Você também pode gostar
- Planejamento Rede FTTHDocumento180 páginasPlanejamento Rede FTTHNoel Silva CostaAinda não há avaliações
- Balanco Energetico Paulo SucranaDocumento55 páginasBalanco Energetico Paulo Sucranamarcio_limaAinda não há avaliações
- Planilha para Cálculo de Mancais de DeslizamentoDocumento22 páginasPlanilha para Cálculo de Mancais de DeslizamentoPaulo100% (2)
- Catalogo Sermateczanini Acucar 5Documento20 páginasCatalogo Sermateczanini Acucar 5Marcio SilvaAinda não há avaliações
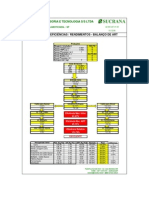
- Balanço Açúcar e ÁlcoolDocumento15 páginasBalanço Açúcar e Álcoolhugoeheliane100% (1)
- Preparo e Moagem de CanaDocumento17 páginasPreparo e Moagem de CananrogernAinda não há avaliações
- Trocadores de Calor Nas Usinas de Açúcar, Etanol e EnergiaDocumento19 páginasTrocadores de Calor Nas Usinas de Açúcar, Etanol e EnergiaTamiris Fernandes mãe de doisAinda não há avaliações
- Sulfitação Dos Caldos de CanaDocumento14 páginasSulfitação Dos Caldos de CanaJavier Manuel IbanezAinda não há avaliações
- 232 Balanço Massa ARTDocumento71 páginas232 Balanço Massa ARTagsbuenoAinda não há avaliações
- PAULO DELFINI-Sistema de Preparo de CanaDocumento29 páginasPAULO DELFINI-Sistema de Preparo de CanaTito SaulAinda não há avaliações
- MF Preparación de Caña. P. Delfini PDFDocumento62 páginasMF Preparación de Caña. P. Delfini PDFMarcelo Prado100% (1)
- EXTRAÇÃODocumento80 páginasEXTRAÇÃOJuan Altamirano Rojas Jar100% (1)
- Moenda 4Documento14 páginasMoenda 4MARCIOAinda não há avaliações
- Balanço Sucrana 1 MassaDocumento24 páginasBalanço Sucrana 1 MassaGabriel Silva CrosattiAinda não há avaliações
- Prensa Hidráulica BigunasDocumento37 páginasPrensa Hidráulica Bigunasvictormarcio630Ainda não há avaliações
- Curso Copersucar de Patio y MolinosDocumento165 páginasCurso Copersucar de Patio y Molinoseddardon2Ainda não há avaliações
- Moenda - CoopersucarDocumento165 páginasMoenda - CoopersucarRicardo0% (1)
- UDOP Araçatuba - SP 11 e 12 - 11 - 03. Palestra TRATAMENTO DE CALDO X QUALIDADE DO AÇÚCAR EVAPORAÇÃO X CONSUMO DE VAPOR DIRETO. Carlos A.Documento45 páginasUDOP Araçatuba - SP 11 e 12 - 11 - 03. Palestra TRATAMENTO DE CALDO X QUALIDADE DO AÇÚCAR EVAPORAÇÃO X CONSUMO DE VAPOR DIRETO. Carlos A.GeraldoadriAinda não há avaliações
- Calculos Basicos Processo MoendasDocumento5 páginasCalculos Basicos Processo MoendasPascal CustonAinda não há avaliações
- Apostila de Regulagem de MoendaDocumento29 páginasApostila de Regulagem de MoendaMatheus Domingos100% (1)
- Calculo Regulagem Moenda Usj - 2013 OtacilioDocumento11 páginasCalculo Regulagem Moenda Usj - 2013 OtacilioArnobioPothiguarPothiguar100% (2)
- Curso EvaporaçãoDocumento83 páginasCurso EvaporaçãoPaulo Henrique Conti0% (1)
- Centrifugacao MCDocumento19 páginasCentrifugacao MCDaniel FernandesAinda não há avaliações
- Balanço de Massa - Bevap 2010Documento46 páginasBalanço de Massa - Bevap 2010victoooaraujoAinda não há avaliações
- PAULO DELFINI-Setting MolinosDocumento57 páginasPAULO DELFINI-Setting MolinosTito Saul100% (2)
- Eficiência Nas Moendas de Cana PDFDocumento74 páginasEficiência Nas Moendas de Cana PDFGeraldoadriAinda não há avaliações
- Manual Moenda 1250x2300 PDFDocumento106 páginasManual Moenda 1250x2300 PDFRicardo Guilherme Freitas100% (4)
- Eficiência SUCRANADocumento2 páginasEficiência SUCRANAjavierdecantadorAinda não há avaliações
- Aula 14 Centrifugacao MCDocumento19 páginasAula 14 Centrifugacao MCpamelajessica100% (1)
- Cálculo EmbebiçãoDocumento3 páginasCálculo Embebiçãocavalc105292Ainda não há avaliações
- Curso 08 3 MoendasDocumento24 páginasCurso 08 3 MoendasMARCIO100% (1)
- Apostila de FlotaçãoDocumento7 páginasApostila de FlotaçãoCleiton GomesAinda não há avaliações
- Planejamento e Controle de Manutençao para Moendas de Extraçao de Caldo de CanaDocumento53 páginasPlanejamento e Controle de Manutençao para Moendas de Extraçao de Caldo de CanaClaudenir Santana Treinamentos100% (1)
- Balanço de Vapor e de Água em Um Aparelho de DestilaçãoDocumento19 páginasBalanço de Vapor e de Água em Um Aparelho de DestilaçãoMichael Ray100% (2)
- Curso 24 1 CentrifugaSecagemDocumento40 páginasCurso 24 1 CentrifugaSecagemPaulo Vitor SilvaAinda não há avaliações
- Procedimento de Operação Da Sulfitação Paulo StefaniDocumento5 páginasProcedimento de Operação Da Sulfitação Paulo StefaniPaulo Ricardo Cunha RoldaoAinda não há avaliações
- Calculo de Torque ParafusoDocumento7 páginasCalculo de Torque ParafusoPauloAinda não há avaliações
- Calcul Regulagem Moenda Dedini HelpcadDocumento1 páginaCalcul Regulagem Moenda Dedini HelpcadCarlos Nunes100% (1)
- Apostila de CristalizaçãoDocumento9 páginasApostila de CristalizaçãoCleiton GomesAinda não há avaliações
- Paulo Delfini PDFDocumento40 páginasPaulo Delfini PDFAndrei Caero VieiraAinda não há avaliações
- Cálculo Da Potencia Dos Motores para Moendas de Cana de AçucarDocumento35 páginasCálculo Da Potencia Dos Motores para Moendas de Cana de AçucarGilberto Alves Rodrigues0% (1)
- TGM TURBINE TURBINAS - PortDocumento28 páginasTGM TURBINE TURBINAS - PortRaphaela Alves100% (1)
- 04 Paulo Delfini 30Documento197 páginas04 Paulo Delfini 30MARCOAinda não há avaliações
- Torque Na MoendaDocumento1 páginaTorque Na MoendasebastiaoAinda não há avaliações
- CTC. Manual de Conservação e Reuso Da Água em UsinasDocumento98 páginasCTC. Manual de Conservação e Reuso Da Água em UsinasMágda CorreiaAinda não há avaliações
- Cálculo Acionamentos - 2008Documento28 páginasCálculo Acionamentos - 2008PauloAinda não há avaliações
- MOENDADocumento80 páginasMOENDAMichelle Roveri LucasAinda não há avaliações
- Regulagem Das MoendasDocumento9 páginasRegulagem Das MoendasJanaina LacerdaAinda não há avaliações
- SlidesDocumento44 páginasSlidesEduardo SehnAinda não há avaliações
- Balanço Massa ARTDocumento71 páginasBalanço Massa ARTAdriano BuenoAinda não há avaliações
- Cristalização e Cozimento de AçucarDocumento8 páginasCristalização e Cozimento de AçucarMarcelo Rodrigo BovoAinda não há avaliações
- EMPRAL - Sistema de Limpeza de Cana A Seco PDFDocumento36 páginasEMPRAL - Sistema de Limpeza de Cana A Seco PDFdudadoidaoAinda não há avaliações
- N 06Documento8 páginasN 06vinimoraispauloAinda não há avaliações
- Montagens de MoendasDocumento8 páginasMontagens de MoendasWallison JessicaAinda não há avaliações
- NBR NM 273 - Seguranca de Maquinas - Dispositivos de Intertravamento Dos A Protecoes - Principios para Projeto e SelecaoDocumento56 páginasNBR NM 273 - Seguranca de Maquinas - Dispositivos de Intertravamento Dos A Protecoes - Principios para Projeto e SelecaoFábio Carvalho FurtadoAinda não há avaliações
- Aula 07 Tecnologia Fabricação Açúcar Tratamento CaldoDocumento60 páginasAula 07 Tecnologia Fabricação Açúcar Tratamento CaldoHugo Rafael100% (1)
- Força de PrensagemDocumento10 páginasForça de PrensagemPauloAinda não há avaliações
- 01 DestilacionFlorenalZarpelonDocumento53 páginas01 DestilacionFlorenalZarpelonwaltermtAinda não há avaliações
- Apresentação - Viaduto de MillauDocumento37 páginasApresentação - Viaduto de MillaufelipedesconsiAinda não há avaliações
- Check List Operacao de Moendas - Unid PTPDocumento4 páginasCheck List Operacao de Moendas - Unid PTPalvarobelotto100% (3)
- PAULO DELFINI-Fatores Capacidade e ExtraçãoDocumento65 páginasPAULO DELFINI-Fatores Capacidade e ExtraçãoTito SaulAinda não há avaliações
- Cálculo Da Taxa EvaporaçãoDocumento2 páginasCálculo Da Taxa EvaporaçãoEdCarlosPaitl89% (9)
- Apresentacao Tecnica Difusor Rev 1Documento38 páginasApresentacao Tecnica Difusor Rev 1Marcio SilvaAinda não há avaliações
- Moagem e Difusor 2 PDFDocumento24 páginasMoagem e Difusor 2 PDFEzequielSabinoAinda não há avaliações
- 04a. Moagem de Bolas e BarrasDocumento53 páginas04a. Moagem de Bolas e BarrasjoseanselmoAinda não há avaliações
- MF Eficiencias en Molinos de Caña. P. Delfini PDFDocumento74 páginasMF Eficiencias en Molinos de Caña. P. Delfini PDFMarcelo PradoAinda não há avaliações
- Hid 43 Água Fria Aula 6Documento25 páginasHid 43 Água Fria Aula 6mateusAinda não há avaliações
- Instalações ElevatóriasDocumento34 páginasInstalações ElevatóriasRoberta CastilhosAinda não há avaliações
- HidraulicaDocumento6 páginasHidraulicaPauloAinda não há avaliações
- Cálculo de Desenvolvimento de HelicóideDocumento2 páginasCálculo de Desenvolvimento de HelicóidePauloAinda não há avaliações
- Espaçador KSSDocumento2 páginasEspaçador KSSPauloAinda não há avaliações
- Cálculo CicloneDocumento2 páginasCálculo CicloneLucas Amaral CostaAinda não há avaliações
- Falando em CorteDocumento32 páginasFalando em CortePauloAinda não há avaliações
- Soldagem Por Ultra - SomDocumento41 páginasSoldagem Por Ultra - SomPauloAinda não há avaliações
- Espaçamento Entre GramposDocumento1 páginaEspaçamento Entre GramposPauloAinda não há avaliações
- BFI 13 Instruction BookDocumento4 páginasBFI 13 Instruction BookPauloAinda não há avaliações
- Apostila Norma Regulamentadora 1Documento26 páginasApostila Norma Regulamentadora 1Michel TokinhoAinda não há avaliações
- Esteiras Porta CabosDocumento30 páginasEsteiras Porta CabosPauloAinda não há avaliações
- Material para EixosDocumento3 páginasMaterial para EixosPauloAinda não há avaliações
- Cálculo de Conversão CV KW e HPDocumento2 páginasCálculo de Conversão CV KW e HPPauloAinda não há avaliações
- Relacao Das Engrenagens Do Torno para ReposicaoDocumento6 páginasRelacao Das Engrenagens Do Torno para ReposicaoPauloAinda não há avaliações
- SoldaDocumento27 páginasSoldaPaulo100% (1)
- Torque Motor EletricoDocumento20 páginasTorque Motor EletricoPauloAinda não há avaliações
- Esteiras Fesma CatalogoDocumento76 páginasEsteiras Fesma CatalogoPauloAinda não há avaliações
- PFIVDocumento2 páginasPFIVPauloAinda não há avaliações
- Condições Operacionais Talhas de Cabo de Aço Nbr9974Documento2 páginasCondições Operacionais Talhas de Cabo de Aço Nbr9974PauloAinda não há avaliações
- Esquadrias e VidrosDocumento58 páginasEsquadrias e VidrosCínthia Feliciano LourençoAinda não há avaliações
- Rot EmpDocumento8 páginasRot Empfabionakandakari1589Ainda não há avaliações
- Noções de BioclimatologiaDocumento15 páginasNoções de BioclimatologiaPedro MendonçaAinda não há avaliações
- UsinagemDocumento16 páginasUsinagemBrian GriffinAinda não há avaliações
- RetificacaoDocumento81 páginasRetificacaoeder_peruchAinda não há avaliações
- Fertirrega Horticultura 1Documento58 páginasFertirrega Horticultura 1Francisco Canelas de MeloAinda não há avaliações
- Problemas de TermodinamicaDocumento16 páginasProblemas de TermodinamicaAnonymous j6r5KRtrH2Ainda não há avaliações
- Disjuntores Isomax TmaxDocumento38 páginasDisjuntores Isomax TmaxDiego ValentinoAinda não há avaliações
- (Irmas Magicas 5) Porto SeguroDocumento217 páginas(Irmas Magicas 5) Porto SeguromegbibiAinda não há avaliações
- Slide Da SustentabilidadeDocumento12 páginasSlide Da SustentabilidadeJorge WilsonAinda não há avaliações
- Principais Teorias de AprendizagemDocumento10 páginasPrincipais Teorias de AprendizagemalepianaroAinda não há avaliações
- Modelagem Molecular de FármacosDocumento13 páginasModelagem Molecular de FármacosVanessa SperandioAinda não há avaliações
- Calibração EditadoDocumento19 páginasCalibração EditadoLucas AlmeidaAinda não há avaliações
- Manual Do ImplementadorDocumento356 páginasManual Do ImplementadorLeandro B. Castellanos100% (2)
- Jornal de Aprendizagem - OPORTUNIDADEDocumento7 páginasJornal de Aprendizagem - OPORTUNIDADEchico1977Ainda não há avaliações
- Planilha para Calculo de Pesos Chapas, Trefilados e AfisDocumento10 páginasPlanilha para Calculo de Pesos Chapas, Trefilados e AfisJuarez SoligoAinda não há avaliações
- Física PPT - As Leis de NewtonDocumento11 páginasFísica PPT - As Leis de NewtonFísica PPT100% (2)
- Lista 1 Analise Gabarito PDFDocumento15 páginasLista 1 Analise Gabarito PDFElianete Martins VilhasantiAinda não há avaliações
- FT12 CompostosOrgânicosDocumento7 páginasFT12 CompostosOrgânicosjocmjm0% (1)
- Gabarito PRF Física 3º AnoDocumento12 páginasGabarito PRF Física 3º AnoAntonio CorreiaAinda não há avaliações
- ABPE P009-1998 - Qualificação de Soldas, Soldadores e InstaladoresDocumento8 páginasABPE P009-1998 - Qualificação de Soldas, Soldadores e InstaladoresUgoRibeiroAinda não há avaliações
- 05 TermodinâmicaDocumento4 páginas05 TermodinâmicaJamile CamposAinda não há avaliações
- Manual Livi 500Documento40 páginasManual Livi 500matroxer2Ainda não há avaliações
- Relatório - Índice de Acidez Do LeiteDocumento4 páginasRelatório - Índice de Acidez Do LeiteJean SilvaAinda não há avaliações