Você também pode gostar
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Manual Do PlasticosDocumento25 páginasManual Do PlasticosPaula CorreiaAinda não há avaliações
- Aula 05 - TermoformagemDocumento20 páginasAula 05 - TermoformagemLizienny PeixotoAinda não há avaliações
- Conformação de PlásticosDocumento15 páginasConformação de PlásticosJuliana RodriguesAinda não há avaliações
- Processos de MoldagemDocumento26 páginasProcessos de MoldagemGeovani SilvaAinda não há avaliações
- RESUMO Polímeros Métodos de ProcessoDocumento6 páginasRESUMO Polímeros Métodos de ProcessoCardosoAinda não há avaliações
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoCleber GuimarãesAinda não há avaliações
- Conforma - o de PolimerosDocumento41 páginasConforma - o de PolimerosLilith LorraneAinda não há avaliações
- Aula 6 - Molde de Injeção TermoplásticoDocumento75 páginasAula 6 - Molde de Injeção TermoplásticoGustavo ChavesAinda não há avaliações
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoysaqyAinda não há avaliações
- Processos de Transformação de TermoplásticosDocumento15 páginasProcessos de Transformação de TermoplásticosmurilobillyAinda não há avaliações
- Injeção PlasticaDocumento7 páginasInjeção PlasticaRodrigo AndradeAinda não há avaliações
- Atv 1 MetrologiaDocumento1 páginaAtv 1 Metrologiasuporteti.portonacionalAinda não há avaliações
- Processos de Extrusão e Injeção Polimeros 29 09 20Documento22 páginasProcessos de Extrusão e Injeção Polimeros 29 09 20joseAinda não há avaliações
- Trabalho TermoformaçãoDocumento16 páginasTrabalho TermoformaçãoSilvio FillaAinda não há avaliações
- Rotomoldagem Calandragem: Maria Beatriz Mateus - 2021103431Documento7 páginasRotomoldagem Calandragem: Maria Beatriz Mateus - 2021103431Beatriz MateusAinda não há avaliações
- Polimeros Aula05Documento82 páginasPolimeros Aula05Rosilda MartinsAinda não há avaliações
- Aula Iv SoproDocumento28 páginasAula Iv SoproAlmir MachadoAinda não há avaliações
- Termoformagem PolímerosDocumento8 páginasTermoformagem PolímerosNathan Mossói PadilhaAinda não há avaliações
- Processamento de Polímeros TermoplásticosDocumento1 páginaProcessamento de Polímeros Termoplásticossrl.emt18Ainda não há avaliações
- Slides TermoformagemDocumento25 páginasSlides TermoformagemRafael Brito Solane100% (1)
- Trabalho Sobre Processos RevisadoDocumento17 páginasTrabalho Sobre Processos RevisadoCristiano Francisco MatosAinda não há avaliações
- Características e Aplicações, Processamento de PolímerosDocumento33 páginasCaracterísticas e Aplicações, Processamento de PolímerosYann PerezAinda não há avaliações
- Aula 07 - InjeçãoDocumento88 páginasAula 07 - InjeçãoLizienny PeixotoAinda não há avaliações
- Trabalho PolimerosDocumento17 páginasTrabalho PolimerosJoao VenturaAinda não há avaliações
- 12 04 2023 178880 05 Processamento de Polimeros TermoplasticosDocumento38 páginas12 04 2023 178880 05 Processamento de Polimeros TermoplasticosNicolas TomazoniAinda não há avaliações
- Exercício 06Documento2 páginasExercício 06Jefferson DouglasAinda não há avaliações
- Processo de Transformação para Materiais PlásticosDocumento28 páginasProcesso de Transformação para Materiais PlásticosAngela GarciaAinda não há avaliações
- Extrusão Sopro - GuilhermeDocumento6 páginasExtrusão Sopro - GuilhermeguilhermegaoliveiraAinda não há avaliações
- Manual de Termoformagem PDFDocumento29 páginasManual de Termoformagem PDFJaime Joaquim de CastroAinda não há avaliações
- Moldes para Injecao de Termoplasticos 1Documento65 páginasMoldes para Injecao de Termoplasticos 1Marcelo Lourenço DiasAinda não há avaliações
- RotomoldagemDocumento14 páginasRotomoldagemAlessandro Saia MorenoAinda não há avaliações
- Fundamentos de Projeto de FerramentasDocumento194 páginasFundamentos de Projeto de Ferramentas14192200Ainda não há avaliações
- Aula1 - Processo de Moldagem Por InjeçãoDocumento30 páginasAula1 - Processo de Moldagem Por InjeçãoTiago OliveiraAinda não há avaliações
- Uma Revisão para o Ensino Da Extrusão Do Polietileno deDocumento10 páginasUma Revisão para o Ensino Da Extrusão Do Polietileno deMarcos Paulo Silveira VilaçaAinda não há avaliações
- Aula+8+Processamento+2019 1Documento37 páginasAula+8+Processamento+2019 1Camila RiguettiAinda não há avaliações
- Seminário TermoformagemDocumento15 páginasSeminário TermoformagemRicardo WerysleykAinda não há avaliações
- Materiais de EngenharisDocumento8 páginasMateriais de EngenharisGonçaloAinda não há avaliações
- Síntese e Processamento de PolímerosDocumento22 páginasSíntese e Processamento de PolímerosLuana Borges Grile100% (1)
- Trabalho InjetorasDocumento24 páginasTrabalho InjetorasLuan Andrade0% (1)
- Dokumen - Tips - Consideracoes de Rotomoldagem para Designers Processos Materiais TecnicasDocumento11 páginasDokumen - Tips - Consideracoes de Rotomoldagem para Designers Processos Materiais TecnicasAiltaoSoaresAinda não há avaliações
- Aula 3 - Processos de FabricaçãoDocumento62 páginasAula 3 - Processos de FabricaçãoNicoly GravinoAinda não há avaliações
- Exercício de Revisão - RotomoldagemDocumento2 páginasExercício de Revisão - RotomoldagemFabrício SouzaAinda não há avaliações
- TERMOFORMAGEMDocumento28 páginasTERMOFORMAGEMjackson souzaAinda não há avaliações
- Atividade 4Documento28 páginasAtividade 4jackson souzaAinda não há avaliações
- ExtrusãoDocumento3 páginasExtrusãostefanie demarchiAinda não há avaliações
- 4 - TermoformagemDocumento16 páginas4 - TermoformagemRafael BusarelloAinda não há avaliações
- Apostila Vacuum FormingDocumento17 páginasApostila Vacuum FormingMarcelo CamargoAinda não há avaliações
- Manual de TermoformagemDocumento29 páginasManual de TermoformagemAlessandro Garrefa100% (1)
- Atividade 1 - Processos de Fabricação Mecânica e Metrologia - 53 2023Documento2 páginasAtividade 1 - Processos de Fabricação Mecânica e Metrologia - 53 2023Marcelo BarbosaAinda não há avaliações
- Fundamentos Do Processso de RotomoldagemDocumento13 páginasFundamentos Do Processso de RotomoldagemgutosudAinda não há avaliações
- Apostila 2009-1Documento232 páginasApostila 2009-1ajhp2010Ainda não há avaliações
- Térmico e ProcessamentoDocumento50 páginasTérmico e ProcessamentopauloquimasAinda não há avaliações
- Apostila Moldes-TermofixoDocumento17 páginasApostila Moldes-TermofixoonildodfAinda não há avaliações
- Aula 10 - PolímerosDocumento70 páginasAula 10 - PolímeroskorroelAinda não há avaliações
- Propriedades mecânicas: concreto com fibras vegetais de malva (Urena Lobata Linn)No EverandPropriedades mecânicas: concreto com fibras vegetais de malva (Urena Lobata Linn)Ainda não há avaliações
- Produção De Extratos Vegetais FitoterápicosNo EverandProdução De Extratos Vegetais FitoterápicosAinda não há avaliações
- Secagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaNo EverandSecagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaAinda não há avaliações
- ARQUIVO ODINEIA. em Fase de ConclusãoDocumento18 páginasARQUIVO ODINEIA. em Fase de ConclusãoMarcela de OliveiraAinda não há avaliações
- Thomas WolfeDocumento3 páginasThomas WolfeAnabela Rosa RosaAinda não há avaliações
- Niquel, Titanio, Zirconio e Suas LigasDocumento6 páginasNiquel, Titanio, Zirconio e Suas LigasRuiter SantosAinda não há avaliações
- Lista de Exercícios - 22 - 10 - 22 UNIVERSALDocumento2 páginasLista de Exercícios - 22 - 10 - 22 UNIVERSALgiselle_azevedo29Ainda não há avaliações
- I CZC - Livro Do Evento - 2016-With-Cover-Page-V2Documento232 páginasI CZC - Livro Do Evento - 2016-With-Cover-Page-V2Joao FelipeAinda não há avaliações
- Revisão 9ano 3triDocumento4 páginasRevisão 9ano 3trieduarda.cavalcantigsAinda não há avaliações
- Apostila Entomologia GeralDocumento51 páginasApostila Entomologia Geralmarcosjrezende100% (4)
- Atividades CognitivasDocumento76 páginasAtividades CognitivasSimone Machado De OliveiraAinda não há avaliações
- 1a Lista de ExercíciosDocumento2 páginas1a Lista de ExercíciosEvandro CKAinda não há avaliações
- 15 Ago 23 Caracteristicas Químicas e Sensorias Carne Bovina 11 PagDocumento11 páginas15 Ago 23 Caracteristicas Químicas e Sensorias Carne Bovina 11 PagcharlesAinda não há avaliações
- Pele - Facilitando AcupunturaDocumento2 páginasPele - Facilitando AcupunturaancarvalhoAinda não há avaliações
- Como Devemos Cultuar A DeusDocumento16 páginasComo Devemos Cultuar A DeusmarcoscotrimAinda não há avaliações
- 9.3 - Ergonomia e Prevenção de AcidentesDocumento4 páginas9.3 - Ergonomia e Prevenção de AcidentesFrancisco FrançaAinda não há avaliações
- 50 Tons de Esperar em DeusDocumento3 páginas50 Tons de Esperar em DeusPaulo Henrique Brandão100% (1)
- Decreto #9785 de 7 de Maio de 2019Documento27 páginasDecreto #9785 de 7 de Maio de 2019nelson during100% (3)
- Geografia - Diversidade ÉtnicaDocumento7 páginasGeografia - Diversidade ÉtnicaJosue felipe BarbosaAinda não há avaliações
- Vitrine Tupperware 1.2017Documento68 páginasVitrine Tupperware 1.2017Tupperware ShowAinda não há avaliações
- Organização Pessoal ApresentaçãoDocumento25 páginasOrganização Pessoal ApresentaçãoMarcelo FernándezAinda não há avaliações
- Fispq 0073 - Primer HalogenanteDocumento5 páginasFispq 0073 - Primer HalogenanteAugusto VieceliAinda não há avaliações
- Cuide Do Seu DinheiroDocumento1 páginaCuide Do Seu DinheiroIsabela GarciaAinda não há avaliações
- Catálogo Neodent 2015Documento210 páginasCatálogo Neodent 2015Larissa Sestari100% (1)
- Elaborar Prova ContextualizadaDocumento16 páginasElaborar Prova ContextualizadaAna LouAinda não há avaliações
- Planner Viver Leve 2Documento9 páginasPlanner Viver Leve 2Jaqueline BelezaAinda não há avaliações
- Leia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoDocumento10 páginasLeia A Parlenda E Depois Responda À Questão: Com Qual Palavra Rima VeludoWellington SantanaAinda não há avaliações
- Cap. 04 - Geometria, Ideias Intuitivas.Documento3 páginasCap. 04 - Geometria, Ideias Intuitivas.Douglas OliveiraAinda não há avaliações
- Como Manter SaudáveisDocumento55 páginasComo Manter SaudáveisEmilia CostaAinda não há avaliações
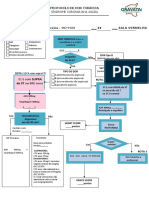
- Protocolo de Dor TorácicaDocumento2 páginasProtocolo de Dor Torácicamedicos.upamoradasAinda não há avaliações
- Lancamento Horizontal Dos CorposDocumento12 páginasLancamento Horizontal Dos CorposIbraimo Rui Esmael EsmaelAinda não há avaliações
- Critérios de MediçãoDocumento39 páginasCritérios de MediçãoFlavio PenhaAinda não há avaliações
- Tese Roberto Final 16 01 2015 19Documento148 páginasTese Roberto Final 16 01 2015 19Jônatas EduardoAinda não há avaliações