Você também pode gostar
- Termoformação e rotomoldagemDocumento17 páginasTermoformação e rotomoldagemMarcelo CamargoAinda não há avaliações
- Processo de Termoformagem ExploradoDocumento24 páginasProcesso de Termoformagem ExploradoGuilherme de FaveriAinda não há avaliações
- Moldes de Injeção de TermoplásticosDocumento65 páginasMoldes de Injeção de TermoplásticosMarcelo Lourenço DiasAinda não há avaliações
- Seminário 2 Injeção e ExtrusãoDocumento22 páginasSeminário 2 Injeção e ExtrusãoCleber GuimarãesAinda não há avaliações
- 7 Transdutores Piezoelétricos e suas AplicaçõesDocumento18 páginas7 Transdutores Piezoelétricos e suas AplicaçõesDanilo JúniorAinda não há avaliações
- Sistemas de Injeção e Fluxo de MoldesDocumento34 páginasSistemas de Injeção e Fluxo de MoldesJuliano Marcon OliveiraAinda não há avaliações
- 1 Lista de Exercícios de Processamento de Materiais PoliméricosDocumento4 páginas1 Lista de Exercícios de Processamento de Materiais PoliméricosBruno BudimAinda não há avaliações
- Guia para Calculo 2 - Engrenagens 130607 PDFDocumento17 páginasGuia para Calculo 2 - Engrenagens 130607 PDFLahire Solér JuniorAinda não há avaliações
- Sistemas Flexíveis de Manufatura (SFM)Documento42 páginasSistemas Flexíveis de Manufatura (SFM)luizbandeiraAinda não há avaliações
- Seleção de material para barras paralelas em fisioterapiaDocumento25 páginasSeleção de material para barras paralelas em fisioterapiaEmerson RenneAinda não há avaliações
- Processamento e Comportamento Térmico de PolímerosDocumento50 páginasProcessamento e Comportamento Térmico de PolímerospauloquimasAinda não há avaliações
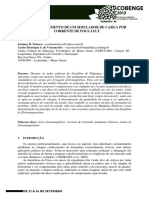
- Simulador de carga por correntes de FoucaultDocumento8 páginasSimulador de carga por correntes de FoucaultRenato LeitãoAinda não há avaliações
- Blendas poliméricas: definição, métodos de obtenção e propriedadesDocumento26 páginasBlendas poliméricas: definição, métodos de obtenção e propriedadesWanderson B AraujoAinda não há avaliações
- Relatorio BancadaDocumento14 páginasRelatorio BancadaRenato PortoAinda não há avaliações
- Mecanismos Aulas ApostilaDocumento33 páginasMecanismos Aulas ApostilaAlexandre Corso100% (1)
- Materiais de Contrução MecanicaDocumento19 páginasMateriais de Contrução MecanicaMaykon Turatti100% (1)
- ExtrusãoDocumento15 páginasExtrusãoSandro_RSAinda não há avaliações
- Usinagem Por PlasmaDocumento11 páginasUsinagem Por PlasmaHugo OkaharaAinda não há avaliações
- Classificação de polímeros por estrutura químicaDocumento43 páginasClassificação de polímeros por estrutura químicaThiago CésarAinda não há avaliações
- Processos de Fabricação e Transformação de PlásticosDocumento4 páginasProcessos de Fabricação e Transformação de PlásticosBruno MarceloAinda não há avaliações
- TermoformagemDocumento47 páginasTermoformagemsarinhadosantosAinda não há avaliações
- Sistema de Câmara QuenteDocumento10 páginasSistema de Câmara QuenteJuliano BironAinda não há avaliações
- Relatório SoldagemDocumento12 páginasRelatório SoldagemFelipe ValleAinda não há avaliações
- Classificação e tipos de máquinas de fluxo geratrizesDocumento3 páginasClassificação e tipos de máquinas de fluxo geratrizesLucas BadauiAinda não há avaliações
- EXTRUSÃODocumento21 páginasEXTRUSÃOKarina Bonami VicenteAinda não há avaliações
- Dimensionamento de sistema de direção pinhão e cremalheira para veículo BajaDocumento44 páginasDimensionamento de sistema de direção pinhão e cremalheira para veículo BajaFelipe Rover0% (2)
- Processos não-tradicionais de usinagemDocumento36 páginasProcessos não-tradicionais de usinagemMarcioAinda não há avaliações
- Aula - Análise Vetorial de Velocidades PDFDocumento3 páginasAula - Análise Vetorial de Velocidades PDFbetow_Ainda não há avaliações
- Blendas Poliméricas JOSÉ E MATHEUSDocumento20 páginasBlendas Poliméricas JOSÉ E MATHEUSFilipe PiresAinda não há avaliações
- Construção de trocador de calor para cervejaDocumento17 páginasConstrução de trocador de calor para cervejaJúlio Gabriel Queiroz dos SantosAinda não há avaliações
- Apostila 2 IT - EXTRUSAO Versao 2007Documento41 páginasApostila 2 IT - EXTRUSAO Versao 2007Jerônimo CauduroAinda não há avaliações
- Relatório Extrusao - Processamento e Simulação de PolímerosDocumento16 páginasRelatório Extrusao - Processamento e Simulação de PolímerosAlexandre SilveiraAinda não há avaliações
- Defeitos em Peças Moldadas em PlásticoDocumento24 páginasDefeitos em Peças Moldadas em PlásticoMarco Silva100% (1)
- Termoformadora automáticaDocumento143 páginasTermoformadora automáticaMisaAinda não há avaliações
- Tecnologia Mecânica - Extrusão - Grupo 4 - ETEC "Aristóteles Ferreira" 2018Documento31 páginasTecnologia Mecânica - Extrusão - Grupo 4 - ETEC "Aristóteles Ferreira" 2018Arthur Melo LyraAinda não há avaliações
- Fatores que influenciam a eficiência da hélice em aeronavesDocumento10 páginasFatores que influenciam a eficiência da hélice em aeronavesFlavio Mesquita-Aircraft MechanicAinda não há avaliações
- Turbinas a gás: introdução e componentes principaisDocumento25 páginasTurbinas a gás: introdução e componentes principaisluis felipe dos santos penhaAinda não há avaliações
- Obtenção de pós metálicos por atomizaçãoDocumento13 páginasObtenção de pós metálicos por atomizaçãoFelipe KlumppAinda não há avaliações
- Problemas de Injecao - Os DezMaisDocumento12 páginasProblemas de Injecao - Os DezMaisWesley OliveiraAinda não há avaliações
- Acionamentos ElétricosDocumento12 páginasAcionamentos ElétricosMaikon Lucian LenzAinda não há avaliações
- Soldagem PolimerosDocumento33 páginasSoldagem Polimeroshell_angel100% (1)
- EXERCÍCIO DE FIXAÇÃO RESISTÊNCIA DOS MATERIAIS IIDocumento5 páginasEXERCÍCIO DE FIXAÇÃO RESISTÊNCIA DOS MATERIAIS IIFlavia FonsecaAinda não há avaliações
- Cargas de fadiga em eixos de máquinasDocumento14 páginasCargas de fadiga em eixos de máquinaspriscilamoraissAinda não há avaliações
- Geradores de Vapor e Caldeiras: Tipos e Desenvolvimento HistóricoDocumento20 páginasGeradores de Vapor e Caldeiras: Tipos e Desenvolvimento HistóricoNelson Sanches TchimbaliAinda não há avaliações
- Canais de InjecaoDocumento18 páginasCanais de InjecaoAlessandro MarquesAinda não há avaliações
- Extrusão de Plásticos - Processo e EquipamentosDocumento2 páginasExtrusão de Plásticos - Processo e Equipamentosrubens00010% (1)
- Princípios de Tratamentos Térmicos em Aços e Ferros FundidosDocumento124 páginasPrincípios de Tratamentos Térmicos em Aços e Ferros FundidosGennaro TrianiAinda não há avaliações
- It - Apostila - Unidade 4b - Moldes de Injecao 2007Documento18 páginasIt - Apostila - Unidade 4b - Moldes de Injecao 2007Jerônimo Cauduro100% (1)
- Programação da máquina injetora para processamento de polipropileno (PPDocumento12 páginasProgramação da máquina injetora para processamento de polipropileno (PPPatrick RampanelliAinda não há avaliações
- TABELAS COM VALORES PARA APLICAÇÕES DE TERMOPLÁSTICOS - Molde Injeção Plásticos PDFDocumento23 páginasTABELAS COM VALORES PARA APLICAÇÕES DE TERMOPLÁSTICOS - Molde Injeção Plásticos PDFLenon NevesAinda não há avaliações
- Desenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowDocumento8 páginasDesenvolvimento de Um Sistema de Controle de Temperatura de Um Forno Elétrico A Resistência para Soldagem ReflowClaudia Beatriz BozzAinda não há avaliações
- Soldagem Por UltrassomDocumento37 páginasSoldagem Por UltrassomCaio SantosAinda não há avaliações
- Compressores 1Documento11 páginasCompressores 1AricorrerAinda não há avaliações
- Simulação Ensaio de Tração UniaxialDocumento4 páginasSimulação Ensaio de Tração UniaxialRui CostaAinda não há avaliações
- Aditivos Usados Nos PolímerosDocumento5 páginasAditivos Usados Nos PolímerosPatrick Araujo100% (1)
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Dinâmica e Sistemas Dinâmicos Universidade Do Porto PDFDocumento376 páginasDinâmica e Sistemas Dinâmicos Universidade Do Porto PDFRafael Brito SolaneAinda não há avaliações
- NSK Cat Ind PapeleiraDocumento5 páginasNSK Cat Ind PapeleiraklaykoAinda não há avaliações
- Conformação A Vácuo - Resumo PAMPAPETDocumento2 páginasConformação A Vácuo - Resumo PAMPAPETRafael Brito SolaneAinda não há avaliações
- Produção e comercialização de noz em PortugalDocumento12 páginasProdução e comercialização de noz em PortugalRafael Brito SolaneAinda não há avaliações
- Processo PDFDocumento52 páginasProcesso PDFRafael Brito SolaneAinda não há avaliações
- Roteiro de FabricaçãoDocumento1 páginaRoteiro de FabricaçãoRafael Brito SolaneAinda não há avaliações
- Apostila Metallurgy SteelDocumento33 páginasApostila Metallurgy SteelRobRamoMendAinda não há avaliações
- Halter de Ferro FundidoDocumento5 páginasHalter de Ferro FundidoRafael Brito SolaneAinda não há avaliações
- Introdução A Robótica Humanóide Nas Escolas de Alegrete PDFDocumento1 páginaIntrodução A Robótica Humanóide Nas Escolas de Alegrete PDFRafael Brito SolaneAinda não há avaliações
- Evolução da QualidadeDocumento10 páginasEvolução da QualidadeAdrieli Nunes SchonsAinda não há avaliações
- Resumo Bombas Hidraulicas Parker - Rafael Brito SolaneDocumento7 páginasResumo Bombas Hidraulicas Parker - Rafael Brito SolaneRafael Brito SolaneAinda não há avaliações
- Relatório 2 - ProntoDocumento7 páginasRelatório 2 - ProntoRafael Brito SolaneAinda não há avaliações
- Introdução A Robótica Humanóide Nas Escolas de Alegrete PDFDocumento1 páginaIntrodução A Robótica Humanóide Nas Escolas de Alegrete PDFRafael Brito SolaneAinda não há avaliações
- Relatório 1 - Analise Experimental PRONTODocumento7 páginasRelatório 1 - Analise Experimental PRONTORafael Brito SolaneAinda não há avaliações
- Relatório 1 - Analise Experimental PRONTODocumento7 páginasRelatório 1 - Analise Experimental PRONTORafael Brito SolaneAinda não há avaliações
- Mecanismos e MaquinasDocumento98 páginasMecanismos e MaquinasDougPabitonAinda não há avaliações
- Resumo Bombas Hidraulicas Parker - Rafael Brito SolaneDocumento7 páginasResumo Bombas Hidraulicas Parker - Rafael Brito SolaneRafael Brito SolaneAinda não há avaliações
- Matemática - Apostila Álgebra - TrigonometriaDocumento10 páginasMatemática - Apostila Álgebra - TrigonometriaMatemática Mathclassy100% (16)
- Tecnologia de Produção de Biodiesel - Rafael SolaneDocumento16 páginasTecnologia de Produção de Biodiesel - Rafael SolaneRafael Brito SolaneAinda não há avaliações
- Fisica TermometriaDocumento2 páginasFisica TermometriaANDRE LUIZ RAMOS LINOAinda não há avaliações
- Artigo - Os Primeiros Passos para A Construção de Um Acumulador de Orgônio (09 PGS)Documento9 páginasArtigo - Os Primeiros Passos para A Construção de Um Acumulador de Orgônio (09 PGS)fsousa77Ainda não há avaliações
- Analise de Riscos-CEMIGDocumento4 páginasAnalise de Riscos-CEMIGJosé Hélio Ferreira SouzaAinda não há avaliações
- Gurdjieff Cartas PDFDocumento19 páginasGurdjieff Cartas PDFmagma_pt9888Ainda não há avaliações
- Atv61 Catalogo Jan07 BRDocumento182 páginasAtv61 Catalogo Jan07 BRFabiano LimaAinda não há avaliações
- SEQUENCIAMENTODocumento25 páginasSEQUENCIAMENTOBRITTO12Ainda não há avaliações
- Questões para Provas QuímicaDocumento5 páginasQuestões para Provas QuímicaprofgicostinhaAinda não há avaliações
- Material de Matemática e Estatística - SubsequenteDocumento56 páginasMaterial de Matemática e Estatística - SubsequenteSamuel AlbuquerqueAinda não há avaliações
- Normas ACEA e API para lubrificantes de motores e transmissõesDocumento5 páginasNormas ACEA e API para lubrificantes de motores e transmissõesSamuel MorenoAinda não há avaliações
- Radiação Solar: Coletores Solares e AquecimentoDocumento211 páginasRadiação Solar: Coletores Solares e AquecimentoFabiano Perin GasparinAinda não há avaliações
- Avaliação Física e Química sobre Exoplaneta Kepler-442bDocumento7 páginasAvaliação Física e Química sobre Exoplaneta Kepler-442bTiago AníbalAinda não há avaliações
- MS1 - Aula 01 - TensãoDocumento30 páginasMS1 - Aula 01 - TensãoLUCAS VINICIUS RODRIGUESAinda não há avaliações
- TermoresistoresDocumento2 páginasTermoresistoresmaalakianAinda não há avaliações
- Estudo Técnico de Instalação AL BR423 KM 101-400 (ET.1806.AL0005)Documento13 páginasEstudo Técnico de Instalação AL BR423 KM 101-400 (ET.1806.AL0005)Paulo Cesar ChagasAinda não há avaliações
- Freio a ar: fundamentos e influências na frenagemDocumento24 páginasFreio a ar: fundamentos e influências na frenagemDjalma SouzaAinda não há avaliações
- Teoria de Comunicações Cap 5Documento39 páginasTeoria de Comunicações Cap 5Paulo NegrãoAinda não há avaliações
- Motores Elétricos: Principais Tipos e CaracterísticasDocumento28 páginasMotores Elétricos: Principais Tipos e CaracterísticasLeandro Alves RezendeAinda não há avaliações
- Caaq Elt Prova 02 2022Documento8 páginasCaaq Elt Prova 02 2022cardosodiyAinda não há avaliações
- P.A. - P.G. (Aprofundamento de Estudo)Documento4 páginasP.A. - P.G. (Aprofundamento de Estudo)RenataAinda não há avaliações
- Ficha de Avaliação 4 Matemática 11.º Ano: Funções Reais de Variável RealDocumento4 páginasFicha de Avaliação 4 Matemática 11.º Ano: Funções Reais de Variável RealMarta santosAinda não há avaliações
- Modelos atômicos: a evolução da compreensão da estrutura do átomoDocumento4 páginasModelos atômicos: a evolução da compreensão da estrutura do átomoSamir MoreiraAinda não há avaliações
- Capitulo AUDIODocumento23 páginasCapitulo AUDIOMarcia Branco100% (1)
- Memoria DescritivaDocumento9 páginasMemoria DescritivaMiguel DiavitaAinda não há avaliações
- Apresentação Materiais de Construção Civil ADocumento16 páginasApresentação Materiais de Construção Civil AFlávia RivolliAinda não há avaliações
- PDF Eletrica Automotiva Os Fundamentos1pdf DDDocumento241 páginasPDF Eletrica Automotiva Os Fundamentos1pdf DDGraciliano Produções100% (4)
- Esmerilhadeira SeguraDocumento21 páginasEsmerilhadeira SeguraAugusto CerejoAinda não há avaliações
- Análise de estruturas de concreto com CASTDocumento30 páginasAnálise de estruturas de concreto com CASTWm Show de BolaAinda não há avaliações
- Propriedades Mecânicas Dos MateriaisDocumento11 páginasPropriedades Mecânicas Dos MateriaisraynebatistaAinda não há avaliações
- Questionário - Prática 2 - Micrômetro 280818 DefDocumento8 páginasQuestionário - Prática 2 - Micrômetro 280818 DefIó GalvãoAinda não há avaliações