0% acharam este documento útil (0 voto)
267 visualizações37 páginasAula 11 - Extrusão
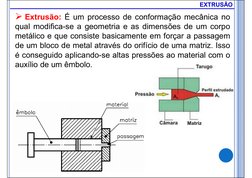
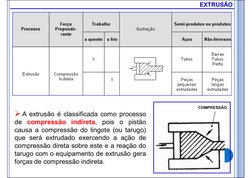
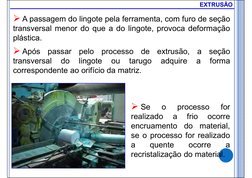
O documento descreve o processo de extrusão, no qual um bloco de metal é forçado a passar por uma matriz, alterando sua forma. A extrusão é usada para produzir perfis, tubos e barras de metais como alumínio. Geralmente é realizada a quente para facilitar a deformação plástica. Existem diferentes tipos de extrusão como direta, inversa e hidrostática.
Enviado por
Saulo AmorimDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd
0% acharam este documento útil (0 voto)
267 visualizações37 páginasAula 11 - Extrusão
O documento descreve o processo de extrusão, no qual um bloco de metal é forçado a passar por uma matriz, alterando sua forma. A extrusão é usada para produzir perfis, tubos e barras de metais como alumínio. Geralmente é realizada a quente para facilitar a deformação plástica. Existem diferentes tipos de extrusão como direta, inversa e hidrostática.
Enviado por
Saulo AmorimDireitos autorais
© © All Rights Reserved
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd