Escolar Documentos
Profissional Documentos
Cultura Documentos
Tig PDF
Enviado por
caralbmarbat_3207679Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tig PDF
Enviado por
caralbmarbat_3207679Direitos autorais:
Formatos disponíveis
MODULFORM MODULFORM
Soldadura TIG - Prticas
Guia do Formador
COMUNIDADE EUROPEIA Fundo Social Europeu
IEFP ISQ
Coleco Ttulo
MODULFORM - Formao Modular Soldadura TIG - Prticas
Submdulo I: Soldadura TIG - MPS/T1 Submdulo II: Soldadura TIG - MPS/T2 Submdulo III: Soldadura TIG - MPS/T3 Submdulo IV: Soldadura TIG - MPS/T4 Submdulo V: Soldadura TIG - MPS/T5 Submdulo VI: Soldadura TIG - MPS/T6
Suporte Didctico Coordenao Tcnico-Pedaggica
Guia do Formador IEFP - Instituto do Emprego e Formao Profissional Departamento de Formao Profissional Direco de Servios de Recursos Formativos ISQ - Instituto de Soldadura e Qualidade Direco de Formao Italo Fernandes SAF - Sistemas Avanados de Formao, SA ISQ / Cludia Monteiro OMNIBUS, LDA BRITOGRFICA, LDA BRITOGRFICA, LDA Instituto do Emprego e Formao Profissional Av. Jos Malhoa, 11 1099 - 018 Lisboa Portugal, Lisboa, Setembro de 2000 1 000 Exemplares
Coordenao do Projecto
Autor Capa Maquetagem e Fotocomposio Reviso Montagem Impresso e Acabamento Propriedade
1. Edio Tiragem Depsito Legal ISBN
Copyright, 2000 Todos os direitos reservados IEFP Nenhuma parte desta publicao pode ser reproduzida ou transmitida por qualquer forma ou processo sem o consentimento prvio, por escrito, do IEFP
Produo apoiada pelo Programa Operacional Formao Profissional e Emprego, co-financiado pelo Estado Portugus, e pela Unio Europeia, atravs do FSE
M.T3.08
Soldadura TIG - Prticas Guia do Formador
IEFP
ISQ
ndice
NDICE GERAL
APRESENTAO GLOBAL DO MDULO DE PRTICAS
DE SOLDADURA TIG Estrutura do mdulo de soldadura TIG Bibliografia
EXPLORAO
TEMTICAS
PEDAGGICA
DAS
UNIDADES
SUBMDULO I - SOLDADURA TIG - MPS/T1 A. APRESENTAO GLOBAL DO SUBMDULO Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T1.1 - Apresentao e identificao dos componentes dos
postos de soldadura I.B.1 I.A.1 I.A.1 I.A.2 I.A.3 I.A.3 I.A.4 I.A.6
MPS-T1.2 - Execuo de linhas de fuso nas posies ao baixo,
horizontal e vertical (ascendente) I.B.3
MPS-T1.3 - Execuo de juntas de canto exterior nas posies
ao baixo, horizontal e vertical (ascendente) I.B.5
MPS-T1.4 - Execuo de juntas de canto interior e sobrepostas
nas posies ao baixo e horizontal I.B.7
MPS-T1.5 - Execuo de juntas de canto interior e sobrepostas I.B.9
na posio vertical (ascendente)
M.T3.08
Soldadura TIG - Prticas Guia do Formador
IG. 1
ndice
IEFP
ISQ
SUBMDULO II - SOLDADURA TIG - MPS/T2
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo II.A.1 II.A.1 II.A.2 II.A.3 II.A.3 II.A.4 II.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T2.2 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo II.B.1
MPS-T2.2 - Execuo de junta de canto interior tubo/chapa
na posio horizontal II.B.3
MPS-T2.3 - Execuo de junta de canto interior tubo/chapa
na posio vertical (ascendente) II.B.5
MPS-T2.4 - Execuo de junta de canto interior na posio
ao tecto II.B.7
MPS-T2.5 - Execuo de junta de canto interior na posio ao tecto II.B.9
SUBMDULO III - SOLDADURA TIG - MPS/T3
A. APRESENTAO GLOBAL DO SUBMDULO Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica
III.A.1 III.A.1 III.A.2 III.A.2
M.T3.08
IG. 2
Soldadura TIG - Prticas Guia do Formador
IEFP
ISQ
ndice
Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T3.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo
III.A.3 III.A.4 III.A.6
III.B.1
MPS-T3.2 - Execuo de juntas topo-a-topo na posio
ao baixo III.B.3
MPS-T3.3 - Execuo de junta topo-a-topo na posio
horizontal III.B.5
MPS-T3.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) III.B.7
MPS-T3.5 - Execuo de juntas topo-a-topo na posio ao tecto III.B.9
SUBMDULO IV - SOLDADURA TIG - MPS/T4
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo IV.A.1 IV.A.1 IV.A.2 IV.A.3 IV.A.3 IV.A.4 IV.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T4.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo
M.T3.08
IV.B.1
Soldadura TIG - Prticas Guia do Formador
IG. 3
ndice
IEFP
ISQ
MPS-T4.2 - Execuo de juntas topo-a-topo na posio
ao baixo IV.B.3
MPS-T4.3 - Execuo de junta topo-a-topo na posio
horizontal IV.B.5
MPS-T4.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) IV.B.7
MPS-T4.5 - Execuo de juntas topo-a-topo na posio ao tecto IV.B.9
SUBMDULO V - SOLDADURA TIG - MPS/T5
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo V.A.1 V.A.1 V.A.2 V.A.3 V.A.3 V.A.4 V.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T5.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo V.B.1
MPS-T5.2 - Execuo de juntas topo-a-topo na posio
ao baixo (tubo a rodar) V.B.3
MPS-T5.3 - Execuo de junta topo-a-topo na posio
horizontal V.B.5
MPS-T5.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) V.B.7
MPS-T5.5 - Execuo de juntas topo-a-topo na posio tubo com eixo a 45 V.B.9
IG. 4
Soldadura TIG - Prticas Guia do Formador
M.T3.08
IEFP
ISQ
ndice
SUBMDULO VI - SOLDADURA TIG - MPS/T6
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo VI.A.1 VI.A.1 VI.A.2 VI.A.3 VI.A.3 VI.A.4 VI.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T6.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo VI.B.1
MPS-T6.2 - Execuo de juntas topo-a-topo na posio
ao baixo (tubo a rodar) VI.B.3
MPS-T5.3 - Execuo de junta topo-a-topo na posio
horizontal VI.B.5
MPS-T5.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) VI.B.7
MPS-T5.5 - Execuo de juntas topo-a-topo na posio tubo com eixo a 45 VI.B.9
M.T3.08
Soldadura TIG - Prticas Guia do Formador
IG. 5
IEFP ISQ
Apresentao Global do Mdulo
Apresentao Global do Mdulo
Processos de Soldadura por Elctrodos Revestidos TIG (Prticas)
M.T3.08
Soldadura TIG - Prticas Guia do Formando
IEFP
ISQ
Apresentao Global do Mdulo
ESTRUTURA DO MDULO DE SOLDADURA TIG
A aco de formao no processo TIG est dividida em 6 submdulos (T1 a T6 ver figura seguinte), incluindo cada um deles aulas tericas e prticas simuladas.
Submdulo T6
Certificado de soldador TIG em soldaduras topo a topo em tubos
Submdulo T5
Submdulo T4
Certificado de soldador TIG em soldaduras topo a topo em chapas
Submdulo T3
Submdulo T2
Certificado de soldador TIG em soldaduras de canto
Submdulo T1
Figura 1 - Sistema de submdulos para a soldadura TIG
Os seis submdulos esto divididos em trs nveis de certificao, de acordo com testes a realizar baseados na norma EN 287 parte 1, aumentando o seu grau de dificuldade conforme o nvel atingido pelos formandos. Cada formando que termine com sucesso um submdulo estar automaticamente aprovado para frequentar o submdulo seguinte. No caso do candidato ter j experincia em soldadura TIG, tendo frequentado ou no alguns submdulos, poder ser admitido para qualquer nvel, desde que para tal se sujeite ao exame de avaliao (parte terica e prtica), e seja aprovado no referido exame. O exame a realizar ser sempre o que antecede o submdulo que deseja frequentar. A aprovao nos submdulos T1 e T2 permitiro obter a certificao do soldador em soldaduras de canto em chapas ou em tubos dentro dos limites de validade da norma EN 287 parte 1.
M.T3.08
Soldadura TIG - Prticas Guia do Formador
AGM.1
Apresentao Global do Mdulo
IEFP
ISQ
A aprovao adicional nos submdulos T3 e T4 permitiro em acrscimo obter a certificao do soldador em soldaduras topo a topo de chapas dentro dos limites de validade da norma EN 287 parte 1. A aprovao adicional nos submdulos T5 e T6 permitiro em acrscimo obter a certificao do soldador em soldaduras topo a topo de tubos dentro dos limites de validade da norma EN 287 parte 1. O candidato a frequentar a aco de formao deve apresentar condies fsicas e psquicas adequadas ao desempenho da profisso de soldador. Conhecimentos bsicos na rea de serralharia ou de metalomecnica so condies preferenciais. Na apresentao global de cada submdulo so especificados os restantes requisitos necessrios para o mdulo de soldadura TIG.
OBJECTIVO GLOBAL DO MDULO
No final da frequncia deste mdulo os formandos devero estar aptos a:
Executar a preparao dos bordos, montar, pingar e soldar chapas e tubos em ao de 1 a 3 mm de espessura e/ou alumnio de 2 a 4 mm de espessura para a soldadura de juntas de canto, sobrepostas e topo a topo, nas diferentes posies de soldadura, assim como:
Prever e controlar as deformaes produzidas pela soldadura, escolher o dimetro do elctrodo de tungstnio em funo da
espessura das chapas e da posio das juntas, escolher o dimetro de vareta de material de adio adequada espessura e posio da soldadura, e, identificar e corrigir defeitos da soldadura.
AGM.2
Soldadura TIG - Prticas Guia do Formador
M.T3.08
IEFP
ISQ
Apresentao Global do Mdulo
BIBLIOGRAFIA
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura. Diaporama de Defeitos de Soldadura.
M.T3.08
Soldadura TIG - Prticas Guia do Formador
AGM.3
IEFP ISQ
Explor ao P eda ggica das Unidades Temticas Explorao Peda
Explorao Pedaggica das Unidades Temticas
M.T3.08
Soldadura TIG - Prticas Guia do Formando
IEFP ISQ
Soldadura TIG - MPS/T1
Submdulo I
Soldadura TIG - MPS/T1
M.T3.08 Sb.01
Soldadura TIG: Prticas - Submdulo I Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo I.A.1 I.A.1 I.A.2 I.A.3 I.A.3 I.A.4 I.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T1.1 - Apresentao e identificao dos componentes dos
postos de soldadura I.B.1
MPS-T1.2 - Execuo de linhas de fuso nas posies ao baixo,
horizontal e vertical (ascendente) I.B.3
MPS-T1.3 - Execuo de juntas de canto exterior nas posies
ao baixo, horizontal e vertical (ascendente) I.B.5
MPS-T1.4 - Execuo de juntas de canto interior e sobrepostas
nas posies ao baixo e horizontal I.B.7
MPS-T1.5 - Execuo de juntas de canto interior e sobrepostas I.B.9
na posio vertical (ascendente)
M.T3.08 Sb.01
Soldadura TIG: Prticas - SubMdulo I Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do SubMdulo
Apresentao Global do SubMdulo
M.T3.08 Sb.01 .A
Soldadura TIG: Prticas - Submdulo I Guia do Formando
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos bordos, montar e pingar chapas em ao (W01 e
11) de 1 a 3 mm de espessura e/ou alumnio(W21 e 22) de 2 a 4 mm de espessura para a soldadura de juntas de canto e sobrepostas;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro de vareta de material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PA, PB, e PF, em
chapas em ao (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nvel de qualidade: Em soldadura B (EN 25817para ao ou EN 30 042 para alumnio) Em serralharia D (EN 25817 para ao ou EN 30 042 para alumnio)
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar.
Ter uma formao tecnolgica de nvel EWP ou equivalente. Possuir uma certificao e qualificao na rea pedaggica. Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
Centro de Formao Profissional (ATB) com salas de apoio tecnolgico e seco/oficina equipada segundo o Plano de Equipamento da Construo Metlica/Soldadura.
M.T3.08 Sb.01 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.A . 1
Apresentao Global do SubMdulo
IEFP ISQ
Consumveis
Materiais de base Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Materiais de adio Varetas (ISO 636 ): TII/TIII; 2 e 2,4mm. Varetas AISI 304; 1,6; 2 e 2,4mm. Varetas de alumnio; 2; 3 e 4mm. Diversos Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento por alta frequncia ou lift-arc. A ponta no boleada no caso de se utilizar o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional na rea de metalomecnica.
CONTEDO DA FORMAO PRTICA
Adestramento na execuo de soldaduras de canto nas posies ao baixo
(PA) e horizontal (PB) e vertical ascendente (PF);
Montagem, soldadura, previso e controlo das deformaes e correco de
defeitos.
I.A . 2
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01. A
IEFP ISQ
Apresentao Global do SubMdulo
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
Princpios bsicos do Processo de Soldadura TIG; Tipos de juntas de canto e tcnicas de preparao; Tcnicas operatrias de execuo de soldaduras de canto; Defeitos de soldadura, suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura. Diaporama de Defeitos de Soldadura.
M.T3.08 Sb.01 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.A . 3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou ao inoxidvel
Sub-Mdulo Tempo Mdio (horas) 2 6 Linhas de Fuso Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T1.1 T1.2
Apresentao do Posto de Soldadura Chapa 1...3 PA, PF, PC
T1.3
Canto Exterior
Chapa 1...3
PA, PF, PC
T1.4*
10
Canto Interior, Sobreposta
Chapa 1...3
PA - PB
T1.5
Canto Interior, Sobreposta
Chapa 1...3
PF
T1.6 Teste de Avaliao Final
8 3 Canto (EN287-1)
Formao Cientfica e Tecnolgica Chapa 1...3 PB - PF
1** Tempo Total 42
Teste terico**
* (Exerccio T1.1.4 + T1.1.5 do Doc. EWF 481-01/PT 001) **(Tempos mnimos)
I.A . 4
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01. A
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
Sub-Mdulo
Tempo Mdio (horas) (W01) + 4
Tipo de junta
Material (EN 287) W01 e 11 (mm) Chapa 2...4
Posio (EN 287) PA, PF, PC
Desenho da Junta
T1.2
Linhas de Fuso
T1.3
(W01) + 4
Canto Exterior
Chapa 2...4
PA, PF, PC
T1.4*
(W01) + 4
Canto Interior, Sobreposta
Chapa 2...4
PA - PB
T1.5
(W01) + 2
Canto Interior, Sobreposta
Chapa 2...4
PF
T1.6 Teste de Avaliao Final
(W01) + 2 3 Canto (EN287-1)
Formao Cientfica e Tecnolgica Chapa 2...4 PB - PF
1** Tempo Total 42
Teste terico**
* (Exerccio T1.1.4 + T1.1.5 do Doc. EWF 481-01/PT 001) **(Tempos mnimos)
W21 e W22
T.1.1 W01 e 11 W21 e W22
T.1.2
T.1.3
T.1.4
T.1.5
Teste Avaliao Teste Final Av. Final
MPS - T2
T.1.6 - Formao Cientfica e Tecnolgica
M.T3.08 Sb.01 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.A . 5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
As soldaduras de canto exteriores devem apresentar penetrao total. Nas soldaduras de canto interior no permitida a fuso de toda a espessura das chapas, isto , a penetrao desejvel ser unicamente no vrtice da junta. Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nivel de desempenho se traduza na referida ficha com uma ausncia total de zeros.
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever, em tudo, exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25817 para aos e EN 287-2 e EN 30042 para alumnios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador ou serralheiro respectivamente.
I.A . 6
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01. A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.01 .B
Soldadura TIG: Prticas - Submdulo I Guia do Formando
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T1
EWF 481-01/PT 001 Tab. T1.1-Ex.1
141
SUBMDULO:
MPS-T1.1
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox. 18.8 Alumnio Alumnio
TEMA: APRESENTAO E IDENTIFICAO DOS COMPONENTES DOS POSTOS DE
DURAO MDIA:
2 HORAS
SOLDADURA TIG
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a: Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes dum posto de soldadura TIG; Caracterizar o funcionamento de cada componente; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Identificar o equipamento de segurana, de utilizao comum, de um soldador.
M.T3.06 Sb.01 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.B . 1
Apresentao dos Exerccios Prticos
IEFP ISQ
DESENVOLVIMENTO DO SUBMDULO
Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana Demonstrao da execuo e regulao de parmetros de soldadura
DURAO
30 minutos 15 minutos 15 minutos 30 minutos
I.B . 2
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T1
EWF 481-01/PT 001 Tab. T1.1-Ex.2
141
SUBMDULO:
MPS-T1.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PA; PF; e PC (ASME IX) 1G; 2G; e 3G
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox. 18.8 Alumnio Alumnio
DURAO MDIA:
W01/11 W21/22
6 HORAS +4 HORAS 10 HORAS
Execuo de Linhas de Fuso nas posies ao Baixo; Horizontal e Vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a executar linhas de fuso com e sem material de adio sobre chapa (espessura de 1,5 a 3 mm em W01/11 ou 2 a 4 mm W21/22 ), com a qualidade exigida, segundo o nvel de aceitao da classe "D" da EN 25817 ou EN 30042, a classificao de defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever ser capaz de:
Executar linhas de fuso, com e sem material de adio, nas posies PA, PC e PF, em chapas de
ao.
Cortar e preparar os topos e a superfcie das chapas para a execuo de juntas de canto exterior
com bordos direitos nas posies PA, PC e PF.
Prever e controlar as deformaes produzidas pela soldadura. Escolher e regular os parmetros de soldadura segundo a espessura e o tipo de metal a soldar. Escolher o bocal, o dimetro do elctrodo e o dimetro da vareta segundo a posio e espessura a
soldar.
Identificar e corrigir os defeitos da soldadura na posio executada.
M.T3.06 Sb.01 . B
Desenvolver as capacidades operatrias com e sem material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.B . 3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Adestramento na execuo de linhas de fuso com e sem material de adio nas posies PA;
PC; e PF.
Formao cientfica e tecnolgica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos. Tcnicas de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Limpar e desengordurar as chapas (com um solvente, se necessrio). Referenciar as linhas de fuso +/- a 20 mm de distncia umas das outras. Adestrar na execuo de linhas de fuso sem material de adio. Adestrar na execuo de linhas de fuso com material de adio. Corrigir a regulao dos parmetros de soldadura em funo das faltas ou excessos de penetrao
ou outros defeitos de soldadura.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
I.B . 4
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T1
EWF 481-01/PT 001 Tab. T1.1-Ex.3
141
SUBMDULO:
MPS-T1.3
POSIO E TIPO DE JUNTA:
(EN 287-1) PA; PC; e PF (ASME IX) 1F; 2F; e 3F
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox. 18.8 Alumnio Alumnio
DURAO MDIA:
W01/11 W21/22
4 HORAS +4 HORAS 8 HORAS
Juntas de canto exterior nas posies Baixo Horizontal e Vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia deste submdulo o formando dever ser capaz de executar a soldadura de juntas de canto exterior em chapa (espessura de 1,5 a 3 mm em W01/11, e de 2 a 4 mm em W21/22), nas posies ao baixo (PA), horizontal (PC) e vertical ascendente (PF), com a qualidade exigida segundo o nvel de aceitao "C" da EN 25817, ou EN 30042. A classificao de defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever ser capaz de:
Cortar e preparar os topos e a superfcie das chapas para a execuo de juntas de canto exterior
com bordos direitos nas posies PA, PC e PF.
Prever e controlar as deformaes produzidas pela soldadura. Escolher e regular os parmetros de soldadura segundo a espessura e o tipo de metal a soldar. Escolher o bocal, o dimetro do elctrodo e o dimetro da vareta segundo a posio e espessura a
soldar.
Identificar e corrigir os defeitos da soldadura na posio executada.
M.T3.06 Sb.01 . B
Desenvolver as capacidades operatrias com e sem material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.B . 5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas de canto com bordos direitos, nas posies PA; PC e PF. Treino com e sem material de adio. Formao cientfica e tecnolgica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR
Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm.
DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar e retirar tintas e xidos (se necessrio). Montar o provete de forma adequada boa execuo do exerccio, regulando
o afastamento "a" entre bordos em funo do tipo de material, posio e mtodo (com ou sem material de adio ou purga).
Adestrar na execuo de juntas de canto exterior nas posies baixo, horizontal e vertical ascendente. Regular o dbito do argon em funo do tipo de material, espessura e posio. Escolher o dimetro e o tipo de vareta adequada posio de soldadura e espessura da chapa. Corrigir a regulao dos parmetros de soldadura de forma a obter uma penetrao regular e contnua. Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou EN 30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
M.T3.08 Sb.01 . B
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
I.B . 6
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T1
EWF 481-01/PT 001 Tab. T1.1-Ex.4+5
141
SUBMDULO:
MPS-T1.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PA e PB (ASME IX) 1Fe 2F
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox. Tipo 18.8 Alumnio Alumnio
DURAO MDIA:
W01/11 W21/22
10 HORAS +4 HORAS 14 HORAS
Execuo de Juntas de canto interior e sobrepostas na posio ao baixo e horizontal
OBJECTIVOS GLOBAIS
No final da frequncia deste submdulo o formando dever ser capaz de executar a soldadura de juntas de canto interior e sobrepostas em chapa (espessura de 1,5 a 3 mm em W01/11, de 2 a 4 mm em W21/22, nas posies, ao baixo (PA), horizontal (PB), com a qualidade exigida segundo o nvel de aceitao "C" da EN 25817, ou EN 30042. A classificao de defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever ser capaz de:
Cortar e preparar os topos e a superfcie das chapas para a execuo de juntas de canto interior e
sobrepostas, nas posies PA e PB.
Prever e controlar as deformaes produzidas pela soldadura. Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal, o dimetro do elctrodo e o dimetro da vareta segundo a posio e espessura a
soldar.
Identificar e corrigir os defeitos da soldadura na posio exceutada.
M.T3.06 Sb.01 . B
Executar a soldadura de juntas de canto interior e sobrepostas.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.B . 7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto sem chanfro, nas posies PA e PB. Treino com e sem material de adio. Terico
Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura.
MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 2; 3 e 4 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
I.B . 8
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T1
EWF 481-01/PT 001 Tab. T1.1-Ex.6
141
SUBMDULO:
MPS-T1.5
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 3F
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox. Tipo 18.8 Alumnio Alumnio
DURAO MDIA:
W01/11 10 HORAS W21/22 +2 HORAS 12 HORAS
Execuo de Juntas de canto interior e sobrepostas na posio vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia deste submdulo o formando dever ser capaz de executar a soldadura de juntas de canto interior e sobrepostas em chapa (espessura de 1,5 a 3 mm em W01/11, de 2 a 4 mm em W21/22, na posio vertical ascendente (PF), com a qualidade exigida segundo o nvel de aceitao "C" da EN 25817, ou EN 30042. A classificao de defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever ser capaz de:
Cortar e preparar os topos e a superfcie das chapas para a execuo de juntas de canto interior e
sobrepostas na posio PF.
Prever e controlar as deformaes produzidas pela soldadura. Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal, o dimetro do elctrodo e o dimetro da vareta segundo a posio e espessura a
soldar.
Identificar e corrigir os defeitos da soldadura na posio executada. Desenvolver as capacidades operatrias com e sem material de adio.
M.T3.06 Sb.01 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo I
I.B . 9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto interior e sobrepostas, na posio PF. Treino com e sem material de adio. Terico Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 2; 3 e 4 mm. Chapas de alumnio A5, espessuras 1,5; 2 e 3 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
I.B . 10
Soldadura TIG: Prticas - Submdulo I
Componente Prtica Guia do Formador
M.T3.08 Sb.01 . B
IEFP ISQ
Soldadura TIG - MPS/T2
Submdulo II
Soldadura TIG - MPS/T2
M.T3.08 Sb.02
Soldadura TIG: Prticas - Submdulo II Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo II.A.1 II.A.1 II.A.2 II.A.3 II.A.3 II.A.4 II.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T2.2 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo II.B.1
MPS-T2.2 - Execuo de junta de canto interior tubo/chapa
na posio horizontal II.B.3
MPS-T2.3 - Execuo de junta de canto interior tubo/chapa
na posio vertical (ascendente) II.B.5
MPS-T2.4 - Execuo de junta de canto interior na posio
ao tecto II.B.7
MPS-T2.5 - Execuo de junta de canto interior na posio ao tecto II.B.9
M.T3.08 Sb.02
Soldadura TIG: Prticas - SubMdulo II Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do Sub-Mdulo
Apresentao Global do SubMdulo
M.T3.08 Sb.02 . A
Soldadura TIG: Prticas - Submdulo II Guia do Formando
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos bordos, montar e pingar chapas/tubos em ao
(W01 e 11) de 2 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura para a soldadura de juntas de canto;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro da vareta do material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PB, PD, e PF, em
chapas/tubos em ao (W01 e 11) de 2 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nvel de qualidade: Em soldadura B ( EN 25 817para ao ou EN 30 042 para alumnio). Em serralharia D (EN 25 817 para ao ou EN 30 042 para alumnio).
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar.
Ter uma formao tecnolgica de nvel EWP ou equivalente. Possuir uma certificao e qualificao na rea pedaggica. Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
Centro de Formao Profissional (ATB) com salas de apoio tecnolgico e seco/ /oficina equipada segundo o Plano de Equipamento da Construo Metlica/ /Soldadura.
M.T3.06 Sb.02 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.A . 1
Apresentao Global do SubMdulo
IEFP ISQ
Consumveis
Materiais de base Chapa de ao no ligado ou ao inoxidvel 18/8, espessuras 2 a 3 mm. Chapa de alumnio A5, espessura 3 a 4 mm. Tubo de ao no ligado ou ao inoxidvel 18/8 ou alumnio A5, 40 a 60 mm com espessura de 2 a 3 mm. Materiais de adio Varetas (ISO 636 ): TII/TIII; 2 e 2,4mm. Varetas AISI 304 ; 1,6 ; 2 e 2,4mm. Varetas de alumnio ; 2 ; 3 e 4mm. Diversos Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20 ; 1,6 ; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento por alta frequncia ou lift-arc. A ponta no boleada no caso de se utilizar o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional na rea de metalomecnica.
CONTEDO DA FORMAO PRTICA
Execuo de soldaduras de canto tubo/chapa nas posies horizontal (PB);
vertical ascendente (PF) e tecto (PD), e execuo de juntas de canto interior em chapa na posio ao tecto (PD);
Utilizao de material de adio; Montagem, soldadura, previso e controlo das deformaes e correco de
defeitos.
M.T3.08 Sb.02 . A
II.A. 2
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
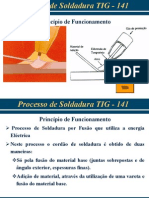
Fundamentos e Princpios de Funcionamento do Processo de Soldadura
TIG;
Tipos de juntas e tcnicas de preparao; Tcnicas operatrias de execuo de soldaduras de topo-a-topo; Defeitos de soldadura, as suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura
M.T3.06 Sb.02 . A
Diaporama de Defeitos de Soldadura.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.A . 3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou em ao inoxidvel
Sub-Mdulo Tempo Mdio (horas) 2 9 Soldadura de canto Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T2.1 T2.2
Apresentao do Posto de Soldadura 40 - 60 x (2-3) 100 x 100 x (2-3) PB
T2.3
Soldadura de canto 4 vezes PB de canto rodando o tubo 90 de cada vez Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PB
T2.4
10
Chapa 2...3
PD
T2.5
10
Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PD
T2.6
10
Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PF
T2.7 Teste de Avaliao Final
8 3 Canto (EN287-1)
Formao Cientfica e Tecnolgica 40 - 60 x 2 100 x 100 x 2 PF - PD
1* Tempo Total 62
Teste terico*
II.A. 4
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . A
* (Tempos mnimos)
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
Sub-Mdulo Tempo Mdio (horas) (W01) + 4 Tipo de junta Material (EN 287) W21 e 22 (mm) 40 - 60 x (2-3) 100 x 100 x (2-3) Posio (EN 287) PB Desenho da Junta
T2.2
Soldadura de canto
T2.3
(W01) + 4
Soldadura de canto 4 vezes PB de canto rodando o tubo 90 de cada vez Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PB
T2.4
(W01) + 4
Chapa 2...4
PD
T2.5
(W01) + 4
Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PD
T2.6
(W01) + 4
Soldadura de canto
40 - 60 x (2-3) 100 x 100 x (2-3)
PF
T2.7 Teste de Avaliao Final
(W01) + 2 (W01) + 2 Canto (EN287-1)
Formao Cientfica e Tecnolgica 40 - 60 x 2 100 x 100 x 2 PF - PD
1* Tempo Total 62
Teste terico*
*(Tempos mnimos)
W21 e W22
T.2.1
M.T3.06 Sb.02 . A
T.2.2
T.2.3
T.2.4
T.2.5
T.2.6
W01 e 11 W21 E W22
Teste Teste Avaliao Av. Final Final
MPS - T3
T.2.7 - Formao Cientfica e Tecnolgica
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.A . 5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
As soldaduras de canto exteriores devem apresentar penetrao total. Nas soldaduras de canto interior no permitida a fuso de toda a espessura das chapas, isto , a penetrao desejvel ser unicamente no vrtice da junta. Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nvel de desempenho se traduza na referida ficha com uma ausncia total de zeros.
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever , em tudo , exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25 817 para aos e EN 287-2 e EN 30 042 para alumnios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador ou serralheiro respectivamente.
II.A. 6
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.02 . B
Soldadura TIG: Prticas - Submdulo II Guia do Formando
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2.1-Ex.1
141
SUBMDULO:
MPS-T2.1
TEMA: APRESENTAO DO POSTO DE SOLDADURA MATERIAL DE HIGIENE E SEGURANA PARMETROS DE SOLDADURA INFLUNCIA NA MORFOLOGIA DO CORDO
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
2 HORAS
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura; Reconhecer o material de segurana de utilizao comum para um soldador; Conhecer os parmetros de soldadura . OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes dum posto de soldadura TIG; Enumerar as caractersticas de funcionamento de cada elemento; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Conhecer e identificar o material de segurana de utilizao comum de um soldador;
M.T3.08 Sb.02 . B
Reconhecer os parmetros de soldadura e a sua influncia na morfologia do cordo.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 1
Apresentao dos Exerccios Prticos
IEFP ISQ
DESENVOLVIMENTO DO SUBMDULO
Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana
DURAO
30 minutos 15 minutos 15 minutos 30 minutos
Demonstrao da execuo e regulao de parmetros de soldadura
II.B . 2
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2.1-Ex.2
141
SUBMDULO:
MPS-T2.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PB (ASME IX) 2F
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
9 HORAS
Execuo de Junta de canto interior Tubo/chapa na posio Horizontal
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto interior tubo/chapa (dimetro do tubo 40 a 60 mm, espessura de 2 a 3 mm,
espessura da chapa 2 a 3 mm para W01/11 e W21/22, sem chanfro, com penetrao e com a qualidade exigida , segundo o nvel de aceitao da classe C da EN 25 817 ou EN 30 042. A classificao dos defeitos dada pela EN 26 520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever ser capaz de:
Cortar e preparar os topos e a superfcie das chapas e tubos em ao no ligado de 2 a 3 mm de
espessura para a execuo de juntas de canto interior tubo/chapa, com bordos direitos, na posio PB;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.02 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto sem chanfro, nas posies PA e PB. Treino com e sem material de adio. Terico
Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura.
MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Tubos de ao no ligado, ao inox 18/8 e alumnio A5 de 40 - 60 x (2 - 3) mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1. Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN 287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25 817, ou a
EN 30 042.
Verificar o dbito do rgon 6 a 8l/min. Ter em ateno o afiamento da ponta do elctrodo de
tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
II.B . 4
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2.1-Ex.3
141
SUBMDULO:
MPS-T2.3
POSIO E TIPO DE JUNTA:
(EN 287-1)
de cada vez
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
PB - Executar em 4 vezes rodando o tubo 90
(ASME IX) 2F
DURAO MDIA:
9 HORAS
Execuo de Junta de canto interior tubo/chapa na posio vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto interior tubo/chapa (dimetro do tubo 40 a 60 mm, espessura de 2 a 3
mm, espessura da chapa 2 a 3 mm para W01/11 e W21/22, sem chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25 817 ou EN 30 042. A classificao dos defeitos dada pela EN 26 520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas e tubos em ao no ligado de 2 a 3 mm de espessura
para a execuo de juntas de canto interior tubo/chapa, com bordos direitos, na posio PB;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.02 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto interior em chapa/tubo sem chanfro, na posio PB. Treino com material de adio. Terico Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 3 e 4 mm. Tubos de ao no ligado, ao inox 18/8 e alumnio A5 de 40 - 60 x (2 - 3) mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN 287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25 817, ou a
EN 30 042.
Verificar o dbito de argon que ser de 6 a 8 l/min. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
II.B . 6
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2 - Ex.4
141
SUBMDULO:
MPS-T2.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PD (ASME IX) 4F
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
10 HORAS
Execuo de Junta de Canto Interior na posio ao tecto
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto exterior (espessura da chapa 2 a 3 mm, material W01/11 e espessura 2 e 4
mm material W21/22), sem chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25 817 ou EN 30 042. A classificao dos defeitos dada pela EN 26 520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao de 2 a 3 mm de espessura e alumnio
de 2 a 4 mm de espessura para a execuo de juntas de canto interior, com bordos direitos, na posio PD;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.02 . B
Desenvolver as capacidades operatrias com material de adio
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto interior tubo/chapa sem chanfro, na posio PD. Treino com material de adio. Terico Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
II.B . 8
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2 - Ex.5
141
SUBMDULO:
MPS-T2.5
POSIO E TIPO DE JUNTA:
(EN 287-1) PD (ASME IX) 4F
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
10 HORAS
Execuo de Junta de Canto Interior na posio ao tecto
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto exterior (espessura da chapa 2 a 3 mm, material W01/11 e espessura 2 e 4
mm material W21/22), sem chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25 817 ou EN 30 042. A classificao dos defeitos dada pela EN 26 520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao de 2 a 3 mm de espessura e alumnio
de 2 a 4 mm de espessura para a execuo de juntas de canto interior, com bordos direitos, na posio PD;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.02 . B
Desenvolver as capacidades operatrias com material de adio
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto interior tubo/chapa sem chanfro, na posio PD. Treino com material de adio. Terico Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
II.B . 10
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T2
EWF 481-01/PT 001 Tab. T2 - Ex. 5
141
SUBMDULO:
MPS-T2.6
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 3F
MATERIAL DE BASE (EN 287-1)
W01 Ao no Ligado
DURAO MDIA:
10 HORAS
Execuo de Junta de Canto Interior tubo/chapa na posio tecto
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto interior tubo/chapa (dimetro do tubo 40 a 60 mm, espessura de 2 a 3 mm,
espessura da chapa 2 a 3 mm, para W01/11 e W21/22), sem chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25 817 ou EN 30 042. A classificao dos defeitos dada pela EN 26 520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas e tubos em ao no ligado de 2 a 3 mm de espessura
para a execuo de juntas de canto interior tubo/chapa, com bordos direitos, na posio PD;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar. Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.02 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo II
II.B . 11
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas de canto interior tubo/chapa sem chanfro, na posio PD. Treino com material de adio. Terico Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 3 e 4 mm. Tubos de ao no ligado, ao inox 18/8 e alumnio A5 de 40 - 60 x (2 - 3) mm Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
II.B . 12
Soldadura TIG: Prticas - Submdulo II
Componente Prtica Guia do Formador
M.T3.08 Sb.02 . B
IEFP ISQ
Soldadura TIG - MPS/T3
Submdulo III
Soldadura TIG - MPS/T3
M.T3.08 Sb.03
Soldadura TIG: Prticas - Submdulo III Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo III.A.1 III.A.1 III.A.2 III.A.2 III.A.3 III.A.4 III.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T3.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo III.B.1
MPS-T3.2 - Execuo de juntas topo-a-topo na posio
ao baixo III.B.3
MPS-T3.3 - Execuo de junta topo-a-topo na posio
horizontal III.B.5
MPS-T3.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) III.B.7
MPS-T3.5 - Execuo de juntas topo-a-topo na posio ao tecto III.B.9
M.T3.08 Sb.03
Soldadura TIG: Prticas - SubMdulo III Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do Sub-Mdulo
Apresentao Global do SubMdulo
M.T3.08 Sb.03 . A
Soldadura TIG: Prticas - Submdulo III Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos bordos, montar e pingar chapas em ao (W01 e
11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura para a soldadura topo-a-topo;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro de vareta de material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PA, PC, PE e PF,
em chapas em ao (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nvel de qualidade: Em soldadura B ( EN 25 817para ao ou EN 30 042 para alumnio). Em serralharia D (EN 25 817 para ao ou EN 30 042 para alumnio).
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar.
Ter uma formao tecnolgica de nvel EWP ou equivalente. Possuir uma certificao e qualificao na rea pedaggica. Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
Centro de Formao Profissional (ATB) com salas de apoio tecnolgico e seco/ /oficina equipada segundo o Plano de Equipamento da Construo Metlica/ /Soldadura.
M.T3.08 Sb.03 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.A.1
Apresentao Global do SubMdulo
IEFP ISQ
Materiais e Consumveis
Materiais de base Chapas de ao no ligado, espessuras 1,5 ; 2 e 3 mm. Chapas de ao inox 18/8 , espessuras 1,5 ; 2 e 3 mm. Chapas de alumnio A5 , espessuras 2 ; 3 e 4 mm. Materiais de adio Varetas (ISO 636 ): TII/TIII; 2 e 2,4mm. Varetas AISI 304 ; 1,6 ;2 e 2,4mm. Varetas de alumnio ; 2 ; 3 e 4mm. Diversos Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20 ; 1,6 ; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento de alta frequncia ou lift-arc. A ponta no boleada, caso se utilize o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional que satisfaa os pr-requisitos de entrada no curso de formao.
CONTEDO DA FORMAO PRTICA
Execuo de soldaduras topo a topo nas posies ao baixo (PA); horizontal
(PC), vertical ascendente (PF) e ao tecto (PE);
Utilizao de material de adio; Montagem, soldadura, previso e controlo das deformaes e empenos.
M.T3.08 Sb.03 . A
III.A.2
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
Fundamentos e Princpios de Funcionamento do Processo de Soldadura
TIG;
Tipos de juntas e tcnicas de preparao; Tcnicas operatrias para a execuo de soldaduras de topo-a-topo; Defeitos de soldadura, as suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30 042: Nveis de aceitao de defeitos para alumnio. EN 25 817: Nveis de aceitao de defeitos para ao. EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26 520: Classificao de defeitos nas soldaduras. NP 1515: Representao dos smbolos de soldadura.
EN 26 848: Classificao dos elctrodos de Tungstnio. EN 439: ISO 636: Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura.
M.T3.08 Sb.03 . A
Diaporama de Defeitos de Soldadura. Guia do Formando (Teoria).
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.A.3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou em ao inoxidvel
SubMdulo Tempo Mdio (horas) 2 7 Soldadura topoa-topo com bordos direitos Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T3.1 T3.2
Apresentao do Posto de Soldadura Chapa 1...3 PA
T3.3
Soldadura topoa-topo com bordos direitos
Chapa 1...3
PC
T3.4
Soldadura topoa-topo com bordos direitos
Chapa 1...3
PF
T3.5
Soldadura topoa-topo com bordos direitos
Chapa 1...3
PE
T3.6 Teste de Avaliao Final
10 3 Soldadura topoa-topo com bordos direitos
Formao Cientfica e Tecnolgica Chapa 1...3 PC, PF, PE
1* Tempo Total 44
Teste terico*
*(Tempos mnimos)
III.A.4
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . A
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
SubMdulo Tempo Mdio (horas) (W01) + 4 Tipo de junta Material (EN 287) W21 e 22 (mm) Chapa 2...4 Posio (EN 287) PA Desenho da Junta
T3.2
Soldadura topoa-topo com bordos direitos
T3.3
(W01) + 4
Soldadura topoa-topo com bordos direitos
Chapa 2...4
PC
T3.4
(W01) + 4
Soldadura topoa-topo com bordos direitos
Chapa 2...4
PF
T3.5
(W01) + 4
Soldadura topoa-topo com bordos direitos
Chapa 2...4
PE
T3.6 Teste de Avaliao Final
(W01) + 4 (W01) + 2 Soldadura topoa-topo com bordos direitos
Formao Cientfica e Tecnolgica Chapa 2...4 PC, PF, PE
1* Tempo Total 44
Teste terico*
*(Tempos mnimos)
W21 e W22
T.3.1 W01 e 11 W21 E W22
T.3.2
T.3.3
T.3.4
T.3.5
Teste Av. Final Final
Teste Avaliao
MPS - T4
T.3.6 - Formao Cientfica e Tecnolgica
M.T3.08 Sb.03 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.A.5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
Nas soldaduras topo-a-topo obrigatria a fuso de toda a espessura das chapas, isto , a penetrao tem de ser total. No caso do ao e ao inox as juntas devem ser executadas s por um lado (ss) no caso do alumnio estas podem ser executadas por ambos os lados (bs). Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nivel de desempenho se traduza na referida ficha com uma ausncia total de zeros.
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever , em tudo , exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25817 para aos e EN 287-2 e EN 30042 para aluminios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador ou serralheiro respectivamente.
III.A.6
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.03 . B
Soldadura TIG: Prticas - Submdulo III Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T3
EWF 481-01/PT 001 Tab. T3.1-Ex.1
141
SUBMDULO:
MPS-T3.1
TEMA: APRESENTAO DO POSTO DE SOLDADURA MATERIAL DE HIGIENE E SEGURANA PARMETROS DE SOLDADURA INFLUNCIA NA MORFOLOGIA DO CORDO
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox. 18.8 Alumnio Alumnio
DURAO MDIA:
2 HORAS
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura; Reconhecer o material de segurana de utilizao comum para um soldador; Conhecer os parmetros de soldadura. OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes dum posto de soldadura TIG; Enumerar as caractersticas de funcionamento de cada elemento; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Conhecer e identificar o material de segurana de utilizao comum de um soldador;
M.T3.08 Sb.03 . B
Reconhecer os parmetros de soldadura e a sua influncia na morfologia do cordo.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.B. 1 III.B.1
Apresentao dos Exerccios Prticos
IEFP ISQ
DESENVOLVIMENTO DO SUBMDULO
Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana Demonstrao de parmetros de soldadura e demonstrao
DURAO
30 minutos 30 minutos 15 minutos 45 minutos
III.B.2
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T3
EWF 481-01/PT 001 Tab. T3 - Ex.2
141
SUBMDULO:
MPS-T3.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PA (ASME IX) 1G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
7 HORAS
Execuo de juntas topo-a-topo na posio ao baixo
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura de 1,5 a 3 mm em W01/11 ou 2 a 4 mm W21/22),
sem chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao e ao inox de 1 a 3 mm de espessura e
em alumnio de 2 a 4 mm de espessura, para a execuo de juntas topo-a-topo com bordos direitos na posio PA;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.03 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.B. 3 III.B.3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas topo-a-topo em chapa com bordos direitos na posio PA. Treino com material de adio. Terico
Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura.
MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
III.B.4
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T3
EWF 481-01/PT 001 Tab. T3. - Ex.3
141
SUBMDULO:
MPS-T3.3
POSIO E TIPO DE JUNTA:
(EN 287-1) PC (ASME IX) 2G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
9 HORAS
Execuo de Junta Topo-a-topo na posio Horizontal
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura de 1,5 a 3 mm em W01/11 ou 2 a 4 mm W21/22 ),
sem chanfro, com penetrao e com a qualidade exigida , segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao e ao inox de 1 a 3 mm de
espessura e em alumnio de 2 a 4 mm de espessura, para a execuo de juntas topo-a-topo com bordos direitos na posio PC;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.03 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.B. 5 III.B.5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Prtico (Adestramento) Execuo de juntas topo-a-topo em chapa com bordos direitos na posio PC. Treino com material de adio. Terico
Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura.
MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
III.B.6
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T3
EWF 481-01/PT 001 Tab. T3.1-Ex.4
141
SUBMDULO:
MPS-T3.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 3G
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
7 HORAS
Execuo de Juntas topo-a-topo na posio vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura da chapa 1 a 3 mm), sem chanfro, com penetrao
e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao e ao inox de 1 a 3 mm de espessura e alumnio
de 2 a 4 mm de espessura para a execuo de juntas topo-a-topo, com bordos direitos, na posio PF;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada; Desenvolver as capacidades operatrias com material de adio.
M.T3.08 Sb.03 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.B. 7 III.B.7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com bordos direitos na posio PF. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
III.B.8
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T3
EWF 481-01/PT 001 Tab. T3.5-Ex.4+5
141
SUBMDULO:
MPS-T3.5
POSIO E TIPO DE JUNTA:
(EN 287-1) PE (ASME IX) 4G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
7 HORAS
Execuo de Juntas topo-a-topo na posio ao tecto
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas de canto exterior (espessura de 1,5 a 3 mm em W01/11 ou 2 a 4 mm W21/22), sem
chanfro, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao e ao inox de 1 a 3 mm de espessura
e em alumnio de 2 a 4 mm de espessura para a execuo de juntas topo-a-topo, com bordos direitos, na posio PE;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.03 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo III
III.B. 9 III.B.9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com bordos direitos na posio PE. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 1,5; 2 e 3 mm. Chapas de ao inox 18/8, espessuras 1,5; 2 e 3 mm. Chapas de alumnio A5, espessuras 2; 3 e 4 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
III.B.10
Soldadura TIG: Prticas - Submdulo III
Componente Prtica Guia do Formador
M.T3.08 Sb.03 . B
IEFP ISQ
Soldadura TIG - MPS/T4
Submdulo IV
Soldadura TIG - MPS/T4
M.T3.08 Sb.04
Soldadura TIG: Prticas - Submdulo IV Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo IV.A.1 IV.A.1 IV.A.2 IV.A.3 IV.A.3 IV.A.4 IV.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T4.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo IV.B.1
MPS-T4.2 - Execuo de juntas topo-a-topo na posio
ao baixo IV.B.3
MPS-T4.3 - Execuo de junta topo-a-topo na posio
horizontal IV.B.5
MPS-T4.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) IV.B.7
MPS-T4.5 - Execuo de juntas topo-a-topo na posio ao tecto IV.B.9
M.T3.08 Sb.04
Soldadura TIG: Prticas - SubMdulo IV Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do Sub-Mdulo
Apresentao Global do SubMdulo
M.T3.08 Sb.04 . A
Soldadura TIG: Prticas - Submdulo IV Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos bordos, montar e pingar chapas em ao no
ligado (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio(W21 e 22) de 2 a 4 mm de espessura para a soldadura de topo com chanfro em V, nas posies PA, PC, PF e PE;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro de vareta de material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PA, PB, e PF, em
chapas em ao (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nivel de qualidade: Em soldadura B (EN 25817para ao ou EN 30 042 para alumnio) Em serralharia D (EN 25817 para ao ou EN 30 042 para alumnio)
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar.
Ter uma formao tecnolgica de nvel EWP ou equivalente Possuir uma certificao e qualificao na rea pedaggica. Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
Centro de Formao Profissional (ATB) com salas de apoio tecnolgico e seco/ /oficina equipada segundo o Plano de Equipamento da Construo Metlica/ Soldadura.
M.T3.08 Sb.04 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.A.1
Apresentao Global do SubMdulo
IEFP ISQ
Materiais e Consumveis
Materiais de base Chapas de ao no ligado, espessuras 1,5 ; 2 e 3 mm. Chapas de ao inox 18/8 , espessuras 1,5 ; 2 e 3 mm. Chapas de alumnio A5 , espessuras 2 ; 3 e 4 mm. Barra de ao no ligado: 120x3 a 120x5 mm. Materiais de adio Varetas (ISO 636 ): TII/TIII; 2 e 2,4mm. Varetas AISI 304 ; 1,6 ; 2 e 2,4mm. Varetas de alumnio ; 2 ; 3 e 4mm. Diversos Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20 ; 1,6 ; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento de alta frequncia ou lift-arc. A ponta no boleada, caso se utilize o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional que satisfaa os pr-requisitos de entrada no curso de formao.
CONTEDO DA FORMAO PRTICA
Execuo de soldaduras topo a topo nas posies ao baixo (PA); horizontal
(PC), vertical ascendente (PF) e ao tecto (PE);
Utilizao de material de adio; Montagem, soldadura, previso e controlo das deformaes e empenos.
IV.A.2
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . A
IEFP ISQ
Apresentao Global do SubMdulo
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
Fundamentos e Princpios de Funcionamento do Processo de Soldadura
TIG;
Tipos de juntas e tcnicas de preparao; Tcnicas operatrias para a execuo de soldaduras de topo-a-topo; Defeitos de soldadura, as suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura.
M.T3.08 Sb.04 . A
Diaporama de Defeitos de Soldadura.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.A.3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou em ao inoxidvel
Sub-Mdulo Tempo Mdio (horas) 2 12 Soldadura topoa-topo com chanfro em V Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T4.1 T4.2
Apresentao do Posto de Soldadura Chapa 3...5 PA
T4.3
12
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PC
T4.4
12
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PF
T4.5
12
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PE
T4.6 Teste de Avaliao Final
12 3 Soldadura topoa-topo com chanfro em V
Formao Cientfica e Tecnolgica Chapa 3...5 PC, PF, PE
1* Tempo Total 66
Teste terico*
*(Tempos mnimos)
IV.A.4
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . A
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
Sub-Mdulo Tempo Mdio (horas) (W01) + 4 (W01) + 4 Soldadura topoa-topo com chanfro em V Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T4.1 T4.2
Apresentao do Posto de Soldadura Chapa 3...5 PA
T4.3
(W01) + 4
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PC
T4.4
(W01) + 4
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PF
T4.5
(W01) + 4
Soldadura topoa-topo com chanfro em V
Chapa 3...5
PE
T4.6 Teste de Avaliao Final
(W01) + 2 (W01) + 2 Soldadura topoa-topo com chanfro em V
Formao Cientfica e Tecnolgica Chapa 3...5 PC, PF, PE
1* Tempo Total 66
Teste terico*
*(Tempos mnimos)
W21 e W22
T.4.1 W01 e 11 W21 E W22
M.T3.08 Sb.04 . A
T.4.2
T.4.3
T.4.4
T.4.5
T.4.6
Teste TesteAvaliao Av. Final Final
MPS - T5
T.4.7 - Formao Cientfica e Tecnolgica
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.A.5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
Nas soldaduras topo-a-topo obrigatria a fuso de toda a espessura das chapas, isto , a penetrao tem de ser total. No caso do ao e ao inox as juntas devem ser executadas s por um lado (ss) no caso do alumnio estas podem ser executadas. Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nivel de desempenho se traduza na referida ficha com uma ausncia total de zeros .
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever , em tudo , exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25817 para aos e EN 287-2 e EN 30042 para aluminios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador ou serralheiro respectivamente.
IV.A.6
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.04 . B
Soldadura TIG: Prticas - Submdulo IV Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T4
EWF 481-01/PT 001 Tab. T4.1-Ex.1
141
SUBMDULO:
MPS-T4.1
TEMA: APRESENTAO DO POSTO DE SOLDADURA MATERIAL DE HIGIENE E SEGURANA PARMETROS DE SOLDADURA INFLUNCIA NA MORFOLOGIA DO CORDO
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
2 HORAS
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura; Reconhecer o material de segurana de utilizao comum para um soldador; Conhecer os parmetros de soldadura. OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes dum posto de soldadura TIG; Enumerar as caractersticas de funcionamento de cada elemento; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Conhecer e identificar o material de segurana de utilizao comum de um soldador;
M.T3.08 Sb.04 . B
Reconhecer os parmetros de soldadura e a sua influncia na morfologia do cordo.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.B.1
Apresentao dos Exerccios Prticos
IEFP ISQ
RESUMO DA SESSO Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana Regulao de parmetros de soldadura e demonstrao
DURAO
30 minutos 30 minutos 15 minutos 45 minutos
IV.B.2
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T4
EWF 481-01/PT 001 Tab. T4 - Ex.2
141
SUBMDULO:
MPS-T4.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PA (ASME IX) 1G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
12 HORAS
Execuo de juntas topo-a-topo na posio ao baixo
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura da chapa 3 a 5 mm para os materiais), com chanfro
em V W01/11 e W21/22, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao, ao inox e alumnio de 3 a 5 mm de
espessura, para a execuo de juntas topo-a-topo com chanfro em V na posio PA;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.04 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.B.3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com chanfro em V na posio PA. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 3; 4 e 5 mm. Barras de ao no ligado: 120x3 a 120x5 mm. Chapas de ao inox 18/8, espessuras 3; 4 e 5 mm. Chapas de alumnio A5, espessuras 3; 4 e 5 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
IV.B.4
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T4
EWF 481-01/PT 001 Tab. T4.1-Ex.3
141
SUBMDULO:
MPS-T4.3
POSIO E TIPO DE JUNTA:
(EN 287-1) PC (ASME IX) 2G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
12 HORAS
Execuo de Juntas topo-a-topo na posio horizontal
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura da chapa 3 a 5 mm para os materiais), com chanfro
em V W01/11 e W21/22, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao, ao inox e alumnio de 3 a 5 mm de
espessura para a execuo de juntas topo-a-topo com chanfro em V na posio PC;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.04 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.B.5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com chanfro em V na posio PC. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 3; 4 e 5 mm. Barras de ao no ligado: 120x3 a 120x5 mm. Chapas de ao inox 18/8, espessuras 3; 4 e 5 mm. Chapas de alumnio A5, espessuras 3; 4 e 5 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
IV.B.6
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T4
EWF 481-01/PT 001 Tab. T4-Ex.4
141
SUBMDULO:
MPS-T4.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 3G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
12 HORAS
Execuo de Juntas Topo-a-topo na posio Vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura da chapa 3 a 5 mm para materiais W01/11 e W21/
22), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao, ao inox e alumnio, de 3 a 5 mm de
espessura, para a execuo de juntas topo-a-topo com chanfro em V na posio PF;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.04 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.B.7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com chanfro em V na posio PF. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 3; 4 e 5 mm. Barras de ao no ligado: 120x3 a 120x5 mm. Chapas de ao inox 18/8, espessuras 3; 4 e 5 mm. Chapas de alumnio A5, espessuras 3; 4 e 5 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
IV.B.8
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T4
EWF 481-01/PT 001 Tab. T4.1-Ex.4+5
141
SUBMDULO:
MPS-T4.5
POSIO E TIPO DE JUNTA:
(EN 287-1) PE (ASME IX) 4G
MATERIAL DE BASE (EN 287-1 e 2)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
12 HORAS
Execuo de Juntas topo-a-topo na posio ao tecto
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em chapa (espessura da chapa 3 a 5 mm para materiais W01/11 e
W21/22), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie das chapas em ao, ao inox e alumnio de 3 a 5 mm de espessura
para a execuo de juntas topo-a-topo, com chanfro em V, na posio PE;
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada; Desenvolver as capacidades operatrias com material de adio.
M.T3.08 Sb.04 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo IV
IV.B.9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em chapa com chanfro em V na posio PE. Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Chapas de ao no ligado, espessuras 3; 4 e 5 mm. Barras de ao no ligado: 120x3 a 120x5 mm. Chapas de ao inox 18/8, espessuras 3; 4 e 5 mm. Chapas de alumnio A5, espessuras 3; 4 e 5 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies
baixo e horizontal.
Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
IV.B.10
Soldadura TIG: Prticas - Submdulo IV
Componente Prtica Guia do Formador
M.T3.08 Sb.04 . B
IEFP ISQ
Soldadura TIG - MPS/T5
Submdulo V
Soldadura TIG - MPS/T5
M.T3.08 Sb.05
Soldadura TIG: Prticas - Submdulo V Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo V.A.1 V.A.1 V.A.2 V.A.3 V.A.3 V.A.4 V.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T5.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo V.B.1
MPS-T5.2 - Execuo de juntas topo-a-topo na posio
ao baixo (tubo a rodar) V.B.3
MPS-T5.3 - Execuo de junta topo-a-topo na posio
horizontal V.B.5
MPS-T5.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) V.B.7
MPS-T5.5 - Execuo de juntas topo-a-topo na posio tubo com eixo a 45 V.B.9
M.T3.08 Sb.05
Soldadura TIG: Prticas - SubMdulo V Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do SubMdulo
Apresentao Global do Sub-Mdulo
M.T3.08 Sb.05 .A
Soldadura TIG: Prticas - Submdulo V Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos bordos, montar e pingar os tubos em ao, ao
inox e alumnio para soldaduras de topo com bordos direitos nas posies PA, PC, PF e H-L045;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro de vareta de material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PA, PB, e PF, em
chapas em ao (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nivel de qualidade: Em soldadura B (EN 25817para ao ou EN 30 042 para alumnio) Em serralharia D (EN 25817 para ao ou EN 30 042 para alumnio)
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar.
Ter uma formao tecnolgica de nvel EWP ou equivalente Possuir uma certificao e qualificao na rea pedaggica. Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
Centro de Formao Profissional (ATB) com salas de apoio tecnolgico e seco/ /oficina equipada segundo o Plano de Equipamento da Construo Metlica/ Soldadura.
M.T3.08 Sb.05 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.A.1
Apresentao Global do SubMdulo
IEFP ISQ
Materiais e Consumveis
Materiais de base Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada, dimetro externo x espessura): 25x1 a 3 mm e 50 x 1 a 3 mm. Tubos de ao inoxidvel 18/8: 20 x 1 a 3 mm 50 x 1 a 3 mm Consumveis Tubos de alumnio A5: 25 x 2 a 4 mm 50 x 2 a 4 mm
Materiais de adio Varetas (ISO 636 ): TII/TIII; 2 e 2,4mm. Varetas AISI 304 ; 1,6 ; 2 e 2,4mm. Varetas de alumnio ; 2 ; 3 e 4mm. Diversos Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20 ; 1,6 ; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento de alta frequncia ou lift-arc. A ponta no boleada, caso se utilize o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional que satisfaa os pr-requisitos de entrada no curso de formao.
CONTEDO DA FORMAO PRTICA
Execuo de soldaduras topo a topo com bordos direitos em tubos nas
posies baixo (tubo a rodar) (PA); horizontal (PC); vertical ascendente (PF) e tubo com o eixo a 45 (H-L045);
M.T3.08 Sb.05 . A
Utilizao de material de adio;
V.A.2
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
Montagem, soldadura, previso e controlo das deformaes e empenos.
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
Fundamentos e Princpios de Funcionamento do Processo de Soldadura
TIG;
Tipos de juntas e tcnicas de preparao; Tcnicas operatrias para a execuo de soldaduras de topo-a-topo; Defeitos de soldadura, as suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura.
M.T3.08 Sb.05 . A
Diaporama de Defeitos de Soldadura.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.A.3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou em ao inoxidvel
Sub-Mdulo Tempo Mdio (horas) 2 17 Soldadura topoa-topo com bordos direitos Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T5.1 T5.2
Apresentao do Posto de Soldadura t=1-3 D 25 + 50 PA
T5.3
17
Soldadura topoa-topo com bordos direitos
t=1-3 D 25 + 50
PC
T5.4
17
Soldadura topoa-topo com bordos direitos
t=1-3 D 25 + 50
PF
T5.5
17
Soldadura topoa-topo com bordos direitos
t=1-3 D 25 + 50
H-L 045
T5.6 Teste de Avaliao Final
10 3 Soldadura topoa-topo com bordos direitos
Formao Cientfica e Tecnolgica t=1-3 D escolha livre PC, PF, H-L 045
1* Tempo Total 84
Teste terico*
*(Tempos mnimos)
V.A.4
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
M.T3.08 Sb.05 . A
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
Sub-Mdulo Tempo Mdio (horas) (W01)+4 Tipo de junta Material (EN 287) W01 e 11 (mm) t=2-4 D 25 + 50 Posio (EN 287) PA Desenho da Junta
T4.2
Soldadura topoa-topo com bordos direitos
T4.3
(W01)+4
Soldadura topoa-topo com bordos direitos
t=2-4 D 25 + 50
PC
T4.4
(W01)+4
Soldadura topoa-topo com bordos direitos
t=2-4 D 25 + 50
PF
T4.5
(W01)+4
Soldadura topoa-topo com bordos direitos
t=2-4 D 25 + 50
H-L 045
T4.6 Teste de Avaliao Final
(W01)+2 (W01)+2 Soldadura topoa-topo com bordos direitos
Formao Cientfica e Tecnolgica t=2-4 D escolha livre PC, PF, H-L 045
1* Tempo Total 84
Teste terico*
*(Tempos mnimos)
W21 e W22
T.5.1 W01 e 11 W21 E W22
T.5.2
T.5.3
T.5.4
T.5.5
T.5.6
Teste Avaliao Teste Av. Final Final
MPS - T6
T.5.7 - Formao Cientfica e Tecnolgica
M.T3.08 Sb.05 . A
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.A.5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
Nas soldaduras topo-a-topo obrigatria a fuso de toda a espessura das chapas, isto , a penetrao tem de ser total. No caso do ao e ao inox as juntas devem ser executadas s por um lado (ss) no caso do alumnio estas podem ser executadas. Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nivel de desempenho se traduza na referida ficha com uma ausncia total de zeros.
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever , em tudo , exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25817 para aos e EN 287-2 e EN 30042 para aluminios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador ou serralheiro respectivamente.
V.A.6
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
M.T3.08 Sb.05 . A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.05 .B
Soldadura TIG: Prticas - Submdulo V Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T5
EWF 481-01/PT 001 Tab. T5.1-Ex.1
141
SUBMDULO:
MPS-T5.1
TEMA: APRESENTAO DO POSTO DE SOLDADURA MATERIAL DE HIGIENE E SEGURANA PARMETROS DE SOLDADURA INFLUNCIA NA MORFOLOGIA DO CORDO
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
2 HORAS
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura; Reconhecer o material de segurana de utilizao comum para um soldador; Conhecer os parmetros de soldadura. OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes dum posto de soldadura TIG; Enumerar as caractersticas de funcionamento de cada elemento; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Conhecer e identificar o material de segurana de utilizao comum de um soldador;
M.T3.08 Sb.05 . B
Reconhecer os parmetros de soldadura e a sua influncia na morfologia do cordo.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.B.1
Apresentao dos Exerccios Prticos
IEFP ISQ
RESUMO DA SESSO Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana Regulao de parmetros de soldadura e demonstrao
DURAO
30 minutos 30 minutos 15 minutos 45 minutos
V.B.2
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
M.T3.08 Sb.05 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T5
EWF 481-01/PT 001 Tab. T5.2-Ex.2
141
SUBMDULO:
MPS-T5.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PA (ASME IX) 1G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
17 HORAS
Execuo de juntas topo-a-topo na posio ao baixo (tubo a rodar)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos ( 25 x 1 a 3 mm e 50 x 1 a 3 mm para ao e ao inox, e
no caso do alumnio, os mesmos dimetros mas com espessura de 2 a 4 mm), com bordos direitos, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao, ao inox e alumnio, para a execuo de
juntas topo-a-topo com bordos direitos na posio ao baixo (PA);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.05 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.B.3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com bordos direitos, na posio ao baixo (PA). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 25x1 a 3 mm e 50 x 1 a 3 mm.
Tubos de ao inoxidvel 18/8: 20 x 1 a 3 mm
50 x 1 a 3 mm
Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
V.B.4
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
M.T3.08 Sb.05 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T5
EWF 481-01/PT 001 Tab. T4.3-Ex.4+5
141
SUBMDULO:
MPS-T5.3
POSIO E TIPO DE JUNTA:
(EN 287-1) PC (ASME IX) 2G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
17 HORAS
Execuo de Juntas topo-a-topo na posio horizontal
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos ( 25 x 1 a 3 mm e 50 x 1 a 3 mm para ao e ao inox, e
no caso do alumnio os mesmos dimetros mas com espessura de 2 a 4 mm), com bordos direitos, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado para a execuo de juntas
topo-a-topo com bordos direitos na posio horizontal (PC);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.05 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.B.5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com bordos direitos, na posio horizontal (PC). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 25x1 a 3 mm e 50 x 1 a 3 mm.
Tubos de ao inoxidvel 18/8: 20 x 1 a 3 mm
50 x 1 a 3 mm
Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
M.T3.08 Sb.05 . B
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
V.B.6
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T5
EWF 481-01/PT 001 Tab. T4.4-Ex.4
141
SUBMDULO:
MPS-T5.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 3G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
17 HORAS
Execuo de Juntas Topo-a-topo na posio Vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo ( 25 x 1 a 3 mm e 50 x 1 a 3 mm para ao e ao inox, e no caso do
alumnio, os mesmos dimetros mas com espessura de 2 a 4 mm), com bordos direitos, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao, ao inox e alumnio, para a execuo de
juntas topo-a-topo com bordos direitos na posio vertical ascendente (PF);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.05 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.B.7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com bordos direitos, na posio vertical ascendente (PF). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 25x1 a 3 mm e 50 x 1 a 3 mm.
Tubos de ao inoxidvel 18/8: 20 x 1 a 3 mm
50 x 1 a 3 mm
Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
M.T3.08 Sb.05 . B
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
V.B.8
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T5
EWF 481-01/PT 001 Tab. T4.1-Ex.4+5
141
SUBMDULO:
MPS-T5.5
POSIO E TIPO DE JUNTA:
(EN 287-1) H-L045 (ASME IX) 6G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
12 HORAS
Execuo de Juntas topo-a-topo na posio tubo com eixo a 45
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos ( 25 x 1 a 3 mm e 50 x 1 a 3 mm para ao e ao inox,
e no caso do alumnio, os mesmos dimetros mas com espessura de 2 a 4 mm), com bordos direitos, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado para a execuo de juntas topo-a-topo
com bordos direitos, na posio tubo com eixo a 45 (H-L045);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada; Desenvolver as capacidades operatrias com material de adio.
M.T3.08 Sb.05 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo V
V.B.9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com bordos direitos, na posio tubo com eixo a 45 (H-L045). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 25x1 a 3 mm e 50 x 1 a 3 mm.
Tubos de ao inoxidvel 18/8: 20 x 1 a 3 mm
50 x 1 a 3 mm
Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
V.B.10
Soldadura TIG: Prticas - Submdulo V
Componente Prtica Guia do Formador
M.T3.08 Sb.05 . B
IEFP ISQ
Soldadura TIG - MPS/T6
Submdulo VI
Soldadura TIG - MPS/T6
M.T3.08 Sb.06
Soldadura TIG: Prticas - Submdulo VI Guia do Formador
IEFP
ISQ
ndice
NDICE SUBMDULO
A. APRESENTAO GLOBAL DO SUBMDULO
Objectivos especficos Estrutura de formao Contedo da formao prtica Contedo da formao cintifica e tecnolgica Documentao pedaggica de suporte Estrutura e constituio do submdulo Critrios e avaliao do submdulo VI.A.1 VI.A.1 VI.A.2 VI.A.3 VI.A.3 VI.A.4 VI.A.6
B. APRESENTAO DOS EXERCCIOS PRTICOS MPS-T6.3 - Apresentao do posto de soldadura
Material de higiene e segurana Parmetros de soldadura - influncia na morfologia do cordo VI.B.1
MPS-T6.2 - Execuo de juntas topo-a-topo na posio
ao baixo (tubo a rodar) VI.B.3
MPS-T5.3 - Execuo de junta topo-a-topo na posio
horizontal VI.B.5
MPS-T5.4 - Execuo de juntas topo-a-topo na posio
vertical (ascendente) VI.B.7
MPS-T5.5 - Execuo de juntas topo-a-topo na posio tubo com eixo a 45 VI.B.9
M.T3.08 Sb.06
Soldadura TIG: Prticas - SubMdulo VI Guia do Formador
ISb. 1
IEFP ISQ
Apresentao Global do Sub-Mdulo
Apresentao Global do SubMdulo
M.T3.08 Sb.06 A
Soldadura TIG: Prticas - Submdulo VI Guia do Formador
IEFP ISQ
Apresentao Global do SubMdulo
OBJECTIVOS ESPECFICOS
No final da frequncia deste submdulo o formando dever estar apto a:
Executar a preparao dos topos, montar e pingar os tubos em ao no
ligado, ao inox e alumnio para soldaduras de topo-a-topo com chanfro em V, nas posies PA, PC, PF e H-L045;
Prever e controlar as deformaes produzidas pela soldadura; Escolher o dimetro do elctrodo de tungstnio em funo da espessura
das chapas e da posio das juntas;
Escolher o dimetro de vareta de material de adio adequada espessura
e posio da soldadura;
Identificar e corrigir os defeitos da soldadura; Executar a soldadura de juntas de canto nas posies PA, PB, e PF, em
chapas em ao (W01 e 11) de 1 a 3 mm de espessura e/ou alumnio (W21 e 22) de 2 a 4 mm de espessura com o nivel de qualidade: Em soldadura B (EN 25817para ao ou EN 30 042 para alumnio) Em serralharia D (EN 25817 para ao ou EN 30 042 para alumnio)
ESTRUTURA DE FORMAO
Formadores Ser detentor de um certificado de soldador, segundo a EN 287 no Processo
de soldadura TIG, vlido dentro do mbito da formao que vai ministrar;
Ter uma formao tecnolgica de nvel EWP ou equivalente; Possuir uma certificao e qualificao na rea pedaggica.
Nmero de formandos
Mximo 12, por cada grupo.
Local / Equipamentos
M.T3.06 Sb.06 . A
Centro de Formao com salas tericas e seco oficinal equipada, segundo o Plano de Equipamento da Construo Metlica/Soldadura.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.A.1
Apresentao Global do SubMdulo
IEFP ISQ
Materiais e Consumveis
Materiais de base Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada, dimetro externo x espessura): 60x3 a 10 mm e 100 x 3 a 10 mm. Tubos de ao inoxidvel 18/8: 60x3 a 10 mm e 100x3 a 10 mm. Tubos de alumnio A5: 60x3x10 mm e 100x3 a 10 mm. Consumveis Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20 ; 1,6 ; 2 e 2,5 mm. Nota: O elctrodo deve ser afiado numa pedra de esmeril adequada a fim de evitar contaminao com outros tipos de materiais. O ngulo de afiamento deve ser de 30 a 35o, devendo ter-se o cuidado de bolear a ponta do elctrodo, no caso de tcnicas de escorvamento de alta frequncia ou lift-arc. A ponta no boleada, caso se utilize o escorvamento por curto-circuito.
Populao alvo (pr-requisitos)
Todos os interessados com passado profissional que satisfaa os pr-requisitos de entrada no curso de formao.
CONTEDO DA FORMAO PRTICA
Execuo de soldaduras topo-a-topo com chanfro em V em tubos nas
posies baixo (tubo a rodar) (PA); horizontal (PC), vertical ascendente (PF) e tubo com o eixo a 45 (H-L045);
Utilizao de material de adio; Montagem, soldadura, previso e controlo das deformaes e empenos.
VI.A.2
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . A
IEFP ISQ
Apresentao Global do SubMdulo
CONTEDO DA FORMAO CIENTFICA E TECNOLGICA
Fundamentos e Princpios de Funcionamento do Processo de Soldadura
TIG;
Tipos de juntas e tcnicas de preparao; Tcnicas operatrias para a execuo de soldaduras topo-a-topo; Defeitos de soldadura, as suas causas e tcnicas de preveno e controlo; Certificao de Soldadores e de Procedimentos de Soldadura; Higiene e Segurana na utilizao de Processos de Soldadura.
DOCUMENTOS PEDAGGICOS DE SUPORTE
EN 30042: EN 25817:
Nveis de aceitao de defeitos para alumnio. Nveis de aceitao de defeitos para ao.
EN 287 - 1: Certificao de Soldadores para ao. EN 287 - 2: Certificao de Soldadores para alumnio. EN 26520: NP 1515: EN 26848: EN 439: ISO 636: Classificao de defeitos nas soldaduras. Representao dos smbolos de soldadura. Classificao dos elctrodos de Tungstnio. Gs de proteco para soldadura e corte. Classificao do material de adio para soldadura TIG em aos no ligados.
Guia do Formando (Teoria). Guia do Formador (Teoria). Videograma de Processos de Soldadura.
M.T3.06 Sb.06 . A
Diaporama de Defeitos de Soldadura.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.A.3
Apresentao Global do SubMdulo
IEFP ISQ
ESTRUTURA E CONSTITUIO DO SUBMDULO
Formao em ao ou em ao inoxidvel
Sub-Mdulo Tempo Mdio (horas) 2 8 Soldadura topoa-topo com chanfro em V Tipo de junta Material (EN 287) W01 e 11 (mm) Posio (EN 287) Desenho da Junta
T6.1 T6.2
Apresentao do Posto de Soldadura t = 3 - 10 D 60 ou 100 PA
T6.3 8 Soldadura topoa-topo com chanfro em V
PC
t=1-3 D 60 ou 100
T6.4* 8 Soldadura topoa-topo com chanfro em V
PF
t = 3 - 10 D 60 ou 100
T6.5 8 Soldadura topoa-topo com chanfro em V
H-L 045
t = 3 - 10 D 60 + 100
T6.6 Teste de Avaliao Final 10 3 Soldadura topoa-topo com chanfro em V
Formao Cientfica e Tecnolgica t = 3 - 10 D escolha livre PC, H-L 045
1* Tempo Total 44
Teste terico*
*(Tempos mnimos)
VI.A.4
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . A
IEFP ISQ
Apresentao Global do SubMdulo
Formao em alumnio
Sub-Mdulo
Tempo Mdio (horas) (W01) + 4
Tipo de junta
Material (EN 287) W01 e 11 (mm) t=1-3 D 60 ou 100
Posio (EN 287) PA
Desenho da Junta
T6.2
Soldadura topoa-topo com chanfro em V
T6.3
(W01) + 4
Soldadura topoa-topo com chanfro em V
t = 3 - 10 D 60 ou 100
PC
T6.4*
(W01) + 4
Soldadura topoa-topo com chanfro em V
t = 3 - 10 D 60 ou 100
PF
T6.5
(W01) + 4
Soldadura topoa-topo com chanfro em V
t = 3 - 10 D 60 + 100
H-L 045
T6.6 Teste de Avaliao Final
(W01) + 2 (W01) + 2 Soldadura topoa-topo com chanfro em V
Formao Cientfica e Tecnolgica t = 3 - 10 D escolha livre PC, H-L 045
1** Tempo Total 44
Teste terico**
*(Tempos mnimos)
W21 e W22
T.6.1 W01 e 11 W21 E W22
M.T3.06 Sb.06 . A
T.6.2
T.6.3
T.6.4
T.6.5
Teste Av. Final
Teste Avaliao Final
T.6.6 - Formao Cientfica e Tecnolgica
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.A.5
Apresentao Global do SubMdulo
IEFP ISQ
CRITRIOS DE AVALIAO DO SUBMDULO
Durante o adestramento
Nas soldaduras topo-a-topo obrigatria a fuso de toda a espessura das chapas, isto , a penetrao tem de ser total. No caso do ao e ao inox as juntas devem ser executadas s por um lado (ss) no caso do alumnio estas podem ser executadas. Dever a cada soldadura executada, ser simulada uma avaliao visual, tendo em conta os parmetros de avaliao final, usando a ficha correspondente. Considera-se aceitvel o teste final quando o nivel de desempenho se traduza na referida ficha com uma ausncia total de zeros.
Avaliao final
Os corpos de prova a executar , tal como indicado no TESTE DE AVALIAO FINAL (ver tabelas anteriores), devero estar de acordo com o indicado na EN287 -1e2, podendo assim , ao mesmo tempo, serem utilizados para certificar o formando, segundo a mesma Norma, consoante o material e espessuras usadas. A avaliao dever , em tudo , exame visual e ensaios, seguir o indicado na EN 287-1, na EN 25817 para aos e EN 287-2 e EN 30042 para aluminios, sendo admissvel o nvel B ou D consoante a sada profissional objectivada, soldador.
VI.A.6
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . A
IEFP ISQ
Apresentao dos Exerccios Prticos
Apresentao dos Exerccios Prticos
M.T3.08 Sb.06 B
Soldadura TIG: Prticas - Submdulo VI Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES NO PROCESSO DE SOLDADURA TIG
MPS - T6
EWF 481-01/PT 001 Tab. T6.1-Ex.1
141
SUBMDULO:
MPS-T6.1
TEMA: APRESENTAO DO POSTO DE SOLDADURA MATERIAL DE HIGIENE E SEGURANA PARMETROS DE SOLDADURA INFLUNCIA NA MORFOLOGIA DO CORDO
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox. 18.8 Alumnio Alumnio
DURAO MDIA:
2 HORAS
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Identificar todos os elementos que compem um posto de soldadura TIG; Enumerar as funes de cada constituinte do posto de soldadura; Reconhecer o material de segurana de utilizao comum para um soldador; Conhecer os parmetros de soldadura. OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Identificar os componentes de um posto de soldadura TIG; Enumerar as caractersticas de funcionamento de cada elemento; Nomear os cuidados a ter na utilizao e conservao do equipamento de TIG e seus acessrios; Conhecer e identificar o material de segurana de utilizao comum de um soldador;
M.T3.08 Sb.06 . B
Reconhecer os parmetros de soldadura e a sua influncia na morfologia do cordo.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.B.1
Apresentao dos Exerccios Prticos
IEFP ISQ
RESUMO DA SESSO Apresentar os constituintes de um posto de soldadura TIG, indicando as suas funes e modos de
funcionamento,
Mostrar as ferramentas e equipamento de segurana e caracterizar as suas funes, Demonstrar a regulao de parmetros de soldadura e da sua influncia nas caractersticas
morfolgicas do cordo.
TEMAS Equipamentos de soldadura e acessrios Ferramentas Material de segurana Regulao de parmetros de soldadura e demonstrao
DURAO
30 minutos 30 minutos 15 minutos 45 minutos
VI.B.2
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T6
EWF 481-01/PT 001 Tab. T6.1-Ex.2
141
SUBMDULO:
MPS-T6.2
POSIO E TIPO DE JUNTA:
(EN 287-1) PA (ASME IX) 1G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
8 HORAS
Execuo de juntas topo-a-topo na posio ao baixo (tubo a rodar)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos, em ao no ligado, ao inox e alumnio ( 60 x 3 a 10 mm e
100 x 3 a 10 mm), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado, ao inox e alumnio, para a
execuo de juntas topo-a-topo com chanfro em V na posio ao baixo (PA);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.06 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.B.3
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com chanfro em V, na posio ao baixo (PA). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 60x3 a 10 mm e 100 x 3 a 10 mm.
Tubos de ao inoxidvel 18/8: 60x3 a 10 mm e 100x3 a 10 mm. Tubos de alumnio A5: 60x3x10 mm e 100x3 a 10 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
M.T3.08 Sb.06 . B
VI.B.4
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T6
EWF 481-01/PT 001 Tab. T6.3-Ex.4+5
141
SUBMDULO:
MPS-T6.3
POSIO E TIPO DE JUNTA:
(EN 287-1) PC (ASME IX) 2G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
8 HORAS
Execuo de Juntas topo-a-topo na posio horizontal
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos em ao no ligado, ao inox e alumnio ( 60 x 3 a 10 mm e
100 x 3 a 10 mm), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado, ao inox e alumnio para a
execuo de juntas topo-a-topo com chanfro em V na posio horizontal (PC);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.06 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.B.5
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com chanfro em V, na posio horizontal (PC). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 60x3 a 10 mm e 100 x 3 a 10 mm.
Tubos de ao inoxidvel 18/8: 60x3 a 10 mm e 100x3 a 10 mm. Tubos de alumnio A5: 60x3x10 mm e 100x3 a 10 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
VI.B.6
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T6
EWF 481-01/PT 001 Tab. T6.4-Ex.4
141
SUBMDULO:
MPS-T6.4
POSIO E TIPO DE JUNTA:
(EN 287-1) PF (ASME IX) 5G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
8 HORAS
Execuo de Juntas Topo-a-topo na posio Vertical (ascendente)
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos de ao no ligado, ao inox e alumnio ( 60 x 3 a 10 mm e
100 x 3 a 10 mm), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado para a execuo de juntas
topo-a-topo com chanfro em V na posio vertical ascendente (PF);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada;
M.T3.08 Sb.06 . B
Desenvolver as capacidades operatrias com material de adio.
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.B.7
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com chanfro em V, na posio vertical ascendente (PF). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 60x3 a 10 mm e 100 x 3 a 10 mm.
Tubos de ao inoxidvel 18/8: 60x3 a 10 mm e 100x3 a 10 mm. Tubos de alumnio A5: 60x3x10 mm e 100x3 a 10 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
VI.B.8
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . B
IEFP ISQ
Apresentao dos Exerccios Prticos
(EN 287-1):
FORMAO PRTICA DE SOLDADORES PROCESSO DE SOLDADURA TIG
MPS - T6
EWF 481-01/PT 001 Tab. T6.1-Ex.4+5
141
SUBMDULO:
MPS-T6.5
POSIO E TIPO DE JUNTA:
(EN 287-1) H-L045 (ASME IX) 6G
MATERIAL DE BASE (EN 287-1)
W01 W11 W21 W22 Ao no Ligado Ao Inox 18.8 Alumnio Alumnio
DURAO MDIA:
8 HORAS
Execuo de Juntas topo-a-topo na posio tubo com eixo a 45
OBJECTIVOS GLOBAIS
No final da frequncia desta sesso, o formando dever estar apto a:
Executar juntas topo-a-topo em tubos de ao ligado, ao inox e alumnio ( 60 x 3 a 10 mm e
100 x 3 a 10 mm), com chanfro em V, com penetrao e com a qualidade exigida, segundo o nvel de aceitao da classe C da EN 25817 ou EN 30042. A classificao dos defeitos dada pela EN 26520.
OBJECTIVOS ESPECFICOS:
Aps a frequncia desta sesso, o formando dever estar apto a:
Cortar e preparar os topos e a superfcie dos tubos em ao no ligado para a execuo de juntas topo-a-topo
com chanfro em V, na posio tubo com eixo a 45 (H-L045);
Prever e controlar as deformaes produzidas pela soldadura; Escolher e regular os parmetros de soldadura segundo a espessura e tipo de metal a soldar; Escolher o bocal e o dimetro do elctrodo de tungstnio; Determinar o dimetro da vareta segundo a espessura a soldar; Identificar e corrigir os defeitos da soldadura na posio executada; Desenvolver as capacidades operatrias com material de adio.
M.T3.08 Sb.06 . B
Componente Prtica Guia do Formador
Soldadura TIG: Prticas - Submdulo VI
VI.B.9
Apresentao dos Exerccios Prticos
IEFP ISQ
CONTEDO FORMATIVO Formao prtica Execuo de juntas topo-a-topo em tubo com chanfro em V, na posio tubo com eixo a 45 (H-L045). Treino com material de adio. Formao terica Mtodos de execuo e tcnicas operatrias. Controlo de deformaes e empenos. Tipologia de defeitos e tcnicas de preveno e de controlo. Higiene e segurana relativa ao processo de soldadura. MATERIAIS E CONSUMVEIS A UTILIZAR Tubos de ao no ligado (sem costura) NP1641 - grau A ou B (parede normal ou reforada,
dimetro externo x espessura): 60x3 a 10 mm e 100 x 3 a 10 mm.
Tubos de ao inoxidvel 18/8: 60x3 a 10 mm e 100x3 a 10 mm. Tubos de alumnio A5: 60x3x10 mm e 100x3 a 10 mm. Varetas (ISO 636): TII/TIII; 2 e 2,4 mm. Varetas AISI 304; 1,6; 2 e 2,4 mm. Varetas de alumnio; 2; 3 e 4 mm. Gs de proteco (EN 439): I1 Elctrodos de tungstnio (EN 26848): WP/WT20; 1,6; 2 e 2,5 mm. DESENVOLVIMENTO DO SUBMDULO Cortar e desempenar as chapas (se necessrio). Desengordurar com um solvente no caso das chapas terem gordura. Montar o provete de forma adequada tendo em conta os requisitos da EN287. Adestrar na execuo de juntas de canto interior e sobrepostas nas posies baixo e horizontal. Corrigir a regulao dos parmetros de soldadura de forma a obter a fuso da aresta de modo
regular e contnuo.
Executar as soldaduras corrigindo os defeitos identificados tendo em conta a EN 25817, ou a EN
30042.
Verificar o dbito de argon que ser de 6 a 8 l/minuto. Ter em ateno o afiamento da ponta do
elctrodo de tungstnio. Utilizar a vareta adequada posio de soldadura e espessura da chapa. Regular os parmetros de soldadura, segundo o que se pretende executar. O cordo dever ser regular, isento de defeitos vista.
VI.B.10
Soldadura TIG: Prticas - Submdulo VI
Componente Prtica Guia do Formador
M.T3.08 Sb.06 . B
Você também pode gostar
- Soldadura Por Eléctrodo RevestidoDocumento226 páginasSoldadura Por Eléctrodo RevestidoBelmiro SantosAinda não há avaliações
- Manutenção Equiipamento Electomecanico I GF 1Documento97 páginasManutenção Equiipamento Electomecanico I GF 1Octavio RamalhoAinda não há avaliações
- Metrologia e Normalização - Guia Do FormadorDocumento168 páginasMetrologia e Normalização - Guia Do FormadorAlexandre CartaxoAinda não há avaliações
- Simulação de Sistemas Industriais - FormadorDocumento149 páginasSimulação de Sistemas Industriais - FormadorNuno M AlexandreAinda não há avaliações
- Limagem Cenfim PDFDocumento22 páginasLimagem Cenfim PDFprofcmAinda não há avaliações
- Encar. de Montagem PDFDocumento63 páginasEncar. de Montagem PDFMisael PessanhaAinda não há avaliações
- Tecnologia Da Soldagem PDFDocumento131 páginasTecnologia Da Soldagem PDFAntonioMoraesAinda não há avaliações
- 7 Metrologia - PaquimetroDocumento51 páginas7 Metrologia - PaquimetroEvertonAinda não há avaliações
- Trabalho Mecanico Montador 01 - ProminpDocumento32 páginasTrabalho Mecanico Montador 01 - ProminpWeniton OliveiraAinda não há avaliações
- Lixador PDFDocumento63 páginasLixador PDFCicero AlvesAinda não há avaliações
- MODULFORM CAD Avançado - Guia Do FormadorDocumento127 páginasMODULFORM CAD Avançado - Guia Do FormadorAnonymous mq0U43UsPAinda não há avaliações
- Terminologia Da SoldagemDocumento45 páginasTerminologia Da SoldagemAnonymous 4OgzTeIAinda não há avaliações
- Tecnologia Da Soldagem 2012 - Prof. Amilton CordeiroDocumento88 páginasTecnologia Da Soldagem 2012 - Prof. Amilton Cordeiromarcos130489Ainda não há avaliações
- Apostila Metrologia Unidade 1 2 e 3Documento25 páginasApostila Metrologia Unidade 1 2 e 3Cris NunesAinda não há avaliações
- Tecnologia Parte I TraçagemDocumento57 páginasTecnologia Parte I TraçagemRicardo MandeliAinda não há avaliações
- Principios de Projeto - Guia Do Formando - IefpDocumento129 páginasPrincipios de Projeto - Guia Do Formando - IefpJoão BaptistaAinda não há avaliações
- Desenho Técnico II - SENAI PRDocumento145 páginasDesenho Técnico II - SENAI PRValquiria BrazAinda não há avaliações
- 3 Usinagem TorneamentoDocumento211 páginas3 Usinagem TorneamentoSilvio Eduardo100% (3)
- Elementos de MáquinasDocumento80 páginasElementos de MáquinasFranklin AndradeAinda não há avaliações
- 4570 - Serralharia de Bancada - Operações ElementaresDocumento3 páginas4570 - Serralharia de Bancada - Operações ElementaresDagdaPicks0% (1)
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 páginasSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséAinda não há avaliações
- Especificações Técnicas GásDocumento163 páginasEspecificações Técnicas GásAdelino Oliveira PedroAinda não há avaliações
- A4 - Prominp Estatistica Aplicada A Metrologia PDFDocumento99 páginasA4 - Prominp Estatistica Aplicada A Metrologia PDFVinicius Rocha MathiasAinda não há avaliações
- Norma FBT SN 007 Revis AdaDocumento12 páginasNorma FBT SN 007 Revis AdaInspetor SoldagemAinda não há avaliações
- aNPENISO9000 2015-pt PDFDocumento7 páginasaNPENISO9000 2015-pt PDFCatarina Silva0% (1)
- MF0013 SERRALHARIA 1o VOLUME PDFDocumento5 páginasMF0013 SERRALHARIA 1o VOLUME PDFluisAinda não há avaliações
- Manual de Formacao UFCD 1556 PDFDocumento227 páginasManual de Formacao UFCD 1556 PDFMariana CanastraAinda não há avaliações
- Electricista de Instalações Módulo 9Documento181 páginasElectricista de Instalações Módulo 9Hugo TeixeiraAinda não há avaliações
- Guia Abendi 2019 PDFDocumento56 páginasGuia Abendi 2019 PDFPaul NelsonAinda não há avaliações
- 01 Conceitos UsinagemDocumento55 páginas01 Conceitos Usinagemnb21Ainda não há avaliações
- Ufcd 5004 Serralharia para MecanicosDocumento1 páginaUfcd 5004 Serralharia para Mecanicosruilima2004Ainda não há avaliações
- Desenho Técnico (Uma Abordagem)Documento64 páginasDesenho Técnico (Uma Abordagem)Felipe PereiraAinda não há avaliações
- Soldador de Tubulacao Senai ProminpDocumento142 páginasSoldador de Tubulacao Senai Prominpwrv40Ainda não há avaliações
- Controle Da Qualidade em Indústrias Mecânicas PesadasDocumento10 páginasControle Da Qualidade em Indústrias Mecânicas Pesadaserick vinicius andradeAinda não há avaliações
- Sistemas Auxiliares CAAQDocumento294 páginasSistemas Auxiliares CAAQEduardo RibeiroAinda não há avaliações
- Tecn MateriaisDocumento142 páginasTecn MateriaisLuciano Ferreira da CostaAinda não há avaliações
- Questionário de SoldagemDocumento7 páginasQuestionário de SoldagemManuel Nascimento100% (2)
- soldaduraerISQ PDFDocumento37 páginassoldaduraerISQ PDFandrecarneiro11Ainda não há avaliações
- Soldadura TIGDocumento31 páginasSoldadura TIGJohhSmithAinda não há avaliações
- Apresentação MetrologiaDocumento38 páginasApresentação MetrologiaLeandroFramptonAinda não há avaliações
- Instrumentista Reparador - Noções de MetrologiaDocumento73 páginasInstrumentista Reparador - Noções de MetrologiajanchietaAinda não há avaliações
- Aula 7 - Normas e Qualificação em SoldagemDocumento14 páginasAula 7 - Normas e Qualificação em SoldagemGabriel CostaAinda não há avaliações
- Soldagem - Solidworks 2015 TrainingDocumento193 páginasSoldagem - Solidworks 2015 TrainingNaygunsAinda não há avaliações
- RFCC 3 - Especificação Resfriador de ClinquerDocumento9 páginasRFCC 3 - Especificação Resfriador de ClinquerRicardo NevesAinda não há avaliações
- 05 - FerramenteiroDocumento212 páginas05 - FerramenteirocnccepAinda não há avaliações
- Aulas FURAÇAO - E - ESCAREAMENTODocumento27 páginasAulas FURAÇAO - E - ESCAREAMENTOPedro Jac SilvaAinda não há avaliações
- Soldadura TIG - Práticas Soldadura TIG - PráticasDocumento134 páginasSoldadura TIG - Práticas Soldadura TIG - PráticasRui HenriquesAinda não há avaliações
- Tig - 3GDocumento22 páginasTig - 3GHRD Manutencao e QualidadeAinda não há avaliações
- Solda MODULFORM Ensaios Mecânicos AttachfileuDocumento130 páginasSolda MODULFORM Ensaios Mecânicos AttachfileuAntonio Melgaço da SilvaAinda não há avaliações
- Multiprocesso - 4GDocumento23 páginasMultiprocesso - 4GHRD Manutencao e QualidadeAinda não há avaliações
- Ensaios Destrutivos - PráticasDocumento101 páginasEnsaios Destrutivos - PráticasNuno M Alexandre50% (2)
- Tig - 6GDocumento19 páginasTig - 6GHRD Manutencao e QualidadeAinda não há avaliações
- Apostila Soldador Eletrodo Revestido 3gDocumento22 páginasApostila Soldador Eletrodo Revestido 3gCarlos JuniorAinda não há avaliações
- SoldadorDocumento42 páginasSoldadorHelder OliveiraAinda não há avaliações
- a56b2e17ae4d4103a13e2ae9398fe3deDocumento83 páginasa56b2e17ae4d4103a13e2ae9398fe3deRicardo Jorge Horta Pequeno100% (1)
- Otimização de Um Processo de Solda Migmag para Aplicação Na Indústria Automobilística Através Da PDFDocumento111 páginasOtimização de Um Processo de Solda Migmag para Aplicação Na Indústria Automobilística Através Da PDFLourival SantosAinda não há avaliações
- Caixilharia de Alumínio - FormadorDocumento121 páginasCaixilharia de Alumínio - FormadorNuno M AlexandreAinda não há avaliações
- ElectrotecniaIndustrial IEFPDocumento221 páginasElectrotecniaIndustrial IEFPNuno Fmlg NunesAinda não há avaliações
- Motor, Transmissão e Caixa de VelocidadesDocumento9 páginasMotor, Transmissão e Caixa de Velocidadescaralbmarbat_3207679Ainda não há avaliações
- Trabalho DeewooDocumento1 páginaTrabalho Deewoocaralbmarbat_3207679Ainda não há avaliações
- Trabalho BatistaDocumento9 páginasTrabalho Batistacaralbmarbat_3207679Ainda não há avaliações
- Carroçarias, João Oliveira, Nº1706924Documento12 páginasCarroçarias, João Oliveira, Nº1706924caralbmarbat_3207679Ainda não há avaliações
- Elec Nano13Documento5 páginasElec Nano13caralbmarbat_3207679Ainda não há avaliações
- Nano 4Documento4 páginasNano 4caralbmarbat_3207679Ainda não há avaliações
- Nano 8Documento3 páginasNano 8caralbmarbat_3207679Ainda não há avaliações
- Catalog 4Documento14 páginasCatalog 4caralbmarbat_3207679Ainda não há avaliações
- F SolarDocumento8 páginasF Solarcaralbmarbat_3207679Ainda não há avaliações
- Scribt 5Documento17 páginasScribt 5caralbmarbat_3207679Ainda não há avaliações
- Catalogo MetaboDocumento268 páginasCatalogo Metabocaralbmarbat_3207679Ainda não há avaliações
- Controlador 1 PDFDocumento28 páginasControlador 1 PDFcaralbmarbat_3207679Ainda não há avaliações
- Exercicios SolubilidadeDocumento8 páginasExercicios SolubilidadeMurilo Borghardt ScalserAinda não há avaliações
- 014 Estudo Dos Ácidos DicarboxilicosDocumento23 páginas014 Estudo Dos Ácidos DicarboxilicosAzevedoCarlos MateusAinda não há avaliações
- Atividade Prática - Química Geral UninterDocumento6 páginasAtividade Prática - Química Geral UninterAna Leticya Gomes100% (1)
- Final Dpe CFQ 8ºDocumento120 páginasFinal Dpe CFQ 8ºCaveira449Ainda não há avaliações
- Trabalho Exer MolDocumento2 páginasTrabalho Exer Mollopesqui1766Ainda não há avaliações
- Química TrabalhoDocumento13 páginasQuímica TrabalhoDefaultiuAinda não há avaliações
- Ficha 1.2 - Cálculo EstequiométricoDocumento3 páginasFicha 1.2 - Cálculo Estequiométricojmhenriques08Ainda não há avaliações
- FQAnalitica Aula4Documento10 páginasFQAnalitica Aula4Erick LucasAinda não há avaliações
- Questões HJ Super RevisãoDocumento14 páginasQuestões HJ Super RevisãoRodrigo SilveiraAinda não há avaliações
- Seminário de RadiaçãoDocumento22 páginasSeminário de RadiaçãoBlack Karot100% (2)
- Exercícios Resolvidos de EstequiometriaDocumento15 páginasExercícios Resolvidos de EstequiometriabzgirlAinda não há avaliações
- 10 Materiais para Ferramentas de CorteDocumento80 páginas10 Materiais para Ferramentas de CorteHugo Cavalcanti100% (1)
- CRAC1-Relatorio Metais - Victória YasminDocumento6 páginasCRAC1-Relatorio Metais - Victória YasminVictória YasminAinda não há avaliações
- Maccomevap11-Mac - Exde .156ad PDFDocumento4 páginasMaccomevap11-Mac - Exde .156ad PDFjmais777Ainda não há avaliações
- Ficha de Trabalho 20Documento8 páginasFicha de Trabalho 20Marta MachadoAinda não há avaliações
- Casos Batidos QuimicaDocumento9 páginasCasos Batidos QuimicaTeixeira BastosAinda não há avaliações
- Reações de PrataDocumento6 páginasReações de Pratatheo_zinhoAinda não há avaliações
- Eq11 em PPT Modulo 11Documento16 páginasEq11 em PPT Modulo 11Elsa Viana BaptistaAinda não há avaliações
- Catalogo HagaDocumento54 páginasCatalogo HagaSimalte Perseguine MiguelAinda não há avaliações
- Calculos e MassasDocumento28 páginasCalculos e MassasLaércio souzaAinda não há avaliações
- Aluminio e Suas LigasDocumento22 páginasAluminio e Suas LigasMarcelo Piovan100% (1)
- Minerais em Computadores FinalDocumento18 páginasMinerais em Computadores FinalGEOVANA DE SOUZA ALMEIDAAinda não há avaliações
- 05 Nox Oxi-ReduçãoDocumento10 páginas05 Nox Oxi-ReduçãoIdentity NullAinda não há avaliações
- Slides de Definição de Ácidos e BasesDocumento18 páginasSlides de Definição de Ácidos e BasesAlécia Maria GonçalvesAinda não há avaliações
- Ao Regulamento Padroes Qualidade Ambiental e Emissao de EfluentesDocumento5 páginasAo Regulamento Padroes Qualidade Ambiental e Emissao de EfluentesMauro Leodgard Monteiro RodriguesAinda não há avaliações
- Revisar Envio Do Teste: 20192 - CLIQUE AQUI PARA ACESSAR A PROVA N2Documento5 páginasRevisar Envio Do Teste: 20192 - CLIQUE AQUI PARA ACESSAR A PROVA N2LuizPauloPauloAinda não há avaliações
- Lista de Exercícios 1Documento2 páginasLista de Exercícios 1Leonardo ZammarAinda não há avaliações
- Elementos, Substancia e MisturasDocumento7 páginasElementos, Substancia e Misturasjbarb2011100% (1)
- Exercicios Resolvidos Capitulo 8 SolomonsDocumento11 páginasExercicios Resolvidos Capitulo 8 SolomonsdefatimapedroAinda não há avaliações
- 3 Relatorio de QuimicaDocumento6 páginas3 Relatorio de QuimicarobertoAinda não há avaliações