Escolar Documentos
Profissional Documentos
Cultura Documentos
Tecnologia de Automação de Pontes Rolantes - Parte 1 PDF
Enviado por
thiagoTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tecnologia de Automação de Pontes Rolantes - Parte 1 PDF
Enviado por
thiagoDireitos autorais:
Formatos disponíveis
Tecnologia para Automação de Pontes Rolantes – Parte 1
Pontes rolantes são máquinas transportadoras utilizadas, em meio industrial, no içamento e
locomoção de cargas de um local para o outro, contando com, pelo menos, três movimentos
independentes (longitudinal, transversal e vertical), que podem ou não ocorrer em
simultaneidade. Basicamente uma ponte rolante é composta de caminho de rolamento, viga, carro
e talha. Em certas aplicações, um quarto movimento pode ser incluído, o de giro da carga.
Historicamente, as pontes rolantes, tem sua origem de desenvolvimento na indústria portuária e são
projetadas, hoje em dia, para atender diversos tipos de aplicações, respeitando a capacidade de peso
da carga e os limites de espaço de cada ambiente. Alguns setores industriais são altamente
dependentes destas máquinas, como por exemplo, siderurgia, papel e celulose, montagem industrial
e industria metal mecânica.
Para cada tipo de projeção há uma ponte rolante com especificações exatas, seja para a
movimentação ou elevação de materiais. O peso e o tipo de carga de elevação devem ser
observados, para que se possa avaliar a desenvoltura e o desempenho das pontes rolantes, conforme
suas normas de segurança.
No Brasil, a norma que rege o projeto e a construção da estrutura mecânica das pontes rolantes é a
NBR 8400 - Cálculo de Equipamentos para Elevação e Movimentação de Carga - de 1984 (que
incorpora a errata 1, 2 e 3 de até 01.04.1987). Esta Norma fixa as diretrizes básicas para o cálculo
das partes estruturais e componentes mecânicos dos equipamentos de levantamento e
movimentação de cargas, independendo do grau de complexidade ou do tipo de serviço do
equipamento. O projeto mecânico das pontes rolantes não é o foco desta dissertação, mas sim, a
automação das mesmas, abrangendo todos os seus dispositivos eletroeletrônicos e eletromecânicos.
Para cada tipo de aplicação existe um equipamento ideal pois, os modelos das pontes rolantes
atendem necessidades específicas para cada tipo de instalação e de carga. Para especificar um
equipamento é preciso conhecer a capacidade e o desempenho necessário na elevação e
movimentação de cargas. Cada ponte rolante tem limite de peso que pode suportar e formas
diferentes de realizar a produção, respeitando a estrutura e limitações do espaço onde será instalada.
Para melhor entender os requisitos de automação das pontes rolantes, requer ter uma boa visão geral
sobre elas. Quatro modelos de pontes rolantes, com diversificadas capacidades de carga podem ser
classificadas, de acordo com as suas características estruturais, podendo se considerar os tipos:
Apoiada, Suspensa, Univiga e Dupla viga.
Ponte Rolante Apoiada:
Com viga de carga em perfil
laminado ou composto por chapas, a
viga da ponte rolante apoiada corre
por cima dos trilhos do caminho de
rolamento e possui travamento
horizontal que impede o balanço
lateral. Estes trilhos são sustentados
pelas colunas de concreto do prédio
ou, no caso do projeto do prédio não
ter previsto a instalação de uma
André Luis Lenz andrellenz@hotmail.com 1
ponte rolante, colunas de aço especialmente fabricadas para a estrutura do caminho. Esse modelo de
ponte rolante tem alta capacidade nominal de carga, podendo ser facilmente operado.
As pontes apoiadas possuem vãos com até 30m de comprimento e são extremamente adaptáveis aos
locais de aplicação, com a versatilidade de serem instaladas em ambientes com altura livre reduzida
acima caminho do rolamento. Adaptadas para transportar uma carga suspensa horizontalmente ao
longo da pista, as pontes rolantes apoiadas têm cabeceiras que recebem quatro rodas cada, podendo
ser acionadas por um conjunto de moto freio redutor.
Ponte Rolante Suspensa:
A viga da ponte rolante suspensa corre por baixo dos trilhos das vigas do caminho de rolamento, ou
seja a ponte translada na aba inferior da viga que lhe serve como trilho. A fixação do caminho de
rolamento pode se feito à
estrutura do teto do edifício, o
que permite aproveitar o
máximo de altura disponível,
tornando este tipo de ponte
excelente para condições
prediais pouco apropriadas e
onde são exigidas pequenas
quotas de aproximação dos
troles, com movimentos
laterais do gancho menores e
com aproveitamento máximo
da largura do prédio.
Permite, ainda, que a viga seja
estendida para além do vão do caminho de rolamento, possibilitando o máximo aproveitamento da
largura do prédio.
Ponte Rolante Univiga:
A ponte rolante é constituída, em geral, por duas cabeceiras, uma única viga e um ou dois carros
trole que sustentam a(s) talha(s) e que corre(m) na aba inferior da viga da ponte rolante.
Esse modelo oferece o máximo de
rigidez para o mínio de peso
morto, possibilitando a baixa
carga no caminho do rolamento e
permitindo uma instalação mais
rápida e econômica. Com um
controle geométrico, a ponte
rolante univiga consegue
estabelecer uma excelente
performance nos movimentos
horizontais, impedindo o balanço
lateral na produção e garantindo
mais segurança na produção.
André Luis Lenz andrellenz@hotmail.com 2
Ponte Rolante Dupla Viga:
A ponte rolante é constituída por duas cabeceiras, duas vigas e um ou dois carros trolley que
sustentam a(s) talha(s). O carro trole corre em trilhos que são fixados na parte superior da viga da
ponte rolante.
Esse tipo de ponte oferece ótima capacidade de carga e uma excelente movimentação, garantindo
um excepcional desempenho devido à favorável geometria e aos movimentos precisos, que reduzem
os desgastes das rodas e dos
trilhos. A ponte rolante dupla
viga é um equipamento que
aproveita melhor a altura
disponível da estrutura, pois
seu gancho pode ser içado
entre duas vigas,
possibilitando uma boa e
segura movimentação da
carga.
As vigas dessas pontes
rolantes são instaladas sobre
um par de cabeceiras,
recebendo uma plataforma de
manutenção ao longo das suas
vigas. Um dos principais
diferenciais da ponte rolante dupla viga é sua alta capacidade de cargas para vãos de grandes
dimensões, propiciando um ótimo desempenho para grandes produções.
Componentes Mecânicos:
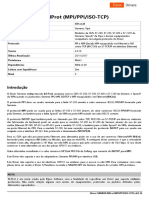
Caminho de Rolamento:
Trata-se de um par de trilhos (semelhante aos trilhos ferroviários), normalmente fixado na
superfície superior de vigas, que são instaladas nas laterais do edifício, e que servem como caminho
para o deslocamento longitudinal da Ponte Rolante. Esse par de trilhos é posicionado de modo a
ficar abaixo das rodas da cabeceira
e deve ser cuidadosamente Caminho de Rolamento com
calculado para resistir aos esforços Trilhos instalados na parte superior
existentes no trabalho deste
equipamento.
Para novas instalações, a norma
DIN15018 é referida com respeito
às tolerâncias nas montagens de
caminhos de rolamento. Um
caminho de rolamento bem
instalado garante um ótimo
movimento de translação em
longitude da ponte rolante e
aumenta consideravelmente a vida
André Luis Lenz andrellenz@hotmail.com 3
útil dos mecanismos, que por atuarem como material
rolante, estão sujeito aos desgastes por atrito e
deformidades por solavancos.
É altamente recomendável que a junção dos trilhos seja
sempre feita num ângulo de 45º e posteriormente
mecanizada de forma adequada. Montagens inadequadas e
fora de tolerâncias especificadas na norma podem
ocasionar: desgastes rápidos das abas das rodas,
aquecimento excessivo e deterioração dos rolamentos,
deformações da estrutura metálica, rupturas dos cordões de
solda e descarrilhamentos.
As extremidades do caminho de rolamento devem estar
providas de proteção de batedores de adequada resistência e as superfícies de rolamento dos trilhos
devem ser mantidas isentas de deposições de óleos e graxas, tintas e outras impurezas.
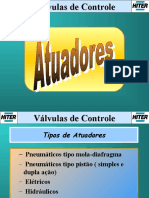
Cabeceiras:
Estão localizadas nas extremidades da viga. Nas
cabeceiras, também denominadas unidades de
rolamento, estão fixadas as caixas de rodas, que
por sua vez alojam as rodas de rolamento. Uma
das rodas de rolamento, geralmente, é acionada
por uma caixa de engrenagem, que por sua vez é
tracionada por um motor elétrico, o que permite o
movimento longitudinal da ponte rolante. Estas
rodas se movem por sobre os trilhos que compõem
o caminho de rolamento.
As cabeceiras são, em geral, montadas em perfil
duplo "U" soldado em tubo, variando em
dimensões de acordo com as características da
ponte. São fixados na viga com parafusos de aço,
sobreposta com encaixe sobre a viga das
cabeceiras, fazendo com que os parafusos de
fixação fiquem aliviados da tensão de
cisalhamento.
As caixas de rodas são projetadas para facilitar a
manutenção, com facilidade na troca de rodas e
rolamentos. Os materiais das rodas variam de
acordo com as necessidades, podendo ser em
aço forjado, com tratamento térmico de acordo
com normas de dureza específicas ou revestidas
com materiais sintéticos especiais que
melhoram a tração e diminuem o ruido
operacional. Os rolamentos, de esfera e
blindados, são dimensionados de acordo as
cargas aplicadas. Nas rodas motrizes o eixo
possui uma ponta estendida e chavetada para a instalação de motoredutores.
André Luis Lenz andrellenz@hotmail.com 4
Vigas:
Refere-se, em geral, a viga principal da ponte rolante, na qual são fixadas as cabeceiras . Quando o
projeto da ponte rolante utiliza apenas uma viga tem-se uma ponte chamada de univiga, e quando o
projeto da ponte rolante utiliza duas vigas tem-se uma ponte chamada de ponte dupla viga. A viga,
deslocando-se sobre os
trilhos, realiza o
movimento longitudinal.
Sobre ou sob esta viga,
dependendo do tipo de
ponte rolante desloca-se
o carro da talha.
Batentes de Fins de
Curso:
Constituem-se em um sistema de segurança redundante que possui vários estágios com a mesma
finalidade de prevenir choques entre as partes da estrutura de movimentação, ou entre essa e a
carga, ou ainda, entre a carga e qualquer objeto que se encontre na direção do seu deslocamento.
Quando equipamentos possuem inversores de
frequência, atua de modo intenso a frenagem dinâmica,
reduzindo rapidamente a velocidade de deslocamento,
porém em equipamentos que não possuem inversores
de frequência, o sistema corta a alimentação do motor
fazendo-o parar. Todavia, devido a grande inércia do
sistema, em situações anormais pode vir a ocorrer
pequenos choques que devem ser absorvidos nos fins
de curso.
Assim, dispositivos de proteção extra são
instalados, em todos os deslocamentos
longitudinal, transversal e vertical. Em geral,
nas extremidades dos caminhos de rolamento
são instalados pára-choques que absorvem os
impactos transmitidos pelos batentes instalados
nos vigas de cabeceira da ponte. Também nos
trilhos por onde correm as talhas devem ter
batente de fim de curso para limitar o
deslocamento e evitar eventual queda da talha.
Neste caso, o alcance de deslocamento pode ser reduzido ou aumentado simplesmente mediante o
reposicionamento de tais batentes.
Pontes:
É a estrutura principal que realiza o movimento de translação da ponte rolante, em profundidade
dentro de um galpão por exemplo, que cobre o vão de trabalho. Uma ponte rolante é constituída por
duas cabeceiras e uma univiga ou dupla viga. As cabeceiras podem estar instaladas de ambas as
formas, sobre (pontes apoiadas) ou sob (pontes suspensas) os trilhos do caminho rolante. Pontes
rolantes de maior porte, em geral são apoiadas.
André Luis Lenz andrellenz@hotmail.com 5
Pórticos Rolantes:
Os pórticos rolantes são geralmente utilizados em áreas abertas, podem ser implementados também
dentro de galpões. Utilizados para o manuseio de cargas em áreas onde não seja viável técnica ou
economicamente a instalação de pontes
rolantes ou de guindastes. Os pórticos são
capazes de elevar e de transladar cargas.
Uma diferença estrutural entre as pontes
rolantes e os pórticos rolantes é que ao invés
de vigas fixadas a cabeceiras rolantes, nos
pórticos encontramos vigas fixadas a
colunas laterais, formando uma estrutura
metálica autoportante, que movimenta-se
sobre caminhos de rolamentos dispostos
sempre no piso, e essa é uma outra diferença
básica dos pórticos em relação as pontes.
Semelhante as pontes, às operações podem
ser manuais ou motorizada. Sob a estrutura
da viga (pode ser de uma ou duas vigas)
move-se uma talha ou, então sobre vigas
duplas move-se um carro-guincho, nessas
condições, a carga do pórtico rolante é
movimentada tridimensionalmente, limitada
apenas pelo vão do equipamento e pelo
caminho de rolamento.
Pontes Rolantes do Tipo Console (Semi Pórtico):
Quando erguidas em estrutura base, as pontes rolantes tipo console normalmente podem dispensar a
necessidade de construir colunas específicas para o caminho de rolamento podendo-se ter, inclusive
uma ponte rolante do tido apoiada unilateralmente, com emprego de dois trilhos, também
denominada de ponte tipo console.
André Luis Lenz andrellenz@hotmail.com 6
Estes trilhos são sustentados
pelas colunas de concreto do
prédio ou, no caso do projeto do
prédio não ter previsto a
instalação de uma ponte rolante,
colunas de aço especialmente
fabricadas para a estrutura do
caminho. Assim, é possível
aproveitar melhor a área do
edifício para a produção e
movimentação das cargas.
Movimentação Ergonômica de
Materiais (Pontes Rolantes para Manipuladores):
Pontes rolantes suspensas de duas vigas também podem ser fornecidas para a aplicação inovadora
de manipulação de materiais, em conjunto com manipuladores. Estes equipamentos podem ser
projetados de forma a atender exatamente as necessidades de cargas, processos e condições
produtivas críticas. Alguns benefícios são:
• As peças de trabalho e subconjuntos são movimentadas de maneira ergonômica, até mesmo
para as áreas críticas do processo;
• Estações de trabalho, máquinas e instalações podem ser abastecidas de qualquer direção;
• As operações também podem ser efetuadas do lado de fora da área de suspensão, aumentado
a área de operação.
As pontes rolantes para
manipuladores são construídas
visando atender necessidades
operacionais específicas. A
vantagem especial das pontes
rolantes para manipuladores é a
sua capacidade de absorver
esforços contrários ao peso da
carga manipulada. Além disso,
proporcionam maior precisão de
posicionamento – com maiores
velocidades de operação. Desta
forma, , pode-se otimizar as
operações de movimentação, ao
mesmo tempo atendendo as necessidades ergonômicas, visando a máxima eficiência.
Translação: O termo translação é utilizado para designar ambos os movimentos de uma ponte
rolante: o longitudinal e o transversal (mas não o de elevação). A translação no sentido transversal
pode ser efetuada com o emprego de carro trole manual, mecânico, elétrico ou articulado.
Carro talha:
O carro talha se movimenta sobre as vigas principais da ponte e é o mecanismo onde se localiza o
sistema de elevação (talha). É responsável pelo deslocamento transversal e vertical da carga. Um
André Luis Lenz andrellenz@hotmail.com 7
carro talha desloca-se sobre as vigas principais, realizando o
movimento na transversal.
Talha:
A talha pode ser montada no carro talha e é responsável pelo
movimento de elevação da carga, realizando o movimento
na vertical. Em versões de menor custo, as talhas podem
empregar correntes para levantar um bloco de gancho ou
dispositivo de elevação, com capacidades de carga
disponíveis até 6.300kg. Abaixo temos a ilustração de duas
talhas manuais e uma talha elétrica:
As correntes são fabricadas seguindo o padrão DIN 5684, feita de fio de aço especial com
tratamento térmico e zincada eletroliticamente, resistente
portanto, ao desgaste e oxidação. A talha vem equipada com
recipiente porta-corrente, com capacidade de acordo com a
elevação da talha.
As talhas elétricas de corrente são dotadas de motor
trifásico do tipo motofreio e de dispositivo de segurança
contra sobrecarga e fim de curso.
As talhas podem empregar, também, um cabo de aço,
disponível normalmente em uma gama de capacidade de
500kg a 25.000kg (até 125.000kg para projetos especiais).
Para parar o movimento de elevação é utilizado um motor
elétrico com freio eletromagnético chamado de motofreio
um sistema de freio, estrutural e mecânico.
A talha também pode ser montada sob a viga principal da
talha com o auxílio de um Trole para poder se deslocar na
André Luis Lenz andrellenz@hotmail.com 8
transversal da ponte, não sendo, assim, necessário o carro ponte.
Trole:
O trole movimenta a talha sob a viga da ponte rolante. Geralmente o movimento do trole é realizado
por um motor elétrico que aciona uma caixa de engrenagens (redutor).
Características dos
Troles:
Moitão e Gancho:
Conjunto do Gancho
articulado em rolamento
no sentido axial, projetado
em um sistema compacto,
com proteções, polias
montadas em rolamentos
de alta qualidade e gancho
em aço forjado, podendo ser dotado ou não de trava de segurança. É
altamente recomendável que, os ganchos dos aparelhos de elevação
estejam, sempre, munidos de dispositivos de segurança que impeçam a
fuga do cabo de suspensão.
Moitão de Giro Motorizado: Desenvolvido para movimentação e
posicionamento de materiais, o moitão permite giro de 360°. De
simples operação, elimina riscos de acidentes, destinando-se a
trabalhos pesados. Capaz de movimentar de 3 a 80 t e realizar até 300 partidas/h.
Moitão pesador: Moitão dotado de célula de carga que permite a
pesagem do material transportado. Com 1, 2, 3, 4 ou mais polias
conforme a necessidade do cliente. Com capacidade que vai de
2.000 Kgf até 32.000 Kgf. Possui mostrador LCD de 4 ou 5
dígitos, precisão de 0,1%, memória somadora, comando a distância
de cinco funções por infravermelho, impressora incorporada e giro
motorizado.
Tambor de Recolhimento do Cabo: É o carretel sobre o qual o
cabo de aço é enrolado. É feito de tubo de aço torneado com anéis
de ranhuras, que servem como guia para um perfeito alojamento do
cabo de aço, proporcionando assim maior segurança e
durabilidade, evitando o entrelaçamento de cabos de aços durante a
sua movimentação. Junto a estas ranhuras guias, estão também os
sistemas "fins de cursos", utilizados para regulagem da faixa de
curso (subida e descida da carga) do deslocamento vertical do gancho, sendo a medida de segurança
ideal contra operação indevida, que poderia deixar o moitão subir, até chocar-se com o tambor em
André Luis Lenz andrellenz@hotmail.com 9
movimento.
A norma NBR 11375 (PB-1447), fixa as condições
exigíveis dos tambores para cabos de aço
empregados em equipamentos de levantamento e
movimentação de cargas, no que se refere às suas
dimensões, materiais, bem como as características
Ranhuras para a serem verificadas quando de sua inspeção.
alojamento
organizado do Cabo de aço: Os cabos de aço são composto por
cabo de aço três componentes essenciais. Embora seja em
número pequeno, existe uma variedade de
configurações e complexidade para aplicações
específicas. Basicamente, estes três componentes
em um cabo de aço comum são:
Arames que formam a perna: O arame para o
cabo de aço é fabricado de vários materiais e tipos;
incluindo aço, aço inoxidável, bronze e cobre.
Entretanto, o material mais utilizado é o aço de
médio e alto carbono.
Existe uma grande variedade de construções e cada uma pode
requerer diversas bitolas de arames. Esta gama de bitolas é
obtida por um processo denominado trefilação. Este processo
consiste na passagem de um arame (fio máquina), por uma
ferramenta (fieira) que possibilita a redução de seu
diâmetro. Nesta operação ocorre apenas uma deformação a
frio, sem perda de material, tendo um ganho de resistência à
tração devido ao encruamento.
Segundo o grau de resistência dos arames empregados nos cabos de aço, eles possuem as seguintes
classificações:
• Extra Extra Improved Plow Steel (EEIPS): 240 a 260 Kfg/mm2;
• Extra Improved Plow Steel (EIPS) : 204 a 240 Kfg/mm2;
• Improved Plow Steel (IPS): 180 a 204 Kfg/mm2;
• Plow Steel (PS): 157 a 180 Kfg/mm2;
• Mild Plow Steel (MPS): 136 a 157 Kfg/mm2.
Esta nomenclatura refere-se aos primeiros estágios do desenvolvimento do cabo de aço nos Estados
Unidos e permanecem até hoje e a curva de resistência "plow steel" forma a base para o cálculo de
todas as resistências dos arames para o cabo de aço. A resistência à tração do cabo de aço varia
inversamente com o seu diâmetro do arame empregado em sua confecção.
O acabamento mais comum do arame de aço é polido, mas pode ser também galvanizado, por
exemplo, com zinco. O arame zincado pode ser fabricado de duas formas: galvanizado na bitola
final ou galvanizado em bitola intermediária, e posteriormente de novo trefilado (retrefilado),
proporcionando uma camada de zinco uniforme. Enquanto o arame galvanizado retrefilado possui a
mesma resistência do arame polido, o arame galvanizado bitola final possui uma resistência
André Luis Lenz andrellenz@hotmail.com 10
normalmente 10% inferior. Os cabos de arames galvanizados retrefilados possuem maior resistência
à fadiga do que os cabos de arames polidos.
Alma: É um componente fundamental para os cabos de aço, e é fabricada de materiais que
proporcionam suporte adequado às pernas sob condições normais de carga e flexão. Os materiais da
alma incluem fibras (vegetal ou sintética) ou aço. A alma de aço é formada de arames torcidos no
mesmo formato de uma perna ou um cabo de aço independente. As almas mais usadas são:
• Alma de fibra natural (AF);
• Alma de fibra artificial (AFA);
• Alma de aço cabo independente (AACI);
• Alma de aço (AA).
As almas de fibra em geral dão maior flexibilidade ao cabo de aço. As almas de fibra natural são
normalmente de sisal ou rami, e as almas de fibra artificial são geralmente de polipropileno ou
polietileno, apresentando as mesmas vantagens que as almas de fibra natural e mais as seguintes
vantagens: não se deterioram em contato com a água e não absorvem umidade, uma vez que a fibra
natural é composta de material orgânico que possui maior facilidade de deterioração do que os
polímeros, o que representa uma garantia contra o perigo de corrosão interna em um cabo de aço.
Todavia, o polipropileno ou polietileno são de custo mais elevado que as fibras naturais.
As almas de aço garantem maior resistência aos amassamentos e aumentam a resistência à tração. A
alma de cabo independente (AACI) é preferida quando se exige maior flexibilidade do cabo
combinada com alta resistência à tração. Um cabo de 6 pernas com alma de aço apresenta um
aumento de aproximadamente 7,5% na resistência à tração e aproximadamente 10% no peso, em
relação a um cabo com alma de fibra do mesmo diâmetro e construção.
Prefere-se especificar alma de fibra quando a aplicação exigir grande flexibilidade, quando
trabalha-se em ambiente com temperatura abaixo de 82ºC e quando o cabo de aço for enrolado
ordenadamente no tambor; Caso o cabo trabalhe em ambientes sujeitos a intempéries, usar alma de
fibra artificial (AFA).
Prefere-se especificar alma de aço quando a aplicação requer resistência a amassamentos, quando
trabalha-se em ambientes com temperatura superior que 82ºC e quando o cabo não for enrolado
ordenadamente no tambor.
Pernas formadas de vários arames torcidas helicoidalmente em torno da alma: Os cabos de
aço são identificado não apenas pelos seus componentes, mas também pela sua construção. Na
fabricação de um cabo de aço os arames são torcidos para formar as pernas, que são torcidas ao
redor da alma. As pernas são fabricadas de dois ou mais arames, torcidos de várias formas, ou de
arames de aço com outro tipo de material como fibras sintéticas ou naturais. É concebível que uma
perna seja fabricada com qualquer número de arames, ou que o cabo de aço possa ter qualquer
número de pernas.
No processo de fabricação a lubrificação do cabo de aço é muito importante, pois além de proteger
o material contra a corrosão, ameniza o atrito entre os arames durante seu uso, todavia, é importante
ressaltar que o lubrificante aplicado no cabo de aço pelo fabricante tem por objetivo conservar o
material durante a fabricação e o armazenamento, até seu uso. Sendo assim, é importante que o
mesmo seja lubrificado, novamente, periodicamente, com o uso de um produto compatível com o
original do cabo de aço.
André Luis Lenz andrellenz@hotmail.com 11
Cintas para Elevação:
As cintas são produtos destinados
ao uso de elevação,
movimentação, amarração e
transporte de materiais. Elas são
produzidas com fibras têxteis a
base de Poliéster (PES),
Poliamida (PA) e Polipropileno
(PP), considerando fatores de
segurança da norma DIN que
estabelece uma relação de 7:1
entre a carga de trabalho e a
carga de ruptura. As cintas
têxteis, sob forma de elementos
de elevação, devem ser
comparadas com outros materiais
que se destinam ao mesmo fim, ou seja, cabos de aço, correntes, etc. São mais leves e de muito mais
fácil manuseio, proporcionando aos operadores que as utilizam, menor risco de acidentes pessoais e
bem menor fadiga física ao fim do período de trabalho.
Breve Histórico da Automação e da Gestão em Projetos de Máquinas Industriais:
Antes de prosseguir, convém repararmos que, até aqui, além de abordamos alguns requisitos de
segurança, tratamos, basicamente, de aspectos da mecânicos e estruturais da máquina, cujos
princípios remontam a séculos, ou mesmo milênio, sendo estes, modelos mecânicos clássicos de
máquinas simples, cujos principais alicerces se assentaram no desenvolvimento prático da física
clássica, desde a origem desde conhecimento.
A alavanca é uma dessas máquinas simples, estudada e aplicada desde antiguidade grega. Outras
máquinas simples são: a polia (ou roldana), a cunha (ou plano inclinado), o sarilho (ou guincho, ou
guindaste, ou roda e eixo) e o parafuso sem fim (ou hélice sem fim). A representação mais antiga
que se conhece de uma polia é de 800 a.C., em um mural da Assíria.
André Luis Lenz andrellenz@hotmail.com 12
Já, a ideia do guindaste remonta ao tempo de Arquimedes (287 a 212 a.C., portanto contemporâneo
do início da transição do império grego para o romano), usado primeiramente como um artefato de
guerra e, posteriormente adaptado para as necessidades da logística portuária.
Por muitos séculos a tração animal foi a única fonte de força utilizada para realizar trabalho (o
próprio homem, bois, cavalos, camelos, cães, etc). Isso começou a mudar com a arquitetura do
tradicional moinho d’água, que já era conhecido na Ilíria desde o século II a.C., na Ásia Menor
desde o século I a.C. e que teve grande importância dentro do império romano, onde foi construído
pela primeira vez.
Os romanos aprimoraram o
projeto, pela primeira vez,
substituindo as antigas rodas
horizontais por rodas verticais, e
implementando uma novidade que
foi a transmissão por engrenagem,
que transferia a energia captada,
do eixo horizontal da roda d'água
ao eixo vertical da moenda, muito
embora eles praticamente não se
importassem em utilizá-la, em
parte porque possuíam uma
quantidade de mão de obra escrava disponível, em número suficiente para não se preocuparem tanto
com máquinas que fossem poupadoras de mão de obra, mas em parte, também porque na maioria
dos territórios romanos não abundavam correntes pluviais rápidas, volumosas e constantes.
Assim, estava lançado o desafio da automação, que era o do implementar os primeiros processos
industriais, sem que fosse necessário empregar “mão humana” nas operações mais pesadas e
insuportáveis dos os processos industriais e, então, a automação surgiu com o caminho para a
utilização em larga escala do moinho hidráulico para fornecimento de farinha, no século X, que foi
uma das primeiras implementações da criação humana, com o objetivo de automatizar o trabalho.
A disseminação do moinho hidráulico
pela Europa Ocidental levou a um
crescimento da produção de alimentos
nunca antes observado. Na época, um
único moinho era capaz de substituir o
trabalho de dez a vinte homens, e esse
desenvolvimento da mecanização
impulsionou o disseminação da
automação para outras áreas da
produção industrial, ainda que de
forma arcaica. É interessante constatar
que a noção que se tem da automação,
hoje em dia, é a de que ela está
fortemente associada a questão do
controle e da automática dos processos,
mas como podemos ver, ela se originou na elementar necessidade do aproveitamento de energia na
produção. Assim, apesar da base tecnológica do princípio do aproveitamento da pressão do vapor
para produzir movimento, também já ter sido lançada desde o final do sec. II a.C. , quando Herão de
Alexandria inventou a Eolípila, que foi a primeira máquina a existir com esta finalidade, foi, de
André Luis Lenz andrellenz@hotmail.com 13
fato, o aproveitamento dos recursos hídricos, e posteriormente dos
eólicos, que passaram a ser as mais importantes fonte de energia e,
consequentemente, de acúmulo de riqueza, da incipiente sociedade
industrial durante vários séculos.
Aquilo que mais contribui para que um projeto clássico de máquina
industrial venha a ser revisitado, de tempos em tempos, e sofra alterações
é justamente a possibilidade de implementação de uma nova
funcionalidade de automação nele, seja por agregar algum novo processo
para receber os benefícios do aproveitamento de recursos naturais pela
captação e conversão de energia, seja simplesmente para melhorar a
eficiência energética de um sistema já existente, todavia, as estruturas
baseadas nas máquinas simples pouco mudam.
A automação passou a ganhar um grande impulso com a revolução industrial, por causa de um vasto
número de causas secundárias, mas principalmente por que o homem descobriu, num curto espaço
de tempo, como empregar várias técnicas para a conversão entre formas de energia, desde a
máquina a vapor, que começou a ser utilizada para movimentar equipamentos industriais em 1775 e
fez um martelo de 60 quilos dar 150 golpes por minuto.
Mas foi com a ajuda do inventor James Watt que a máquina a vapor se tornou mais eficiente, com a
implantação do regulador de velocidade. Assim, estava criado um sistema que, pela primeira vez,
unia as tecnologias pneumática e hidráulica.
Assim, chegamos ao século XIX, quando ocorre um grande desenvolvimento no campo da físicas
dos fenômenos eletromagnéticos, enquanto que, as primeiras pontes rolantes, não eletrificadas, com
guindaste movido a vapor são criadas na Alemanha, a partir de 1840, por Ludwig Stuckenholz.
André Luis Lenz andrellenz@hotmail.com 14
O desenvolvimento teórico e prático da física do eletromagnetismo, propiciou que o poder da
eletricidade viesse se juntar as estruturas da mecânicas clássicas, na produção industrial e nos
sistemas de conversão de energia.
As aplicações possibilitaram a implementação da eletrificação, da iluminação e da motorização
elétrica das sociedades industriais. Tais implementações vieram-se a se tornar os atuais clássicos da
automação, mas agora, já com uma grande diversidade de formas construtivas ocorrendo, evoluindo
ao longo do tempo, se comparado com aquela que ocorria com os modelos de estruturas da
mecânica clássica.
Novidades em automação, vão surgindo e evoluindo, com o desenvolvimento de novos dispositivos,
principalmente eletromecânicos, instrumentação, eletroeletrônicos e, mais recentemente, de
tecnologia da informação, os quais surgem a partir de novas ideias e sobre novas tecnologias para
atender a antigas necessidades de automação de máquinas. A expectativa passa, então, a estar
sempre a frente das possibilidades, sempre forçando o desenvolvimento de novos dispositivos, para
novas aplicações ou melhores recurso de automação.
A ideias de automação, envolvem, sempre, a ocorrência de aproveitamento de energia convertida,
para algum processo de produção industrial. Todavia, não é apenas o fato de haver disponibilidade
de algum novo recurso de automação que determina o seu sucesso efetivo, ou seja, o seu real
emprego na automação, mas também uma série outros fatores, todos eles, no entanto, ligados
fortemente a questões econômicas e de produtividade, e mais atualmente e em menor grau, a de
demandas legais relacionadas a questões de segurança e ambientais.
O motor de indução trifásico do tipo gaiola,
por exemplo, por muitos anos foi empregado
apenas em aplicações de velocidade constante
e precisou esperar por cerca de 70 anos,
mantendo basicamente a mesma estrutura,
desde 1891 quando foi construído o primeiro
por Mikhail Dolivo-Dobrovolsky, até ele,
enfim, começasse a se tornar o supra sumo em
termos de custo eficiência, como máquina
elétrica aplicada a automação com controle.
Todavia, historicamente, observa-se que a
necessidade de um nível de automatização
sempre crescente, cada vez maior, é sempre
almejado e implementado nas máquinas e equipamentos. Estruturas grandes como pontes rolantes,
ou mesmo máquinas ferramentas industriais, são adquiridas novas pensadas em termos de custo e
depreciação, mas a sua permanência em atividade costuma exceder, em muito, estes prazos e sua
durabilidade leva, ainda, a possibilidade de reaproveitamento estrutural com adaptações e
substituição de todos (ou quase todos) os elementos relacionados a automação.
Ocorre que os processos de produção das partes estruturais das máquinas também mudam, as vezes
e, ao mudarem, trazem um impacto sobre a já relativamente grande vida útil dessas estruturas, como
por exemplo, o advento da utilização de processo de arco submerso na soldagem de vigas das
pontes rolante, cujos testes realizados, submetendo corpos de prova aos ciclos de carregamento,
conforme a norma de cálculo de pontes rolantes, demonstraram que a durabilidade de um cordão de
solda do processo arco submerso pode atingir a uma vida útil até 4 vezes maior que a vida útil de
uma solda comum com eletrodo revestido.
André Luis Lenz andrellenz@hotmail.com 15
Assim a estrutura de uma ponte rolante, pode ter uma vida útil, até mesmo por mais de um século,
todavia, os seus recursos de automação, de modo algum, conseguirão manter o atendimento às
exigências demandadas, por mais do que uma ou duas décadas. Isso abre a possibilidade de que,
uma máquina tal como essa, possa sofrer vários readaptações, mesmo que apenas parciais da sua
automação, visando atender a alguma nova necessidade específica, tornada viável de se
implementar, com o advento de algum novo recurso de automação, durante a sua longa vida útil.
Nas ciências de engenharia, a cognição e o design estão interligados através do conhecimento e dos
produtos: A ciências de engenharia não se presta a servir a teoria, mas prática" [Banse et al, 2006,
p.. 343]. Isso também se manifesta em disciplinas fundamentais de engenharia da ciência, tais como
mecânica aplicada e teoria das estruturas, porque no final o seu sucesso é medido em termos de
ações práticas.
Todos esses fatos servem para estabelecer apenas uma simples verdade: tanto as técnicas quanto os
dispositivos da automação são criados e desenvolvidos visando a alguma novas demanda ou
necessidade de aplicação, mas surgem, sempre, adaptados às formas estruturais clássicas
tradicionais dos mecanismos dos maquinários. Assim, os sistemas de automação e de controle,
envolvendo atualmente indispensáveis dispositivos de eletroeletrônica, são projetados em função
das necessidades da mecânica das máquinas, e nunca o contrário.
Assim sendo, os projetistas de automação eletroeletrônica ficarão, sempre, de modo natural, como
que dependentes dos projetistas mecânicos, que são quem primeiro determinam, “o que” é que
precisa ser automatizado, mas é em conjunto com o projetista eletroeletrônico que, ambos,
determinarão, “como” automatizar e, então, o projetista de eletroeletrônica determinará “com o
que” atingir isso.
Existe, então, uma
inexorável divisão de
trabalho, uma fronteira
entre o trabalho dessas duas
áreas de conhecimento,
integrando de forma
complementar, a atividade
de projeto, e existe, ainda,
na região de fronteira, uma
zona compartilhada, a qual
inclui a própria gestão do
projeto em si, além das
definições que precisam ser
feitas em comum acordo.
No caso do projeto de
André Luis Lenz andrellenz@hotmail.com 16
pontes rolantes, assim como de qualquer outra máquina que envolva movimentos motorizados, a
zona compartilhada incide exatamente sobre o dispositivo da motorização, ou seja, sobre o motor.
Onde houver a a necessidade de motorização, existe enormes chances de que uma máquina elétrica
seja o dispositivo que melhor atenda as necessidades motoras, comparativamente a qualquer outra
coisa existente. Em maquinários industriais, um motor de indução do tipo gaiola deve ser sempre o
primeiro a ser cogitado para emprego.
Há algo em comum a ser discutido, ou, até melhor dizendo, a ser comunicado, mais do que tudo,
entre o projetista mecânico e o projetista elétrico, que são os requisitos desejáveis, que derivam das
particularidade de processo, de cada um dos movimentos da máquina. A margem de discussão é
necessária que exista, na medida em que ela provê uma meio, para em que um lado do
conhecimento possa facilitar o atingimento de metas do outro lado, ou então, para que um lado do
conhecimento demonstre que os requisitos esperados estejam aquém ou além daquilo que pode ser
feito, com um mesmo custo, ou com o que há de oferta disponível no mercado.
Sempre será bom que haja divisão de trabalho entre as várias áreas de conhecimento envolvida em
projetos de máquinas industrias e a melhor formatação de divisão desse trabalho é mesmo fazendo-
o entre as duas áreas de conhecimento tradicionais: a mecânica e a eletroeletrônica. Nunca uma
cabeça sozinha, pensará melhor do que duas e, ninguém pode servir a dois senhores; porque ou há
de odiar um e amar o outro, ou se dedicará a um e desprezará o outro.
Juntar a eletrônica e a elétrica, em um único profissional de perfil técnico excelente já é um bom
desafio, acrescer a este mesmo profissional, ainda a domínio da eletrotécnica, já torna o desafio
grande. Obviamente que, para desempenhar um ótimo papel em projetos, este mesmo profissional
precisará incluir, também, um bom traquejo em cálculo matemático e, mais ainda em física, além de
dominar cada vez mais, tópicos relacionados às ciências da computação.
Com isso tudo, dificilmente ele atingirá, em acréscimo, a marca de se tornar excelente, também, em
mecânica pois, isso seria, digamos, coisa para gênios e a era dos gênios já passou. Como os
verdadeiros gênios são uma raridade, eles foram há muito tempo substituídos, pelo trabalho em
equipe, que atinge os mesmos objetivos. Mesmo os profissionais que possuem formação na área
denominada Mecatrônica, acabam, por fim, mais cedo ou mais tarde, se tornando especiais, ou em
uma, ou em outra vertente, o que, de certa forma, desilude quanto aos objetivos originais que
levaram a criar tal curso.
Todavia, uma máxima sinergia deve ser objetivada pela coordenação do projeto, sempre, a fim de
possibilitar a criação de complementaridades entre algumas das tecnologias envolvidas na criação
de alguns produtos mais complexos, através da integração de capacidades tecnológicas em
eletrônica, mecânica e T.I..
Três fontes fundamentais de sinergia pode ser, assim, identificadas e desenvolvidas para obter
complementariedade desejada:
• Compartilhamento de bens indivisíveis cujo custo de aquisição são amortizados em usos
múltiplos;
• Otimização da compatibilidade entre as atividades realizadas sequencialmente
(complementaridades verticais);
• Combinando as realizações das atividades mutuamente ajustadas para alcançar a
funcionalidade superior da saída combinado (complementaridades horizontais).
André Luis Lenz andrellenz@hotmail.com 17
Estas diferentes fontes de sinergia exigem diferentes estratégias de coordenação de projetos, se o
compartilhamento de ativos apresentam problemas de coordenação, que são diferentes dos
problemas de coordenação de adaptação mútua.
Proteções de Fins de Curso:
• Chave fim de Curso: É recomendável que o mecanismo de levação seja equipado com
dispositivos que limitem as posições superior e inferior do gancho da talha com segurança e
precisão, fazendo uso de contatos de fim de curso inferior e superior, fim de curso tipo chave
seletora, que desligam automaticamente o sistema de elevação, desligando o correspondente
comando das chaves magnéticas dos movimentos de descida e de
subida dos ganchos, e acionando o sistema de freios com a finalidade
de evitar acidentes. Fornecidas em robusta carcaça de ferro fundido
ou plásticos especiais, ideais para serviço pesado em ambientes
agressivos e instalações em campo.
• Chaves Fim de Curso com Roldana: Utilizada para limitar o
curso de equipamentos móveis como pontes rolantes, pórticos,
empilhadeiras, recuperadoras, etc.
Acionamento em duas direções com retorno automático, através
de alavanca de posição ajustável com roldana de bronze.
• Chave Fim de Curso Programável Alavanca:
Utilizada para limitar o curso de equipamentos móveis
como pontes rolantes, pórticos, empilhadeiras,
recuperadoras, etc.
Acionamento em duas direções com retorno
automático, através de alavanca de posição ajustável
com roldana de bronze.
Disponível de um a seis blocos de contato,
programáveis através de cames internos.
• Chave Fim de Curso Rotativa com
Encoder: Utilizada para monitorar ou limitar
o número de voltas de equipamentos móveis
como pontes rolantes, pórticos, empilhadeiras,
recuperadoras, etc.
Acionamento através de eixo com rosca sem
fim de aço inoxidável com redutor interno
incluído.
Disponível para adaptação de um encoder e
até seis blocos de contatos, programáveis
através de cames internos.
• Chaves Fim de Curso Rotativas
Programáveis: Utilizada para
monitorar ou limitar o número de voltas
de equipamentos móveis como pontes
rolantes, pórticos, empilhadeiras,
recuperadoras, etc.
André Luis Lenz andrellenz@hotmail.com 18
Acionamento através de eixo com rosca sem fim de aço inoxidável com redutor interno incluído.
Disponível de um a doze blocos de contato, programáveis através de cames internos independentes.
• Célula de Carga: Dispositivo de detecção de sobrecarga e de cabo frouxo. O mecanismo de
elevação deverá possuir dispositivo de cabo frouxo que deverá ocasionar a parada do motor
e a imediata aplicação do freio quando a tensão no cabo reduzir-se para algo em torno de
50% da tensão correspondente ao peso do respectivo moitão descarregado.
Motofreio: A aplicação de motofreios é restrita as atividades industriais, quando há a necessidade
de paradas rápidas para requisitos de segurança, bem como de precisão no posicionamento das
maquinas, como, por exemplo: guindastes, elevadores e pontes rolantes.
O motor das talhas dos guindastes e pontes
rolantes, por exemplo, é do tipo motofreio e
consiste de um motor de indução trifásico,
220/380/440V, 1700 rpm, carcaça de
alumínio 80, classe de proteção IP 55 (IP65
ou IP66 opcionais), isolamento F (ou H,
opcional). O motor pode ser totalmente
fechado com ventilação externa ou com
ventilação interna, com características de
robustez e desempenho em conformidade
com a nova lei de eficiência energética, em
vigor desde janeiro de 2010 e atende
aplicação gerais em equipamentos onde são exigidas paradas rápidas por questões de segurança,
posicionamento e economia de tempo. Encontram-se disponíveis normalmente em potências: 0,16 a
50 cv (carcaças 71 a 200L);
O motofreio é composto pelo motor de
indução acoplado a um freio monodisco,
formando uma unidade integral compacta e
robusta. Em geral, o freio emprega pastilhas,
nos casos de carcaças menores (de 71 a
160L) e com lonas para serviços pesados
(livre de amianto) no caso de carcaças
maiores (de 180M a 200L). Para aplicação
em elevação de carga o motofreio é
comumente concebido para ser usado
acoplado a um redutor de velocidade por
engrenagens, que propicia aumento do
torque disponível na saída na mesma
proporção em que a velocidade de rotação é
reduzida.
Freio Eletromagnético (de ação por
molas): O sistema de freio integrado ao
motor é constituído de poucas partes móveis,
o que assegura longa vida útil com mínima
manutenção. A bobina de acionamento do
eletroímã, montada protegida com resina de epóxi, funciona energizada continuamente com tensão
C.C. quando o motor está em operação. A tensão fornecida por uma ponte retificadora adequada,
André Luis Lenz andrellenz@hotmail.com 19
que suprimem picos de tensão e permitem um rápido desligamento da corrente.
Funcionamento do freio: Quando o motor é desligado da rede, o controle também interrompe a
corrente da bobina e o eletroímã para de atuar, de modo que as molas de pressão empurram a
armadura na direção da tampa traseira do motor.
As pastilhas, que estão alojadas no disco de frenagem, são comprimidas entre as duas superfícies de
atrito, a armadura e a tampa, freando o motor até que ele pare. Quando o motor é ligado na rede, a
bobina do eletroímã do motofreio é, simultaneamente, alimentada e a armadura é, assim, atraída
contra a carcaça do eletroímã, vencendo a resistência das molas. As pastilhas ao ficarem livres
deslocam-se em sentido axial, em seus alojamentos, ficando afastadas das superfícies de atrito.
Assim, é removida a ação de frenagem, deixando o motor partir e girar livremente.
Nos projetos de mecanismos de elevação, é altamente recomendável que os freios de sustentação da
carga sejam projetados de forma que, com a carga nominal suspensa no gancho, executem a parada
total do gancho num espaço ≤ 50 mm.
O motofreio admite três esquemas de ligações com relação a ponte retificadora, que se localiza
junto a caixa de bornes e dependendo do esquema de ligação empregado, irá proporcionar que a
frenagem seja realizada de modo lento, médio ou rápido, o que torna a aplicação mais versátil:
Frenagem lenta: A alimentação da ponte
retificadora é feita diretamente dos bornes do
motor, sem a interrupção, com 220/380/440 VCA
conforme a tensão do freio.
Frenagem Média: Intercala-se um contato para
interrupção da tensão de alimentação da ponte
retificadora, no circuito de alimentação CA. É
essencial que este seja um contato auxiliar tipo
normalmente aberto (N.A.) do próprio contator
que comanda o motor, para garantir que se ligue e
desligue o freio simultaneamente com o motor.
Frenagem Rápida: Intercala-se um contato para
interrupção diretamente de um dos fios de
alimentação do eletroímã, no circuito de corrente
contínua (CC). É necessário que este seja um
contato auxiliar tipo normalmente aberto (N.A.),
do próprio contator que comanda o motor.
André Luis Lenz andrellenz@hotmail.com 20
Já, para motores com tensões de alimentação diferentes da do freio, (ex. motor 440V e freio 220V)
é necessário ligar os terminais de alimentação da ponte retificadora a uma rede independente, porém
sempre com interrupção simultânea do motor e do freio.
Deve-se, portanto, utilizar um contato auxiliar
normalmente aberto (N.A.) do contator que
comanda o motor. Assim, para este tipo de
alimentação independente não é possível fazer a
frenagem lenta, pois a ponte e o motor são
alimentados com os mesmos fios. Só será
possível utilizar a frenagem lenta quando o motor,
a ponte e a bobina de eletroímã tiverem a mesma
tensão.
Ajuste do Entreferro: Os motofreios são, normalmente, fornecidos com o entreferro inicial, ou
seja, a separação entre a armadura e a carcaça com freio aplicado pré-ajustado na fábrica em seu
valor nominal. Todavia, com o desgaste natural do disco de frenagem, o entreferro aumenta
gradativamente até atingir o valor máximo, sendo necessário o reajuste do entre ferro para garantir o
bom funcionamento do freio. Para aplicação como freio de emergência, o entreferro o entreferro
deve ser de, no máximo, 1,5 vezes o entre ferro nominal.
O intervalo de tempo entre as ajustagens periódicas do entreferro, ou seja, o número de operações
de frenagem até que o desgaste das pastilhas leve o entreferro ao seu valor máximo, depende da
carga, das condições de serviço, das impurezas do ambiente de trabalho, etc... Portanto este
intervalo para regulagem pode ser determinado na prática pelo setor de manutenção de sua empresa,
baseado nas características de funcionamento e no desempenho do equipamento.
Redutor de Relação Torque / Velocidade: Acoplado ao motofreio da talha encontramos um
redutor e ao conjunto, que assim constituído dota a operação de elevação de carga ótimo grau de
segurança, denominamos Motofreio Redutor.
O redutor empregado em elevação de carga é comumente do tipo helicoidal coaxial, que é de estilo
compacto e de construção sólida e que são disponíveis com reduções duplas, triplas, quádruplas,
quíntuplas e sêxtuplas. Os redutores coaxiais são fabricados com engrenagens cilíndricas
helicoidais, cementadas e retificadas, eixos concêntricos,
reduções na faixa de de 4,5 a 20.000 e capacidades de 70 a
18.000 Nm. Os redutores coaxiais podem ser fornecidos
com flange de fixação, pés de fixação e eixo integral. A
Moto Freio lubrificação do redutor é por imersão em banho de óleo.
Os redutores coaxiais podem ser fornecidos com flange
(compacta ou lanterna), para motor padrão IEC. Quando
montado com motor direto, este é acoplado à carcaça do
redutor por intermédio de flange com ajuste preciso; o
Redutor flange do motor é a parede divisória entre motor e os pares
de engrenagens.
As carcaças são fabricadas em ferro fundido cinzento de alta
qualidade e envelhecidas, para que se obtenha uma
usinagem precisa sem deformações posteriores. As carcaças são de construção compacta com
André Luis Lenz andrellenz@hotmail.com 21
parede interna servindo como apoio para os mancais, o que assegura a resistência adequada a
sobrecargas e mantém o alinhamento entre as engrenagens e pinhões.
As engrenagens e pinhões são fabricados em aço liga de alta qualidade e seus dentes são helicoidais
com ângulo de pressão a 20°, que após operação de desbaste sofrem tratamento termoquímico de
cementação, posteriormente, os flancos dos dentes são retificados pelo processo de geração,
garantindo um funcionamento silencioso. Os furos e faces das engrenagens, encostos e assentos de
rolamentos e retentores, são retificados garantindo um engrenamento preciso.
Os eixos são fabricados em aço beneficiado usado na construção de máquinas com os encostos e
assentos dos rolamentos e retentores retificados. Os rolamentos utilizados nas unidades são de
precisão e resistentes a cargas radiais e axiais, dimensionados para uma longa vida.
Automação de Pontes Rolantes:
Muitas máquinas de elevação de carga ainda instaladas, ou mesmo algumas novas máquinas, ainda
utilizam o formato tradicional de controle e acionamento dos motores elétricos para os movimentos,
ou seja, não são automatizadas.
Esses equipamentos fornecem informações simples sobre funcionamento, mas não mostram dados
sobre o estado e a condição da operação. Com a crescente exigência por segurança, e de gestão da
produção, informações precisas e completas são cada vez mais necessárias.
A automação e controle das máquinas de elevação permite um registro preciso de todos os
movimentos e das cargas envolvidas, auxilia na definição do momento certo para a manutenção e
fornece informações importantes, tanto ao fabricante, quanto ao usuário.
No caso de utilização com muitos movimentos com carga elevada, é possível planejar o trabalho de
manutenção preventiva e eliminar as paradas de máquina, que reduzem a produtividade e a
disponibilidade das pontes rolantes. Já, quando a utilização com carga é apenas ocasional, é
possível adiar a manutenção, ampliando o ciclo, com efetiva redução nas despesas.
Com a utilização de arquiteturas de automação desenvolvidas, testadas e validadas para máquinas
de elevação de carga, seja na industria, na construção civil ou na logística portuária, é possível
monitorar os dados operacionais e melhorar a eficiência da movimentação.
Hoje, já é possível falar de segurança no trabalho, aderindo ações preventivas e equipamentos de
alta tecnologia que auxiliam os operadores e que estejam dentro dos padrões de segurança.
No setor industrial, a ponte rolante é uma máquina que atende às normas de segurança
estabelecidas, servindo como um mecanismo para facilitar as atividades do operador e reduzir (ou
neutralizar) as possibilidades de acidentes. Essas normas garantem que a ponte rolante tenha um
sistema suficientemente seguro para o trabalho de elevação de cargas, propiciando maior eficiência
e menor risco de acidentes.
As arquiteturas de automação permitem:
• Monitorar o uso da máquina em condições normais e anormais. Todos os movimentos do
guindaste são monitorados. Os incidentes mais importantes, como sobre velocidade e
sobrecarga, são armazenados;
• Controlar as taxas de utilização, por meio de monitoramento confiável da vida útil das
André Luis Lenz andrellenz@hotmail.com 22
engrenagens e partes mecânicas. Um alarme é disparado quando o sistema ou componentes
necessitam de manutenção, informando com precisão ao usuário, que pode acessar as
informações a qualquer momento, por interface IHM;
• Elaborar estatísticas sobre os eventos e qualidade do operador;
• Verificar as ocorrências com datas e horários, além de identificar o operador;
• Programar a manutenção, com base nos dados dos componentes mecânicos, engrenagens e
motores;
• Acessar informações sobre as operações da máquina, do carro guincho, o número de giros e
de ciclos de operação;
• Levantar números de operações indevidas da máquina, com condições perigosas para o
operador. Exemplo: operar quando a velocidade do vento está acima da permitida para
operação de guindastes de construção civil.
Além do monitoramento e da manutenção confiáveis, as arquiteturas de automação permitem
integrar funções avançadas aos sistemas de movimentação de cargas, sem necessidade de
modificações mecânicas. Um exemplo é a função anti balanço, que evita a movimentação da carga
durante a operação, permitindo uma ação mais segura e mais rápida, melhorando o ciclo de
trabalho: sem o balanço, o operador consegue posicionar a carga rapidamente.
Outras funções importantes podem ser adicionadas, como sincronismo entre carros, gestão de
chaves fim de curso, desalinhamento do carro nos trilhos, gestão do cabo de aço e escorregamento
da carga.
Eu espero que a partir da apresentação sucinta das partes estruturais e dos mecanismos de motores
que compõem uma ponte o rolante, que foi feita na Parte 1 desta dissertação, o projetista da
automação eletroeletrônica possa ter desenvolvido, primeiro, uma boa visão holística desta
máquina, suficiente para, daqui em diante, consciente de que tem em vista um sistema complexo,
ele possa passar a empregar uma metodologia de análise deste sistema.
Tal metodologia consiste, nada mais, do que racionalizá-lo de volta, ou seja, dividi-lo, novamente,
em partes, seguindo sucessivas divisões de conjuntos em subconjuntos, até chegarmos àquilo que
nos seja, adequadamente, um sistema elementar. Nos projetos de automação de máquinas tal
estratégia de racionalizar, ou seja, de dividir o conjunto do todo em subconjuntos é conveniente pois
reduz a complexidade da máquina e permite um maior detalhamento de cada parte.
Começar isso é fácil, mas é bom fixar uma meta de como terminar também pois, como começar
não depende muito de conhecimento técnico específico. Todavia, aonde se quer chegar, ou seja,
naquilo que podemos considerar como sendo um sistema elementar adequado, requer
conhecimentos mais técnicos específicos, no caso, de automatismo.
A melhor maneira de fazê-lo é orientar a partilha do conjunto completo em subconjuntos, por
função. No caso específico da ponte rolante, podemos começar dividindo a partir dos movimentos.
Assim, cada um dos quatro movimentos, o de elevar, o de transversar e o de distar a carga,
caracteriza um subconjunto do projeto.
Dai, enfim, prosseguimos racionalizando a máquina, fazendo a sucessivas subdivisões,
considerando que, se um conjunto pode ser dividido, então ele ainda é um sistema complexo e não
elementar, portanto, prosseguimos dividindo, até chegarmos à relação 1:1, ou seja, 1 eixo = 1
acionamento.
André Luis Lenz andrellenz@hotmail.com 23
Definindo Local para Instalação do Painel de Controle:
O painel de controle consiste de uma caixa onde o cabo de abastecimento de energia elétrica da
ponte rolante deve chegar, para que adali ela possa ser distribuída para os motores. O gabinete do
painel contém todos os componentes elétricos principais que operam a ponte rolante. No painel de
controle existe um circuito de acionamento, que eletricamente ativado, quando um botão é
pressionado. O circuito de acionamento fornece energia para o movimento que o operador está
querendo fazer.
Quanto ao local de instalação do painel, não existe uma norma ou regra geral, apenas um conjunto
de fatores prós e contras que devem ser considerados. Isso inclui também o fato de que, ao invés de
definir um painel único, podemos adotar a estratégia de dividir os acionamentos entre dois painéis
distintos.
Como um bom preceito, a melhor instalação irá buscar, manter inversor e motor, o máximo
possível, sempre juntos. Todavia, como prevalece sempre a arquitetura mecânica da máquina, nem
sempre isso é possível e o projeto da automação precisa apresentar uma solução para contornar tal
dificuldade.
No caso da pontes rolantes, a definição do local de instalação do Painel de Controle, deve
considerar não apenas a proximidade entre o acionamento e o motor, mas também deve considerar
que, dependendo do local em que o Painel de Controle seja instalado, ele poderá estar agregando
uma carga mecânica permanente extra à estrutura da máquina.
Por exemplo, uma opção bastante utilizada é a de que exista apenas um único painel que controle
toda a ponte rolante, fixado no corpo do trole da talha. Por ser um painel único a conter todos os
componentes, a tendência é que ele se torne bastante grande e pesado. O peso desse painel atuará
como uma carga morta considerável, compondo a carga total, tanto para o caso da movimentação do
trole da talha, quando para o caso da movimentação das cabeceiras da ponte.
Por outro lado, essa opção tem uma vantagem importante, que é a de manter a unidade de
acionamento e o seu respectivo motor, bem próximos um do outro. Instalando-se o painel único
sobre o trole da talha, isso é obtido tanto para o caso do conjunto motor / acionamento do trole da
talha, quanto para o motor / acionamento da elevação de carga.
André Luis Lenz andrellenz@hotmail.com 24
O fenômeno da tensão de onda reflectida, que existe quando um motor de indução é alimentado
através de um conversor de frequência, geralmente, não é um problema se comprimento do cabo
entre a saída do inversor e o motor que ele alimenta não for superior a 7 metros.
No entanto, a medida que aumenta a distância entre o acionamento e o motor, o problema aparece e,
a melhor maneira de resolvê-lo é não criá-lo, e manter a distância entre um inversor e o seu motor
tão curta quanto possível. O aparecimento de picos de tensão nas primeiras espiras do enrolamento
do estator de um motor de indução, pode causar danos ao motor.
Todavia, neste caso de
instalação, o cabo de energia
principal, que é aquele que
conduz o abastecimento geral
de energia elétrica para a
ponte, deverá ser um tipo de
cabo especialmente adequado
para operação flexível, para
chegar até este painel único, de
uma forma que seja flexível,
suportado em um sistema
festonado, para poder suportar
a taxa de movimentação que
ocorre durante a operação da
ponte, ao longo de uma vida
útil esperada.
Também os cabos de saída dos
acionamentos dos motores das cabeceiras da ponte, precisarão sair deste painel e dirigir-se até os
respectivos motores, do mesmo modo, definidos para operação flexível.
Outro coisa a ser considerada, é com respeito a instalação da botoeira que, se estiver ligada por um
cabo diretamente ao painel elétrico da ponte rolante, ela poderá obrigar o operador a se movimentar,
pois ele estará preso ao trole da talha pela botoeira pendente, o que contribui para aumentar o risco
da operação (devido a proximidade do operador com a carga que está sendo movimentada),
diminuir a produtividade (o operador pode ter dificuldade em se movimentar no solo por entre
máquinas e materiais).
Abastecimento de Energia Elétrica da Ponte: A
especificação de todos os equipamentos necessários
à alimentação elétrica, é dependente da
características estruturais mecânicas da ponte ou
pórtico. O abastecimento de força da ponte rolante
varia de acordo com o comprimento do caminho de
rolamento, atmosfera corrosiva, explosiva e
necessidades especiais de aplicação. A queda de
tensão no cabo de entrada geral da alimentação não
deverá exceder 2,5%.
A escolha do sistema de eletrificação adequado
recai, principalmente, sobre o porte e sobre as
condições do ambiente operacional da ponte:
André Luis Lenz andrellenz@hotmail.com 25
A alimentação elétrica de pontes rolantes pequenas ou média, em geral, é feita por meio de cabos
elétricos isolados, para montagem em sistema de suporte do tipo festonado ou Festoon. Esses cabos
são especialmente flexíveis, elaborados para aplicações móveis.
Já, em pontes rolantes de médio para grande porte é usual
o emprego de sistema de Barramento Blindado. Há uma
grande variedade de padrões de eletrificação barras /
condutores móveis, para todas as aplicações de
manipulação de materiais em pontes rolantes, guindastes,
pórticos, e qualquer máquina móvel que necessita de
abastecimento energia.
No abastecimento tipo festonado, os cabos, em geral, são
suspenso em roletes equipados com mancais de rolamento
selados e, caso necessário, devem ser previstos
dispositivos para aliviar os esforços no cabo. Os bornes terminais e os cabos de alimentação do
equipamento deverão ser, sempre, convenientemente identificados de modo a garantir a correta
conexão durante a montagem.
Veja, a seguir uma ilustração detalhada de exemplo de eletrificação em sistema festonado C-Track:
(1) Caixa de Junção Fixa. É aqui chega, vindo por cima, o eletroduto que trás a energia elétrica; para a
ponte, que é então distribuída;
(2) Tiras de terminais (dentro de caixa de junção); (10) Caixa Painel de Controle;
André Luis Lenz andrellenz@hotmail.com 26
(3) Conectores para cabos; (11) Junta de trilhos;
(4) Grampo fim de curso; (12) Cabo da Botoeira Pendente;
(5) Grampo de engate de trilhos; (13) Botoeira Pendente (Botões de Ação
(6) Carrinho Porta Cabos; Momentânea);
(7) Braço suporte cruzado; (14) Braço de reboque;
(8) Grampo de viga; (15) Carrinho reboque;
(9) Trilho (o aspecto do perfil do trilho, em forma (16) Cabo flexível plano;
de c , é o que dá o nome a essa série); (17) Batente fim de curso.
Este exemplo ilustra um caso em que a eletrificação (Controle e Potência), corre em ambos os lados
com relação a viga da ponte, muito embora, arranjos que corram em apenas em um lado sejam
também possíveis, conforme mostrado a seguir:
Um Carrinho Porta Cabos é necessário para cada dobra sinuosa do Cabo Plano, instalados entre o
Grampo de Fim de Curso e o Carrinho de Reboque.
Os carrinhos porta cabos se dividem em corpo (onde
se encontram alojados os quatro rolamentos de aço
inoxidável selados) e sela (que acomoda a curvatura
do cabo plano). Em geral são encontrados em
diferentes medidas (3' e 5') e materiais, podendo ser
em todo em material termoplástico, apenas a sela em
termoplástico e o corpo em aço, ou ainda todo em aço,
galvanizado ou inoxidável.
Existe alguma variedade de opções de subsistemas
festonados, que implicam em diferentes componentes, tais
como o festonado em trilho C (C-Track Festoon) que é o
sistema mais simples e comum e o festonado especial para
serviços pesados (Heavy-Duty Festoon), cujos
componentes são concebidos,
projetados e fabricados
principalmente para serviços em
usinas de aço, instalações portuárias
e outras aplicações industriais
pesadas.
O Grampo de Fim de Curso é, também, um elemento de suporte do cabo e
André Luis Lenz andrellenz@hotmail.com 27
são fixados próximos as extremidades dos trilhos.
Por sua vez, quanto ao Carrinho de Reboque é necessário um para cada
mecanismo de movimento eletricamente alimentado. Este dispositivo
suporta o cabo e tem uma abertura no corpo para acomodar a Braço de
Reboque, mecanismo pelo qual, o trole o movimenta.
No sistema ilustrado na página anterior, note que o Painel de Controle,
além de não ser mais uma carga morta permanente para o trole, uma vez
que ele é suportado, agora, pela estrutura dos trilhos, ele também ficou de
menor tamanho. Isso ocorre pois, agora, ele conterá apenas os componentes
relativos aos acionamentos carro de transversão (trole) e de elevação da
ponte (talha). Os acionamentos pertinentes ao movimento longitudinal
deverão, assim, compor um segundo painel que, no entanto, poderá receber comandos da mesma
botoeira pendente.
Alimentação do Carro Por Esteira Porta Cabos:
A talha pode utilizar se abastecida de energia de pelo
Sistema Festoon ou então por Esteira Porta-Cabos.
Para um menor custo, a alimentação elétrica do carro
deverá ser constituída por cabo elétrico tipo
“Festoon”. Em todos os casos, os cabos devem ser
devidamente protegidos contra contato, com
terminais permanentes no carro e na ponte, e meios
suficientes para suportar, estender e retrair o cabo,
permitindo o movimento relativo entre carro e ponte,
sem esforço e desgaste excessivos do cabo.
No sistema festonado, o cabo deverá ser suspenso em roletes equipados com mancais de rolamento
selados. Caso necessário, deverão ser previstos dispositivos para aliviar os esforços no cabo.
Cabos Elétricos Externos aos Painéis: Estes cabos são do tipo plano, de 4, 8 ou 12 vias paralelas,
com gama de bitola mais comum entre #2 e #16 AWG deverão ser de classe de isolamento 300V
(Controle) e de 750V (Energia/Acionamento) ou superior, com isolação e capa externa em de
borrachas especiais, para suportar velocidades de deslocamento dos troles de até 180 m/min.
Com base nos melhores materiais
do isolante interno e da capa
flexível externa, os cabos podem
ser utilizado com uma tensão
nominal de 1000 V a ser aplicada,
conforme indicado na norma DIN
VDE 0298-3.
O condutor flexível de cobre puro / estanhado trançado acc. com a norma DIN EN / IEC 60228:
<= 25 mm ²: extra flexível trançado, classe 6
> = 35 mm ²: flexível trançado, classe 5
Para aplicações com mecânica de alta estresse e frequentes dobra em apenas um plano.
Em alguns padrões internacionais existe a tendência de uso de cabos planos multivias com capa
flexível externa em TPE PVC de cor amarela por motivos de segurança. A capa externa apresenta
André Luis Lenz andrellenz@hotmail.com 28
ainda ranhuras para corte, facilitando a operação de separação e terminação.
Um projeto de cabeamento deverá considerar todas as facilidades
para permitir o correto posicionamento, alinhamento e montagem do
sistema de alimentação, não devendo ser prevista qualquer emenda
por ocasião da montagem.
Caixas de Junções, Barras de Terminais e Conectores:
• 8” x 10” x 4”
caixa de Junção
NEMA 13;
• 8” x 10” x 4”
Caixa de Junção
para controle de
trole / talha;
• Completa com barra de terminais de 12
polos;
• Aço Galvanizado conforme NEMA 13;
• Aço Inoxidável conforme NEMA 4X;
• Barra de terminais de 12 polos.
Conectores:
Conectores
de PVC para
cabos planos:
Utilizado
para terminar
o cabo na fonte de energia ou caixa de
junção. Conector tem um corpo de
alumínio e buchas de borracha. Alguns
dos conectores listados tem alojamento
duplo para acomodar um segundo cabo.
Ver na coluna Cabo # 2 da tabela ao
lado:
Proteção Elétrica de um Sistema com
Inversor de Frequência:
Os dispositivos usados para proteção
elétrica geralmente tem o objetivo de
eliminar as sobrecorrentes, tanto a
corrente de curto–circuito, quanto a
corrente de sobrecarga pois, ambas
podem danificar os elementos
condutores da rede de alimentação do
inversor ou o motor.
Para esse fim de proteção, em geral, são usados disjuntores e / ou fusíveis ultra rápidos, porém o
André Luis Lenz andrellenz@hotmail.com 29
próprio inversor tem de ser dimensionado para suportar o nível de curto–circuito no ponto onde será
instalado.
O valor de corrente calculada para dimensionar a proteção deve levar em consideração fatores tais
como: o valor RMS da corrente de alimentação , considerando os harmônicos; valor de pico ao ligar
o inversor devido a corrente de pre–carga que depende de cada fabricante ( a princípio ela não deve
ser maior que a corrente nominal).
Deve-se considerar, ainda, que algumas proteções são realizados pelos próprios inversores que
desligam em microsegundos os transístores IGBT.
• Sobrecarga: Limitando o valor RMS num máximo de 1,5 a 2 vexes o valor nominal, a
proteção interna do inversor é mais apropriada para proteção do motor e da instalação
elétrica até o motor.
• Curto –circuito: Se um curto acontecer na saída do inversor ( nos terminais do motor ou
nos cabos entre inversor e o motor) a sobrecorrente é detectada internamente no inversor e
um comando para bloquear os IGBT´sé dado. O curto é eliminado em microsegundos
protegendo o inversor e, consequentemente, a rede de alimentação. Esta breve corrente é
alimentada, principalmente, pela energia previamente acumulada pelos capacitores do
circuito intermediário do inversor e, assim, ela tende a se torna imperceptível pela rede
elétrica.
Todavia, a proteção redundante provida por um disjuntor motor é necessária, geralmente provendo
se uma coordenação tipo 2 segundo a norma IEC947. Observar a corrente de pré–carga dos
capacitores do inversor, mas, geralmente ela está dentro dos limites de corrente nominal. A
coordenação das proteções é o ato de associar, de maneira seletiva, um dispositivo de proteção
contra os curtos-circuitos (fusíveis ou disjuntores) com um contator e um dispositivo de proteção
contra as sobrecargas. Tem por objetivo interromper, em tempo, toda corrente anormal, sem perigo
para as pessoas e assegurando uma proteção adequada da aparelhagem contra uma corrente de
sobrecarga ou uma corrente de curto-circuito. A corrente presumida de curto-circuito caracteriza a
instalação num dado ponto. Resulta do cálculo da potência da rede, da tensão e das impedâncias do
circuito (cabos, ligações, transformadores, etc.).
Comando Elétrico: Painel elétrico de controle e proteção em caixa fechada, de fácil acesso, com
uso de componentes de alta qualidade e de fácil manutenção. Os painéis elétricos da ponte rolante
deverão estar localizados sobre a ponte rolante, posicionados em locais que melhor se adaptem às
condições de projeto.
Composto, no mínimo, por chaves contatoras para reversão do giro do motor, fusíveis e disjuntores
para proteção e transformador para tensão de comando. Comandos de subida e descida duplamente
intertravados, nos contatos auxiliares. Botoeira pendente à 1,20 m do solo.
Considerando-se, como exemplo, alimentação principal em rede C.A. trifásica de 380V – 60 Hz,
nos painéis elétricos que obedecem a um ótimo nível de segurança, em geral, devem estar
instalados:
• Um Contator Tripolar principal, tensão nominal de 380V, com contatos auxiliares NA-NF
para sinalização e indicação da posição do contator através de lâmpada sinalizadora. Os
circuitos de controle dos movimentos deverão ser desligados quando se desligar o contator
principal;
André Luis Lenz andrellenz@hotmail.com 30
• Uma Base Completa com Fusíveis NH e punho de extração, na entrada principal de
alimentação;
• Três Disjuntores Tripolares a seco (um para o acionamento de cada motor), com
acionamento manual, tensão nominal de 500V equipado com elementos termomagnéticos
para proteção contra sobrecarga nas três fases (compensados contra variação da temperatura
ambiente) e equipado com proteção contra curto-circuito. A capacidade de ruptura simétrica
(mínima) deverá ser 5 kA;
O Disjuntor motor atua por
dois sistema s diferentes de
disparadores:
Disparador Magnético:
Através do disparador
magnético, o disjuntor motor oferece proteção
contra curto-circuito da instalação e do motor,
com disparo fixo em 13 vezes a máxima
corrente da faixa de ajuste do disjuntor-motor;
Disparador Térmico: O disparador térmico é
ajustável e responsável pela proteção contra
sobrecarga e sensibilidade contra a falta de
fase da instalação e do motor conforme IEC60947-4-1, classe de disparo 10 (curva C).
A norma de proteção estabelece que os disjuntores de curva B devem atuar para correntes de
curto-circuito entre três e cinco vezes a corrente nominal. Enquanto isso, os de curva C
atuam entre cinco e dez vezes a corrente nominal e, por fim, os disjuntores de curva D
devem responder para correntes entre dez e vinte vezes a corrente nominal.
Os disjuntores de curva C são indicados para cargas de
média corrente de partida, como motores elétricos.
Aplicação específica de proteção de motor que elimina a
necessidade de relés de sobrecargas extra, encontrados
nas partidas trifásicas tradicionais, fornecendo uma
proteção completa quando usado em conjunto com um
contator de motor. Com medidas adicionais tomadas para
a operação do motor com "maior segurança" em tipo de
proteção "e". Estas medidas melhoram o grau de
segurança e previnem ocorrência de altas temperaturas
inadmissíveis e de elevadas faíscas e arcos, que
normalmente acontecem quando os motores são operados
em condições normais. Os dispositivos de proteção do
motor utilizados para isso são operados fora da área e
EEx (área de grau de proteção aumentado). Os
disjuntores podem ser bloqueados com cadeado na
posição "desligado", garantindo assim a segurança em
manutenções.
André Luis Lenz andrellenz@hotmail.com 31
• Um inversor de frequência trifásico, de 380 V, para o acionamento de cada motor (ou
movimento);
Os painéis deverão ser fabricados em perfis de chapa de aço, pintados e tratados contra corrosão. A
espessura das chapas de aço não deverá ser inferior a 2,00 mm.
Cada painel deverá possuir grau de proteção IP-43 e porta de proteção na parte frontal, que permita
o fácil acesso aos equipamentos nele instalados. A porta, assim como as chapas laterais removíveis,
deverão ter juntas de borracha sintética para perfeita vedação. As portas deverão possuir maçanetas.
Não havendo prévio acordo em contrário, o fornecedor da ponte rolante deve também fornecer e
instalar toda a fiação interna entre os equipamentos e entre os equipamentos e as réguas terminais
dos painéis. Todos os fios, cabos e acessórios de fiação, incluindo conectores, blocos de conexões e
seus suportes devem estar incluídos no fornecimento.
A instalação elétrica deverá ser executada de acordo com as modernas normas e práticas de fiação.
Os cabos ou fios deverão ser criteriosamente arranjados. Nenhuma emenda nos cabos será permitida
no trecho entre as réguas terminais e os terminais dos equipamentos.
A fiação deverá ser feita com cabos de cobre flexíveis e de diâmetros adequados às correntes a
serem transportadas, porém não menores que 2,50 mm2, exceto nos casos de circuitos de
transformadores de corrente, caso em que não deverão ser menores que 3,31 mm2.
O isolamento dos cabos deverá ser para 600 V, resistente a óleo e, externamente, coberto com
material tipo chama não-propagante. Para facilidade de manutenção, os circuitos deverão ser
codificados por cores, ou identificados externamente em todos os terminais, de acordo com os
diagramas aprovados. O circuito deverá se projetado de tal modo que não haja mais que dois cabos
em qualquer terminal das réguas ou dos equipamentos.
Todas as conexões deverão ser feitas com terminais dos instrumentos e das réguas terminais por
meio de parafusos tipo passante, quando sujeitos a vibrações excessivas. Os bornes terminais
deverão ser tipo moldado, com barreiras entre bornes contíguos. Não será permitido o uso de réguas
terminais em que o parafuso de fixação do terminal entre em contato direto com os fios, ou os
prendam através de pressão de molas. Deverão ser de boa qualidade, resistentes a impactos e
garantir boa fixação dos terminais, ainda que sujeitos a vibrações.
As conexões deverão ter marcação visível em cada borne, de acordo com esquemas funcionais e
topográficos fornecidos. As conexões nas réguas terminais deverão ser agrupadas tendo em vista o
arranjo e o destino dos cabos externos.
As réguas terminais deverão ser fornecidas com uma reserva de aproximadamente 10% de cada tipo
de borne utilizado. As réguas terminais para a ligação de cabos externos deverão ser montadas em
posição que facilitem a entrada, a instalação e o arranjo dos cabos.
Deverão ser fornecidos fusíveis ou disjuntores apropriados para a correta proteção dos
equipamentos e fácil seleção dos circuitos com defeitos.
Deverá ser fornecida a fiação completa, facilmente acessível para manutenção, incluindo réguas
terminais separadas para a alimentação,
André Luis Lenz andrellenz@hotmail.com 32
Os painéis deverão possuir, em sua parte interna, um esquema das ligações correspondentes. Além
disso, deverão possuir as seguintes identificações:
• Identificação do próprio painel e dos acessórios da vista frontal através de plaquetas;
• Identificação de todos os equipamentos internos, conforme simbologia utilizada nos
documentos de projeto, através de plaquetas;
• Identificação da fiação interna, das réguas de bornes e dos bornes terminais.
Os painéis poderão ser equipados com resistências de aquecimento e termostatos para
desumidificação.
Componentes Elétricos: Os circuitos elétricos principais, de uma maneira geral, utilizam
alimentação de rede trifásica com tensões 220/380/440V ±10%, 60 Hz.
Os dispositivos de controle, de comando, bem como os do sistema de desumidificação (se houver)
alimentam-se com rede CA 220V monofásica.
Os componentes elétricos da ponte rolante, apresentam, de maneira geral, as seguintes
características:
• Classe de isolamento: 600 V;
• Frequência nominal: 60 Hz;
• Ensaio Dielétrico NBR-7116 (Tensão aplicada 60 Hz, durante 1 min: 2kVEF).
Os contatores e disjuntores deverão ter seus contatos dimensionados de forma que, em serviço
normal, sejam percorridos por uma corrente inferior a 90% (noventa por cento) da corrente nominal,
e serem facilmente substituíveis.
Seu funcionamento, bem como dos relés auxiliares, deverá ser garantido para uma tensão de
alimentação que poderá variar em ±10% da tensão nominal em corrente alternada.
Os contatos dos relés auxiliares e contatores deverão ser dimensionados para a corrente nominal
mínima de 10 A.
Sinalização:
A Norma Regulamentadora 11 – NR 11 – do Ministério do Trabalho e Emprego estabelece, de
acordo com seu artigo 11.1 "Normas de segurança para operação de elevadores, guindastes,
transportadores industriais e máquinas transportadoras", dentro do grupo de máquinas
transportadoras, no qual situam-se a ponte rolante, a talha e o pórtico:
"Os equipamentos de transporte motorizados deverão possuir sinal de advertência sonora (buzina)".
A instalação de sinal de advertência sonora (buzina) e de limitadores de carga é realizada no painel
elétrico da ponte rolante, talha ou pórtico.
Motores Elétricos: Os motores elétricos deverão atender os requisitos das normas brasileiras NBR
André Luis Lenz andrellenz@hotmail.com 33
7094 e NBR 5383 da ABNT. Deverão ser tipo indução, trifásico, e previstos para partida sob tensão
plena, com corrente não superior a seis vezes a sua corrente nominal, categoria N.
Os motores deverão ser previstos para regime de trabalho de 150 manobras por hora, com fator de
duração do ciclo de 40 %. O isolamento deverá ser no mínimo, classe B e o conjugado máximo de,
no mínimo, 250 % do conjugado nominal.
Os motores poderão partir sob tensão de 90% da tensão nominal e deverão fornecer o torque
necessário sob esta tensão.
Os motores deverão à prova de faísca e de incêndio, auto ventilados, protegidos contra poeira fina e
respingos, grau de proteção mínimo IP-54, e entregues equipados com os seguintes acessórios:
Uma caixa de terminais tipo estanque, para ligação dos cabos ao seco;
Placa de identificação, com o esquema de ligações;
Dois mancais de rolamentos de esferas, ou de rolos, com dispositivos para abastecimento de óleo ou
graxa durante o serviço, se necessário;
Acessórios de fixação e olhal de içamento, caso o motor pese mais que 500 N;
Resistências de aquecimento para evitar a condensação de umidade, ou então, um sistema de
alimentação do próprio enrolamento por meio de transformador auxiliar incluído no fornecimento,
desde que o período de garantia dos motores seja acrescido de 6 (seis) meses além do previsto no
contrato. O sistema de aquecimento poderá ser dispensado para os motores de indução, tipo gaiola,
de potência igual ou menor a 2,2 kW. As resistências de aquecimento são instaladas quando um
motor elétrico é instalado em ambientes muito úmidos, (umidade >95%) e com possibilidade de
ficar desligados por longos períodos (acima de 24h). As resistências de aquecimento, aquecem o
interior do motor alguns graus acima do ambiente (5 a 10°C), quando o motor está desligado.
O custo de alimentar um motor elétrico durante a sua vida útil é de aproximadamente 50 vezes o
custo original para se adquirir tal motor. Assim, as melhorias relativamente pequenas na eficiência
pode produzir grandes poupanças em contas de energia ao longo da vida da unidade.
A fim de se fazer uso dos benefícios do controle via o emprego de inversor de frequência, dá-se
preferência a que, todos os motores especificados, tanto em novos projetos, quanto em reformas de
pontes rolantes, sejam do tipo com rotor em gaiola de esquilo, com ou sem freio eletromecânico,
conforme o caso o caso.
Nova Ótica Sobre Categorias de Talhas:
Sobre a a ótica do conjunto de acionamento, em vista de novas tecnologias de máquinas elétricas,
existem atualmente duas categorias principais para talhas:
• Na primeira categoria, digamos tradicional, temos uma talha com um freio de carga
eletromecânico ou auto travamento por engrenagem. Este tipo de sistemas de elevação se
distingue pela sua capacidade de evitar mecanicamente que a carga cause a aceleração do
sistema sem que haja a aplicação de torque positivo do motor.
• Numa outra categoria inclui todos os elevadores de caraga que não se encaixam na primeira
André Luis Lenz andrellenz@hotmail.com 34
categoria, que incluem também qualquer sistema com um freio de corrente parasita ou com
um motor de rotor cônico. O sistema de correntes parasitas é um sistema de travagem
elétrico e o rotor cônico é o atuador de freio quando não se está exercendo torque positivo.
Qual categoria se encaixa em uma talha é bastante fácil de determinar:
• Se o elevador não requer o torque do motor non sentido da descida, para manter a carga
descendo, ele se encaixa na categoria de freio de carga;
• Se o sistema exige torque do motor, o motor e ele regenera energia de volta para o sistema
para segurar a carga ele é parte da categoria de freio sem carga. No contexto do
acionamento, isto é denominado de freio ou travagem dinâmica e requer resistências para
dissipar a energia de regeneração.
Motofreios de Rotor Cônico:
Motofreios de Rotor Cônico são motores do tipo gaiola de esquilo que incorporam a função de freio
e de trava, tal como uma parte integrante do rotor cônico
A - Mola do Freio do Rotor;
auto deslizante no interior do invólucro do estator. B - Rotor Cônico Deslizante;
Quando o motor está em repouso, uma mola atua sobre o C – Freio Incorporado (Disco + Anel);
rotor deslizante e força o anel de freio contra a tampa de D - Velocidade Única ou Dupla
frenagem do motor, travando-o. (Estruturação Dahlander do Estator é
Opcional);
Quando este motor é energizado, devido ao fato da E - Carcaça em Alumínio Fundido ou
conicidade do seu rotor, o seu campo magnético, que é em Ferro Fundido Dependendo do
Tamanho;
gerado como um resultado do campo electromagnético do F - Auto ventilação incorporada.
entreferro do estator,
que também é
cônico, produz duas
componentes, tanto
uma componente
radial, que comum
ao motor tradicional
de rotor paralelo,
quanto uma
componente axial.
É justamente a
componente axial
que provoca o auto
deslizamento do
rotor, causando a
superação da força
da mola e liberando
o freio, enquanto que a componente radial faz com que o rotor entre em rotação. A vantagem deste
tipo de arquitetura de motofreio é que não há necessidade de controle de freio adicional algum.
Quando o motor é desligado, assim como no caso da ocorrência de uma queda prolongada da rede
de alimentação CA, o campo magnético entra em colapso e o motor é mecanicamente freado e
travado pela força de retorno da mola de freio. Este princípio de frenagem e de travagem elimina a
necessidade de componentes adicionais, tais como a ponte retificadora e a bobina de acionamento
André Luis Lenz andrellenz@hotmail.com 35
do eletroímã, que existem nos freios eletromagnéticos tradicionais.
O fato de apresentar um torque de travagem bastante elevado é uma vantagem proporcionada pelo
perfil de freio cônico e também o calor produzido por uma bobina separadamente energizada é
evitado pelo auto deslizamento do rotor, e a resposta de atuação do freio boa.
No entanto os enrolamentos do estator precisam ser dimensionados para algo além da operação
contínua e serem resistentes a curto-circuito permanente mas, considerando também a força de
contração da mola pois, por melhor que se faça a geometria e o emprego de materiais de qualidades
magnéticas melhoradas a fim de maximizar a concentração do fluxo axial, parte do torque da
máquina é sempre desviado para esse fim.
Aplicações já implementadas
mostram que o alto torque de partida,
a baixa inércia, permitem que os
motofreios de rotor cônico
apresentem um desempenho bastante
satisfatório para as demandas em
acionamentos de elevados ciclos.
Alguns fabricantes, como a Demag,
fornecem estes motores com opcional
para duas velocidades, usando a
mesma estruturação dos enrolamentos
do estator de um motor Dahlander.
Acoplando-se uma caixa redutora por
engrenagens ao motofreio de rotor cônico, compõe-se um conjunto motofreio redutor, que,
atualmente, podem ser encontrados em dispositivos de talhas motorizadas, em pontes rolante e
guindastes.
Estes motores são produzidos em uma gama de 0.5 a 70 CV, com ou sem a caixa de redução
incorporada, todavia, apesar de esta não ser uma tecnologia nova, pois o principio remonta aos anos
50, o custo da máquina ainda é comparativamente mais caro e este tem sido o fator mais restritivo a
sua maior disseminação, mas acredita-se que isso venha a ser mudado rapidamente, com o
acirramento da competição entre fornecedores, principalmente asiáticos.
Essa dissertação tem prosseguimento em: “Tecnologia para Automação de Pontes Rolantes –
Parte 2”.
“Escolha um trabalho que tu ames e não terás que trabalhar um único dia em tua vida”. Provérbio
Chinês
André Luis Lenz andrellenz@hotmail.com 36
Você também pode gostar
- Lista de Exercícios - Aula 8 - Esterilização de MeiosDocumento6 páginasLista de Exercícios - Aula 8 - Esterilização de MeiosDaniely CarlosAinda não há avaliações
- 7 LC700 Conf700 R2Documento75 páginas7 LC700 Conf700 R2JulianodeLima100% (1)
- KONUS IcesaDocumento2 páginasKONUS IcesaMárcio BussAinda não há avaliações
- Minhas Aulas OlyDocumento224 páginasMinhas Aulas OlyBrunoOliveiraAinda não há avaliações
- Requisitos Mínimos para Aceitação de Projetos ElétricosDocumento16 páginasRequisitos Mínimos para Aceitação de Projetos Elétricoswyston padovani100% (1)
- Concepção de Projetos Elétricos PrediaisDocumento7 páginasConcepção de Projetos Elétricos PrediaisDouglas PlacedinoAinda não há avaliações
- PDM - Projeto Stand AloneDocumento14 páginasPDM - Projeto Stand Alonebrunofj1985Ainda não há avaliações
- UNICAMP Cap 8 Soldagem RobotizadaDocumento17 páginasUNICAMP Cap 8 Soldagem Robotizadatiagorichter1767Ainda não há avaliações
- Rede As-I TIA Portal PDFDocumento11 páginasRede As-I TIA Portal PDFJBV AutomaçãoAinda não há avaliações
- Configurar Rede Industrial Profibus Entre CLP S7 1200 e s7 300 TIA PORTAL1Documento7 páginasConfigurar Rede Industrial Profibus Entre CLP S7 1200 e s7 300 TIA PORTAL1pablo freitasAinda não há avaliações
- Modernização Do Controle Do Cambamento Carro Torpedo Nas Estações de GusaDocumento11 páginasModernização Do Controle Do Cambamento Carro Torpedo Nas Estações de GusaFelipe NicoliAinda não há avaliações
- Mestre ASI S71200 PDFDocumento1 páginaMestre ASI S71200 PDFCharles SantosAinda não há avaliações
- Caracterização Dos Arranques Da Central TermoelétricaDocumento212 páginasCaracterização Dos Arranques Da Central Termoelétricaeduardo andradeAinda não há avaliações
- Sce - PT - 092-300 Opc Ua S7-1500 - R1807Documento48 páginasSce - PT - 092-300 Opc Ua S7-1500 - R1807Leo CruzAinda não há avaliações
- Sistema de Arquitetura de Médio Porte: Guia de SeleçãoDocumento64 páginasSistema de Arquitetura de Médio Porte: Guia de SeleçãoTECHWORKS AUTOMAÇÃOAinda não há avaliações
- Artigo Sobre Bancada FESTODocumento12 páginasArtigo Sobre Bancada FESTOGeorge Nobre FilhoAinda não há avaliações
- Mu 207011Documento117 páginasMu 207011jdearAinda não há avaliações
- Links de Atualizações TIA PortalDocumento5 páginasLinks de Atualizações TIA PortalLeo CruzAinda não há avaliações
- Compatibilidade CPU S7-1200 V3 e V4Documento18 páginasCompatibilidade CPU S7-1200 V3 e V4Leo CruzAinda não há avaliações
- MProt BRDocumento55 páginasMProt BRGabriel de CastroAinda não há avaliações
- EletrodutosDocumento6 páginasEletrodutosnaldossj100% (1)
- Ciberseguan - A - ISA - Guilherme NevesDocumento30 páginasCiberseguan - A - ISA - Guilherme NevesRooney Nascimento100% (1)
- Guia de Produtos SiemensDocumento236 páginasGuia de Produtos SiemensMarcio RoberthAinda não há avaliações
- 6395 - Apostila BAncada de ServoDocumento22 páginas6395 - Apostila BAncada de Servojefter10Ainda não há avaliações
- PLANO DE MANUTENÇÃO Gerador & TrafoDocumento15 páginasPLANO DE MANUTENÇÃO Gerador & TrafoBindimAinda não há avaliações
- Pit em Campo - DXC - Se Coletora - Ger0003-Tec-0007-0aDocumento23 páginasPit em Campo - DXC - Se Coletora - Ger0003-Tec-0007-0aClaudio SilveiraAinda não há avaliações
- Treinamento - CLP S7Documento58 páginasTreinamento - CLP S7kevinvettoriAinda não há avaliações
- Supervisório No Excel Com DDE e OPCDocumento3 páginasSupervisório No Excel Com DDE e OPCCarlos LimaAinda não há avaliações
- S7-1200 Ponteiro PDFDocumento5 páginasS7-1200 Ponteiro PDFLeandro FranciscoAinda não há avaliações
- Panel View 600 em PortuguesDocumento246 páginasPanel View 600 em PortuguesFabiano TrevisanAinda não há avaliações
- GrafcetDocumento10 páginasGrafcetAdler Roberto SantosAinda não há avaliações
- Manual Blocos Funcao Smar FFoundationDocumento336 páginasManual Blocos Funcao Smar FFoundationMarcioAinda não há avaliações
- Estratégias de Controle Avançado Aplicadas ADocumento14 páginasEstratégias de Controle Avançado Aplicadas AAyraneRAinda não há avaliações
- Norma Iec 1131Documento7 páginasNorma Iec 1131Juliano SoaresAinda não há avaliações
- S7-300 - Conversao INT para S5TimeDocumento3 páginasS7-300 - Conversao INT para S5TimeLeo Cruz0% (1)
- Comissionamento Virtual e Treinamento Do Operador Com SIMIT - Indústria - Siemens BrasilDocumento10 páginasComissionamento Virtual e Treinamento Do Operador Com SIMIT - Indústria - Siemens BrasilRomulo ScapiniAinda não há avaliações
- CLP - SiemensDocumento29 páginasCLP - SiemensFabrício CavalcanteAinda não há avaliações
- Curso - Hiter - Atuadores e EspecificasDocumento39 páginasCurso - Hiter - Atuadores e Especificasjosielalves2910Ainda não há avaliações
- Aula15-Manual Planta DidaticaDocumento127 páginasAula15-Manual Planta Didaticajuliano_automacaoAinda não há avaliações
- 07 PV01 FTViewSE PT Rev5 PDFDocumento257 páginas07 PV01 FTViewSE PT Rev5 PDFAllan PatricAinda não há avaliações
- Apostila de Treinamento TwidoSuite 2009 1 PDFDocumento70 páginasApostila de Treinamento TwidoSuite 2009 1 PDFAnonymous dyT6AgjSxSAinda não há avaliações
- EletrodutosDocumento9 páginasEletrodutosANA PAULA FRAZAO CAMPOS SILVAAinda não há avaliações
- Mi 4Documento22 páginasMi 4Wagner_2200WAinda não há avaliações
- 02 PI PROFINET System Description Brazil 2014Documento41 páginas02 PI PROFINET System Description Brazil 2014Francisco PinheiroAinda não há avaliações
- Guia Migracao PDFDocumento17 páginasGuia Migracao PDFAllan CorreaAinda não há avaliações
- 2014 GrafcetDocumento44 páginas2014 GrafcetRicardo CruzAinda não há avaliações
- Pirâmide Da Automação IndustrialDocumento2 páginasPirâmide Da Automação IndustrialJabulani2010Ainda não há avaliações
- TM221Documento26 páginasTM221luizengcladuioAinda não há avaliações
- Apostila de Treinamento SENAI 1Documento248 páginasApostila de Treinamento SENAI 1Marcelo DA Silva Damiao Damiao100% (1)
- SIEMENS - AN - TIA PORTAL (v1.0)Documento173 páginasSIEMENS - AN - TIA PORTAL (v1.0)Jorge_Andril_5370100% (1)
- WEG Motores Eletricos de Baixa e Alta Tensao para Atmosferas Explosivas Manual de Instalacao Operacao e Manutencao 50030778 Manual Portugues BRDocumento2 páginasWEG Motores Eletricos de Baixa e Alta Tensao para Atmosferas Explosivas Manual de Instalacao Operacao e Manutencao 50030778 Manual Portugues BRLuiz Otávio Dias FreitasAinda não há avaliações
- Rede Profibus DP Com Mestre Siemens Remota Serie Ponto NAP050Documento22 páginasRede Profibus DP Com Mestre Siemens Remota Serie Ponto NAP050Luciano SantosAinda não há avaliações
- Sistema de Controle DistribuídoDocumento6 páginasSistema de Controle DistribuídoEvando Pereira dos SantosAinda não há avaliações
- ACS600Documento252 páginasACS600Rodolfo RodriguesAinda não há avaliações
- M MaxDocumento8 páginasM MaxLuis Reis100% (1)
- PDF Apostila Step 7 1200 DLDocumento289 páginasPDF Apostila Step 7 1200 DLpedro netoAinda não há avaliações
- Apresentação Do Projeto Elétrico - RequisitosDocumento17 páginasApresentação Do Projeto Elétrico - RequisitosAlex BozzAinda não há avaliações
- Manual de Utilizacao Blueplant PDFDocumento241 páginasManual de Utilizacao Blueplant PDFVanildo Silva100% (1)
- Desenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoNo EverandDesenvolvendo Uma Lombada Eletrônica Para Apresentar A Velocidade Com ArduinoAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Ponte Rolante ApresentaçãoDocumento58 páginasPonte Rolante ApresentaçãoPaulo Ricardo Lisboa100% (1)
- Protocolo MODBUSDocumento4 páginasProtocolo MODBUSMárcio BussAinda não há avaliações
- Anexo I Instrução Normativa #85 /Pres/Inss, de 18 de Fevereiro de 2016Documento3 páginasAnexo I Instrução Normativa #85 /Pres/Inss, de 18 de Fevereiro de 2016Márcio BussAinda não há avaliações
- Mate Ti 63493Documento8 páginasMate Ti 63493Márcio BussAinda não há avaliações
- Modelagem de Negócios Com Canvas - Hidros ConsultoriaDocumento11 páginasModelagem de Negócios Com Canvas - Hidros ConsultoriaMárcio BussAinda não há avaliações
- Correia Sincronizadora 5mDocumento4 páginasCorreia Sincronizadora 5mMárcio BussAinda não há avaliações
- Diário OficialDocumento32 páginasDiário OficialMárcio BussAinda não há avaliações
- Manual Consul PDFDocumento10 páginasManual Consul PDFMárcio BussAinda não há avaliações
- Roteiro para Publicacao Junto A Instrucao 0001.divs - SesDocumento9 páginasRoteiro para Publicacao Junto A Instrucao 0001.divs - SesMárcio BussAinda não há avaliações
- Concreto Armado Aol 3Documento7 páginasConcreto Armado Aol 3herbert gouveiaAinda não há avaliações
- Fen Fis 04Documento97 páginasFen Fis 04Daniel XavierAinda não há avaliações
- FM P2Documento41 páginasFM P2danilloAinda não há avaliações
- Saberes Docentes e Formação de ProfessoresDocumento16 páginasSaberes Docentes e Formação de ProfessoresKeyla Souza SantiagoAinda não há avaliações
- Ligação Iônica-Cvalente-MetálicaDocumento7 páginasLigação Iônica-Cvalente-MetálicaleonardgonalvesAinda não há avaliações
- Aula 3 - Espectroscopia de FRXDocumento55 páginasAula 3 - Espectroscopia de FRXJeferson Matias MartinsAinda não há avaliações
- Porto Editora - Novo Espaco - 12 Ano 2018-19-3 TesteDocumento10 páginasPorto Editora - Novo Espaco - 12 Ano 2018-19-3 Testegf gfAinda não há avaliações
- Aulas 4 e 5Documento72 páginasAulas 4 e 5fernandoflavio1978Ainda não há avaliações
- Relatorio Quimica Medidas de VolumeDocumento3 páginasRelatorio Quimica Medidas de VolumeDANRLLEY ROGER LIMA DE SOUSAAinda não há avaliações
- Preparo de Solo, Semeadura, Plantio e Transplante - Máquinas e ImplementosDocumento38 páginasPreparo de Solo, Semeadura, Plantio e Transplante - Máquinas e ImplementosFeluepis gAinda não há avaliações
- 5º ANO Procedimentos Metodológicos - Soc e Consumo - FabianeDocumento30 páginas5º ANO Procedimentos Metodológicos - Soc e Consumo - FabianeJose Carlos RodriguesAinda não há avaliações
- Mecanico Ed282Documento100 páginasMecanico Ed282Douglas GomesAinda não há avaliações
- Manual FZ6 - OficialDocumento188 páginasManual FZ6 - OficialVini_bull0% (1)
- UNIFILTERDocumento187 páginasUNIFILTERMarcelo Cardozo89% (9)
- Biossegurança Aplicada Às Análises ClínicasDocumento48 páginasBiossegurança Aplicada Às Análises ClínicasJuliana BahiaAinda não há avaliações
- Voltímetro Analógico PDFDocumento2 páginasVoltímetro Analógico PDFHadassa Oliveira CathoudAinda não há avaliações
- Apresentação ProjetoDocumento23 páginasApresentação ProjetoCaroline MarquesAinda não há avaliações
- Apostila Projeto Instalações Elétricas 2Documento10 páginasApostila Projeto Instalações Elétricas 2walterAinda não há avaliações
- Lista 8Documento3 páginasLista 8José PaivaAinda não há avaliações
- Apresentação - NR 20 Integração 04 HorasDocumento60 páginasApresentação - NR 20 Integração 04 HorasJeandra Monfardini BosiAinda não há avaliações
- 3 - Estatica - Conceitos e Principios FundamentaisDocumento12 páginas3 - Estatica - Conceitos e Principios FundamentaisJhonatan Espinoza RubinaAinda não há avaliações
- 3º Ano MédioDocumento13 páginas3º Ano MédioKemilly OliveiraAinda não há avaliações
- Mapeando - Diálogos - Bibliografia Básica Com Anotações AlexDocumento169 páginasMapeando - Diálogos - Bibliografia Básica Com Anotações AlexYanna Seabra100% (2)
- Cofragens em Vigas e Lajes 6.12.2011Documento34 páginasCofragens em Vigas e Lajes 6.12.2011Diana Botelho100% (6)
- Leis de NewtonDocumento6 páginasLeis de NewtonRamon SantosAinda não há avaliações
- Enunciado - ERG-014 - T25 - AVALIAÇÃO FINAL - Junho de 2023Documento5 páginasEnunciado - ERG-014 - T25 - AVALIAÇÃO FINAL - Junho de 2023AgeuCrispim0% (1)
- Cálculo Vetorial No PlanoDocumento4 páginasCálculo Vetorial No PlanoAlexandreAinda não há avaliações
- Sword Art Online 5 - Phantom Bullet PDFDocumento228 páginasSword Art Online 5 - Phantom Bullet PDFdaniel lemosAinda não há avaliações