padro
combinada
(kgf.m)
Graus de
Liberdade
Padro - P
u
P
/raiz(3)
(kgf)
R MBP 0,0847 Infinito
Mensurando - M
o/\n
(kgf.m)
N 1 0,1549 n-1
Resoluo - P
r
P
/2/\3
(kgf)
R MBP 0,0147 Infinito
Comprimento da
barra
U
L
/2
(m)
N T
max
/MBP 0,0029 Infinito
Massas utilizadas
u
M
/2/\3
(kg)
R g
l
*MBP/g
n
0,0015 Infinito
Acelerao da
gravidade
u
g
/\3
(m/s
2
)
R T
max
/g
l
0,0001 Infinito
k = 2,1 u
c
= 0,177 v
eff
= 15
U = 0,38
( 3,70 N.m)
Onde, u
P
: Incerteza do Padro, no caso a clula de carga = 0,1%; a fora mxima
registrada foi de 143,81 kgf, logo, u
P
= 0,001*143,81 = 0,144 kgf;
MBP: Mdia do brao do padro = 1,0207 m;
o: Mximo desvio padro das foras registradas = 0,480 kgf;
n: Nmero de medies efetuadas = 10;
r
P
: Resoluo do padro = 0,05 kgf;
U
L
: Incerteza devido ao comprimento das barras do dispositivo de calibrao =
0,04 mm = 0,00004 m;
T
max
: Torque mximo aplicado = 149,4 kgf.m;
u
M
: Incerteza devido s massa aplicadas = 0,005 kg;
5. Resultados e Discusses 89
g
l
: Acelerao da gravidade local = 9,78109 m/s
2
;
g
n
: Acelerao da gravidade normal = 9,80665 m/s
2
;
u
g
: Incerteza devido acelerao da gravidade = 0,00001 m/s
2
.
5.2 Resultados obtidos na calibrao de torqumetros
Os resultados das calibraes de torqumetros realizadas no padro de torque esto
agrupados por faixa nominal e so apresentados a seguir.
5.2.1 Resultados obtidos na calibrao de torqumetros utilizando a
segunda faixa nominal do padro de torque
Os resultados da comparao entre os dois mtodos de calibrao de torqumetros so
apresentados a seguir. Nas Tabelas 11, 12, 13 e 14 so agrupados os dados referentes aos
torqumetros A, B, C e D, respectivamente. A coluna AT
SD
representa a variao entre os valores
nominais de torque e os encontrados pelo sistema direto, a coluna AT
PD
estabelece a variao
entre os valores nominais e os obtidos pelo padro desenvolvido, j a coluna Variao entre os
mtodos compara os valores obtidos nos dois processos de calibrao e, em termos percentuais,
apresenta a diferena auferida.
Tabela 11: Comparao entre mtodos de calibrao do Torqumetro A na segunda faixa.
Torque
Nominal
(N.m)
Torque
sistema direto
(N.m)
AT
SD
(%)
Torque Padro
desenvolvido (N.m)
AT
PD
(%)
Variao entre os
mtodos (%)
600 577,5 -3,7 564,2 -6,0 -2,3
700 679,5 -2,9 670,6 -4,2 -1,3
800 775,7 -3,0 763,7 -4,5 -1,6
900 878,4 -2,4 863,6 -4,0 -1,7
1000 976,5 -2,4 981,3 -1,9 0,5
5. Resultados e Discusses 90
Tabela 12: Comparao entre mtodos de calibrao do Torqumetro B na segunda faixa.
Torque
Nominal
(N.m)
Torque
sistema direto
(N.m)
AT
SD
(%)
Torque Padro
desenvolvido (N.m)
AT
PD
(%)
Variao entre os
mtodos (%)
200 203,0 1,5 195,3 -2,4 -3,8
300 312,4 4,1 293,9 -2,0 -5,9
400 378,1 -5,5 403,9 1,0 6,8
500 479,0 -4,2 508,6 1,7 6,2
600 581,5 -3,1 621,7 3,6 6,9
700 714,9 2,1 728,2 4,0 1,9
Tabela 13: Comparao entre mtodos de calibrao do Torqumetro C na segunda faixa.
Torque
Nominal
(N.m)
Torque
sistema direto
(N.m)
AT
SD
(%)
Torque Padro
desenvolvido (N.m)
AT
PD
(%)
Variao entre os
mtodos (%)
150 113,9 -24,1 98,4 -34,4 -13,6
200 193,9 -3,1 175,4 -12,3 -9,5
250 272,6 9,0 250,8 0,3 -8,0
300 328,5 9,5 327,7 9,2 -0,2
350 420,8 20,2 406,1 16,0 -3,5
Tabela 14: Comparao entre mtodos de calibrao do Torqumetro D na segunda faixa.
Torque
Nominal
(kgf.m)
Torque
sistema direto
(kgf.m)
AT
SD
(%)
Torque Padro
desenvolvido (kgf.m)
AT
PD
(%)
Variao entre
os mtodos (%)
20
(196,1 N.m)
20,20
(198,1 N.m)
1,0
20,15
(197,6 N.m)
0,7 -0,3
30
(294,2 N.m)
27,24
(267,2 N.m)
-9,2
29,89
(293,1 N.m)
-0,4 9,7
40
(392,3 N.m)
37,17
(364,5)
-7,1
40,11
(393,4 N.m)
0,3 7,9
50
(490,3 N.m)
48,00
(470,7 N.m)
-4,0
50,64
(496,6 N.m)
1,3 5,5
60
(588,4 N.m)
58,72
(575,9 N.m)
-2,1
61,47
(602,8 N.m)
2,4 4,7
70
(686,5 N.m)
70,46
(690,9 N.m)
0,7
72,52
(711,2 N.m)
3,6 2,9
80
(784,5 N.m)
81,91
(803,2 N.m)
2,4
83,55
(819,4 N.m)
4,4 2,0
5. Resultados e Discusses 91
5.2.2 Resultados obtidos na calibrao de torqumetros utilizando a
terceira faixa nominal do padro de torque
Os resultados da comparao entre os dois mtodos de calibrao de torqumetros so
apresentados a seguir. Nas Tabelas 15, 16 e 17 so agrupados os dados referentes aos
torqumetros A, B e D, respectivamente.
Tabela 15: Comparao entre mtodos de calibrao do Torqumetro A na terceira faixa.
Torque
Nominal
(N.m)
Torque
sistema direto
(N.m)
AT
SD
(%)
Torque Padro
desenvolvido (N.m)
AT
PD
(%)
Variao entre os
mtodos (%)
600 577,5 -3,7 574,6 -4,2 -0,5
700 679,5 -2,9 673,1 -3,8 -0,9
800 775,7 -3,0 773,7 -3,3 -0,3
900 878,4 -2,4 873,8 -2,9 -0,5
1000 976,5 -2,4 979,5 -2,0 0,3
Tabela 16: Comparao entre mtodos de calibrao do Torqumetro B na terceira faixa.
Torque
Nominal
(N.m)
Torque
sistema direto
(N.m)
AT
SD
(%)
Torque Padro
desenvolvido (N.m)
AT
PD
(%)
Variao entre os
mtodos (%)
200 203,0 1,5 187,2 -6,4 -7,8
300 312,4 4,1 291,5 -2,8 -6,7
400 378,1 -5,5 390,3 -2,4 3,2
500 479,0 -4,2 499,1 -0,2 4,2
600 581,5 -3,1 601,7 0,3 3,5
700 714,9 2,1 714,0 2,0 -0,1
Tabela 17: Comparao entre mtodos de calibrao do Torqumetro D na terceira faixa.
Torque
Nominal
(kgf.m)
Torque
sistema direto
(kgf.m)
AT
SD
(%)
Torque Padro
desenvolvido (kgf.m)
AT
PD
(%)
Variao entre
os mtodos (%)
20
(196,1 N.m)
20,20
(198,1 N.m)
1,0
19,94
(195,5 N.m)
-0,3 -1,3
30
(294,2 N.m)
27,24
(267,2 N.m)
-9,2
29,79
(292,2 N.m)
-0,7 9,3
40
(392,3 N.m)
37,17
(364,5)
-7,1
39,98
(392,0 N.m)
-0,1 7,5
50
(490,3 N.m)
48,00
(470,7 N.m)
-4,0
50,20
(492,3 N.m)
0,4 4,6
60
(588,4 N.m)
58,72
(575,9 N.m)
-2,1
60,98
(598,0 N.m)
1,6 3,8
70
(686,5 N.m)
70,46
(690,9 N.m)
0,7
71,90
(705,1 N.m)
2,7 2,1
80
(784,5 N.m)
81,91
(803,2 N.m)
2,4
82,96
(813,5 N.m)
3,7 1,3
5. Resultados e Discusses 92
Para a segunda faixa nominal do padro de torque desenvolvido, os resultados do
Torqumetro A foram os que apresentaram menor discrepncia entre os valores de torque obtidos
na calibrao pelo sistema direto e os calculados pelo brao do padro aps sua devida correo.
Com relao aos valores nominais de torque, as maiores convergncias foram observadas nas
calibraes efetuadas no Torqumetro D. A exceo do Torqumetro C, os valores de torque
obtidos pelo padro apresentaram relativa equivalncia aos valores nominais. A elevada
discordncia dos valores de torque obtidos para o Torqumetro C foi detectada nos dois mtodos
de calibrao avaliados, o que comprova tratar-se de um vcio do instrumento, eliminando-se a
hiptese de falhas da metodologia utilizada.
Para a terceira faixa nominal do padro de torque, os ensaios com o Torqumetro A foram os
que apresentaram os resultados mais congruentes entre os mtodos de calibrao. Nesta faixa
tambm ficou constatado que, em relao aos valores nominais de torque, as menores variaes
foram observadas nas calibraes efetuadas no Torqumetro D. Novamente os valores de torque
obtidos pelo padro apresentaram relativa equivalncia aos valores nominais. De maneira geral,
a terceira faixa nominal do calibrador apresentou resultados significativamente melhores que a
segunda.
Apesar de no haver uma perfeita correspondncia com os valores nominais, na maioria dos
casos, os valores de torque obtidos pelo padro desenvolvido revelam maior compatibilidade que
os valores encontrados nas calibraes realizadas pelo sistema direto.
Nas Tabelas 18, 19 e 20 so feitas comparaes entre os valores de torque calculados na
segunda e terceira faixas do padro de torque para os torqumetros A, B e D, respectivamente.
Tabela 18: Comparao entre os resultados de calibrao do torqumetro A na segunda e
terceira faixas.
Torque Nominal
(N.m)
T
2F
: Torque 2
faixa do Padro
desenvolvido (N.m)
T
3F
: Torque 3 faixa
do Padro
desenvolvido (N.m)
AT (%)
600 564,2 574,6 1,8
700 670,6 673,1 0,4
800 763,7 773,7 1,3
900 863,6 873,8 1,2
1000 981,3 979,5 -0,2
5. Resultados e Discusses 93
Tabela 19: Comparao entre os resultados de calibrao do torqumetro B na segunda e
terceira faixas.
Torque Nominal
(N.m)
T
2F
: Torque 2
faixa do Padro
desenvolvido (N.m)
T
3F
: Torque 3 faixa
do Padro
desenvolvido (N.m)
AT (%)
200 195,3 187,2 -4,1
300 293,9 291,5 -0,8
400 403,9 390,3 -3,4
500 508,6 499,1 -1,9
600 621,7 601,7 -3,2
700 728,2 714,0 -2,0
Tabela 20: Comparao entre os resultados de calibrao do torqumetro D na segunda e
terceira faixas.
Torque Nominal
(kgf.m)
T
2F
: Torque 2
faixa do Padro
desenvolvido (N.m)
T
3F
: Torque 3 faixa
do Padro
desenvolvido (N.m)
AT (%)
20
(196,1 N.m)
20,20
(198,1 N.m)
19,94
(195,5 N.m)
-1,0
30
(294,2 N.m)
27,24
(267,2 N.m)
29,79
(292,2 N.m)
-0,3
40
(392,3 N.m)
37,17
(364,5)
39,98
(392,0 N.m)
-0,3
50
(490,3 N.m)
48,00
(470,7 N.m)
50,20
(492,3 N.m)
-0,9
60
(588,4 N.m)
58,72
(575,9 N.m)
60,98
(598,0 N.m)
-0,8
70
(686,5 N.m)
70,46
(690,9 N.m)
71,90
(705,1 N.m)
-0,9
80
(784,5 N.m)
81,91
(803,2 N.m)
82,96
(813,5 N.m)
-0,7
As comparaes entre os valores de torque obtidos pelas duas faixas mostraram que, no
existe uma disperso significativa de valores quando o mesmo torqumetro calibrado nas
diferentes faixas do calibrador de torqumetros, evidenciando a reprodutibilidade do padro.
6. Concluses 94
6. CONCLUSES
Finalizadas todas as etapas de elaborao e aperfeioamento de projeto, construo,
montagem e avaliao do equipamento, o desenvolvimento deste padro de torque apresentou as
vantagens previstas ao possibilitar calibraes de torqumetros nos sentidos horrio e anti-
horrio, atendendo a faixas de torque distintas, com menor tempo de execuo e sem a
necessidade de grandes esforos do operador como na calibrao pelo sistema direto, por
exemplo. Apesar de alguns resultados no terem apresentado o grau de concordncia esperado,
est evidenciado que, com alguns ajustes, o equipamento capaz de atingir o nvel de exatido
proposto e realizar calibraes com os reduzidos valores de incertezas previstos originalmente.
Mesmo insuficientes para ofuscar as grandes vantagens tcnicas impetradas neste projeto, o
padro de torque desenvolvido apresentou determinadas limitaes e alguns resultados no
compatveis com os previstos originalmente nas etapas de concepo do equipamento. A
principal restrio observada foi a impossibilidade de operar nas trs faixas nominais previstas
devido a alterao da configurao de montagem da clula de carga no sistema. A
impossibilidade do posicionamento da clula para a utilizao da primeira faixa nominal
restringiu a calibrao de torqumetros s faixas de 100 N.m a 1000 N.m e de 200 N.m a
2000 N.m, entretanto, as faixas nominais praticveis possibilitam a calibrao de uma vasta srie
de torqumetros, de variados tipos e faixas de indicao, que demandam por este tipo de servio.
A discordncia apresentada entre os valores de torque obtidos nas calibraes pelo sistema
direto e pelo padro de torque resultado da influncia de algumas fontes de erros existentes no
equipamento. Provveis desalinhamentos existentes na montagem do sistema esto entre as
fontes de erros capazes de interferir nos resultados obtidos. Embora realizada com todo
refinamento disponvel, podem ter ocorrido erros de usinagem no compatveis com a construo
de um padro metrolgico. Estes erros podem gerar um comportamento inadequado do sistema,
sobretudo com relao ao posicionamento dos mancais de rolamento, o assentamento dos
rolamentos de rolos de agulha sobre os mancais e sobre os eixos (luvas estriadas) e a conexo
destas luvas com o brao de alavanca.
Outro fator que contribui para justificar os resultados inconsistentes o fato de a fora
exercida na clula de carga ser resultado de um movimento de rotao do brao de alavanca.
Devido a este movimento rotacional, a fora exercida pelo brao de alavanca ao comprimir a
clula no totalmente perpendicular a esta, e sim tangente ao arco que descreve a trajetria do
6. Concluses 95
brao, o que pode originar uma interferncia nos sinais captados pelos extensmetros da clula
ao medir sua deformao, este efeito, conhecido como crosstalk, pode acarretar erros de
indicao na clula de carga. Devido a sua distncia do eixo de giro do brao de alavanca, a
terceira faixa nominal receber menos influncia de crosstalk que a segunda, o que explica a
maior conformidade de seus resultados.
A utilizao de outras alternativas de tecnologia de rolamentos e de mancais e a obteno de
melhor qualidade de usinagem representam iniciativas capazes de melhorar o desempenho do
sistema como um todo e proporcionar importantes acrscimos na eficcia do calibrador de
torqumetros. O redimensionamento de componentes suficiente para permitir o posicionamento
da clula de carga de modo a tornar possvel a utilizao da primeira faixa nominal do
equipamento e atender integralmente as faixas de torqumetros pretendidas.
Para construir integralmente um padro de torque como o apresentado neste trabalho,
incluindo os dispositivos para calibrao do sistema, so necessrios recursos prximos a
US$ 14.000 enquanto que um sistema equivalente que se utiliza de transdutores de torque no
encontrado comercialmente em cotaes inferiores a US$ 30.000.
Comprovou-se, portanto, que o aperfeioamento deste projeto perfeitamente vivel e
recomendvel, uma vez que o padro de torque desenvolvido apresenta grandes vantagens
tcnicas e comerciais, facilidade de operao, versatilidade, eficincia e, mesmo carente de
adequaes, j demonstrou resultados promissores no tocante calibrao de torqumetros e
potencial para satisfazer, de modo pleno, os demais atributos requeridos.
As sugestes para trabalhos futuros resultam da correo dos fatores negativos observados e
anulao das fontes de erros identificadas. Entre as alternativas a serem examinadas, constam a
avaliao do desempenho do sistema com a utilizao de outras opes de clulas de carga,
tecnologias de rolamentos e de mancais, o redimensionamento de componentes de modo a
permitir a fixao da clula de carga em posio que torne possvel a utilizao da primeira faixa
nominal do equipamento e a utilizao de melhor qualidade de usinagem, obtendo componentes
com maior refinamento e controle geomtrico e dimensional mais rigoroso.
Referncias 96
REFERNCIAS
AGUIAR, J. C.; SANTANA, M. A.; DINIZ, A. C. G. C. Comparao entre mtodos de
calibrao de torqumetros baseado nas incertezas de medio. In: CONGRESSO
BRASILEIRO DE METROLOGIA, 3., 2003, Recife. Anais. Recife: Sociedade Brasileira de
Metrologia SBM, 2003. p. 1-2.
AKOTORQUE. TSD 1025 Motorized Rotary Actuador. Disponvel em <http://www.
akotorque.com/html/hc2.html>. Acesso em: 20 junho 2006.
ARAJO, L. P. Construo de Mquinas, 2004, Natal, Notas de Aula, Natal, Universidade
Federal do Rio Grande do Norte, 2004.
BOCHESE, L. G.; BOCHESE, A. Measurement uncertainty in torque calibration. [S.l.:
s.n.]. [2001?].
CAMARGO, C. Expresso do resultado de medio. Revista SINERGIA, So Paulo, v. 5, n.
2, 2004.
CARLSONS. Torqumetros. Disponvel em <http://www.carlsons.com.br/m_novidades_
torque.htm>. Acesso em: 28 setembro 2006.
COUTO, P. R. G.; OLIVEIRA, J. S.; CINELLI, L. R. Algumas consideraes sobre as
metodologias de clculo da estimativa da incerteza de medio no ISO GUM 95. In:
METROSUL, 3., 2002, Curitiba. Anais. Curitiba: Rede Paranaense de Metrologia e Ensaios,
2002. p. 1-2.
CRANE. Digital Torque Wrench - DTW. Disponvel em <http://www.crane-electronics.com/
index.php?option=content&task=view&id=66&Itemid=89>. Acesso em: 11 maio 2006.
DIAS, J. L. M. Medida, normalizao e qualidade: Aspectos da histria da metrologia no
Brasil. Rio de Janeiro: Fundao Getlio Vargas, 1998. 292 p.
Referncias 97
EURACHEM/CITAC. Quantifying uncertainty in analytical measurement. 2 ed. [S.l.],
2000.
EA - EUROPEAN CO-OPERATION FOR ACCREDITACION. EA-4/02: Expression of the
Uncertainty of Measurement in Calibration. [S.l.], 1999.
GEDORE. Catlogo: Torqumetros: uma especialidade Gedore, So Paulo, 2005.
GEDORE. Torqumetros: DREMOMETER-B. Disponvel em <http://www.gedore.com.br/
exibe_produtos_sql.asp?item=650>. Acesso em: 15 maro 2006.
GEDORE. Torqumetros: Torqumetro Tipo T. Disponvel em <http://www.gedore.com.br/
exibe_produtos_sql.asp?item=625>. Acesso em: 15 maro 2006.
GEDORE. Uso correto: Cuidados com os Torqumetros. Disponvel em <http://www.gedore.
com.br/usocorreto.asp#>. Acesso em: 15 maro 2006.
GEDORE.DE. Products: Dremotest. Disponvel em <http://www.gedore.de/en/produkte/
ausgabe.html?pm_id=56815&pcon_list=56833,56692,56696,56815>. Acesso em: 20
setembro 2005.
GONALVES JNIOR, A. A. Metrologia: Parte 1. Florianpolis: Universidade Federal de
Santa Catarina, 2002. 132 p.
INMETRO - INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAO E
QUALIDADE INDUSTRIAL. Curso de metrologia de torque: Calibrao e Normas
Tcnicas. Duque de Caxias: INMETRO/Dimci/Dimel, 2005. 42 p.
INMETRO - INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAO E
QUALIDADE INDUSTRIAL. Sistema internacional de unidades. 8 ed. Rio de Janeiro,
2003. 116 p.
Referncias 98
INMETRO - INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAO E
QUALIDADE INDUSTRIAL. Vocabulrio internacional de termos fundamentais e
gerais de metrologia. 4 ed. Rio de Janeiro, 2005. 75 p.
INSTEMAQ. Produtos: TBN - PR Torqumetro de "quebra" sem escala. Disponvel em
<http://www.instemaq.com.br/pag_detalhe.asp?codp=822>. Acesso em: 17 maro 2006.
INTERTURBINE. Inspection and Calibration Service. Disponvel em <http://www.itlogistics.
de/wDeutsch/services/inspection-and-calibration-service.php?navid=30&PHPSESSID=
7ac1b1977802ea8f53474deb5659d535>. Acesso em: 07 novembro 2005.
IPEM-SP. Instituto de Pesos e Medidas do Estado de So Paulo. Conceitos bsicos sobre
medio. Disponvel em <http://www.ipem.sp.gov.br/5mt/medir.asp?vpro=abe>. Acesso em:
12 julho 2006.
ISO-GUM. Guia para a expresso da incerteza de medio. Rio de Janeiro: ABNT;
Braslia: INMETRO, 2003. 120p.
LINK, W. Metrologia mecnica: Expresso da Incerteza de Medio. 2. ed. So Paulo:
INMETRO IPT Mitutoyo, 1999. 174 p.
LINK, W. Tpicos avanados da metrologia mecnica: Confiabilidade metrolgica e suas
aplicaes. 1. ed. So Paulo: INMETRO IPT Mitutoyo SBM EMIC, 2000. 263 p.
LONGO, W. P. Programa Mobilizador em Metrologia. In: CONFERNCIA NACIONAL DE
CINCIA, TECNOLOGIA E INOVAO 3 CNCTI, 3. 2005, Braslia, Seminrio
preparatrio, Braslia, Centro de Gesto e Estudos Estratgicos, 2005. p. 119.
MACHADO, S. C. et al. Estimativa de clculo de incerteza de edio para o ensaio de
destilao de leo diesel automotivo pelo mtodo ASTM D 86 - 02 com destilador manual.
In: CONGRESSO BRASILEIRO DE METROLOGIA, 3., 2003, Recife. Anais. Recife:
Sociedade Brasileira de Metrologia SBM, 2003. p. 1-2.
Referncias 99
MCT. Ministrio da Cincia e Tecnologia. Metrologia. Disponvel em <http://www.mct.gov.
br/index.php/content/view/7866.html>. Acesso em: 15 julho 2006.
MOSCATI, G. As bases cientficas da metrologia e vice-versa. In: Encontro para a Qualidade
de Laboratrios ENQUALAB, 5., 2005, So Paulo. Anais. So Paulo: Rede Metrolgica do
Estado de So Paulo, 2005. p. 1-4.
MOUNTZ. ETP Torque tester. Disponvel em <http://www.etorque.com/html/etp_torque_
tester.htm>. Acesso em: 11 outubro 2005.
NORBAR. Products: Torque Wrench Loader - TWL1500. Disponvel em <http://www.
norbar.com/products_description.php&category_multid=3&range_multid=95&id=10965>.
Acesso em: 10 outubro 2005.
OLIVEIRA, P. R. C. Metrologia. Disponvel em <http://br.geocities.com/prcoliveira2000/
metrologia.html>. Acesso em: 21 setembro 2006.
OLIVEIRA, R. S.; FREITAS, L. C. C; CRUZ, J. A. P. Interpretao e aplicao das normas
NBR 12240 e ISO 6789 na calibrao de instrumentos de medio de torque. In:
CONGRESSO BRASILEIRO DE METROLOGIA, 3., 2003, Recife. Anais. Recife:
Sociedade Brasileira de Metrologia SBM, 2003. p. 1-2.
PRORE. Settaggio di chiavi dinamometriche. Disponvel em <http://prore.dyndns.biz/pag/
Content.aspx?ViewLink=12>. Acesso em: 10 outubro 2005.
PUC-RIO. Mestrado em metrologia. Disponvel em <http://www.metrologia.ctc.puc-rio.br/
metrologia.html>. Acesso em: 12 julho 2006.
PUSA, A.; SACHS, M. Torque calibration devices from 0,1 Nm up to 20 kNm. In: IMEKO
WORLD CONGRESS, 18., 2006, Rio de Janeiro. Anais. Rio de Janeiro: International
Measurement Confederation, 2006. p. 3.
QUEIROZ, M. A. Metrologia: um retorno muito alm do financeiro. Metrologia &
Instrumentao, So Paulo, ano 4, n. 36, junho/julho 2005.
Referncias
100
REGAZZI, R. D. Capacitao Produtiva E Tecnolgica. Isegnet. Disponvel em
<http://www.isegnet.com.br/3artigo.asp?id=21>. Acesso em: 15 julho 2006.
REGAZZI, R. D. Periodicidade de calibrao e custos envolvidos. Isegnet. Disponvel em
<http://www.isegnet.com.br/3artigo.asp?id=25>. Acesso em: 11 julho 2005.
SAB. Caderninho SAB: As 220 melhores Dicas Certas, So Paulo, 2002.
SANTANA, M. A. Projeto de um Calibrador de Torqumetros para o Laboratrio de
Metrologia Dinmica do ENM. Relatrio de Projeto de Graduao em Engenharia
Mecnica, Universidade de Braslia, Braslia, 2003.
SARAIVA, C. P.; COUTINHO, M. A. O. O que, quando, como e onde calibrar
equipamentos. Metrologia & Instrumentao, So Paulo, ano 5, n. 42, junho/julho 2006.
SCHMID, W. A.; MARTNEZ, R. J. L. Gua para estimar la incertidumbre de la
medicin. 1 ed. Rev. El Marqus: CENAM, 2004.
SKF. Produtos: Rolamentos de rolos de agulhas. Disponvel em < http://www.skf.com/portal/
skf/home/products?paf_dm=shared&maincatalogue=1&lang=pt&newlink=1_5_21>. Acesso
em: 19 fevereiro 2007.
STURTEVANT. Mechanical Loaders. Disponvel em <http://www.srtorque.com/
tmmechload.html>. Acesso em: 10 outubro 2005.
TOHNICHI. Torque Measuring Instruments. Disponvel em <http://www.tohnichi.com/
products3.asp>. Acesso em: 11 outubro 2005.
TORKFORT. Informe Tcnico: O que torque? Disponvel em <http://www.torkfort.
com.br/informe_03. htm>. Acesso em: 20 junho 2005.
TORKFORT. Torqumetro tipo relgio. Disponvel em <http://www.torkfort.com.br/
produto_TRC35.htm>. Acesso em: 16 maro 2006.
Referncias
101
TORKFORT. Torqumetro tipo vareta. Disponvel em <http://www.torkfort.com.br/
produto_TVN60.htm>. Acesso em: 16 maro 2006.
Apndice A Projeto em AutoCAD do calibrador de torqumetros 102
Apndice A Projeto em AutoCAD do calibrador de torqumetros 103
Apndice A Projeto em AutoCAD do calibrador de torqumetros 104
Apndice A Projeto em AutoCAD do calibrador de torqumetros 105
Apndice B Resumo de normas para calibrao de torqumetros 106
Resumo de normas para a calibrao de torqumetros
No estudo da Grandeza Torque, um foco importante a diversidade de instrumentos e
sistemas existentes para a realizao de medies desta grandeza. No mbito da metrologia,
so necessrias a elaborao e adaptao de normas e procedimentos de calibrao para estes
diversos instrumentos, no intuito de prover maior confiabilidade na qualificao destes. Para
tal, a avaliao e classificao apresentadas nas normas devem ser compatveis com as
caractersticas de funcionamento, aplicao final e posio na cadeia de rastreabilidade em
metrologia de torque destes instrumentos (OLIVEIRA, R. et al., 2003).
A seguir, um resumo das principais normas tcnicas referentes calibrao de
torqumetros.
NBR 12240:2000 - Materiais metlicos - Calibrao e classificao
de instrumentos de medio de torque
Descreve o mtodo de calibrao, o clculo dos resultados, a classificao do
instrumento e as informaes a serem colocadas no certificado. A seguir, o resumo do
procedimento recomendado pela Norma para a calibrao de torqumetros.
Ajustar o instrumento de medio de torque em uma posio tal que seja possvel
moviment-lo, por exemplo, giro de 90 entre sries.
Na utilizao de brao de alavanca, deve-se garantir o alinhamento no eixo axial.
Em calibrao com transdutores de referncia, o alinhamento entre os eixos axiais dos
instrumentos deve ser garantido a fim de evitar mais de um eixo de trabalho.
Em calibraes por peso-morto, deve-se garantir que o eixo axial do brao est o mais
aproximado possvel da posio horizontal. Se isto no for verificado, o comprimento
estabelecido para a aplicao de torque por massas no estar sendo respeitado, o que acarreta
falhas no clculo.
Se o instrumento de medio de torque for eltrico, conectar o transdutor e demais
componentes, devidamente identificados, usando os cabos associados. Esperar o aquecimento
e estabilizao do circuito por um perodo previsto pelo fabricante ou, na falta de um manual,
esperar por 15 minutos.
Apndice B Resumo de normas para calibrao de torqumetros 107
Fazer a medio da temperatura ambiente o mais prximo possvel do sistema. As
leituras devem ser registradas no inicio e no final das sries. A faixa de temperatura para
calibrao de 18C a 28C, no devendo a temperatura variar mais de 1C.
Fazer verificaes e possveis ajustes no dispositivo indicador do torque, segundo o
manual do fabricante. Selecionar a unidade de medio (N.m, divises, V, mV/V, etc.).
Antes de qualquer calibrao, aplicar ao instrumento, j devidamente conectado, uma
fora adicional de valor entre 8% e 12% acima do torque mximo do instrumento por trs
vezes. Manter esta fora por 1,5 minutos.
Registrar as leituras em torque zero antes de cada srie, esperando no menos de 30
segundos aps remoo do ltimo torque aplicado.
Antes e depois da primeira das trs foras adicionais, ignorar a mudana da leitura do
indicador em zero. Aps esta, expressar a mxima variao da leitura do indicador em zero
produzida pela aplicao das duas foras adicionais como percentual das mdias das leituras
indicadas, obtida a partir de trs aplicaes do torque mximo do instrumento. Este valor deve
ser comparado aos da coluna erro relativo de zero na tabela final de classificao da Norma,
servindo, portanto como item pr-classificatrio.
Aps estes procedimentos preliminares, aplicar uma fora adicional no instrumento de
medio de torque com o torque mximo no sentido de aplicao de fora apropriado.
Realizar a calibrao em no mnimo cinco pontos cobrindo a faixa de 20% a 100% em
intervalos aproximadamente espaados.
Independente do sentido de calibrao, crescente ou decrescente, os pontos devem ser os
mesmos.
A Norma cita que a calibrao abaixo de 20%, nos pontos de 10%, 5% e 2% da faixa
nominal, pode ser realizada desde que a nova faixa determinada respeite o limite mnimo de
calibrao para a faixa.
Aps remoo da fora adicional do Torque mximo, tarar a leitura para zero, se
possvel, e registrar a leitura.
Aplicar duas sries de medio de torques crescentes, seguidas por torques decrescentes,
se apropriado, no sentido horrio ou anti-horrio, como requerido para o instrumento.
Apndice B Resumo de normas para calibrao de torqumetros 108
Aps a segunda srie e das leituras devidamente registradas, desmontar e remontar o
instrumento de medio de torque obedecendo aos alinhamentos e conexes j explicados
anteriormente.
Aplicar um carregamento de torque mximo do instrumento e ento aplicar a ultima srie
de medies.
Se a calibrao do instrumento for solicitada nos sentidos horrio e anti-horrio, realizar
primeiro as trs sries de sentido horrio, e depois as trs de sentido anti-horrio.
As leituras para cada aplicao de torque devem ser feitas aps 30 s de estabilizao de
todo o equipamento e montagem.
As leituras de torque zero devem ser registradas antes e depois de cada srie de medio.
Obedecer ao perodo de 30 s, a contar a partir da remoo do torque, para a realizao desta
leitura.
Antes de cada srie de medio o indicador poder ser tarado.
A Norma no cita nada sobre a velocidade de aplicao dos torques, apenas diz que isto
deve ser feito da maneira mais uniforme possvel de uma srie para outra, conservando um
comportamento comum para os pontos.
A NBR 12240:2000 tambm estabelece os parmetros para a classificao de
torqumetros como visto na seqncia.
Os valores para mxima incerteza admissvel dos torques calibrados, para a determinao
das diferentes classificaes do instrumento, no devem exceder os seguintes valores da
Tabela A1.
Tabela A1: Incerteza da calibrao de torque.
Incerteza mxima admissvel
na calibrao de torque*
%
Classe do instrumento
de medio
0,02 0,1
0,04 0,2
0,10 0,5
0,20 1,0
0,40 2,0
1,00 5,0
* Usando um fator de abrangncia de k=2 para um nvel de confiana de aproximadamente 95%
Apndice B Resumo de normas para calibrao de torqumetros 109
Todas as grandezas utilizadas, tais como massa, comprimento, acelerao, temperatura,
etc., devem ter rastreabilidade a padres nacionais ou internacionais.
Embora tambm esta seja considerada pela Norma como pr-classificao, importante
lembrar que, para o levantamento da incerteza, alm dos erros sistemticos, o erro de
disperso (desvio padro) tambm deve ser considerado. A Norma no determina a incerteza
mxima do padro para cada classe.
Uma classificao preliminar deve ocorrer levando em considerao o erro de zero
encontrado na aplicao das foras adicionais. Os valores de referncia para esta pr-
classificao esto na coluna erro mximo relativo de zero da tabela de classificao final
da Norma.
Os valores dos erros de cada torque aplicado, calculados para cada parmetro
classificado, no devem exceder os valores determinados na tabela de classificao final.
A classificao cessar na aplicao do primeiro torque onde o limite para a classificao
pr-estabelecida for excedido.
A mnima faixa de medio para uma classificao deve ser de 20% a 100% do torque
mximo.
Se estiver em conformidade com os itens anteriores, em relao a todos os parmetros
selecionados para os quais a classificao est sendo solicitada, a classificao deve ento ser
julgada satisfatria. Caso contrrio, uma classe inferior, que se ajuste aos parmetros da
calibrao deve ser encontrada.
Se forem aplicados torques abaixo de 20% do torque mximo, e os parmetros calculados
para estes pontos atenderem aos itens anteriores, a faixa de medio de classificao pode ser
estendida e mantida.
Se for necessrio que a faixa seja estendida, e os pontos inferiores no atendem a
classificao da faixa anterior, a nova classificao para toda a faixa atender os parmetros
de uma classe inferior que se ajuste aos pontos onde a faixa foi estendida.
A Norma no diz como qualificar um instrumento que no atenda nenhuma das classes.
adequado, nesta situao, identificar o instrumento como Sem classe na faixa
correspondente.
A Tabela A2 uma reproduo da tabela de classificao final da NBR 12240:2000.
Apndice B Resumo de normas para calibrao de torqumetros 110
Tabela A2: Critrio para classificao dos instrumentos de medio de torque.
Erro mximo admissvel do instrumento de medio de torque (%)
Classe
Erro relativo de
repetitividade
R
1
Erro relativo de
reprodutibilidade
R
2
Erro relativo de
interpolao
E
it
Erro
relativo
de zero
E
Z
Erro relativo de
reversibilidade
E
h
Erro relativo
de indicao
E
i
0,1 0,05 0,10 0,05 0,02 0,125 0,05
0,2 0,10 0,20 0,10 0,04 0,250 0,10
0,5 0,25 0,50 0,25 0,10 0,625 0,25
1,0 0,50 1,00 0,50 0,20 1,250 0,50
2,0 1,00 2,00 1,00 0,40 2,500 1,00
5,0 2,50 5,00 2,50 1,00 6,250 2,50
ISO 6789:2003 - Ferramentas para roscas e parafusos
Torqumetros Exigncias e mtodos de teste para teste de
conformidade de projeto, qualidade e procedimento de calibrao.
Especifica as exigncias e descreve os mtodos de teste de torqumetros. No existe para
esta Norma uma traduo oficial ou uma norma equivalente em portugus.
A ISO 6789:2003 estabelece uma pr-classificao do torqumetro com a funo
apenas de dividi-los em grupos, de acordo com seu princpio de funcionamento, e no de
qualific-los, como se segue.
Tipo I: Torqumetros de indicao
Classe A: Chave com barra de toro ou flexo,
Classe B: Chave com carcaa fixa com escala ou relgio indicador;
Classe C: Chave com carcaa fixa e medio eletrnica;
Classe D: Chave axial, com escala ou relgio indicador;
Classe E: Chave axial e medio eletrnica.
16.2. Tipo II: Torqumetros com limitador de torque
Classe A: Chave ajustvel com escala;
Classe B: Chave para ajuste fixo;
Classe C: Chave ajustvel, sem escala;
Classe D: Chave axial, ajustvel com escala;
Classe E: Chave axial, para ajuste fixo;
Apndice B Resumo de normas para calibrao de torqumetros 111
Classe F: Chave axial, ajustvel sem escala;
Classe G: Chave com barra de toro ajustvel com escala.
O mximo desvio entre o valor lido no instrumento e o valor simultneo lido no padro
para torqumetros do tipo I :
Classes A e D: 6%
Classes B, C e E: 6% (s10 N.m)
4% (>10 N.m)
Com relao aos torqumetros tipo II, o mximo desvio entre o valor ajustado no
torqumetro (Classe A, D e G) ou o valor nominal (Classes B e E) e o valor indicado no
padro ser:
Classes A e B: 6% (s10 N.m)
4% (>10 N.m)
Classes D, E e G: 6%
Para as classes C e F, o valor de torque nominal ser dado pela mdia de 10 leituras:
Classes C: 6% (s10 N.m)
4% (>10 N.m)
Classes F: 6%
Os requisitos e testes, de acordo com esta Norma internacional, se aplicam a uma faixa
de medio fixa que cobre de 20% at 100% do torque mximo do torqumetro.
A ISO 6789:2003 estabelece ainda que todos os torqumetros a serem testados devam ser
solicitados uma vez em cada direo de operao a um valor de 125% do torque mximo (ou
do torque nominal, para torqumetros tipo II classes B e E). Isto no se aplica a torqumetros
limitadores de torque. Aps este teste o torqumetro deve apresentar resultados ainda dentro
da faixa especificada e no apresentar nenhuma avaria.
A norma determina que todo torqumetro a ser testado deva sofrer carregamentos a sua
mxima capacidade (ou do torque nominal, para torqumetros tipo II classes B e E) num total
de 5000 ciclos em cada direo de operao, numa razo entre 10 e 20 ciclos por minuto.
Aps este teste o torqumetro deve apresentar resultados ainda dentro da faixa especificada
no apresentar nenhuma avaria.
Apndice B Resumo de normas para calibrao de torqumetros 112
A Norma discorre tambm sobre a recalibrao do instrumento, onde define que o
procedimento ser o mesmo da calibrao e que o intervalo entre estas recalibraes ser
conforme pr-estabelecido em procedimento de manuteno e qualidade de instrumentos do
prprio usurio. No entanto, na falta deste procedimento, sugere uma recalibrao em
intervalos de 12 meses, ou aproximadamente 5000 ciclos de uso do instrumento, ou aps uma
sobrecarga, reparo ou uso incorreto.
A ISO 6789:2003 sugere o seguinte procedimento para calibrao de torqumetros, aqui
transcrito de maneira resumida.
A temperatura, aps estabilizao dos instrumentos, deve estar entre 18C e 28C 1C,
com umidade relativa mxima de 90%, e deve ser documentada.
Para torqumetros tipo I com escala, a leitura deve ser feita perpendicularmente ao
mostrador. Para torqumetros tipo I, antes da calibrao, deve ser aplicada uma pr-carga.
Para torqumetros de ajuste, cinco carregamentos sem registro das medies devem ser
realizados na direo de operao na capacidade mxima ou no torque nominal.
Os torqumetros devem ser carregados no equipamento de teste (padro) com foras
incrementais at indicarem o valor do torque calibrado ou at desarmarem. O incremento de
fora acima de 80% do valor do torque que est sendo calibrado deve ser aplicado lentamente
durante um perodo de 0,5 at 4 segundos, de acordo com o valor de torque, ao menos que
venha especificado, de alguma forma, pelo fabricante do instrumento.
Se para torqumetros do tipo I o carregamento foi realizado acima do torque a ser
medido, a calibrao deve recomear. Torqumetros do tipo II devem ser ajustados para o
respectivo valor de calibrao, comeando de um valor mais baixo.
Os pontos da faixa de medio a serem testados sero os de 20%, 60% e 100% do valor
de torque mximo. Se o valor de 20% no est marcado na escala, o prximo valor abaixo
deste deve ser adotado como primeiro ponto de calibrao.
Para torqumetros tipo II, classes B e E, o ponto de calibrao ser o valor nominal de
torque do instrumento.
O nmero de carregamentos para cada classe de torqumetros est identificado a seguir:
Apndice B Resumo de normas para calibrao de torqumetros 113
Tipo I, todas as classes: 5 vezes sucessivas em cada ponto de medio;
Tipo II, classes A, D e G: 5 vezes sucessivas em cada ponto de medio;
Tipo II, classes B e E: 5 vezes sucessivas no valor nominal;
Tipo II, classes C e F: 10 vezes sucessivas em cada ponto de medio.
EA-10/14 - Calibrao de dispositivos de medio de torque
Este guia traz os procedimentos de calibrao e classificao final do instrumento.
Metodologia muito parecida com a Norma NBR 12240:2000, porm com alguns conceitos
tericos e exemplo de modelo para clculo da incerteza de medio. Traz ainda um exemplo
de calibrao e expresso dos resultados (INMETRO, 2005a).
Documentos DIN e DKD
Normas e documentos elaborados pelo DKD (rgo alemo para normalizao) e pela
DIN onde so descritos procedimentos de calibrao aplicveis de acordo com o propsito de
uso do equipamento:
DIN 51309: Calibrao esttica de transdutores de torque de referncia (sem
alavancas):
DKD-R 3-7: Calibrao esttica de torqumetros de referncia;
DKD-R 3-8: Calibrao esttica de sistemas calibradores de referncia
(INMETRO, 2005a).
ISO 336, ISO 1703, ISO 1711, ISO 1174
So normas dedicadas identificao e orientao de utilizao para objetos adjacentes
s montagens de calibrao, utilizao de torqumetros, fabricao de soquetes, e outras
ferramentas que tenham no torque seu princpio de funcionamento (INMETRO, 2005a).
Apndice C Procedimento para calibrao de clulas de carga utilizando Spider8 e catmanEasy 114
Procedimento para calibrao de clulas de carga utilizando o
sistema de aquisio de dados Spider8 e software catmanEasy
OBJETIVO: Relatar passo a passo o procedimento necessrio calibrao de transdutores de
fora por meio do sistema de aquisio de dados Spider8 e software catmanEasy, produzidos
pela empresa alem HBM.
INICIAR O PROGRAMA
Uma vez instalado o software catmanEasy no computador, iniciar o programa dando
um duplo clique no cone catmanEasy (English) localizado na rea de trabalho ou
clicando no Menu Iniciar do Windows, clicar em Todos os programas, em seguida
clicar em HBM e na seqncia em catmanEasy (English) e finalmente em
catmanEasy.
TELA INICIAL DO PROGRAMA
Ao se pressionar o boto Scan options, abre a janela Configure device scan, na
opo Ports to scan habilitar apenas a porta de impressora Printer port (LPT1). Ainda
em Configure device scan, se a aquisio de dados for feita a taxas superiores a 600 Hz
(como no caso de ensaios de impacto, por exemplo), selecionar o modo Byte-Mode na
opo Spider8 operating mode for printer port, para taxas inferiores a 600 Hz, utilizar
Nibble-Mode.
INICIAR NOVO PROJETO
Com os sensores conectados ao Spider8 e este ligado e conectado ao computador,
clicar no boto New DAQ project. Aparecer a tela Channel settings.
Apndice C Procedimento para calibrao de clulas de carga utilizando Spider8 e catmanEasy 115
DEFINIR E CONFIGURAR SENSORES
Para escolher o sensor a ser utilizado, clicar com o boto direito do mouse sobre a linha
correspondente ao canal do Spider ao qual o sensor est conectado e escolher a opo:
Sensor - Sensor list.... No canto direito da tela aparecer a lista de sensores, onde na
parte superior aparecem os grupos de sensores e na inferior os tipos de sensores existentes em
cada grupo. Para a utilizao de clula de carga como sensor, escolher o grupo Strain gage
transducers e a opo SG fullbridge sensor. Obs: Se a clula de carga for fabricada pela
HBM, escolher o grupo HBM transducers e, neste, o subgrupo que o transdutor mais se
adequar, Force transducers para clulas de carga, por exemplo.
Identificado o sensor, deve-se escolh-lo com um duplo clique do mouse sobre ele ou
arrastando e soltando sobre a coluna Sensor da planilha Channel settings, de acordo
com o canal do Spider ao qual est conectado.
Pode-se renomear o canal com um duplo clique na coluna Channel name ou
clicando com o boto direito do mouse e escolhendo a opo Rename.
Para calibrar o sensor, clicar com o boto direito sobre a linha correspondente ao canal
em que est conectado e escolher a opo: Sensor - Sensor adaptation. Na opo Set
1st point of input characteristics, digitar a unidade desejada (kg, kgf, N) no segundo
campo de Physical value, feito isso, deve-se garantir que, com exceo de suportes e/ou
acessrios cujos valores no sero considerados nos ensaios, nenhuma carga est agindo sobre
a clula e efetuar a leitura do zero clicando em Measure. Agora, na opo Set 2nd point
of input characteristics deve-se digitar o valor da sensibilidade da clula em mV/V no
campo Eletrical value e em seguida o valor do fundo de escala da clula no campo
Physical value. Finalmente, digita-se o valor do fundo de escala da clula no campo
Physical range e clica-se no boto OK. Esta operao tambm pode ser executada com
o registro da aplicao de duas foras conhecidas, onde a primeira carga aplicada, clica-se
em Measure para obter o valor do sinal eltrico correspondente e digita-se o valor
conhecido da fora em Physical value, este processo deve ser repetido para a definio do
segundo ponto calibrado. Digita-se o valor do fundo de escala da clula no campo Physical
range e clica-se no boto OK.
Salvar o projeto clicando em File e depois em Save DAQ Project na barra de
ferramentas principal do catmanEasy.
Apndice C Procedimento para calibrao de clulas de carga utilizando Spider8 e catmanEasy 116
Para fazer a leitura atual da clula deve-se dar um duplo clique na coluna Status/Reading
ou habilitar a funo Live signal display on/off clicando no oitavo boto da barra de
ferramentas da planilha Channel settings.
CONFIGURAR A AQUISIO DE DADOS
Clicar em Configure DAQ jobs localizado logo acima da planiha Channel settings. Na
aba General, escolher a freqncia de aquisio de dados em Sample rates. Escolhe-se
a freqncia mais adequada para os ensaios a serem realizados. Recomenda-se utilizar 1200
Hz para ensaios de impacto e 50 Hz para os demais casos. Ainda em General, habilitar a
opo Automatic zero balancing em DAQ start. Em Data storage escolhe-se o tipo
de coleta de dados na opo Storage mode. Para uma medio contnua, deve-se optar por
Keep all data, e, no caso de uma medio pontual selecionar a opo Manual control.
Na aba Channel activation desativar os canais que no esto sendo utilizados clicando
sobre eles na primeira coluna, alterando-os de Active para Inactive.
Confirmar as alteraes clicando em Accept settings.
ZERANDO OS CANAIS
Para zerar os canais utilizados, habilitar a funo Live signal display on/off, clicar
sobre o canal desejado e, em seguida, clicar no boto zero selected channels, localizado na
barra de ferramentas da planilha Channel settings.
AQUISIO DE DADOS
Clicar em Visualization na barra de ferramentas principal do catmanEasy e escolher uma
opo como New digital indicator ou New real-time graph, por exemplo.
Para uma medio contnua, aps tudo preparado para o incio do ensaio, clicar em Start
DAQ job localizado ao lado da planiha Configure DAQ jobs para iniciar a aquisio de
dados. Para uma medio pontual, ao clicar em Start DAQ job, abrir a janela Manual
store control, para capturar o ponto desejado, clicar no boto single point storage
Apndice C Procedimento para calibrao de clulas de carga utilizando Spider8 e catmanEasy 117
localizado nesta janela, o ponto registrado e a leitura continua sendo feita para que novos
pontos possam ou no ser armazenados.
Ao final do ensaio, clicar em Stop DAQ job. Abrir a janela Data storage e, caso os
resultados do ensaio tenham sido satisfatrios, salvar os dados clicando em Store data
now.
VISUALIZAO DOS DADOS ADQUIRIDOS
Clicar em Analyze data, localizado ao lado de Stop DAQ. Abrir a janela Analyze
data, clicar em OK.
Aparecer uma nova tela e a janela Test explorer. Clicar em Visualization na barra de
ferramentas principal do catmanEasy e escolher a opo New post-process graph.
Arrastar o canal utilizado no ensaio da janela Test explorer para o eixo Y do grfico.
EXPORTAR OS DADOS ADQUIRIDOS PARA O EXCEL
Clicar em Export tests na barra de ferramentas da janela Test explorer (quarto boto,
cujo cone o desenho de um disquete). Arrastar somente o canal utilizado para a coluna da
direita, apagando os demais existentes nesta coluna.
Na opo File format escolher MS Excel (max. 65535 values per channel) e clicar no
boto Export....
OBSERVAES
Durante a aquisio de dados, aparece a indicao Real-time lag = 0 s no canto inferior
direito. Este o tempo de defasagem entre a aquisio de dados do Spider e a transferncia de
dados para o computador. Se este tempo aumentar, pode haver interrupo da medio com
uma mensagem Buffer overflow, significando que o computador est muito lento e no
consegue acompanhar a medio do Spider8.
Apndice D Algumas definies do Vocabulrio Internacional de Metrologia VIM 118
AJUSTE (DE UM INSTRUMENTO DE MEDIO): Operao destinada a fazer com que
um instrumento de medio tenha desempenho compatvel com o seu uso.
AMPLITUDE DA FAIXA NOMINAL: Diferena, em mdulo, entre os dois limites de uma
faixa nominal.
CALIBRAO: Conjunto de operaes que estabelece, sob condies especificadas, a
relao entre os valores indicados por um instrumento de medio ou sistema de medio ou
valores representados por uma medida materializada ou um material de referncia, e os
valores correspondentes das grandezas estabelecidos por padres.
CLASSE DE EXATIDO: Classe de instrumentos de medio que satisfazem a certas
exigncias metrolgicas destinadas a conservar os erros dentro de limites especificados.
CONSTANTE DE UM INSTRUMENTO: Fator pelo qual a indicao direta de um
instrumento de medio deve ser multiplicada para obter-se o valor indicado do mensurando
ou de uma grandeza utilizada no clculo do valor do mensurando.
DIVISO DE ESCALA: Parte de uma escala compreendida entre duas marcas sucessivas
quaisquer.
ERRO (DE MEDIO): Resultado de uma medio menos o valor verdadeiro do
mensurando.
ERRO (DE INDICAO) DE UM INSTRUMENTO DE MEDIO: Indicao de um
instrumento de medio menos um valor verdadeiro da grandeza de entrada correspondente.
ESCALA (DE UM INSTRUMENTO DE MEDIO): Conjunto ordenado de marcas,
associado a qualquer numerao, que faz parte de um dispositivo mostrador de um
instrumento de medio.
ESTABILIDADE: Aptido de um instrumento de medio em conservar constantes suas
caractersticas metrolgicas ao longo do tempo.
Apndice D Algumas definies do Vocabulrio Internacional de Metrologia VIM 119
EXATIDO DE UM INSTRUMENTO DE MEDIO: Aptido de um instrumento de
medio para dar respostas prximas a um valor verdadeiro.
EXATIDO DE MEDIO: Grau de concordncia entre o resultado de uma medio e um
valor verdadeiro do mensurando.
FAIXA DE INDICAO: Conjunto de valores limitados pelas indicaes extremas.
FAIXA DE MEDI O: Conjunto de valores de um mensurando para o qual se admite que o
erro de um instrumento de medio mantm-se dentro dos limites especificados.
FAIXA NOMINAL: Faixa de indicao que se pode obter em uma posio especfica dos
controles de um instrumento de medio.
GRANDEZA: Atributo de um fenmeno, corpo ou substncia que pode ser qualitativamente
distinguido e quantitativamente determinado.
INCERTEZA DE MEDIO: Parmetro, associado ao resultado de uma medio, que
caracteriza a disperso dos valores que podem ser fundamentadamente atribudos a um
mensurando.
INDICAO (DE UM INSTRUMENTO DE MEDIO): Valor de uma grandeza fornecido
por um instrumento de medio
INSTRUMENTO DE MEDIO: Dispositivo utilizado para uma medio, sozinho ou em
conjunto com dispositivo(s) complementar(es).
MEDIO: Conjunto de operaes que tem por objetivo determinar um valor de uma
grandeza.
MENSURANDO: Objeto da medio. Grandeza especfica submetida medio.
MTODO DE MEDIO: Seqncia lgica de operaes, descritas genericamente, usadas
na execuo das medies.
Apndice D Algumas definies do Vocabulrio Internacional de Metrologia VIM 120
METROLOGIA: Cincia da medio
PADRO: Medida materializada, instrumento de medio, material de referncia ou sistema
de medio destinado a definir, realizar, conservar ou reproduzir uma unidade ou um ou mais
valores de uma grandeza para servir como referncia.
PRINCPIO DE MEDIO: Base cientfica de uma medio.
PROCEDIMENTO DE MEDIO: Conjunto de operaes, descritas especificamente,
usadas na execuo de medies particulares, de acordo com um dado mtodo.
RASTREABILIDADE: Propriedade do resultado de uma medio ou do valor de um padro
estar relacionado a referncias estabelecidas, geralmente a padres nacionais ou
internacionais, atravs de uma cadeia contnua de comparaes, todas tendo incertezas
estabelecidas.
REPETITIVIDADE (DE RESULTADOS DE MEDIES): Grau de concordncia entre os
resultados de medies sucessivas de um mesmo mensurando efetuadas sob as mesmas
condies de medio.
REPETITIVIDADE (DE UM INSTRUMENTO DE MEDIO): Aptido de um instrumento
de medio em fornecer indicaes muito prximas, em repetidas aplicaes do mesmo
mensurando, sob as mesmas condies de medio.
REPRODUTIBILIDADE (DOS RESULTADOS DE MEDIO): Grau de concordncia
entre os resultados das medies de um mesmo mensurando efetuadas sob condies variadas
de medio.
RESULTADO DE UMA MEDIO: Valor atribudo a um mensurando obtido por medio.
SENSIBILIDADE: Variao da resposta de um instrumento de medio dividida pela
correspondente variao do estmulo.
Apndice D Algumas definies do Vocabulrio Internacional de Metrologia VIM 121
SENSOR: Elemento de um instrumento de medio ou de uma cadeia de medio que
diretamente afetado pelo mensurando.
SISTEMA DE MEDIO: Conjunto completo de instrumentos de medio e outros
equipamentos acoplados para executar uma medio especfica.
SISTEMA DE UNIDADES (DE MEDIDA): Conjunto das unidades de base e unidades
derivadas, definido de acordo com regras especficas, para um dado sistema de grandezas.
SISTEMA INTERNACIONAL DE UNIDADES - SI: Sistema coerente de unidades adotado
e recomendado pela Conferncia Geral de Pesos e Medidas (CGPM).
TEMPO DE RESPOSTA: Intervalo de tempo entre o instante em que um estmulo
submetido a uma variao brusca e o instante em que a resposta atinge e permanece dentro de
limites especificados em torno do seu valor final estvel.
TENDNCIA (DE UM INSTRUMENTO DE MEDIO): Erro sistemtico da indicao de
um instrumento de medio.
UNIDADE (DE MEDIDA): Grandeza especfica, definida e adotada por conveno, com a
qual outras grandezas de mesma natureza so comparadas para expressar suas magnitudes em
relao quela grandeza.
VALOR (DE UMA GRANDEZA): Expresso quantitativa de uma grandeza especfica,
geralmente sob a forma de uma unidade de medida multiplicada por um nmero.
VALOR DE UMA DIVISO: Diferena entre os valores da escala correspondentes a duas
marcas sucessivas.
VALOR NOMINAL: Valor arredondado ou aproximado de uma caracterstica de um
instrumento de medio que auxilia na sua utilizao.
VALOR VERDADEIRO (DE UMA GRANDEZA): Valor consistente com a definio de
uma dada grandeza especfica.
Apndice D Algumas definies do Vocabulrio Internacional de Metrologia VIM 122
VALOR VERDADEIRO CONVENCIONAL (DE UMA GRANDEZA): Valor atribudo a
uma grandeza especfica e aceito, s vezes por conveno, como tendo uma incerteza
apropriada para uma dada finalidade.
Você também pode gostar
- Incertezas Na Medição Por Coordenadas Com Ênfase Na Contribuição Da Forma Da Peça E Da Estratégia de MediçãoDocumento101 páginasIncertezas Na Medição Por Coordenadas Com Ênfase Na Contribuição Da Forma Da Peça E Da Estratégia de MediçãoVitor StorckAinda não há avaliações
- Aguiar Adriana MestradoDocumento154 páginasAguiar Adriana MestradoNatan BastosAinda não há avaliações
- Caracterização Do Nitinol PDFDocumento125 páginasCaracterização Do Nitinol PDFVivian Maria MariniAinda não há avaliações
- KlaubergDocumento118 páginasKlaubergRobson RechAinda não há avaliações
- Usinagem VND D2 TemperadoDocumento111 páginasUsinagem VND D2 TemperadoIBRAinda não há avaliações
- Brita PavaimentoDocumento168 páginasBrita PavaimentoJoãoAinda não há avaliações
- Aplicação Do Ultra-Som Na Estimativa Da Profundidade de Fendas Superficiais e Na Avaliação Da Eficácia de Injeções em Elementos de Concreto ArmadoDocumento200 páginasAplicação Do Ultra-Som Na Estimativa Da Profundidade de Fendas Superficiais e Na Avaliação Da Eficácia de Injeções em Elementos de Concreto ArmadoCaio E Laís SAinda não há avaliações
- Filtros CircularímetroDocumento163 páginasFiltros CircularímetroJônatas MedeirosAinda não há avaliações
- TCC - Marina GuesseDocumento102 páginasTCC - Marina GuesseJohn Lopes Jr.Ainda não há avaliações
- ANÁLISE DE PROPRIEDADES MECÂNICAS DO CONCRETO DETERIORADO Pelo SULFATODocumento246 páginasANÁLISE DE PROPRIEDADES MECÂNICAS DO CONCRETO DETERIORADO Pelo SULFATOFernando PilatiAinda não há avaliações
- UntitledDocumento86 páginasUntitledCamila SantosAinda não há avaliações
- Avaliação Da Eficiência Da Lixiviação de Metais Preciosos Das Placas de Circuito Impreso Com Utilização de Lixiviantes Alternativo Ao CianetoDocumento0 páginaAvaliação Da Eficiência Da Lixiviação de Metais Preciosos Das Placas de Circuito Impreso Com Utilização de Lixiviantes Alternativo Ao CianetostudwesleyAinda não há avaliações
- Irregularidade de PavimentoDocumento272 páginasIrregularidade de PavimentoAlê Fabiano Cavalcante100% (1)
- Laser Scanning PDFDocumento98 páginasLaser Scanning PDFnormuchAinda não há avaliações
- 225982Documento144 páginas225982PessoalAinda não há avaliações
- Nanotecnologia Aplicada Ao Concreto: Efeito Da Mistura Física de Nanotubos de Carbono em Matrizes de Cimento PortlandDocumento147 páginasNanotecnologia Aplicada Ao Concreto: Efeito Da Mistura Física de Nanotubos de Carbono em Matrizes de Cimento PortlandeupasseiAinda não há avaliações
- Parametros Dosagem ConcretoDocumento145 páginasParametros Dosagem ConcretodarcileyAinda não há avaliações
- TCC2011 CristianoRossiDocumento77 páginasTCC2011 CristianoRossixongassilvaAinda não há avaliações
- Estudo Do Desenvolvimento de Um Guindaste Com Lança Retrátil e Seleção de Seus Mecanismos - Bruno Alves e Igor MarcondeDocumento128 páginasEstudo Do Desenvolvimento de Um Guindaste Com Lança Retrátil e Seleção de Seus Mecanismos - Bruno Alves e Igor MarcondeStefanny Santos DiasAinda não há avaliações
- Estratificacao Solos CamadasDocumento175 páginasEstratificacao Solos CamadasAnonymous JDWNC4ZDMUAinda não há avaliações
- Estudo Do Comportamento de Materiais Compósitos Fibrosos para Aplicação Como Reforço de Base de Fundações SuperficiaisDocumento248 páginasEstudo Do Comportamento de Materiais Compósitos Fibrosos para Aplicação Como Reforço de Base de Fundações SuperficiaisMarcel NogueiraAinda não há avaliações
- Rosa - Perdas Na Construção Civil Diretrizes PDFDocumento161 páginasRosa - Perdas Na Construção Civil Diretrizes PDFMarciano TonattoAinda não há avaliações
- Meu TCC UFES 2004Documento78 páginasMeu TCC UFES 2004Giselle PatriciaAinda não há avaliações
- Disseratação Furadeira PDFDocumento181 páginasDisseratação Furadeira PDFIdalina CaraçaAinda não há avaliações
- Análise Ergonômica Do Armador - Construção CivilDocumento150 páginasAnálise Ergonômica Do Armador - Construção CivilGilberto Oliveira de AraújoAinda não há avaliações
- Desempenho Térmico e Lumínico de Edificação Pública Sob A Ótica Do RTQ-C em Cuiabá, MTDocumento184 páginasDesempenho Térmico e Lumínico de Edificação Pública Sob A Ótica Do RTQ-C em Cuiabá, MTNadine LessaAinda não há avaliações
- Tese de Mestrado Na Logistica Do Canteiro de Obras PDFDocumento162 páginasTese de Mestrado Na Logistica Do Canteiro de Obras PDFJuliana CastroAinda não há avaliações
- Dureza NaceDocumento85 páginasDureza NaceMadirley PimentaAinda não há avaliações
- Atenuação de Ruído de Impacto em Pisos de Edificações de Pavimentos MultiplosDocumento156 páginasAtenuação de Ruído de Impacto em Pisos de Edificações de Pavimentos MultiplosMarcelo PalhariniAinda não há avaliações
- Deformacao Lenta - Dissertacao - CassioDocumento162 páginasDeformacao Lenta - Dissertacao - CassioLuis Guilherme FloresAinda não há avaliações
- 2003DO AndreaPAReis PDFDocumento355 páginas2003DO AndreaPAReis PDFLuciana Paes de BarrosAinda não há avaliações
- Utilização de Solo-Cimento em Estacas Apiloadas para Obras de Pequeno Porte Antonio Anderson Da Silva Segantini.Documento114 páginasUtilização de Solo-Cimento em Estacas Apiloadas para Obras de Pequeno Porte Antonio Anderson Da Silva Segantini.Patrick WallaceAinda não há avaliações
- Tese MiltonDocumento169 páginasTese MiltoncircuitAinda não há avaliações
- PFFranco CompressedDocumento123 páginasPFFranco CompressedFlávio RamosAinda não há avaliações
- Bianca de Oliveira Lobo - Método de Previsão de Capacidade de Carga de EstacasDocumento139 páginasBianca de Oliveira Lobo - Método de Previsão de Capacidade de Carga de Estacasmateus456Ainda não há avaliações
- Bianca de Oliveira Lobo - Capacidade de Carga de Estacas Ensaio SPTDocumento139 páginasBianca de Oliveira Lobo - Capacidade de Carga de Estacas Ensaio SPTmateus456Ainda não há avaliações
- VendruscoloDocumento163 páginasVendruscoloAlisson AndradeAinda não há avaliações
- Monopoli 10012289Documento77 páginasMonopoli 10012289Alexsandro Cavalcanti de SouzaAinda não há avaliações
- Estudo Do Comportamento EletroquímicoDocumento113 páginasEstudo Do Comportamento EletroquímicofabianodasilvaAinda não há avaliações
- ANÁLISE DE PROVAS DE CARGA INSTRUMENTADA EM UMA SAPATA RÍGIDA - Duarte, L. N.Documento0 páginaANÁLISE DE PROVAS DE CARGA INSTRUMENTADA EM UMA SAPATA RÍGIDA - Duarte, L. N.Armando Belato PereiraAinda não há avaliações
- BDocumento558 páginasBLucas CastroAinda não há avaliações
- Dissertacao Efeito Seebeck PeltierDocumento140 páginasDissertacao Efeito Seebeck Peltierrborgesp1Ainda não há avaliações
- Marcelo Aldaher MagalhaesDocumento139 páginasMarcelo Aldaher MagalhaesThaiane RebêloAinda não há avaliações
- Fund Livro PDFDocumento134 páginasFund Livro PDFArthur Henrique de CastroAinda não há avaliações
- Estudo Do Comportamento Mecânico de Solos Lateríticos Da Formação BarreirasDocumento291 páginasEstudo Do Comportamento Mecânico de Solos Lateríticos Da Formação BarreirasAdson FrançaAinda não há avaliações
- 22 - PG RCC Estudo Da Influência Do Gerenciamento de Resíduos Na Geração de RCCDocumento117 páginas22 - PG RCC Estudo Da Influência Do Gerenciamento de Resíduos Na Geração de RCCPetiano Camilo BinAinda não há avaliações
- Metodologia MCT Aplicada Aos Solos Arenosos Finos Lateríticos Do Rio Grande Do Sul Visando PavimentaçãoDocumento154 páginasMetodologia MCT Aplicada Aos Solos Arenosos Finos Lateríticos Do Rio Grande Do Sul Visando PavimentaçãoMarcos ViniciusAinda não há avaliações
- Paper Professor ClaudioDocumento133 páginasPaper Professor ClaudioEduardo SilvaAinda não há avaliações
- Muros de Arrimo em AlvenariaDocumento136 páginasMuros de Arrimo em Alvenariadpm1982100% (2)
- 000772914Documento0 página000772914Marcelle GoliniAinda não há avaliações
- Migração IônicaDocumento146 páginasMigração IônicaJackeline SantosAinda não há avaliações
- 323449Documento228 páginas323449ALEXSANDROAinda não há avaliações
- Dipolo Magnético Ressonante e Seus ModelosDocumento96 páginasDipolo Magnético Ressonante e Seus ModelosCarlos Roberto Souza TeixeiraAinda não há avaliações
- ImpermeabilizaçõesDocumento136 páginasImpermeabilizaçõesThiago LubianaAinda não há avaliações
- Impacto Da Vegetacao Nos Microclimas Urbanos Relacao Solo Vegetacao AtmosferaDocumento204 páginasImpacto Da Vegetacao Nos Microclimas Urbanos Relacao Solo Vegetacao AtmosferamarcomilazzoAinda não há avaliações
- Dissertacao Marcos Tulio - FinalDocumento159 páginasDissertacao Marcos Tulio - FinalFernando NeivaAinda não há avaliações
- 2008 JardelDantasDaCunhaDocumento109 páginas2008 JardelDantasDaCunhaws.conta.resevaAinda não há avaliações
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Tratamento de Fundação para Barragens de ConcretoNo EverandTratamento de Fundação para Barragens de ConcretoNota: 5 de 5 estrelas5/5 (1)
- Protótipos De Um Microgerador Eólico:No EverandProtótipos De Um Microgerador Eólico:Ainda não há avaliações
- Interpretação Iso 9001-2015Documento57 páginasInterpretação Iso 9001-2015Ruan Ribeiro100% (2)
- Cool Vibes - As QualidadesDocumento115 páginasCool Vibes - As QualidadesAndre Silva100% (2)
- Fazer Teste - QUESTIONÁRIO UNIDADE II - GESTÃO DA ..Documento4 páginasFazer Teste - QUESTIONÁRIO UNIDADE II - GESTÃO DA ..Lana RibeiroAinda não há avaliações
- Como Construir Uma Marca Memorável Através Do DesignDocumento14 páginasComo Construir Uma Marca Memorável Através Do DesignLeonardo Muller100% (1)
- Introdução Controle de Qualidade Fisico QuimicoDocumento14 páginasIntrodução Controle de Qualidade Fisico QuimicoDiana MoraesAinda não há avaliações
- Maria Do Socorro Souto Engenharia de Metodos PDFDocumento119 páginasMaria Do Socorro Souto Engenharia de Metodos PDFKaroline Lima100% (1)
- Aula 1 - Cadeia Produtiva Do Cafe PDFDocumento14 páginasAula 1 - Cadeia Produtiva Do Cafe PDFEmerson Bessi AlvesAinda não há avaliações
- Panfleto Trade BrasilDocumento6 páginasPanfleto Trade BrasilAdvocacia InterdisciplinarAinda não há avaliações
- Stock - Produto - O Que É, Conceitos, Características, Tipos, ExemplosDocumento10 páginasStock - Produto - O Que É, Conceitos, Características, Tipos, ExemplosTata MazinguidiAinda não há avaliações
- RDC 91 2016 Comp AnvisaDocumento17 páginasRDC 91 2016 Comp AnvisajcdemajrAinda não há avaliações
- POP-O-SNVS-014 Rev 3 Categorização de Não Conformidades, Med. e IFAs - Com Anexo IDocumento70 páginasPOP-O-SNVS-014 Rev 3 Categorização de Não Conformidades, Med. e IFAs - Com Anexo IPriscilla Carla AssisAinda não há avaliações
- Datec 029 PDFDocumento18 páginasDatec 029 PDFdelciogarciaAinda não há avaliações
- Demoldantes Chem TrendDocumento24 páginasDemoldantes Chem TrendPimpirolaAinda não há avaliações
- SIG Laudon Capitulo - 12 EticaDocumento34 páginasSIG Laudon Capitulo - 12 EticaJosé Santos PereiraAinda não há avaliações
- FMCI Cap 10Documento61 páginasFMCI Cap 10Paulo DrummondAinda não há avaliações
- GI-MICRO - Manual Do Diretor - BDocumento85 páginasGI-MICRO - Manual Do Diretor - BGerson Roberto RowerAinda não há avaliações
- Befranio Júnior - Trabalhos de Participacao Individual Sem3Documento7 páginasBefranio Júnior - Trabalhos de Participacao Individual Sem3Befranio SousaAinda não há avaliações
- Contabilidade de Custos: Capítulo 5 Processo Produtivo Com Inerência de DefeituososDocumento25 páginasContabilidade de Custos: Capítulo 5 Processo Produtivo Com Inerência de DefeituososClaudio LopesAinda não há avaliações
- T11 Edp DFM DfaDocumento94 páginasT11 Edp DFM DfaDário MitreiroAinda não há avaliações
- Auditoria Interna EvidenciasDocumento47 páginasAuditoria Interna Evidenciasniltonsamaral100% (1)
- Estudo de Caso ISO 20000 - Compensação Banco PDFDocumento34 páginasEstudo de Caso ISO 20000 - Compensação Banco PDFHugo SantucciAinda não há avaliações
- Plano Estratégico CTT PDFDocumento62 páginasPlano Estratégico CTT PDFricardocostaseteAinda não há avaliações
- Atv 1 Controle de Qualidade de Materiais e de ProcessosDocumento3 páginasAtv 1 Controle de Qualidade de Materiais e de ProcessosobinakanuAinda não há avaliações
- UFCD-0649 Estrutura e Comunicação OrganizacionalDocumento19 páginasUFCD-0649 Estrutura e Comunicação OrganizacionalRodolfo LourençoAinda não há avaliações
- Pim MabelDocumento19 páginasPim MabelElisangela VianaAinda não há avaliações
- Gestão em Saúde No Brasil Diálogo Com Gestores PúblicosDocumento9 páginasGestão em Saúde No Brasil Diálogo Com Gestores PúblicosHyago EduardoAinda não há avaliações
- Betoneira Menegotti Prime 400 LitrosDocumento16 páginasBetoneira Menegotti Prime 400 LitrosRomario FernandesAinda não há avaliações
- Modelo Plano de NegocioDocumento35 páginasModelo Plano de NegocioGuilhermeSilvaAinda não há avaliações
- Projeto Integrador I Contabilidade - AnhangueraDocumento13 páginasProjeto Integrador I Contabilidade - AnhangueradeboraAinda não há avaliações