Você também pode gostar
- Custos Logísticos: estudos exploratório e de casoNo EverandCustos Logísticos: estudos exploratório e de casoAinda não há avaliações
- Prova Custos 2023.2 - Prova CDocumento7 páginasProva Custos 2023.2 - Prova CEmanuel QuadrasAinda não há avaliações
- CCT Regular 2019-2020 AtualizadaDocumento160 páginasCCT Regular 2019-2020 AtualizadaFábio GuedesAinda não há avaliações
- Registro de ColaboradoresDocumento84 páginasRegistro de ColaboradoresSergio Sales ReisAinda não há avaliações
- LTCAT MercadoDocumento14 páginasLTCAT MercadoBruno Menezes71% (7)
- Contestação TrabalhistaDocumento55 páginasContestação TrabalhistaLeandro AzevedoAinda não há avaliações
- Questoes de CustosDocumento77 páginasQuestoes de CustosBsm PapiroBook0% (1)
- Gabarito - Lista de Exercícios de Capacidade de MáquinaDocumento7 páginasGabarito - Lista de Exercícios de Capacidade de MáquinaRenato CavalcanteAinda não há avaliações
- Exercício Avaliativo - Classificação de CustosDocumento3 páginasExercício Avaliativo - Classificação de CustosDarlan PereiraAinda não há avaliações
- Exemplos ..Documento4 páginasExemplos ..sddse100% (1)
- Modelo Peças Direito Do TrabalhoDocumento120 páginasModelo Peças Direito Do TrabalhoLouise Braga100% (1)
- 2 - O Sistema Toyota de ProduçãoDocumento9 páginas2 - O Sistema Toyota de ProduçãoItamar MAinda não há avaliações
- Exerccios Balanceamento de Linha de MontagemDocumento3 páginasExerccios Balanceamento de Linha de MontagemevandirAinda não há avaliações
- Apuracao de Resultado e Regime de ContabilidadeDocumento29 páginasApuracao de Resultado e Regime de ContabilidadesescoopAinda não há avaliações
- Atividade Avaliativa Departamentalização ResolvidoDocumento6 páginasAtividade Avaliativa Departamentalização ResolvidoBárbara ReginaAinda não há avaliações
- Métodos de custeio e formação de preços de venda para indústria pirotécnica: Estudo de caso da cidade de Santo Antônio do MonteNo EverandMétodos de custeio e formação de preços de venda para indústria pirotécnica: Estudo de caso da cidade de Santo Antônio do MonteAinda não há avaliações
- Direito Coletivo Do Trabalho (Caderno)Documento40 páginasDireito Coletivo Do Trabalho (Caderno)Rafael RezendeAinda não há avaliações
- Contabilidade de Custos 1Documento94 páginasContabilidade de Custos 1le_bsmAinda não há avaliações
- Demonstrativos Financeiros Do Resultado Da Tegma Do 4t20Documento81 páginasDemonstrativos Financeiros Do Resultado Da Tegma Do 4t20Matheus RodriguesAinda não há avaliações
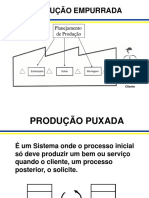
- Adm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoDocumento9 páginasAdm Produção - Apostila 01 - Planejamento e Controle Da ProduçãoFelipe ParaizoAinda não há avaliações
- Lotes EconômicosDocumento12 páginasLotes EconômicosEDGCONSULTAinda não há avaliações
- Exercícios Adicionais Sobre Teoria Das RestriçõesDocumento4 páginasExercícios Adicionais Sobre Teoria Das RestriçõesAnna Caroline StemAinda não há avaliações
- Custo Conceito GeralDocumento13 páginasCusto Conceito GeralfelizAinda não há avaliações
- AML 09 Lotes EconômicosDocumento7 páginasAML 09 Lotes EconômicosKazuza EmersonAinda não há avaliações
- Unidade 3 - Planejamento Da Capacidade de ProduçãoDocumento15 páginasUnidade 3 - Planejamento Da Capacidade de ProduçãoVitor Correa da SilvaAinda não há avaliações
- Gabarito Exercícios MPSMRPDocumento21 páginasGabarito Exercícios MPSMRPSamuelCruz100% (3)
- Capítulo 6.5 CUSTO PADRÃO OU STANDARDDocumento45 páginasCapítulo 6.5 CUSTO PADRÃO OU STANDARDLívia MirandaAinda não há avaliações
- QIC ERP BI v18Documento8 páginasQIC ERP BI v18SombeRAinda não há avaliações
- Aula 9 - Aquisicao MRPDocumento30 páginasAula 9 - Aquisicao MRPhyan159Ainda não há avaliações
- Gestoecontabilidadedecustos 110609084909 Phpapp01 PDFDocumento128 páginasGestoecontabilidadedecustos 110609084909 Phpapp01 PDFThiago NevesAinda não há avaliações
- Contabilidade - Custeio Por AbsorçãoDocumento3 páginasContabilidade - Custeio Por AbsorçãoContaconta100% (1)
- Aula 3 - Gestão de ArmazensDocumento15 páginasAula 3 - Gestão de ArmazensDúnia Tavares DuarteAinda não há avaliações
- Exercicio de MPS - Planejamento Mestre de ProducaoDocumento5 páginasExercicio de MPS - Planejamento Mestre de ProducaoAlanaSantanaAinda não há avaliações
- Prova Antiga EEDocumento7 páginasProva Antiga EESarah AFFONSO FERNANDESAinda não há avaliações
- Teoria Do ProdutorDocumento16 páginasTeoria Do ProdutorRicardo SerrãoAinda não há avaliações
- 127 Exercícios ResolvidosDocumento87 páginas127 Exercícios ResolvidosViviane Vianna GasqueAinda não há avaliações
- Lista Resoluo UFRNDocumento4 páginasLista Resoluo UFRNPhilipe MoraisAinda não há avaliações
- Teoria Sistema KanbanDocumento45 páginasTeoria Sistema KanbanFabrício ResendeAinda não há avaliações
- Apostila de Logistica IIDocumento29 páginasApostila de Logistica IIPedro Gustavo FerreiraAinda não há avaliações
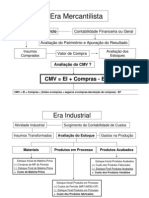
- CMV Ei + Compras - EfDocumento13 páginasCMV Ei + Compras - Efsimuladocontabil100% (1)
- Apresentação COMBINAÇÃO DOS FATORES DE PRODUÇÃO Economia PDFDocumento6 páginasApresentação COMBINAÇÃO DOS FATORES DE PRODUÇÃO Economia PDFLucas ShortAinda não há avaliações
- Exercícios de Gestão AdministrativaDocumento35 páginasExercícios de Gestão AdministrativaAntonio Rafae Marques Castro CastroAinda não há avaliações
- Planeamento e ProduçãoDocumento21 páginasPlaneamento e Produçãofelipe_rsoares0% (1)
- Orçamento de ProduçãoDocumento11 páginasOrçamento de ProduçãozeramentocontabilAinda não há avaliações
- Gestao de StocksDocumento57 páginasGestao de StocksErivaldo AlmeidaAinda não há avaliações
- Apontamentos Gestao de Operacoes Parte 2Documento4 páginasApontamentos Gestao de Operacoes Parte 2Stelio Cuinica100% (1)
- Métodos de Apuramento Dos Custos Dos Produtos FabricadosDocumento20 páginasMétodos de Apuramento Dos Custos Dos Produtos FabricadosXone TavaresAinda não há avaliações
- A Ciência Contabilística e A Contabilidade de CustosDocumento33 páginasA Ciência Contabilística e A Contabilidade de CustosSergio Alfredo Macore100% (1)
- Avaliativo A2 - IV STEPHANE BALLIN CARRERADocumento13 páginasAvaliativo A2 - IV STEPHANE BALLIN CARRERAStephane BallinAinda não há avaliações
- Estatistica Descritiva Até Pag 33Documento33 páginasEstatistica Descritiva Até Pag 33João SantosAinda não há avaliações
- Exercícios Martins (2010) DepartamentalizaçãoDocumento7 páginasExercícios Martins (2010) DepartamentalizaçãooidsaAinda não há avaliações
- Análise CVL - SlidesDocumento28 páginasAnálise CVL - Slideslucas miguelAinda não há avaliações
- Exerc. de Fixacaogec N. 2Documento4 páginasExerc. de Fixacaogec N. 2Felquer José Luís DiogoAinda não há avaliações
- CAN Exercicios 1 Sem 2016-2017Documento33 páginasCAN Exercicios 1 Sem 2016-2017Soares DECANOAinda não há avaliações
- TrabalhoAvaliativo Custos2022 1Documento2 páginasTrabalhoAvaliativo Custos2022 1Emanuelle CabralAinda não há avaliações
- NP6110 - Apostila de Planejamento Da DemandaDocumento44 páginasNP6110 - Apostila de Planejamento Da Demandad-fbuser-57367563100% (1)
- Atividade 5Documento2 páginasAtividade 5Gabriel EzequielAinda não há avaliações
- Resumo - Orçamento Base ZeroDocumento2 páginasResumo - Orçamento Base ZeroBruno ZenkyAinda não há avaliações
- Introdução À Administração Da Produção e OperaçõesDocumento14 páginasIntrodução À Administração Da Produção e OperaçõesFelipe MaedaAinda não há avaliações
- Lista A e B - PAP IntermediárioDocumento4 páginasLista A e B - PAP IntermediárioPatrícia BrandãoAinda não há avaliações
- Aula4-Plano Mestre Da ProduçãoDocumento36 páginasAula4-Plano Mestre Da ProduçãoIsabela AraujoAinda não há avaliações
- Implantação e Manutenção Do Sistema MRP IIDocumento54 páginasImplantação e Manutenção Do Sistema MRP IIdaniel_lecuona100% (1)
- Convencao Coletiva 2021 2022Documento11 páginasConvencao Coletiva 2021 2022islayne vieiraAinda não há avaliações
- Ebook COMO FAZER UMA Razão DE DEFESADocumento27 páginasEbook COMO FAZER UMA Razão DE DEFESAAbner RangelAinda não há avaliações
- Plano de Carreira BetimDocumento69 páginasPlano de Carreira BetimKelley Amaral0% (1)
- Anexo 9 Encargos SociaisDocumento2 páginasAnexo 9 Encargos SociaisRoberval TelesAinda não há avaliações
- Convenção Coletiva de Trabalho 2021/2023Documento19 páginasConvenção Coletiva de Trabalho 2021/2023Euripedes R. Torres JuniorAinda não há avaliações
- Convenção Coletiva SindesteticaDocumento13 páginasConvenção Coletiva SindesteticaJuli Andrade OliveiraAinda não há avaliações
- Secretaria-Geral Da Governadoria Casa CivilDocumento70 páginasSecretaria-Geral Da Governadoria Casa CivilMarcelo Paulino GalhardoAinda não há avaliações
- Responsabilidade Dos Sócios Procedimento - Decreto Nº 33.059.2019 (CE)Documento2 páginasResponsabilidade Dos Sócios Procedimento - Decreto Nº 33.059.2019 (CE)ricardo lunaAinda não há avaliações
- VDBxRubricas 5 DigitosDocumento114 páginasVDBxRubricas 5 DigitosBelkisAinda não há avaliações
- Planilha Vigilancia Armada 12x36 Noturna In05 20172Documento3 páginasPlanilha Vigilancia Armada 12x36 Noturna In05 20172Fernando MartinsAinda não há avaliações
- Act Nav Brasil 2023 2025 Proposta ConsolidadaDocumento46 páginasAct Nav Brasil 2023 2025 Proposta ConsolidadaIvan Muniz VieiraAinda não há avaliações
- Contestacao Defesa Horas Extras Regime Compensatorio Domingo e Feriados IntervalosDocumento9 páginasContestacao Defesa Horas Extras Regime Compensatorio Domingo e Feriados IntervalosAline SampaioAinda não há avaliações
- Acordo Coletivo de Trabalho 2022-2023Documento10 páginasAcordo Coletivo de Trabalho 2022-2023BRUNO JANEIROAinda não há avaliações
- 3e22c1b - Acórdão - pdf-2Documento15 páginas3e22c1b - Acórdão - pdf-2ERICK Machado BatistaAinda não há avaliações
- Sisferias GoestDocumento20 páginasSisferias GoestRenato Ferreira0% (1)
- Oab Direto Ao Ponto - Módulo 1 - Aula 4Documento12 páginasOab Direto Ao Ponto - Módulo 1 - Aula 4Rosinaldo S. AlexandreAinda não há avaliações
- Aviso de Ferias - ModeloDocumento1 páginaAviso de Ferias - ModeloMiguel PessanhaAinda não há avaliações
- Súmulas TRT5Documento15 páginasSúmulas TRT5Advocacia InterdisciplinarAinda não há avaliações
- Impugnação Aos Documentos Da Ré Fabiano Sales Da Silva X PoliumetkaDocumento8 páginasImpugnação Aos Documentos Da Ré Fabiano Sales Da Silva X PoliumetkaÉverson FasolinAinda não há avaliações
- Ebook TrabalhoDocumento13 páginasEbook TrabalhoJéssica IwataAinda não há avaliações
- CCT 2022-2023 - Provedores Internet - Lancada MediadorDocumento25 páginasCCT 2022-2023 - Provedores Internet - Lancada Mediadormigas kidsAinda não há avaliações
- LEI Nº. 4684/2022: Município de Guarapari Estado Do Espírito Santo Gabinete Do PrefeitoDocumento49 páginasLEI Nº. 4684/2022: Município de Guarapari Estado Do Espírito Santo Gabinete Do PrefeitoangelicaAinda não há avaliações
- PDF Professor 26.03.2021Documento17 páginasPDF Professor 26.03.2021Thalia Ingretti AlvesAinda não há avaliações
- Apostila Direito Do Trabalho LFGDocumento13 páginasApostila Direito Do Trabalho LFGJane GraceAinda não há avaliações