Você também pode gostar
- Aula 05 - TermoformagemDocumento20 páginasAula 05 - TermoformagemLizienny PeixotoAinda não há avaliações
- Fundamentos de Projeto de FerramentasDocumento194 páginasFundamentos de Projeto de Ferramentas14192200Ainda não há avaliações
- Rotomoldagem: processo e aplicaçõesDocumento21 páginasRotomoldagem: processo e aplicaçõesLizienny PeixotoAinda não há avaliações
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoCleber GuimarãesAinda não há avaliações
- Injeção e extrusão de polímerosDocumento22 páginasInjeção e extrusão de polímerosysaqyAinda não há avaliações
- Aula 6 - Molde de Injeção TermoplásticoDocumento75 páginasAula 6 - Molde de Injeção TermoplásticoGustavo ChavesAinda não há avaliações
- Processos de Transformação de TermoplásticosDocumento15 páginasProcessos de Transformação de TermoplásticosmurilobillyAinda não há avaliações
- Polimeros Aula05Documento82 páginasPolimeros Aula05Rosilda MartinsAinda não há avaliações
- EXTRUSÃO DE FILMES TUBULARESDocumento14 páginasEXTRUSÃO DE FILMES TUBULARESLaioMartinsAllgayerAinda não há avaliações
- Processo de moldagem por injeção de plásticosDocumento7 páginasProcesso de moldagem por injeção de plásticosRodrigo AndradeAinda não há avaliações
- Moldagem por Sopro emDocumento105 páginasMoldagem por Sopro emcharles crispim100% (1)
- Processo de extrusão de polímeros: principais componentes e propriedadesDocumento27 páginasProcesso de extrusão de polímeros: principais componentes e propriedadesEduAinda não há avaliações
- Aula 3 - Extrusão-Sopro e Injeção - Sopro AtualDocumento111 páginasAula 3 - Extrusão-Sopro e Injeção - Sopro AtualBruno BudimAinda não há avaliações
- Processos de Extrusão e Injeção Polimeros 29 09 20Documento22 páginasProcessos de Extrusão e Injeção Polimeros 29 09 20joseAinda não há avaliações
- Aula+8+Processamento+2019 1Documento37 páginasAula+8+Processamento+2019 1Camila RiguettiAinda não há avaliações
- Processos de MoldagemDocumento26 páginasProcessos de MoldagemGeovani SilvaAinda não há avaliações
- Slide 07Documento22 páginasSlide 07Cleveston MoraisAinda não há avaliações
- Aula 07 - InjeçãoDocumento88 páginasAula 07 - InjeçãoLizienny PeixotoAinda não há avaliações
- Processos de conformação plásticaDocumento15 páginasProcessos de conformação plásticaJuliana RodriguesAinda não há avaliações
- Processos de conformação de polímerosDocumento41 páginasProcessos de conformação de polímerosLilith LorraneAinda não há avaliações
- Extrusão PDFDocumento114 páginasExtrusão PDFAgdaOliveira100% (1)
- Materiais Polimricos - ProcessamentoDocumento34 páginasMateriais Polimricos - ProcessamentoCamila dos Reis PereiraAinda não há avaliações
- ExtrusãoDocumento3 páginasExtrusãostefanie demarchiAinda não há avaliações
- Processamento de Polímeros: injeção de plásticoDocumento17 páginasProcessamento de Polímeros: injeção de plásticoErnane Oliveira Do NascimentoAinda não há avaliações
- Aula Iv SoproDocumento28 páginasAula Iv SoproAlmir MachadoAinda não há avaliações
- Selibato ApresentaDocumento46 páginasSelibato ApresentaLucian Machado ToledoAinda não há avaliações
- Extrusão ContinuaDocumento30 páginasExtrusão ContinuaagsolanoAinda não há avaliações
- Catalogo ExtrusoraDocumento6 páginasCatalogo ExtrusoraDiogo BussAinda não há avaliações
- Trabalho Molde Sopro 2Documento24 páginasTrabalho Molde Sopro 2Antonio Lucimar PasoliniAinda não há avaliações
- Processo de moldagem por soproDocumento62 páginasProcesso de moldagem por soproplcostaAinda não há avaliações
- Trabalho InjetorasDocumento24 páginasTrabalho InjetorasLuan Andrade0% (1)
- Processos plásticosDocumento28 páginasProcessos plásticosAngela GarciaAinda não há avaliações
- Aula 3 - Processos de FabricaçãoDocumento62 páginasAula 3 - Processos de FabricaçãoNicoly GravinoAinda não há avaliações
- Preparador Máquina InjetoraDocumento12 páginasPreparador Máquina InjetoraAnonymous 44AWLoW100% (1)
- Moldagem por extrusão soproDocumento42 páginasMoldagem por extrusão soproLizienny Peixoto100% (1)
- Processos de moldagem termoplásticaDocumento6 páginasProcessos de moldagem termoplásticaCardosoAinda não há avaliações
- Moldes para injeção de termoplásticosDocumento12 páginasMoldes para injeção de termoplásticosTiago MouraAinda não há avaliações
- Aplicações e ProcessamentoDocumento1 páginaAplicações e ProcessamentoVitória FreireAinda não há avaliações
- AvaliaçãoDocumento8 páginasAvaliaçãoAline WuchnerAinda não há avaliações
- Apostila 2 IT - EXTRUSAO Versao 2007Documento41 páginasApostila 2 IT - EXTRUSAO Versao 2007Jerônimo CauduroAinda não há avaliações
- Aula 12 - Moldagem Por Extrusão, Injeção e TermoenformaçãoDocumento28 páginasAula 12 - Moldagem Por Extrusão, Injeção e TermoenformaçãoGeovani SilvaAinda não há avaliações
- Moldes de Injeção de TermoplásticosDocumento65 páginasMoldes de Injeção de TermoplásticosMarcelo Lourenço DiasAinda não há avaliações
- Uma Revisão para o Ensino Da Extrusão Do Polietileno deDocumento10 páginasUma Revisão para o Ensino Da Extrusão Do Polietileno deMarcos Paulo Silveira VilaçaAinda não há avaliações
- HP Materiais Poliméricos Processos ReforçosDocumento17 páginasHP Materiais Poliméricos Processos ReforçosJoao VenturaAinda não há avaliações
- Termoformagem 40Documento16 páginasTermoformagem 40Silvio FillaAinda não há avaliações
- ForjamentoDocumento10 páginasForjamentoHenrique GenesttraAinda não há avaliações
- Componentes (Extrusão)Documento40 páginasComponentes (Extrusão)Breno Soares100% (2)
- Fundamentos de Projeto de Moldes de InjeçãoDocumento232 páginasFundamentos de Projeto de Moldes de Injeçãoajhp2010Ainda não há avaliações
- Manual de TermoformagemDocumento29 páginasManual de TermoformagemAlessandro Garrefa100% (1)
- Extrusão Sopro - GuilhermeDocumento6 páginasExtrusão Sopro - GuilhermeguilhermegaoliveiraAinda não há avaliações
- Fundamentos dos moldes de injeção de termoplásticosDocumento16 páginasFundamentos dos moldes de injeção de termoplásticosLuiz Cesar TorresAinda não há avaliações
- Trabalho Sobre Processos RevisadoDocumento17 páginasTrabalho Sobre Processos RevisadoCristiano Francisco MatosAinda não há avaliações
- Injeção PlasticosDocumento99 páginasInjeção PlasticossmaferreAinda não há avaliações
- Rotomoldagem: Processo de fabricação de peças plásticas de grandes dimensõesDocumento14 páginasRotomoldagem: Processo de fabricação de peças plásticas de grandes dimensõesAlessandro Saia MorenoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Catálogo Itens Especiais - 2019Documento40 páginasCatálogo Itens Especiais - 2019Rodrigues de OliveiraAinda não há avaliações
- Ae gpt11 ff2bDocumento3 páginasAe gpt11 ff2bguilhermeAinda não há avaliações
- Adesivos e materiais de escritórioDocumento12 páginasAdesivos e materiais de escritórioJoana AngelicaAinda não há avaliações
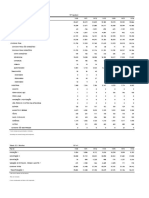
- Capítulo 2 (Oferta e Demanda de Energia Por Fonte) 1970-2016Documento85 páginasCapítulo 2 (Oferta e Demanda de Energia Por Fonte) 1970-2016JACKSON DIASAinda não há avaliações
- Vista Explodida MIG MB 5200 DW v1Documento4 páginasVista Explodida MIG MB 5200 DW v1LIMATECC LIMATECCAinda não há avaliações
- Baia de resíduos e produtos químicos na construção da subestaçãoDocumento5 páginasBaia de resíduos e produtos químicos na construção da subestaçãoviviane motaAinda não há avaliações
- Lista de Cliente Contato 28-05-19Documento366 páginasLista de Cliente Contato 28-05-19regis.nx4Ainda não há avaliações
- Retificador monofásico onda completaDocumento20 páginasRetificador monofásico onda completaRodolfo VadsonAinda não há avaliações
- VSM 490 WidiaDocumento84 páginasVSM 490 WidiaFagner GomesAinda não há avaliações
- Instruções para preparação e aplicação de tintasDocumento1 páginaInstruções para preparação e aplicação de tintasNASC Engenharia e AssessoriaAinda não há avaliações
- Contabilidade Comercial 3Documento40 páginasContabilidade Comercial 3Fernanda Santos100% (2)
- ABNT_NBR_15116_2021Documento20 páginasABNT_NBR_15116_2021Pastor Alex FerreiraAinda não há avaliações
- Tabela CFOP 2022Documento6 páginasTabela CFOP 2022Henri Pedro Fiorani LozanoAinda não há avaliações
- Introdução à Eletrônica de PotênciaDocumento17 páginasIntrodução à Eletrônica de PotênciaCesar JrAinda não há avaliações
- BompelDocumento8 páginasBompelAlAinda não há avaliações
- Logística Reversa de Veículos, Máquinas e Cargos AgrícolasDocumento2 páginasLogística Reversa de Veículos, Máquinas e Cargos AgrícolasDouglas AlmeidaAinda não há avaliações
- 4 CPE - Produção Conjunta e DefeituosaDocumento35 páginas4 CPE - Produção Conjunta e Defeituosarufino osvaldo abel manuelAinda não há avaliações
- MANOILESCO Mihail Teoria Do ProtecionismDocumento7 páginasMANOILESCO Mihail Teoria Do ProtecionismrodrigoAinda não há avaliações
- 001 - Apresenteção Natreb - Mineração Papel e CimentoDocumento13 páginas001 - Apresenteção Natreb - Mineração Papel e CimentoJean CafácioAinda não há avaliações
- Custos Logisticos Matriz AnaliseDocumento6 páginasCustos Logisticos Matriz AnaliseCsa BrasilAinda não há avaliações
- Tabela de PoliasDocumento352 páginasTabela de PoliasjnseletricosAinda não há avaliações
- AIRMASTERDocumento1 páginaAIRMASTERCarine FreitasAinda não há avaliações
- Wellington Ferreira 530033 8048 17/07/2021 614,82Documento2 páginasWellington Ferreira 530033 8048 17/07/2021 614,82Wellington FerreiraAinda não há avaliações
- MODELO DPSIR 2022 - VazioDocumento31 páginasMODELO DPSIR 2022 - VazioCláudia De SenaAinda não há avaliações
- Relatório de Notificações Injeção 01 - 2023Documento409 páginasRelatório de Notificações Injeção 01 - 2023altair.jr140787Ainda não há avaliações
- LPR - Soluções para Equi PesadosDocumento4 páginasLPR - Soluções para Equi PesadosThiago FurtadoAinda não há avaliações
- Fervedor Tramontina - Pesquisa GoogleDocumento1 páginaFervedor Tramontina - Pesquisa GoogleDenis EustaquioAinda não há avaliações
- Ficha-Tecnica-1 - DIN 18799-1-2009Documento9 páginasFicha-Tecnica-1 - DIN 18799-1-2009Luís AmaroAinda não há avaliações
- Carteira LuanDocumento10 páginasCarteira LuanLuan Liberato PedroAinda não há avaliações
- Banco BMA PreçarioDocumento34 páginasBanco BMA PreçarioAndré LopesAinda não há avaliações