Você também pode gostar
- Regulagem Das MoendasDocumento9 páginasRegulagem Das MoendasJanaina LacerdaAinda não há avaliações
- Regulagem de Moenda - PCM - Planejamento e Controle de ManutençãoDocumento8 páginasRegulagem de Moenda - PCM - Planejamento e Controle de ManutençãoLucas AraujoAinda não há avaliações
- Regulagem moendas açúcarDocumento24 páginasRegulagem moendas açúcarMARCIO100% (1)
- Regulagem moendas açúcar canaDocumento24 páginasRegulagem moendas açúcar canaMARCIOAinda não há avaliações
- coberturaDocumento14 páginascoberturaaugustoluz.engenheiroAinda não há avaliações
- Aula 18Documento19 páginasAula 18Guilherme Fernandez StelmasukAinda não há avaliações
- Regulagem e traçado da bagaceira na moendaDocumento29 páginasRegulagem e traçado da bagaceira na moendaMatheus Domingos100% (1)
- Filatorio de AnelDocumento26 páginasFilatorio de AnelSamantha AndradeAinda não há avaliações
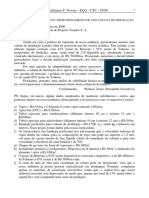
- Projeto de cobertura de treliça de tesoura para pavilhão industrialDocumento17 páginasProjeto de cobertura de treliça de tesoura para pavilhão industrialAlexandre OrlateiAinda não há avaliações
- Sistema Sao CalculoDocumento14 páginasSistema Sao CalculoMarcos ViniiciusAinda não há avaliações
- ADSORÇÃODocumento7 páginasADSORÇÃOPoliana GoesAinda não há avaliações
- Memória de Cálculo AndaimeDocumento6 páginasMemória de Cálculo Andaimekleisson100% (2)
- Exercícios Aulão de CTMDocumento13 páginasExercícios Aulão de CTMKau� Kazuo KuboAinda não há avaliações
- Construção e tipos de silos para armazenamento de grãos e forragensDocumento41 páginasConstrução e tipos de silos para armazenamento de grãos e forragenstemporario2003Ainda não há avaliações
- Arsenal 08 - 2.0Documento11 páginasArsenal 08 - 2.0hemaru12Ainda não há avaliações
- Dimensionamento de BarragensDocumento5 páginasDimensionamento de BarragensDouglas Leitao0% (1)
- CIMENT Tampão BalanceadoDocumento7 páginasCIMENT Tampão BalanceadoNilton AndradeAinda não há avaliações
- Dimensionamento de Treliça de Madeira - v2Documento16 páginasDimensionamento de Treliça de Madeira - v2Júlia Lins100% (2)
- LT_Aula17_Cálculo da FlechaDocumento30 páginasLT_Aula17_Cálculo da FlechaAna Paula Carboni de MelloAinda não há avaliações
- Parafusos de acionamentoDocumento29 páginasParafusos de acionamentoGuilherme Mamede AlcantaraAinda não há avaliações
- Dimensionamento de sapatasDocumento5 páginasDimensionamento de sapatasConrado Segalla GuerraAinda não há avaliações
- PUC-MG Forjamento Flange AçoDocumento8 páginasPUC-MG Forjamento Flange AçoBruno CostaAinda não há avaliações
- Módulo 02 - Lajes TreliçadasDocumento7 páginasMódulo 02 - Lajes Treliçadasgabrielle.ribeiroAinda não há avaliações
- Como Calcular e Selecionar Fuso TrapezoidalDocumento22 páginasComo Calcular e Selecionar Fuso TrapezoidalJosé Luiz Fevereiro100% (5)
- Resumo 1 - Concreto ArmadoDocumento14 páginasResumo 1 - Concreto Armadocorujaguia4Ainda não há avaliações
- Fundações Rasa SapataDocumento7 páginasFundações Rasa SapataRodrigo HenriqueAinda não há avaliações
- REPOSIÇÃO Operações UnitáriasDocumento6 páginasREPOSIÇÃO Operações UnitáriasJHESSYCA DANTAS MANARYAinda não há avaliações
- Ensilagem: tipos de silos e cálculo de dimensõesDocumento6 páginasEnsilagem: tipos de silos e cálculo de dimensõesRaul JuniorAinda não há avaliações
- Calibração Uzina GravimetricaDocumento7 páginasCalibração Uzina GravimetricaProjet ConsultoriaAinda não há avaliações
- Módulo 7 - Cálculo Do MezaninoDocumento97 páginasMódulo 7 - Cálculo Do MezaninoAQUILA FIGUEIREDO DE SOUSAAinda não há avaliações
- Ensaio de compactação e CBRDocumento6 páginasEnsaio de compactação e CBRengferreira28Ainda não há avaliações
- Lista5 MeiosPorosos FiltracaoDocumento8 páginasLista5 MeiosPorosos Filtracaomaria beatrizAinda não há avaliações
- Projeto de coluna de destilação para separação de benzeno e toluenoDocumento26 páginasProjeto de coluna de destilação para separação de benzeno e toluenoJéssica AlbertonAinda não há avaliações
- Separação sólida por peneiramentoDocumento37 páginasSeparação sólida por peneiramentoEdmar S J100% (1)
- Material 05 - Fundações Profundas - Dimensionamento GeométricoDocumento33 páginasMaterial 05 - Fundações Profundas - Dimensionamento GeométricoAssociação Jardins Roma 34 -3214-2314Ainda não há avaliações
- Módulo 7 Cálculo Do Mezanino 1Documento95 páginasMódulo 7 Cálculo Do Mezanino 1Fernando Silva de SouzaAinda não há avaliações
- Elementos roscados: dimensões, nomenclatura e propriedades mecânicasDocumento30 páginasElementos roscados: dimensões, nomenclatura e propriedades mecânicasFrancisco_MECAinda não há avaliações
- Mecanica Dos Solidos 07Documento14 páginasMecanica Dos Solidos 07Antonio NetoAinda não há avaliações
- Separação Sólido-Gás Câmara GravitacionalDocumento27 páginasSeparação Sólido-Gás Câmara GravitacionalHebert SutilAinda não há avaliações
- Propriedades Fsicas Dos GrosDocumento31 páginasPropriedades Fsicas Dos GrosChris Jahlel FumuAinda não há avaliações
- Dimensionamento de eixo de tambor de transportadorDocumento18 páginasDimensionamento de eixo de tambor de transportadorJoão V. TononAinda não há avaliações
- Aula 16Documento26 páginasAula 16Guilherme Fernandez StelmasukAinda não há avaliações
- Cálculo de esforços em estrutura isostáticaDocumento31 páginasCálculo de esforços em estrutura isostáticaLeonardo AlexAinda não há avaliações
- Aula7 Cálculo Do MezaninoDocumento47 páginasAula7 Cálculo Do MezaninoAlexandre Martins100% (1)
- Calibração de usinas gravimétricasDocumento7 páginasCalibração de usinas gravimétricasLouistelson MoreiraAinda não há avaliações
- 4 - Dilatação TérmicaDocumento41 páginas4 - Dilatação TérmicaFrancisco AugustoAinda não há avaliações
- Viscosidade fluido cilindrosDocumento15 páginasViscosidade fluido cilindrosFrederico GeneziniAinda não há avaliações
- Filtro Prensa RelatorioDocumento15 páginasFiltro Prensa RelatorioKarine Thaise RainertAinda não há avaliações
- Equação da continuidade em hidrodinâmicaDocumento6 páginasEquação da continuidade em hidrodinâmicaLucas Tavares FariaAinda não há avaliações
- Dimensionamento Galpão MetálicoDocumento7 páginasDimensionamento Galpão MetálicoLeandro AlmeidaAinda não há avaliações
- Calculo de DecantadorDocumento11 páginasCalculo de DecantadorPaulo Vinicius Rodrigues LimaAinda não há avaliações
- Programação da máquina injetora para processamento de polipropileno (PPDocumento12 páginasProgramação da máquina injetora para processamento de polipropileno (PPPatrick RampanelliAinda não há avaliações
- Cálculo de TreliçasDocumento46 páginasCálculo de TreliçasLgSalgado100% (1)
- Tudo Sobre Mecanica Automotiva PDFDocumento244 páginasTudo Sobre Mecanica Automotiva PDFjfrson67% (6)
- Alinhamento de AcoplamentosDocumento23 páginasAlinhamento de Acoplamentosjpssousa100% (2)
- Alinhamento de AcoplamentosDocumento23 páginasAlinhamento de Acoplamentosjpssousa100% (2)
- Análise Vibração MáquinasDocumento22 páginasAnálise Vibração MáquinasWanderson SantosAinda não há avaliações
- Two and A Half Men (Artigo 1)Documento107 páginasTwo and A Half Men (Artigo 1)Higor PereiraAinda não há avaliações
- Matemática Dos Balões Eduardo Seiti: Este Curso Vai Abranger SobreDocumento21 páginasMatemática Dos Balões Eduardo Seiti: Este Curso Vai Abranger SobreReceita do dia100% (2)
- Kaminski. Leon - DissertaçãoDocumento258 páginasKaminski. Leon - DissertaçãoIgorFernandesPinheiroAinda não há avaliações
- A Importância Da Didática No Processo Ensino - AprendizagemDocumento6 páginasA Importância Da Didática No Processo Ensino - AprendizagemjoelzAinda não há avaliações
- Cotação laser 150x150mmDocumento2 páginasCotação laser 150x150mmLeandro Mainumby Arapoty BorgesAinda não há avaliações
- Aula 08Documento93 páginasAula 08Josielson LopesAinda não há avaliações
- 2519 2013 Dispõe sobre poluição sonoraDocumento11 páginas2519 2013 Dispõe sobre poluição sonoraEng. Carlos BruxelAinda não há avaliações
- EntrevistaDocumento6 páginasEntrevistaMaiane TigreAinda não há avaliações
- 2022 - Aet - AssinadaDocumento89 páginas2022 - Aet - AssinadaAndrêssaAinda não há avaliações
- Programa Educativo IndividualDocumento18 páginasPrograma Educativo IndividualIsabel MarquesAinda não há avaliações
- Amor, Sexo, DinheiroDocumento583 páginasAmor, Sexo, DinheiroEduardo GarciaAinda não há avaliações
- Integração de Questões ESG Na Avaliação de EmpresasDocumento14 páginasIntegração de Questões ESG Na Avaliação de EmpresasMarcus Vinicius Guarilha FundãoAinda não há avaliações
- O Fazendeiro MiguelDocumento21 páginasO Fazendeiro MiguelVirginia MarkovicAinda não há avaliações
- Jornal O Município, Caratinga 1927Documento4 páginasJornal O Município, Caratinga 1927HjszBRAinda não há avaliações
- Tratado de Anestesiologia SAESP Vol1Documento79 páginasTratado de Anestesiologia SAESP Vol1Henrique Machado100% (2)
- Guia de Intervencao Pedagogica 3Documento17 páginasGuia de Intervencao Pedagogica 3SANDRAAinda não há avaliações
- Ensinando MatemáticaDocumento19 páginasEnsinando MatemáticaMaycon AlmeidaAinda não há avaliações
- 2 - Check List - E Social 2018 - Inspeções - PANALPINADocumento46 páginas2 - Check List - E Social 2018 - Inspeções - PANALPINAtito limaAinda não há avaliações
- A invenção das ciências modernas segundo Isabelle StengersDocumento11 páginasA invenção das ciências modernas segundo Isabelle StengersMario Victor MargottoAinda não há avaliações
- N 0011Documento41 páginasN 0011Rafael BritoAinda não há avaliações
- Karate Zeon 250 Cs 1Documento10 páginasKarate Zeon 250 Cs 1Teste SaraivaAinda não há avaliações
- Aziz Ab'Saber - Bases para o Estudo Dos Ecossistemas Da Amazônia BrasileiraDocumento13 páginasAziz Ab'Saber - Bases para o Estudo Dos Ecossistemas Da Amazônia BrasileiraRodrigo MarquesAinda não há avaliações
- PB 6° Geo 2°B Sucesso 22Documento3 páginasPB 6° Geo 2°B Sucesso 22Thiago BenitesAinda não há avaliações
- Relatório Final de Estágio - Técnico em Enfermagem - Elaborado Pela Prof. Michely Sousa - em GrupoDocumento11 páginasRelatório Final de Estágio - Técnico em Enfermagem - Elaborado Pela Prof. Michely Sousa - em GrupoLexi LimaAinda não há avaliações
- Mamíferos amamentam filhotesDocumento2 páginasMamíferos amamentam filhotesEuclides NetoAinda não há avaliações
- MPM BoxUpDocumento21 páginasMPM BoxUpLucas Mazzei100% (1)
- Projecto de Saneamento Urbano e Drenagem em MoçambiqueDocumento238 páginasProjecto de Saneamento Urbano e Drenagem em MoçambiqueBeto Faustino PereiraAinda não há avaliações
- Areia mais suja que água no litoral de SPDocumento1 páginaAreia mais suja que água no litoral de SPSimone CarreraAinda não há avaliações
- Angulos 6º AnoDocumento2 páginasAngulos 6º AnoJoana RamosAinda não há avaliações
- O Que São Diretrizes Curriculares Nacionais?Documento7 páginasO Que São Diretrizes Curriculares Nacionais?Prof. Elicio Lima100% (1)