Você também pode gostar
- Requisitos técnicos pintura anticorrosivaDocumento23 páginasRequisitos técnicos pintura anticorrosivacolimecAinda não há avaliações
- Pintura de aço galvanizado especifica esquemas e preparação de superfícieDocumento9 páginasPintura de aço galvanizado especifica esquemas e preparação de superfícieFernando VittoAinda não há avaliações
- Revestimento externo de tubulaçãoDocumento9 páginasRevestimento externo de tubulaçãoKarla VelascoAinda não há avaliações
- Revestimento externo de tubulaçãoDocumento8 páginasRevestimento externo de tubulaçãoDouglas E Ana Pereira100% (1)
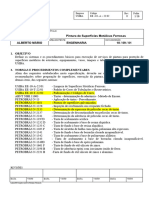
- N-1550 Rev eDocumento8 páginasN-1550 Rev eDaniel FernandesAinda não há avaliações
- Rev. F 11 / 2016: ProcedimentoDocumento10 páginasRev. F 11 / 2016: ProcedimentoAntonio AbreuAinda não há avaliações
- Tratamento de aço com jatoDocumento16 páginasTratamento de aço com jatodanieljmoraisAinda não há avaliações
- N 1550 PDFDocumento8 páginasN 1550 PDFEzequiel Castilhoni100% (1)
- Pintura externa de tubulação em instalações terrestresDocumento12 páginasPintura externa de tubulação em instalações terrestresestradeiroAinda não há avaliações
- PGS-0020 - Tratamento Anticorrosivo de Pintura para Equipamentos Da Vale M..Documento49 páginasPGS-0020 - Tratamento Anticorrosivo de Pintura para Equipamentos Da Vale M..FerdinandoPismelAinda não há avaliações
- Revestimentos anticorrosivos para unidades marítimasDocumento14 páginasRevestimentos anticorrosivos para unidades marítimaspedrojuniorwAinda não há avaliações
- NE-003 - Jateamento Abrasivo e Hidrojateamento de Aço CarbonoDocumento21 páginasNE-003 - Jateamento Abrasivo e Hidrojateamento de Aço CarbonopatriciagalvaoAinda não há avaliações
- N 1550 PDFDocumento11 páginasN 1550 PDFASSISFERREIRAAinda não há avaliações
- Rev. G 08 / 2020: ProcedimentoDocumento10 páginasRev. G 08 / 2020: ProcedimentoDanilo Augusto KellyAinda não há avaliações
- N-0442 Pintura Externa de Tubulações emDocumento10 páginasN-0442 Pintura Externa de Tubulações emAndre A dos SantosAinda não há avaliações
- Abnt - NBR 1550 C - Pintura de Estrutura MetalicaDocumento0 páginaAbnt - NBR 1550 C - Pintura de Estrutura MetalicaRodrigo230250Ainda não há avaliações
- N-1735 Rev F (Pintura de Máquinas Equipamentos Elétricos e Instrumentos)Documento8 páginasN-1735 Rev F (Pintura de Máquinas Equipamentos Elétricos e Instrumentos)FernandoValente72100% (2)
- Rev. R 10 / 2019: ProcedimentoDocumento11 páginasRev. R 10 / 2019: ProcedimentomarcelonunessAinda não há avaliações
- N 1550Documento6 páginasN 1550Miguel Paniagua Balderas100% (1)
- WPR 7328 PT Rev 16 Tbg-1191 Especificacion de PinturaDocumento27 páginasWPR 7328 PT Rev 16 Tbg-1191 Especificacion de PinturaHuWiin Cuiisiz LokhoAinda não há avaliações
- EE-10-A-22 02 PinturaSupMetálicaDocumento17 páginasEE-10-A-22 02 PinturaSupMetálicaMarcio GonçalvesAinda não há avaliações
- N 1735 PDFDocumento12 páginasN 1735 PDFEzequiel CastilhoniAinda não há avaliações
- N-0009 - Tratamento de Superfícies de AçoDocumento16 páginasN-0009 - Tratamento de Superfícies de Açoubsilva100% (1)
- N 1205Documento10 páginasN 1205kappelyAinda não há avaliações
- Revestimento Externo de Tubulação em Instalações TerrestresDocumento17 páginasRevestimento Externo de Tubulação em Instalações TerrestresPaulo Sérgio SantanaAinda não há avaliações
- N-1021 Rev eDocumento8 páginasN-1021 Rev eFelipe SalesAinda não há avaliações
- Esquema de pintura para equipamentos em aço sujeitos à umidadeDocumento8 páginasEsquema de pintura para equipamentos em aço sujeitos à umidadeMarcel DandaroAinda não há avaliações
- N-0442 N PinturasDocumento7 páginasN-0442 N PinturasFelipe HaderAinda não há avaliações
- Nota Tecnica 10c Esquema Pintura r1Documento6 páginasNota Tecnica 10c Esquema Pintura r1BrunoAinda não há avaliações
- Procedimento: REV. C FEV / 2000Documento7 páginasProcedimento: REV. C FEV / 2000Abrahão SalvadoAinda não há avaliações
- Pintura de estruturas metálicas PETROBRAS N-1550Documento7 páginasPintura de estruturas metálicas PETROBRAS N-1550Marcio DuarteAinda não há avaliações
- Tratamento de superfícies de aço com jato abrasivoDocumento11 páginasTratamento de superfícies de aço com jato abrasivoLuis Fernando G. BottaroAinda não há avaliações
- NBR 14125 - Tratamento de Superficie Do Aluminio E Suas Ligas - Revestimento Organico - Pintura PDFDocumento6 páginasNBR 14125 - Tratamento de Superficie Do Aluminio E Suas Ligas - Revestimento Organico - Pintura PDFPedro Alex dos SantosAinda não há avaliações
- N-1201H Pintura Interna de TanqueDocumento7 páginasN-1201H Pintura Interna de TanqueAntônio BravoAinda não há avaliações
- Rev. G 11 / 2010: ProcedimentoDocumento10 páginasRev. G 11 / 2010: ProcedimentoRicardo Argentton FicanhaAinda não há avaliações
- Tratamento de superfícies de açoDocumento12 páginasTratamento de superfícies de açoRicardo CarvalhoAinda não há avaliações
- N 1735 DDocumento12 páginasN 1735 DValter NagamatiAinda não há avaliações
- Rev. C 07 / 2020: ProcedimentoDocumento14 páginasRev. C 07 / 2020: ProcedimentoDanilo Augusto KellyAinda não há avaliações
- Revestimento anticorrosivo de equipamento industrialDocumento12 páginasRevestimento anticorrosivo de equipamento industrialLuis Fernando G. BottaroAinda não há avaliações
- N-9 Contec Tratamento de Superfícies de Aço Com Jato Abrasivo e HidrojateamentoDocumento20 páginasN-9 Contec Tratamento de Superfícies de Aço Com Jato Abrasivo e HidrojateamentoRodrigo FerrariAinda não há avaliações
- N-2843 Revestimento Internos de TubosDocumento15 páginasN-2843 Revestimento Internos de Tubosengenheiroalencar100% (1)
- NBR 11388 - Sistemas de Pintura para Equipamentos e Instalacoes de Subestacoes EletricasDocumento8 páginasNBR 11388 - Sistemas de Pintura para Equipamentos e Instalacoes de Subestacoes EletricasRosangela Machado100% (2)
- N-2037a PINTURA DE EQ SUBMERSOS EM AGUA DO MARDocumento4 páginasN-2037a PINTURA DE EQ SUBMERSOS EM AGUA DO MARAntônio BravoAinda não há avaliações
- Pintura de superfícies galvanizadasDocumento6 páginasPintura de superfícies galvanizadasLuiz Alberto LamógliaAinda não há avaliações
- Procedimento: Rev. K Out / 99Documento7 páginasProcedimento: Rev. K Out / 99Douglas MignoniAinda não há avaliações
- Procedimento: Rev. G Out / 99Documento6 páginasProcedimento: Rev. G Out / 99Torus EngenhariaAinda não há avaliações
- Especificacao Tecnica PinturaDocumento7 páginasEspecificacao Tecnica PinturaRudiney TrombettaAinda não há avaliações
- N-442 Contec Revestimento Externo de Tubulação em Instalações TerrestresDocumento15 páginasN-442 Contec Revestimento Externo de Tubulação em Instalações TerrestresDanilo Augusto KellyAinda não há avaliações
- Tratamento de superfícies de aço para pinturaDocumento8 páginasTratamento de superfícies de aço para pinturaElcio Vieira de AtaideAinda não há avaliações
- Pública Rev. G 11 / 2022: ProcedimentoDocumento7 páginasPública Rev. G 11 / 2022: Procedimentogilcinei.lemesAinda não há avaliações
- Aplicação de tintas: procedimentos e requisitosDocumento18 páginasAplicação de tintas: procedimentos e requisitosMauro Lúcio DiasAinda não há avaliações
- Tratamento de superfícies de açoDocumento13 páginasTratamento de superfícies de açoPaulo FreireAinda não há avaliações
- N 1735 Rev. FDocumento8 páginasN 1735 Rev. FMarcio Luis MartinsAinda não há avaliações
- N-2841 - Rev ADocumento7 páginasN-2841 - Rev AEsconisckiAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Sistemas de injeção de materiais pulverizados em altos-fornos e aciariasNo EverandSistemas de injeção de materiais pulverizados em altos-fornos e aciariasAinda não há avaliações
- Real - Pedro Augusto - de Almeida - TCC - 2020Documento58 páginasReal - Pedro Augusto - de Almeida - TCC - 2020yannirAinda não há avaliações
- Terminais elétricos isolados em PVCDocumento35 páginasTerminais elétricos isolados em PVCAnderson Lopes100% (1)
- PCMSO - Padaria CampestreDocumento33 páginasPCMSO - Padaria CampestreSupervisão Administrativa MunizAinda não há avaliações
- Cimento PortlandDocumento25 páginasCimento PortlandAnaBeatrizPimentaAinda não há avaliações
- Característica Dos Átomos E Semelhança Atômica: 3 Série/Pré-Vestibular Química 3 Aula 5Documento19 páginasCaracterística Dos Átomos E Semelhança Atômica: 3 Série/Pré-Vestibular Química 3 Aula 5Paulo Eduardo Cavalcante de SousaAinda não há avaliações
- Ondulatória AtividadesDocumento16 páginasOndulatória AtividadesRangel de Sousa0% (1)
- Aquecedor de Passagem A GásDocumento10 páginasAquecedor de Passagem A GásJonathan Silva BezerraAinda não há avaliações
- Questão Quimica - Introdução A QuimicaDocumento5 páginasQuestão Quimica - Introdução A QuimicaDayanneAinda não há avaliações
- LACKPOXI 76 WET SURFACE N 2680 tinta líquida epóxiDocumento7 páginasLACKPOXI 76 WET SURFACE N 2680 tinta líquida epóxiAlimins AlimentaçãoAinda não há avaliações
- 17 DiamanteDocumento23 páginas17 DiamantejjsAinda não há avaliações
- Gessos OdontologicosDocumento9 páginasGessos OdontologicosNatália FernandesAinda não há avaliações
- MarioMarcioNunesDeFaria MecanicaDocumento187 páginasMarioMarcioNunesDeFaria MecanicaRicardo RamirezAinda não há avaliações
- 09 - QUÍMICA GERAL - Teoria Cinético-MolecularDocumento13 páginas09 - QUÍMICA GERAL - Teoria Cinético-MolecularAna GabsAinda não há avaliações
- 5º Simulado UERJDocumento20 páginas5º Simulado UERJAllanAinda não há avaliações
- Universidade Federal Rural de PernambucoDocumento7 páginasUniversidade Federal Rural de PernambucoGustavo SantosAinda não há avaliações
- Solução de NaCl, KMnO4 e CuSO4Documento6 páginasSolução de NaCl, KMnO4 e CuSO4Marcelo NonatoAinda não há avaliações
- Introdução à Química OrgânicaDocumento5 páginasIntrodução à Química Orgânicaanchieta junior100% (2)
- Cromatografia Clorofila CarotenóidesDocumento6 páginasCromatografia Clorofila CarotenóidesAlef CletoAinda não há avaliações
- Determinacion de PH y Acidez Procesos 3Documento14 páginasDeterminacion de PH y Acidez Procesos 3DavidArocutipaCoaquiraAinda não há avaliações
- Cronograma de Laboratório de QuímicaDocumento49 páginasCronograma de Laboratório de QuímicaAwdrey VasconcelosAinda não há avaliações
- Equipamentos elétricos para áreas classificadasDocumento29 páginasEquipamentos elétricos para áreas classificadasmiltonoliveira214Ainda não há avaliações
- Manutenção de aquecedores a gásDocumento53 páginasManutenção de aquecedores a gásIvanline Albuquerque85% (13)
- Ensaios Mecâanicos - IntroduçãoDocumento24 páginasEnsaios Mecâanicos - IntroduçãoMarcos FariaAinda não há avaliações
- 28 PE Projetos de FerramentasDocumento189 páginas28 PE Projetos de FerramentasFlavio Correa100% (2)
- NR-13 Segurança operação unidades processoDocumento363 páginasNR-13 Segurança operação unidades processoJoao Tadeu HipolitoAinda não há avaliações
- FISPQ Graxa de CavidadeDocumento10 páginasFISPQ Graxa de CavidadeDione SilveiraAinda não há avaliações
- Bioquímica ClínicaDocumento194 páginasBioquímica ClínicaThiago Laurindo 2Ainda não há avaliações
- Calculos QuimicosDocumento13 páginasCalculos QuimicosLaudyson J B AraújoAinda não há avaliações
- COMBUSTIVEISDocumento2 páginasCOMBUSTIVEISLucas PontesAinda não há avaliações
- Cap11 12 13Documento23 páginasCap11 12 13Fatima Maria Alves LinoAinda não há avaliações