Você também pode gostar
- Relatório de Visita TécnicaDocumento24 páginasRelatório de Visita TécnicaCassia Mange100% (1)
- Desmonte Hidraulico - TRABALHODocumento20 páginasDesmonte Hidraulico - TRABALHOKharen lacerda100% (2)
- Relatório de Fundição em Areia VerdeDocumento12 páginasRelatório de Fundição em Areia VerdeFabrício Silva Do AmaralAinda não há avaliações
- Cartilha Seu Fossina PDFDocumento9 páginasCartilha Seu Fossina PDFVINICIUS OSLAinda não há avaliações
- Processo de Moldagem e Fundição em Areia VerdeDocumento13 páginasProcesso de Moldagem e Fundição em Areia Verdeluciano760994Ainda não há avaliações
- Relatório 4 - Fundição em CascaDocumento20 páginasRelatório 4 - Fundição em CascaLeonan SacchiAinda não há avaliações
- 3 Entrou Areia Na FundicaoDocumento14 páginas3 Entrou Areia Na FundicaoAriel da Silva FreitasAinda não há avaliações
- SENAI - Slides Prontos Projeto Integrador - MarcosDocumento35 páginasSENAI - Slides Prontos Projeto Integrador - MarcosclaudineyaraujoAinda não há avaliações
- Aula 11 Processos de Moldagem e Macharia em Areias Ligadas QuimicamenteDocumento14 páginasAula 11 Processos de Moldagem e Macharia em Areias Ligadas QuimicamenteAndrew WelchAinda não há avaliações
- Trabalho de Fundição - Senai - EixoDocumento9 páginasTrabalho de Fundição - Senai - EixoFelipeSantiagoAinda não há avaliações
- Relatório Moldagem PlenaDocumento15 páginasRelatório Moldagem PlenaRafael FariaAinda não há avaliações
- Processo de Fabricação - Vol, 01 - Cap. 03Documento15 páginasProcesso de Fabricação - Vol, 01 - Cap. 03WaydsonAinda não há avaliações
- Artigo Telha Santa InesDocumento16 páginasArtigo Telha Santa InesAdílio Lira CamposAinda não há avaliações
- Workshop Acadêmico - Shell MoldingDocumento10 páginasWorkshop Acadêmico - Shell MoldingvizonanAinda não há avaliações
- FundiçãoDocumento2 páginasFundiçãoPiero FioriAinda não há avaliações
- Relatório Visita Tecnica - UNIFAPI - Grupo MarcosDocumento10 páginasRelatório Visita Tecnica - UNIFAPI - Grupo MarcosMarcos WandersonAinda não há avaliações
- FundiçãoDocumento20 páginasFundiçãorenatobevAinda não há avaliações
- Relatório 1 - Moldagem em Areia Verde + IntroduçãoDocumento17 páginasRelatório 1 - Moldagem em Areia Verde + IntroduçãoLeonardo XavierAinda não há avaliações
- Moldagem em AreiaDocumento5 páginasMoldagem em AreiaPedro CardosoAinda não há avaliações
- Relatório - Visita À PolimixDocumento7 páginasRelatório - Visita À PolimixLuska SnowAinda não há avaliações
- Case - Técnico - CAVA DA MINA DO SOCORRODocumento2 páginasCase - Técnico - CAVA DA MINA DO SOCORROGuilherme BrambillaAinda não há avaliações
- FUNDIÇÂO EM CASCA (Shell Molding)Documento40 páginasFUNDIÇÂO EM CASCA (Shell Molding)Eduardo Oliveira Queiroz0% (1)
- CONFORMAÇÃO MECAN. - Extrusão e TrefilaçDocumento11 páginasCONFORMAÇÃO MECAN. - Extrusão e TrefilaçivoAinda não há avaliações
- Livro FundiçãoDocumento52 páginasLivro FundiçãoRomero Lopes50% (2)
- RotomoldagemDocumento55 páginasRotomoldagemRafael Bruxel67% (3)
- Relatório de FundiçãoDocumento3 páginasRelatório de FundiçãoIsadora SiqueiraAinda não há avaliações
- Trabalho de IECDocumento9 páginasTrabalho de IECAdam SkillerAinda não há avaliações
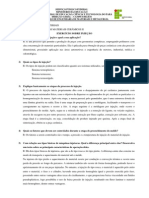
- Exercício Sobre Injeção - CerâmicosDocumento9 páginasExercício Sobre Injeção - CerâmicosFabrício SouzaAinda não há avaliações
- Produção Limpa - CimentoDocumento24 páginasProdução Limpa - CimentoprilcdAinda não há avaliações
- Estudo de Caso - Carvão MineralDocumento83 páginasEstudo de Caso - Carvão MineralAndrezaMoraisAinda não há avaliações
- Dimensionamento de Sistema de Drenagem Aplicado A Uma Mina de Extração de Areia - Carlos Da MataDocumento37 páginasDimensionamento de Sistema de Drenagem Aplicado A Uma Mina de Extração de Areia - Carlos Da MataLucasAinda não há avaliações
- Relatório de Visita À CerâmicaDocumento5 páginasRelatório de Visita À CerâmicaLucas SilvaAinda não há avaliações
- Processo Shell.Documento5 páginasProcesso Shell.Leonardo WerneckAinda não há avaliações
- Aula 7 - Processos de Fundição em Moldes PerdidosDocumento31 páginasAula 7 - Processos de Fundição em Moldes PerdidosAdilho SouzaAinda não há avaliações
- ApostilaDocumento155 páginasApostilaFilipe AzevedoAinda não há avaliações
- Trabalho Licenciatura PDFDocumento49 páginasTrabalho Licenciatura PDFFernando Jorge0% (1)
- Aula 02 - Lingotamento e FundiçãoDocumento112 páginasAula 02 - Lingotamento e FundiçãoManolo GipielaAinda não há avaliações
- Fundiçâo em CascaDocumento35 páginasFundiçâo em CascaLeonardo LuizAinda não há avaliações
- Tecnologia de Lavra e Beneficiamento de Rochas OrnamentaisDocumento52 páginasTecnologia de Lavra e Beneficiamento de Rochas OrnamentaisMaria Dorcas Massa MassaAinda não há avaliações
- Relatório Fundição P1Documento7 páginasRelatório Fundição P1Alex MacabuAinda não há avaliações
- FundiçãoDocumento19 páginasFundiçãoOFF_1973Ainda não há avaliações
- Análise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaDocumento6 páginasAnálise Dos Processos de Conormação Envolvidos Na Fabricação de Chave FixaBruno LimaAinda não há avaliações
- Relatório Técnico MafrenseDocumento16 páginasRelatório Técnico MafrenseDaniella AndradeAinda não há avaliações
- Relatório IDocumento3 páginasRelatório IJoão PauloAinda não há avaliações
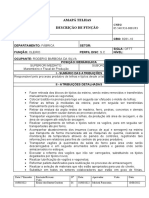
- Descrição de Cargos - OleiroDocumento2 páginasDescrição de Cargos - OleiroElaine CardosoAinda não há avaliações
- Materiais Cerâmicos 1Documento9 páginasMateriais Cerâmicos 1Emmanoel CardosoAinda não há avaliações
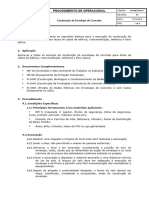
- PO-RECAP 07-Rev 01Documento4 páginasPO-RECAP 07-Rev 01messias.messiAinda não há avaliações
- Aula 6 - Processos de Fundição ShellDocumento24 páginasAula 6 - Processos de Fundição ShellWilliam MonteiroAinda não há avaliações
- Estufas AgrícolasDocumento21 páginasEstufas AgrícolasLuis MatiasAinda não há avaliações
- Logística de Alimentação de Materiais e Mão de Obra Na Construção de 1Documento17 páginasLogística de Alimentação de Materiais e Mão de Obra Na Construção de 1Edgar TischerAinda não há avaliações
- Materiasi CeramicosDocumento12 páginasMateriasi CeramicosDe Paula ManutencaoAinda não há avaliações
- Lista 1 Anna Celia Maggi e Breno LeonhardtDocumento5 páginasLista 1 Anna Celia Maggi e Breno LeonhardtRodrigo Justi100% (1)
- Panela de BarroDocumento33 páginasPanela de BarroSandro EstevesAinda não há avaliações
- IV - Relatório de EstágioDocumento9 páginasIV - Relatório de EstágioKilino CarvalhoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisNo EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisAinda não há avaliações
- Ensaios Experimentais para Definição do Modelo de Cap – Colapso de PorosNo EverandEnsaios Experimentais para Definição do Modelo de Cap – Colapso de PorosAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Manutenção de Vias em Minas a Céu Aberto: e suas relações causaisNo EverandManutenção de Vias em Minas a Céu Aberto: e suas relações causaisAinda não há avaliações