Você também pode gostar
- Cálculo EmbebiçãoDocumento3 páginasCálculo Embebiçãocavalc105292Ainda não há avaliações
- Curso EvaporaçãoDocumento83 páginasCurso EvaporaçãoPaulo Henrique Conti0% (1)
- Apostila de Regulagem de MoendaDocumento29 páginasApostila de Regulagem de MoendaMatheus Domingos100% (1)
- Manual Moenda 1250x2300 PDFDocumento106 páginasManual Moenda 1250x2300 PDFRicardo Guilherme Freitas100% (4)
- Cálculo Da Taxa EvaporaçãoDocumento2 páginasCálculo Da Taxa EvaporaçãoEdCarlosPaitl89% (9)
- Gestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDocumento10 páginasGestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDébora LimaAinda não há avaliações
- Catálogo Neodent 2015Documento210 páginasCatálogo Neodent 2015Larissa Sestari100% (1)
- b1 Extracao MoendasDocumento74 páginasb1 Extracao MoendasPaulo83% (6)
- Calcul Regulagem Moenda Dedini HelpcadDocumento1 páginaCalcul Regulagem Moenda Dedini HelpcadCarlos Nunes100% (1)
- Curso Operacao de MoendasDocumento105 páginasCurso Operacao de MoendasErivaldo Reis100% (2)
- Balanço de Massa - Bevap 2010Documento46 páginasBalanço de Massa - Bevap 2010victoooaraujoAinda não há avaliações
- Balanço Massa ARTDocumento71 páginasBalanço Massa ARTAdriano BuenoAinda não há avaliações
- Recepção Preparo e ExtraçãoDocumento99 páginasRecepção Preparo e Extraçãowl_santos100% (1)
- EvaporaçãoDocumento110 páginasEvaporaçãoquimica123100% (4)
- Apostila de CaldoDocumento46 páginasApostila de CaldoPatriqui Estela100% (3)
- Filatorio de AnelDocumento26 páginasFilatorio de AnelSamantha AndradeAinda não há avaliações
- Trabalho 7 - IHCDocumento7 páginasTrabalho 7 - IHCanon_697494835Ainda não há avaliações
- Curso 08 3 MoendasDocumento24 páginasCurso 08 3 MoendasMARCIO100% (1)
- Paulo Delfini PDFDocumento40 páginasPaulo Delfini PDFAndrei Caero VieiraAinda não há avaliações
- Calculo Regulagem Moenda Usj - 2013 OtacilioDocumento11 páginasCalculo Regulagem Moenda Usj - 2013 OtacilioArnobioPothiguarPothiguar100% (2)
- Check List Operacao de Moendas - Unid PTPDocumento4 páginasCheck List Operacao de Moendas - Unid PTPalvarobelotto100% (3)
- Curso Copersucar de Patio y MolinosDocumento165 páginasCurso Copersucar de Patio y Molinoseddardon2Ainda não há avaliações
- CTC. Manual de Conservação e Reuso Da Água em UsinasDocumento98 páginasCTC. Manual de Conservação e Reuso Da Água em UsinasMágda CorreiaAinda não há avaliações
- Balanço Sucrana 1 MassaDocumento24 páginasBalanço Sucrana 1 MassaGabriel Silva CrosattiAinda não há avaliações
- Aula 07 Tecnologia Fabricação Açúcar Tratamento CaldoDocumento60 páginasAula 07 Tecnologia Fabricação Açúcar Tratamento CaldoHugo Rafael100% (1)
- Balanco Energetico Paulo SucranaDocumento55 páginasBalanco Energetico Paulo Sucranamarcio_limaAinda não há avaliações
- Sulfitação Dos Caldos de CanaDocumento14 páginasSulfitação Dos Caldos de CanaJavier Manuel IbanezAinda não há avaliações
- Balanço de Vapor e de Água em Um Aparelho de DestilaçãoDocumento19 páginasBalanço de Vapor e de Água em Um Aparelho de DestilaçãoMichael Ray100% (2)
- Eficiência SUCRANADocumento2 páginasEficiência SUCRANAjavierdecantadorAinda não há avaliações
- EMPRAL - Sistema de Limpeza de Cana A Seco PDFDocumento36 páginasEMPRAL - Sistema de Limpeza de Cana A Seco PDFdudadoidaoAinda não há avaliações
- Balanço Açúcar e ÁlcoolDocumento15 páginasBalanço Açúcar e Álcoolhugoeheliane100% (1)
- Centrifugacao MCDocumento19 páginasCentrifugacao MCDaniel FernandesAinda não há avaliações
- Eficiência Nas Moendas de Cana PDFDocumento74 páginasEficiência Nas Moendas de Cana PDFGeraldoadriAinda não há avaliações
- Cálculo Da Potencia Dos Motores para Moendas de Cana de AçucarDocumento35 páginasCálculo Da Potencia Dos Motores para Moendas de Cana de AçucarGilberto Alves Rodrigues0% (1)
- Apostila de CristalizaçãoDocumento9 páginasApostila de CristalizaçãoCleiton GomesAinda não há avaliações
- 01 DestilacionFlorenalZarpelonDocumento53 páginas01 DestilacionFlorenalZarpelonwaltermtAinda não há avaliações
- PAULO DELFINI-Setting MolinosDocumento57 páginasPAULO DELFINI-Setting MolinosTito Saul100% (2)
- Moenda - CoopersucarDocumento165 páginasMoenda - CoopersucarRicardo0% (1)
- MOENDADocumento165 páginasMOENDAMARCIO100% (2)
- PAULO DELFINI-Fatores Capacidade e ExtraçãoDocumento65 páginasPAULO DELFINI-Fatores Capacidade e ExtraçãoTito SaulAinda não há avaliações
- PAULO DELFINI-Sistema de Preparo de CanaDocumento29 páginasPAULO DELFINI-Sistema de Preparo de CanaTito SaulAinda não há avaliações
- Apostila de FlotaçãoDocumento7 páginasApostila de FlotaçãoCleiton GomesAinda não há avaliações
- Filtro Rotativo A VácuoDocumento11 páginasFiltro Rotativo A Vácuoleslie100% (1)
- Aula 14 Centrifugacao MCDocumento19 páginasAula 14 Centrifugacao MCpamelajessica100% (1)
- Calculos Basicos Processo MoendasDocumento5 páginasCalculos Basicos Processo MoendasPascal CustonAinda não há avaliações
- MOENDADocumento80 páginasMOENDAMichelle Roveri LucasAinda não há avaliações
- Preparo e Moagem de CanaDocumento17 páginasPreparo e Moagem de CananrogernAinda não há avaliações
- 04 Paulo Delfini 30Documento197 páginas04 Paulo Delfini 30MARCOAinda não há avaliações
- Montagens de MoendasDocumento8 páginasMontagens de MoendasWallison JessicaAinda não há avaliações
- Cristalização e Cozimento Do Açúcar 2Documento9 páginasCristalização e Cozimento Do Açúcar 2alcidanAinda não há avaliações
- Cristalização e Cozimento de AçucarDocumento8 páginasCristalização e Cozimento de AçucarMarcelo Rodrigo BovoAinda não há avaliações
- Apostila Tratamento de CaldoDocumento22 páginasApostila Tratamento de CaldoAlexandre Brusin Bezerra100% (2)
- 66.12.RM.314 - Moenda 2 TernoDocumento1 página66.12.RM.314 - Moenda 2 TernoVereador ExclusivoAinda não há avaliações
- 232 Balanço Massa ARTDocumento71 páginas232 Balanço Massa ARTagsbuenoAinda não há avaliações
- Reunion Engenharia - Tratamento de Caldo - 19 10 09 PDFDocumento166 páginasReunion Engenharia - Tratamento de Caldo - 19 10 09 PDFrodrigoq1100% (2)
- Fabricacao Do Acucar - Parte 1Documento19 páginasFabricacao Do Acucar - Parte 1André SantosAinda não há avaliações
- Emile Hugot Manual Da Engenharia Acucareirapart4vol1Documento68 páginasEmile Hugot Manual Da Engenharia Acucareirapart4vol1Alan TexeiraAinda não há avaliações
- Evaporação Múltiplo EfeitoDocumento4 páginasEvaporação Múltiplo EfeitoduhudsonAinda não há avaliações
- Regulagem MoendasDocumento10 páginasRegulagem MoendasJosé FerracinAinda não há avaliações
- Regulagem de Moenda - PCM - Planejamento e Controle de ManutençãoDocumento8 páginasRegulagem de Moenda - PCM - Planejamento e Controle de ManutençãoLucas AraujoAinda não há avaliações
- Moenda 3Documento24 páginasMoenda 3MARCIOAinda não há avaliações
- Dokumen - Tips - Tamisacao Peneiramento Classificacao Granulometrica 56ccddc08e0b5Documento22 páginasDokumen - Tips - Tamisacao Peneiramento Classificacao Granulometrica 56ccddc08e0b5DIAMANTE LOPESAinda não há avaliações
- P.O.P - Rotinas de Limpeza e HigienizaçãoDocumento4 páginasP.O.P - Rotinas de Limpeza e HigienizaçãoLar VicentinoAinda não há avaliações
- Eguns - Ancestralidade e ContinuidadeDocumento5 páginasEguns - Ancestralidade e ContinuidadeRac A BruxaAinda não há avaliações
- Estática de FluidosDocumento19 páginasEstática de FluidosStephanyAinda não há avaliações
- 2 - Inglês Técnico 1aDocumento33 páginas2 - Inglês Técnico 1aOrlando Schetino ValenteAinda não há avaliações
- Renovaçoes 2022.jan DezDocumento390 páginasRenovaçoes 2022.jan DezCamilla DinizAinda não há avaliações
- Vitrine Tupperware 1.2017Documento68 páginasVitrine Tupperware 1.2017Tupperware ShowAinda não há avaliações
- Nº 03 - APR - ANÁLISE DE PREVENÇÃO DE RISCO Supressão Vegetal Com Utilização de MotosserraDocumento8 páginasNº 03 - APR - ANÁLISE DE PREVENÇÃO DE RISCO Supressão Vegetal Com Utilização de MotosserraMaicon KerwaldAinda não há avaliações
- Alexandre Ordem Paranormal Wiki FandomDocumento2 páginasAlexandre Ordem Paranormal Wiki FandomIevan polkaAinda não há avaliações
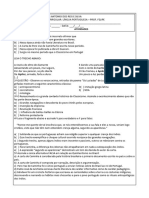
- Atividade ClassicismoDocumento1 páginaAtividade ClassicismoWallace LimAinda não há avaliações
- Unidades de Medidas em TelecomDocumento13 páginasUnidades de Medidas em Telecomcleomar tv box100% (1)
- Apostila Vida A DoisDocumento21 páginasApostila Vida A DoisAlex PessoaAinda não há avaliações
- SEMANÁRIO 5 º ANO 23 A 27 de FevereiroDocumento12 páginasSEMANÁRIO 5 º ANO 23 A 27 de FevereiroClaudia LeiteAinda não há avaliações
- 1a Lista de ExercíciosDocumento2 páginas1a Lista de ExercíciosEvandro CKAinda não há avaliações
- Como Manter SaudáveisDocumento55 páginasComo Manter SaudáveisEmilia CostaAinda não há avaliações
- Planner Viver Leve 2Documento9 páginasPlanner Viver Leve 2Jaqueline BelezaAinda não há avaliações
- Organização Pessoal ApresentaçãoDocumento25 páginasOrganização Pessoal ApresentaçãoMarcelo FernándezAinda não há avaliações
- A Brazileira de Prazins de Camilo Castelo BrancoDocumento262 páginasA Brazileira de Prazins de Camilo Castelo BrancoMaria do Rosário Monteiro100% (2)
- Mapa Mental Tecido MuscularDocumento1 páginaMapa Mental Tecido MuscularandressalopesmmAinda não há avaliações
- Resina NanoparticuladaDocumento7 páginasResina NanoparticuladaWellington ReisAinda não há avaliações
- Aula Reino Plantae - Resumo AngiospermasDocumento3 páginasAula Reino Plantae - Resumo AngiospermasEwerthon GomesAinda não há avaliações
- Atividades CognitivasDocumento76 páginasAtividades CognitivasSimone Machado De OliveiraAinda não há avaliações
- Guia Resistencia QuimicaDocumento4 páginasGuia Resistencia QuimicaAnonymous yX0AHnvCAinda não há avaliações
- Reflexao Do Pra Massagem FacialDocumento8 páginasReflexao Do Pra Massagem FacialCristina AlmeidaAinda não há avaliações
- MCA-P - Manual de ServiçoDocumento13 páginasMCA-P - Manual de Serviçocbbrunocesar1989Ainda não há avaliações
- VectocardiografíaDocumento7 páginasVectocardiografíaJose Rodrigues JuniorAinda não há avaliações
- Lancamento Horizontal Dos CorposDocumento12 páginasLancamento Horizontal Dos CorposIbraimo Rui Esmael EsmaelAinda não há avaliações
- Decreto #9785 de 7 de Maio de 2019Documento27 páginasDecreto #9785 de 7 de Maio de 2019nelson during100% (3)