Você também pode gostar
- Curso Introducao A PNL - Andre Sampaio PDFDocumento50 páginasCurso Introducao A PNL - Andre Sampaio PDFJorge100% (2)
- PNL - PROGRAMACAO NEUROLINGUISTICA PortuguesDocumento199 páginasPNL - PROGRAMACAO NEUROLINGUISTICA Portuguesanon-72803398% (43)
- PLANILHASDocumento116 páginasPLANILHASNicolau pica pauAinda não há avaliações
- Bionic 5 - Funções Dos Leds, Código de Falha PDFDocumento17 páginasBionic 5 - Funções Dos Leds, Código de Falha PDFAngelo TeixeiraAinda não há avaliações
- Apostila PowerShape Básico 2011Documento348 páginasApostila PowerShape Básico 2011raphaelAinda não há avaliações
- Apostila Pitagoras CADDocumento38 páginasApostila Pitagoras CADG PetreliAinda não há avaliações
- Resultado Exames PDFDocumento4 páginasResultado Exames PDFLucimari SuzukiAinda não há avaliações
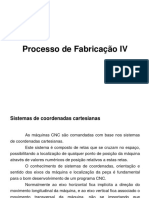
- PDF Apostila Aula CNCDocumento141 páginasPDF Apostila Aula CNCNeto SilvaAinda não há avaliações
- Exercicio de Fresa MITSUBISHI M70Documento347 páginasExercicio de Fresa MITSUBISHI M70Fabio AlvesAinda não há avaliações
- Apostila de Centro de Usinagem Siemens PDFDocumento28 páginasApostila de Centro de Usinagem Siemens PDFNicolasAinda não há avaliações
- RobotStudio PTDocumento45 páginasRobotStudio PTLucimari Suzuki100% (2)
- Manual-SKA-Fresa-Torno - EdgecamDocumento134 páginasManual-SKA-Fresa-Torno - EdgecamAnonymous 80HAPYsoAinda não há avaliações
- Mastercam FresamentoDocumento242 páginasMastercam Fresamentojosé gilAinda não há avaliações
- Eplan - Apostila P8 (2006)Documento132 páginasEplan - Apostila P8 (2006)Marco Antonio100% (2)
- Manual de Centro 02-01-014Documento79 páginasManual de Centro 02-01-014atilapaixao0% (1)
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- SINUMERIK 808D - FresagemDocumento110 páginasSINUMERIK 808D - FresagemRogério FernandoAinda não há avaliações
- Exercício de Torno - Fanuc 0iDocumento54 páginasExercício de Torno - Fanuc 0iCAD CAMAinda não há avaliações
- Heidenhain ManualDocumento526 páginasHeidenhain ManualHelio Do NascimentoAinda não há avaliações
- Fresamento CNC Com Edgecam Apostila Cefet PDFDocumento77 páginasFresamento CNC Com Edgecam Apostila Cefet PDFLuiz VendasAinda não há avaliações
- Apostila Modelamento Mastercam 2021Documento39 páginasApostila Modelamento Mastercam 2021Emerson ThiagoAinda não há avaliações
- Master CamDocumento47 páginasMaster CamMarcus Vinicius ViAinda não há avaliações
- Tabela Parametros DCS 800 Cliente R01Documento6 páginasTabela Parametros DCS 800 Cliente R01Italoncosta100% (1)
- Apostila H4500-H8000 SiemensDocumento93 páginasApostila H4500-H8000 SiemensLucimari SuzukiAinda não há avaliações
- Apostila H4500-H8000 SiemensDocumento93 páginasApostila H4500-H8000 SiemensLucimari SuzukiAinda não há avaliações
- Aula 4 EMC - Fontes de Interferência EletromagnéticaDocumento24 páginasAula 4 EMC - Fontes de Interferência EletromagnéticaMárcioAinda não há avaliações
- Siemens - Simatic s7-200Documento66 páginasSiemens - Simatic s7-200Leônidas FelixAinda não há avaliações
- Apostila Unidade 1 de CAD CAMDocumento25 páginasApostila Unidade 1 de CAD CAMDenylson Lima DantasAinda não há avaliações
- PM7006 WhatsNew Portuguese BRDocumento181 páginasPM7006 WhatsNew Portuguese BRJoão ArtilheiroAinda não há avaliações
- CNC Programao Fanuc DenfordDocumento23 páginasCNC Programao Fanuc DenfordRobertodeOLiveiraAinda não há avaliações
- Apostila de Fresadora CNCDocumento13 páginasApostila de Fresadora CNCRui HenriquesAinda não há avaliações
- Apostila Torno - SSCNC PDFDocumento13 páginasApostila Torno - SSCNC PDFFabio AlvesAinda não há avaliações
- Mori Seiki NH8000 - Verificar e Ajustar Folga de Reversão (Backlash) Eixos X, Y e Z-1Documento2 páginasMori Seiki NH8000 - Verificar e Ajustar Folga de Reversão (Backlash) Eixos X, Y e Z-1Lucimari SuzukiAinda não há avaliações
- CNC - Comando Numérico ComputadorizadoDocumento208 páginasCNC - Comando Numérico ComputadorizadoLucas TanjoniAinda não há avaliações
- Fresamento Bsico 2010Documento51 páginasFresamento Bsico 2010Ronaldo AlmeidaAinda não há avaliações
- Apostila Free Form EspritDocumento43 páginasApostila Free Form EspritrigonaAinda não há avaliações
- Apostila de Centro de Usinagem SiemensDocumento28 páginasApostila de Centro de Usinagem Siemensjonas holandaAinda não há avaliações
- Leds Ifl 750Documento1 páginaLeds Ifl 750williamcscpsAinda não há avaliações
- Catálogo Katrina 9000-F5Documento65 páginasCatálogo Katrina 9000-F5Pedalando Adm2Ainda não há avaliações
- Apostila de Centro de Usin CNC 300 Pags Dez 09Documento300 páginasApostila de Centro de Usin CNC 300 Pags Dez 09Marcio CoelhoAinda não há avaliações
- CNC (Manutenção Diária)Documento10 páginasCNC (Manutenção Diária)cjjesusAinda não há avaliações
- CLP Allen BradleyDocumento76 páginasCLP Allen Bradleyjuninho4358100% (1)
- SINUMERIK SinuTrain Manual de FresamentoDocumento132 páginasSINUMERIK SinuTrain Manual de FresamentoLucimari SuzukiAinda não há avaliações
- BD.002510 PT 00Documento411 páginasBD.002510 PT 00Lucimari SuzukiAinda não há avaliações
- Catalogo 611 2017119142720Documento87 páginasCatalogo 611 2017119142720bmalbertAinda não há avaliações
- Desenho Técnico (Ajustes e Tolerâncias)Documento35 páginasDesenho Técnico (Ajustes e Tolerâncias)valdez_aragao5179100% (1)
- Manual Basico Torno FanucDocumento42 páginasManual Basico Torno FanucJorge RibeiroAinda não há avaliações
- Apostila Fresa - SSCNC PDFDocumento13 páginasApostila Fresa - SSCNC PDFFabio AlvesAinda não há avaliações
- Manual de Torno V 02-07-010Documento63 páginasManual de Torno V 02-07-010moarababyAinda não há avaliações
- Apostila de Torno-CNC-senaiDocumento94 páginasApostila de Torno-CNC-senaiJanilson RêusAinda não há avaliações
- Usinagem - Torno PDFDocumento93 páginasUsinagem - Torno PDFEDUARDO NOVAISAinda não há avaliações
- Apostila de Fresa CNCDocumento20 páginasApostila de Fresa CNCFabrício RenanAinda não há avaliações
- Aula3 - Sistemas de CoordenadasDocumento24 páginasAula3 - Sistemas de CoordenadasAdriano MenegonAinda não há avaliações
- Torno CNC Treinamento Docentes Torno CNCDocumento51 páginasTorno CNC Treinamento Docentes Torno CNCWellington JerônimoAinda não há avaliações
- Função G10Documento5 páginasFunção G10vismaraAinda não há avaliações
- Aula 5 - Calculo Numérico ComputacionalDocumento26 páginasAula 5 - Calculo Numérico ComputacionalEriton NevesAinda não há avaliações
- Guia de Usuário EdgeCAM Torneamento BásicoDocumento24 páginasGuia de Usuário EdgeCAM Torneamento BásicoEverton AlencarAinda não há avaliações
- Caderno de Exercícios Aluno SiemensDocumento44 páginasCaderno de Exercícios Aluno SiemensVicente JúniorAinda não há avaliações
- Apostila Metrologia UsinagemDocumento65 páginasApostila Metrologia UsinagemLEONARDOUS7Ainda não há avaliações
- Tutorial Programação Centro de UsinagemDocumento61 páginasTutorial Programação Centro de UsinagemFelipe VilaniAinda não há avaliações
- Programador CNCDocumento2 páginasProgramador CNCJosimarAinda não há avaliações
- Programação Fanuc 21TDocumento34 páginasProgramação Fanuc 21TFilhaoPiresAinda não há avaliações
- Exercicio 4 PDF MastercamDocumento1 páginaExercicio 4 PDF Mastercamfernando_britesAinda não há avaliações
- Treinamento MasterCam XDocumento26 páginasTreinamento MasterCam XEdson SawadaAinda não há avaliações
- Aula 13 Ciclos de Furação - TorneamentoDocumento5 páginasAula 13 Ciclos de Furação - TorneamentoJunior GuedesAinda não há avaliações
- Tutorial Torno Mach9Documento21 páginasTutorial Torno Mach9Vagner Rodrigues Dos SantosAinda não há avaliações
- Tutorial Torno UNICAMDocumento34 páginasTutorial Torno UNICAMpissini-10% (1)
- SubprogramaDocumento9 páginasSubprogramaAlessandro CaetanoAinda não há avaliações
- CNCProteo Manual Ciclos Fixos TornoDocumento63 páginasCNCProteo Manual Ciclos Fixos Tornojeffsouza2012Ainda não há avaliações
- Alargamento e RoscamentoDocumento59 páginasAlargamento e RoscamentoFAMÍLIA SANTOSAinda não há avaliações
- Apostila CNC CTIDocumento142 páginasApostila CNC CTIArthur Cardoso Xavier de CastroAinda não há avaliações
- MOBPROG. Manual Rápido de UtilizaçãoDocumento23 páginasMOBPROG. Manual Rápido de UtilizaçãoVinicius SilveiraAinda não há avaliações
- Ponto Zerro Da TorreDocumento1 páginaPonto Zerro Da TorreJerri QuaiatoAinda não há avaliações
- Manual Treinamento GL 350TMDocumento70 páginasManual Treinamento GL 350TMpowersolutiontoolsAinda não há avaliações
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 páginasWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorAinda não há avaliações
- Treinamento para Torno CNC Serie SKT e KITDocumento29 páginasTreinamento para Torno CNC Serie SKT e KITnilo_albertoAinda não há avaliações
- Estrutura Remuneratoria Senai (74131)Documento7 páginasEstrutura Remuneratoria Senai (74131)Lucimari SuzukiAinda não há avaliações
- OM Transmitter M300 PT 52121392 Dec14Documento122 páginasOM Transmitter M300 PT 52121392 Dec14Lucimari SuzukiAinda não há avaliações
- IM8 en en-US - En.ptDocumento88 páginasIM8 en en-US - En.ptLucimari SuzukiAinda não há avaliações
- JS Conversando A Gente Se Entende PDFDocumento6 páginasJS Conversando A Gente Se Entende PDFLucimari SuzukiAinda não há avaliações
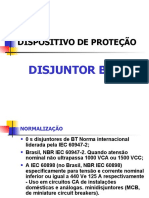
- AULA DisjuntorDocumento29 páginasAULA DisjuntorleocadiocamposAinda não há avaliações
- Apostila de EWB2Documento38 páginasApostila de EWB2rorealma2Ainda não há avaliações
- Sistema Internacional - S.I.Documento6 páginasSistema Internacional - S.I.Lucimari SuzukiAinda não há avaliações
- Apostila de EWB2Documento38 páginasApostila de EWB2rorealma2Ainda não há avaliações
- Pensamento Matemático - Guilherme Ferreira - GF - DR - RclaDocumento179 páginasPensamento Matemático - Guilherme Ferreira - GF - DR - RclaMarcio PetersAinda não há avaliações
- ESP32GraficoDHT22 Servidor FirebaseDocumento52 páginasESP32GraficoDHT22 Servidor FirebasejcegnunesAinda não há avaliações
- Roteiro PDFDocumento6 páginasRoteiro PDFeverton damato100% (1)
- LOGÍSTICA - COMO FUNCIONA E PARA QUE SERVE - EPR Consultoria em Engenharia de ProduçãoDocumento9 páginasLOGÍSTICA - COMO FUNCIONA E PARA QUE SERVE - EPR Consultoria em Engenharia de ProduçãoFrancisco MenezesAinda não há avaliações
- Manual Do EDI7 Itau PDFDocumento31 páginasManual Do EDI7 Itau PDFMarco Aurelio KruegerAinda não há avaliações
- NorthbridgeDocumento3 páginasNorthbridgefabiobonadiaAinda não há avaliações
- Automação em Redes de DistribuiçãoDocumento47 páginasAutomação em Redes de DistribuiçãoAssis JúniorAinda não há avaliações
- DFD - Manutenção de Ar CondicionadoDocumento3 páginasDFD - Manutenção de Ar Condicionadothaismuniz007Ainda não há avaliações
- 28.03 Sinal Do Acelerador Digital Fora Da Faixa AltaDocumento8 páginas28.03 Sinal Do Acelerador Digital Fora Da Faixa AltaAlex SilvaAinda não há avaliações
- Avaliação de Pesquisa METRODocumento4 páginasAvaliação de Pesquisa METROGabriel TeixeiraAinda não há avaliações
- FrameworksDocumento30 páginasFrameworksLudimila SilvaAinda não há avaliações
- Visual LispDocumento10 páginasVisual LispAgnaldo MatosAinda não há avaliações
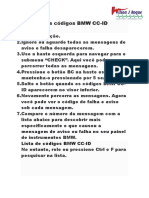
- Leitura Dos Códigos BMW CCDocumento13 páginasLeitura Dos Códigos BMW CCLucas AntonioAinda não há avaliações
- Cloud Agent Lab Tutorial Supplement - V3.PTDocumento41 páginasCloud Agent Lab Tutorial Supplement - V3.PTLeticia Lorena Oliveira Santos GomesAinda não há avaliações
- Manual de Operação TSW200E1Documento84 páginasManual de Operação TSW200E1Marcos Antonio Oliveira Ferraz100% (1)
- Sistemas de Aterramento Na Estação RadioamadorDocumento11 páginasSistemas de Aterramento Na Estação RadioamadorCarlos Augusto HecklerAinda não há avaliações
- Aula 05: SEDUC-TO - Legislação Educacional - 2023 (Pré-Edital)Documento62 páginasAula 05: SEDUC-TO - Legislação Educacional - 2023 (Pré-Edital)Felipe Dias dos santos netoAinda não há avaliações
- Cap02 PDFDocumento86 páginasCap02 PDFGuilherme SixeAinda não há avaliações
- Docsity Esquema Injecao Palio g1 97 98 99Documento32 páginasDocsity Esquema Injecao Palio g1 97 98 99Francjames SilvaAinda não há avaliações
- Plano de Operação para Um HotelDocumento2 páginasPlano de Operação para Um Hotelapi-3828055100% (1)
- Proteja Seu Filho Na InternetDocumento66 páginasProteja Seu Filho Na InternetmarcusAinda não há avaliações
- P 5th Family DHM 72X10FS 540 - 560WDocumento2 páginasP 5th Family DHM 72X10FS 540 - 560WRaduAinda não há avaliações
- LD-7P-150-XXXX-150 18.7.22Documento5 páginasLD-7P-150-XXXX-150 18.7.22HumbertoAinda não há avaliações
- BiaDocumento25 páginasBiaKaio PradoAinda não há avaliações
- Conversor BoostDocumento181 páginasConversor BoostCristiane PimentelAinda não há avaliações