Você também pode gostar
- Aula ExtrusãoDocumento12 páginasAula ExtrusãoRenata Tersi JardimAinda não há avaliações
- Trefilação e Conformação de ChapasDocumento35 páginasTrefilação e Conformação de Chapasgiulliatto100% (1)
- Apostila Processos de FabricaçãoDocumento59 páginasApostila Processos de Fabricaçãocadufreitas100% (1)
- ExtrusãoDocumento30 páginasExtrusãomateuslorenzoniAinda não há avaliações
- Esquema Do Processo de Extrusão TRABALHO 1Documento16 páginasEsquema Do Processo de Extrusão TRABALHO 1Antenor322Ainda não há avaliações
- Aula 6 - ExtrusãoDocumento75 páginasAula 6 - ExtrusãoHenry MorenoAinda não há avaliações
- Aula 6 (Extrusão)Documento37 páginasAula 6 (Extrusão)TalwaniAinda não há avaliações
- Processos de FabricaçãoDocumento37 páginasProcessos de FabricaçãoEdgar GonzalezAinda não há avaliações
- Aula 14 - Extrusão e Trefilação - UniforDocumento54 páginasAula 14 - Extrusão e Trefilação - UniforJohnAinda não há avaliações
- 8 Empurra Estica PuxaDocumento14 páginas8 Empurra Estica PuxaFabioAinda não há avaliações
- Manual de DefeitosDocumento158 páginasManual de DefeitosClaudio DiogoAinda não há avaliações
- EXTRUSÃODocumento21 páginasEXTRUSÃOKarina Bonami VicenteAinda não há avaliações
- 1 - PROBLEMAS de TRINCAS em FUNDIÇÃO PDFDocumento73 páginas1 - PROBLEMAS de TRINCAS em FUNDIÇÃO PDFBruno Entringer100% (2)
- 03 - Processo de ExtrusãoDocumento7 páginas03 - Processo de ExtrusãoEmerson MeridaAinda não há avaliações
- 1 Prova CorrosãoDocumento3 páginas1 Prova CorrosãoIvesAntônioAinda não há avaliações
- Descontinuidade Soldasscontinuidade SoldasDocumento20 páginasDescontinuidade Soldasscontinuidade SoldasJose Guerreiro100% (1)
- Cap 03 - Corrosão Localizada PDFDocumento14 páginasCap 03 - Corrosão Localizada PDFGabriel Leonardo Tacchi Nascimento100% (1)
- Corrosao - Pilhas OficialDocumento45 páginasCorrosao - Pilhas OficialAndreza SilvaAinda não há avaliações
- Tipos de PilhasDocumento20 páginasTipos de PilhaskarineisabelAinda não há avaliações
- Exame Teórico Específico US US - N1 - ME 3 2Documento6 páginasExame Teórico Específico US US - N1 - ME 3 2cleytonwsAinda não há avaliações
- A História Do Aço InoxidávelDocumento9 páginasA História Do Aço InoxidávelWaldir von AnckenAinda não há avaliações
- PROVA - JatistaDocumento1 páginaPROVA - JatistaitalosouzasAinda não há avaliações
- TuboDocumento1 páginaTuboGuilherme NegrelloAinda não há avaliações
- Questões: A) B) C) D)Documento29 páginasQuestões: A) B) C) D)CTP ALAGOASAinda não há avaliações
- Lista QT (Corrosao) 2018Documento2 páginasLista QT (Corrosao) 2018Larissa Alves0% (1)
- AÇOS Inoxidáveis - o Que Deve SaberDocumento17 páginasAÇOS Inoxidáveis - o Que Deve SaberVanilson ValAinda não há avaliações
- Aula 5.2 Definição de Aço e Ferro FundidoDocumento52 páginasAula 5.2 Definição de Aço e Ferro FundidoGabriel De Andrade Janene GoniniAinda não há avaliações
- Propriedades Mecânicas Dos Materiais CerâmicosDocumento38 páginasPropriedades Mecânicas Dos Materiais CerâmicosJulio Cesar de MoraesAinda não há avaliações
- Exercício 100 Questões NovoDocumento11 páginasExercício 100 Questões NovoRafael LangamerAinda não há avaliações
- N-2294 Inspeção de Tubo - Qualificação de Pessoal - (1993)Documento11 páginasN-2294 Inspeção de Tubo - Qualificação de Pessoal - (1993)Alvig AdministrativoAinda não há avaliações
- Quimica Exercicios Sobre CorrosaoDocumento6 páginasQuimica Exercicios Sobre Corrosaobelprestes4180100% (1)
- 4 Lista de Exercícios - Corrosão - Unidades III e IV - Gabarito1Documento9 páginas4 Lista de Exercícios - Corrosão - Unidades III e IV - Gabarito1Danny CiciliotteAinda não há avaliações
- REG000 Relatório de Nivelamento SopradorDocumento1 páginaREG000 Relatório de Nivelamento SopradorGabrieli BalãoAinda não há avaliações
- Lista de Verificação de CompressorDocumento1 páginaLista de Verificação de Compressorlucas171adrianoAinda não há avaliações
- Form. Aprovação de Peça de Produção Resultados de Ensaios de Materiais de DesempenhoDocumento3 páginasForm. Aprovação de Peça de Produção Resultados de Ensaios de Materiais de DesempenhoDaniel Jorge Da SilvaAinda não há avaliações
- Nr-13 Vaso R1y05r2Documento13 páginasNr-13 Vaso R1y05r2Gabriel MarianAinda não há avaliações
- Ensaio de Compressão - AtividadeDocumento1 páginaEnsaio de Compressão - AtividadeJouzy FreitasAinda não há avaliações
- CorrosãoDocumento2 páginasCorrosãoDavid Feitoza0% (1)
- Questionário - Conformação Mecânica - Editado1Documento12 páginasQuestionário - Conformação Mecânica - Editado1vurelo100% (1)
- Exercícios de Corrosão Dos MateriaisDocumento3 páginasExercícios de Corrosão Dos MateriaisPaula Stark100% (1)
- Conformação Mecânica - Aula 06 - LaminaçãoDocumento57 páginasConformação Mecânica - Aula 06 - LaminaçãoFábio L. Knewitz100% (1)
- Lista de CorrosãoDocumento3 páginasLista de CorrosãoArthur Suassuna100% (1)
- FendasDocumento17 páginasFendasPedro Silva100% (1)
- Ensaio Por Ultra-SomDocumento28 páginasEnsaio Por Ultra-SomEdison Bl100% (1)
- Exercicios Corrosao2005Documento5 páginasExercicios Corrosao2005thiagoluizfelix100% (1)
- Aula 1 - Blocos PadrãoDocumento16 páginasAula 1 - Blocos PadrãoAntonio PressAinda não há avaliações
- Prova n1 Simulado p2Documento12 páginasProva n1 Simulado p2Celso Brito100% (1)
- Corrosao Inter Granular em Juntas Soldadas - PARTE IIDocumento12 páginasCorrosao Inter Granular em Juntas Soldadas - PARTE IILúcio BarbozaAinda não há avaliações
- Correntes ParasitasDocumento16 páginasCorrentes ParasitasAna Paula FabrícioAinda não há avaliações
- QUESTIONARIO (Eliton Almeida - Respondido) (Salvo Automaticamente) PretoDocumento46 páginasQUESTIONARIO (Eliton Almeida - Respondido) (Salvo Automaticamente) PretoErik100% (2)
- N-1593 Ensaio Nao Destrutivo EstanqueidadeDocumento14 páginasN-1593 Ensaio Nao Destrutivo EstanqueidadeLucio BragaAinda não há avaliações
- Aula 11 - ExtrusãoDocumento37 páginasAula 11 - ExtrusãoSaulo AmorimAinda não há avaliações
- Corrosão - Abraco PDFDocumento9 páginasCorrosão - Abraco PDFtonyrichardAinda não há avaliações
- FM ST9 C.L.E. 027 Check List ExtintoresDocumento2 páginasFM ST9 C.L.E. 027 Check List ExtintoresChafic Cury Neto TstAinda não há avaliações
- Check List Extintores - TURANODocumento1 páginaCheck List Extintores - TURANOLion SimasAinda não há avaliações
- 1 Lista de Exercicios CorrosaoDocumento3 páginas1 Lista de Exercicios CorrosaoJulyana Isidoro100% (1)
- USM Go (Catlogo em Portugus)Documento4 páginasUSM Go (Catlogo em Portugus)Claudenir ElidianeAinda não há avaliações
- Aula 18 - Ensaio de Ultra-SomDocumento24 páginasAula 18 - Ensaio de Ultra-Sompaulo1americo100% (1)
- Extrusão - ApostilaDocumento11 páginasExtrusão - ApostilaDanielBianzenoAinda não há avaliações
- Apostila - ExtrusaoDocumento28 páginasApostila - Extrusaowarlikes100% (1)
- Edson Hudson Foi DeusDocumento1 páginaEdson Hudson Foi DeusalessandroAinda não há avaliações
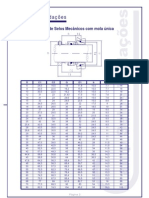
- Vedações Papelão HidráulicoDocumento1 páginaVedações Papelão HidráulicoCleverton LopesAinda não há avaliações
- Flores em Você - IraDocumento1 páginaFlores em Você - IraCleverton LopesAinda não há avaliações
- Titc3a3s Porque Eu Sei Que C3a9 AmorDocumento4 páginasTitc3a3s Porque Eu Sei Que C3a9 AmorÁgape Coral OrquestraAinda não há avaliações
- Tabela de MontagemDocumento2 páginasTabela de MontagemrrrdrigoAinda não há avaliações
- Flor e o Beija-Flor - Cello PDFDocumento2 páginasFlor e o Beija-Flor - Cello PDFCleverton LopesAinda não há avaliações
- Gestão Da ManutençãoDocumento118 páginasGestão Da ManutençãoCleverton Lopes100% (1)
- Tabela de MontagemDocumento2 páginasTabela de MontagemrrrdrigoAinda não há avaliações
- Tabela de MontagemDocumento2 páginasTabela de MontagemrrrdrigoAinda não há avaliações
- Flor e o Beija-Flor - Violino I PDFDocumento2 páginasFlor e o Beija-Flor - Violino I PDFCleverton LopesAinda não há avaliações
- Cifra Eternos AmigosDocumento2 páginasCifra Eternos AmigosCleverton LopesAinda não há avaliações
- Luar Do Sertão ViolaDocumento1 páginaLuar Do Sertão ViolaCleverton LopesAinda não há avaliações
- Luar Do Sertão Violin IIDocumento1 páginaLuar Do Sertão Violin IICleverton LopesAinda não há avaliações
- Flor e o Beija-Flor - Violino IDocumento2 páginasFlor e o Beija-Flor - Violino ICleverton LopesAinda não há avaliações
- Fabricação - Aula 02 - Processos de Fabricação Por Conformação LaminaçãoDocumento46 páginasFabricação - Aula 02 - Processos de Fabricação Por Conformação LaminaçãoCleverton LopesAinda não há avaliações
- Flor e o Beija-Flor - Cello PDFDocumento2 páginasFlor e o Beija-Flor - Cello PDFCleverton LopesAinda não há avaliações
- Luar Do Sertão ContrabassDocumento1 páginaLuar Do Sertão ContrabassCleverton LopesAinda não há avaliações
- Luar Do SertãoDocumento1 páginaLuar Do SertãoCleverton LopesAinda não há avaliações
- Apresentaçãocap 5 BrunettiDocumento91 páginasApresentaçãocap 5 BrunettiCleverton LopesAinda não há avaliações
- ArduinoRevolution - Esquema ElétricoDocumento1 páginaArduinoRevolution - Esquema ElétricoCleverton LopesAinda não há avaliações
- Extrusão - ApostilaDocumento10 páginasExtrusão - ApostilaCleverton LopesAinda não há avaliações
- Arduino Definição e ProgramaçãoDocumento26 páginasArduino Definição e ProgramaçãoCleverton Lopes100% (1)
- 02 - Força e Potência de CorteDocumento8 páginas02 - Força e Potência de CorteCleverton LopesAinda não há avaliações
- 1 Desgaste Da FerramentaDocumento7 páginas1 Desgaste Da FerramentaCharlles PimentaAinda não há avaliações
- Fabricação Mecânica - IntroduçãoDocumento29 páginasFabricação Mecânica - IntroduçãoCleverton LopesAinda não há avaliações
- Fluido de CorteDocumento5 páginasFluido de CorteCleverton LopesAinda não há avaliações
- Fundamentos de UsinagemDocumento23 páginasFundamentos de UsinagemCleverton LopesAinda não há avaliações
- Máquinas Hidraulicas e PneumaticasDocumento12 páginasMáquinas Hidraulicas e PneumaticasCleverton LopesAinda não há avaliações
- Plano de Trabalho CIPAMINDocumento1 páginaPlano de Trabalho CIPAMINHelder Oliveira de AndradeAinda não há avaliações
- Aula 5 - Serviços Auxiliares Da SEDocumento73 páginasAula 5 - Serviços Auxiliares Da SEJOAO VICTOR MENDES MELO100% (1)
- Exercícios Sobre Simbolismo Com GabaritoDocumento4 páginasExercícios Sobre Simbolismo Com GabaritoSelma NazareAinda não há avaliações
- Resultados Da Busca Por EndereçoDocumento36 páginasResultados Da Busca Por EndereçoMachado AxlAinda não há avaliações
- A Estetica Funk Carioca Criacao e Conect PDFDocumento316 páginasA Estetica Funk Carioca Criacao e Conect PDFFfabio DeangelisAinda não há avaliações
- Lina BoDocumento215 páginasLina BoSimone NeivaAinda não há avaliações
- Igualdade Entre Homens e Mulheres 1Documento17 páginasIgualdade Entre Homens e Mulheres 1Bruno EduardoAinda não há avaliações
- Abraham Maslow SinteseDocumento18 páginasAbraham Maslow SinteseIsraelAinda não há avaliações
- OlfatoDocumento6 páginasOlfatoCamila MendesAinda não há avaliações
- K100 v3.0 - Manual de ConfiguracaoDocumento21 páginasK100 v3.0 - Manual de ConfiguracaoLeandro LopesAinda não há avaliações
- QUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasDocumento8 páginasQUESTIONÁRIO - Projetos e Planejamento - Aprendizagem Por Projetos Com Foco Pedagógico. - Meio Ambiente Nas EscolasJosiane LinoAinda não há avaliações
- Relação de Agrotóxicos Cadastrados Na AGRODEFESADocumento33 páginasRelação de Agrotóxicos Cadastrados Na AGRODEFESADiogo Murillo Costa MortoniAinda não há avaliações
- A Importância Da Geografia No Ensino Fundamental e MédioDocumento2 páginasA Importância Da Geografia No Ensino Fundamental e MédioJay Klender WorsesAinda não há avaliações
- Diego Boffi ENTREVISTA - "QUANDONDE - HAITI2015, UM RELATO DE EXPERIÊNCIA EM INTERVENÇÃO URBANA"Documento15 páginasDiego Boffi ENTREVISTA - "QUANDONDE - HAITI2015, UM RELATO DE EXPERIÊNCIA EM INTERVENÇÃO URBANA"Vitoria CarineAinda não há avaliações
- Culturanja, 03 de Janeiro de 2010Documento1 páginaCulturanja, 03 de Janeiro de 2010Tiago Knoll InforzatoAinda não há avaliações
- Mini Guia Musculação Exercícios BásicosDocumento23 páginasMini Guia Musculação Exercícios BásicosLeroy BeckerAinda não há avaliações
- Curso Wordpress Modulo 1Documento70 páginasCurso Wordpress Modulo 1nelmiAinda não há avaliações
- Caderno69 Benites Corpoterritorio1Documento23 páginasCaderno69 Benites Corpoterritorio1Leonardo FerreiraAinda não há avaliações
- Celta 2014Documento4 páginasCelta 2014Dexter Furia80% (5)
- Antonio AleixoDocumento74 páginasAntonio Aleixodavidaaduarte100% (1)
- A Contribuição de Karl PolanyiDocumento40 páginasA Contribuição de Karl PolanyiLucas BalconiAinda não há avaliações
- Termodinamica de Processos EscoamentoDocumento20 páginasTermodinamica de Processos Escoamentoanabene100% (1)
- Dicas de Segurança Fogos de ArtificioDocumento16 páginasDicas de Segurança Fogos de ArtificioMaicon BonilhaAinda não há avaliações
- NR01 - Formulario para Entrevista Com Trabalhadores Sobre Percepcao de Perigos e Riscos - 2023Documento3 páginasNR01 - Formulario para Entrevista Com Trabalhadores Sobre Percepcao de Perigos e Riscos - 2023Jamile AraújoAinda não há avaliações
- Incenor 2 2019 PT E4b3536ab4Documento25 páginasIncenor 2 2019 PT E4b3536ab4Fabrício BritoAinda não há avaliações
- Instrumento de Categorizaã Ã oDocumento3 páginasInstrumento de Categorizaã Ã othamiresvasconcelosAinda não há avaliações
- ModosdeFazer PDFDocumento258 páginasModosdeFazer PDFPedro Caetano EboliAinda não há avaliações
- Plan Cur So Did A Tica 20171Documento4 páginasPlan Cur So Did A Tica 20171Caíque BrunoAinda não há avaliações
- Compramos Um Zoologico - Benjamin MeeDocumento1.084 páginasCompramos Um Zoologico - Benjamin MeeAlejandroManganoAinda não há avaliações
- Resumo de Introdução Ao Estudo Do Direito IIDocumento119 páginasResumo de Introdução Ao Estudo Do Direito IIFilipe Mimoso83% (6)
- Simetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaNo EverandSimetria Molecular III: Série Didática para o apoio a formação de professores de QuímicaAinda não há avaliações
- Equilíbrio iônico: aplicações em química analíticaNo EverandEquilíbrio iônico: aplicações em química analíticaAinda não há avaliações
- Química da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaNo EverandQuímica da Cerveja: Uma Abordagem Química e Bioquímica das Matérias-Primas, Processo de Produção e da Composição dos Compostos de Sabores da CervejaAinda não há avaliações
- Introdução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNo EverandIntrodução à Modelagem Molecular para Química, Engenharia e Biomédicas: Fundamentos e ExercíciosNota: 5 de 5 estrelas5/5 (2)
- Série Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNo EverandSérie Didática para o Apoio a Formação de Professores de Química: Volume 2: MoléculasNota: 5 de 5 estrelas5/5 (1)
- Uso do Policloreto de Alumínio (PAC): vantagens sobre o Sulfato de Alumínio em sistema de tratamento de águaNo EverandUso do Policloreto de Alumínio (PAC): vantagens sobre o Sulfato de Alumínio em sistema de tratamento de águaAinda não há avaliações
- Vigilância Sanitária Nos Estados E MunicípiosNo EverandVigilância Sanitária Nos Estados E MunicípiosAinda não há avaliações
- Uma breve história da química: Da alquimia às ciências moleculares modernasNo EverandUma breve história da química: Da alquimia às ciências moleculares modernasAinda não há avaliações
- Para Gostar de Química: Introdução à Química GeralNo EverandPara Gostar de Química: Introdução à Química GeralAinda não há avaliações
- Química em tubos de ensaio: uma abordagem para principiantesNo EverandQuímica em tubos de ensaio: uma abordagem para principiantesAinda não há avaliações
- Detetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseNo EverandDetetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseAinda não há avaliações
- Ácidos e Bases de Brönsted e Lowry: Uma visão aplicada ao meio ambienteNo EverandÁcidos e Bases de Brönsted e Lowry: Uma visão aplicada ao meio ambienteAinda não há avaliações
- Fundamentos de Química: Física Quântica e EletromagnetismoNo EverandFundamentos de Química: Física Quântica e EletromagnetismoAinda não há avaliações
- Problemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)No EverandProblemas de Cinética e Reatores Químicos: 100 Problemas Resolvidos, 500 Problemas Propostos (Com Respostas)Ainda não há avaliações
- Reatores Químicos em Leito Fluidizado: modelagem e simulaçãoNo EverandReatores Químicos em Leito Fluidizado: modelagem e simulaçãoAinda não há avaliações
- Princípios de química analítica: Abordagem teórica qualitativa e quantitativaNo EverandPrincípios de química analítica: Abordagem teórica qualitativa e quantitativaNota: 5 de 5 estrelas5/5 (1)
- Apostila Química Orgânica: Terpenos E Rotas De SínteseNo EverandApostila Química Orgânica: Terpenos E Rotas De SínteseAinda não há avaliações