Você também pode gostar
- Relatório da visita à fábrica de blocos cerâmicos PauluzziDocumento12 páginasRelatório da visita à fábrica de blocos cerâmicos PauluzzijuliofeltesAinda não há avaliações
- Influência Da Queima Rapida Com Utilização de Fornos Monocanais Nas Propriedades Da Ceramica VermelhaDocumento4 páginasInfluência Da Queima Rapida Com Utilização de Fornos Monocanais Nas Propriedades Da Ceramica VermelhaRomulo MatheusAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Estudo da produção e qualidade de telhas na região do Vale do PindaréDocumento16 páginasEstudo da produção e qualidade de telhas na região do Vale do PindaréAdílio Lira CamposAinda não há avaliações
- ECOPLACA - Rademora, Realino, Sueden, Stanley, ThayaneDocumento7 páginasECOPLACA - Rademora, Realino, Sueden, Stanley, ThayaneThayane BarreiraAinda não há avaliações
- Uso sustentável de resíduos da indústria da celulose em clínquer e argamassasDocumento152 páginasUso sustentável de resíduos da indústria da celulose em clínquer e argamassasAartiAinda não há avaliações
- TOLEDO, A. NETO, M. - Ladrilho Hidráulico, História e Tecnologia de Um Material de Construção SustentávelDocumento8 páginasTOLEDO, A. NETO, M. - Ladrilho Hidráulico, História e Tecnologia de Um Material de Construção SustentávelGabriel MadrugaAinda não há avaliações
- Trabalho CeramicaDocumento7 páginasTrabalho CeramicaThacilla Ingrid MenezesAinda não há avaliações
- Processo de fabricação de tijolosDocumento3 páginasProcesso de fabricação de tijolosElvis BonyekeAinda não há avaliações
- Faculdade de Engenharia de Sorocaba e Tijolo EcológicoDocumento14 páginasFaculdade de Engenharia de Sorocaba e Tijolo EcológicoMarcos SilvaAinda não há avaliações
- 2014 Eve JcsalesDocumento12 páginas2014 Eve JcsalesMarco SantosAinda não há avaliações
- Trabalho materiais 2Documento5 páginasTrabalho materiais 2Suelen WillersAinda não há avaliações
- Trabalho Sobre Tijolos e BlocosDocumento23 páginasTrabalho Sobre Tijolos e Blocosedivaldo jambaAinda não há avaliações
- Relatorio de Visita A Ceramica - 105312Documento11 páginasRelatorio de Visita A Ceramica - 105312Denilson Vampa EMAinda não há avaliações
- Desempenho Térmico TAIPADocumento116 páginasDesempenho Térmico TAIPALuciana PintoAinda não há avaliações
- Caracterização de argila através de ensaios preliminaresDocumento27 páginasCaracterização de argila através de ensaios preliminaresNeimar Topanotti DagostinAinda não há avaliações
- Novas Tecnologias em CerâmicaDocumento7 páginasNovas Tecnologias em CerâmicaEstefano João Ângelo GermanoAinda não há avaliações
- Visita técnica a olaria, lixão e cerâmicaDocumento6 páginasVisita técnica a olaria, lixão e cerâmicaSophia Hellen Batista da CunhaAinda não há avaliações
- Ciufla 2014Documento1 páginaCiufla 2014marcelo.bahuti2Ainda não há avaliações
- Produção de tijolos por auto-queimaDocumento8 páginasProdução de tijolos por auto-queimaVanessa PaliaresAinda não há avaliações
- Caracterização Lamas ETADocumento91 páginasCaracterização Lamas ETAManuelAinda não há avaliações
- Pré ProjetoDocumento8 páginasPré ProjetoVinicius DundiAinda não há avaliações
- Trabalho Teórico de Física 2Documento6 páginasTrabalho Teórico de Física 2Verônica ReinosoAinda não há avaliações
- Produção limpa do cimentoDocumento24 páginasProdução limpa do cimentoprilcdAinda não há avaliações
- Porcelanato: Trabalho de PesquisaDocumento7 páginasPorcelanato: Trabalho de PesquisaNdavamby Rogério MachavaAinda não há avaliações
- Construção sustentável com tijolos de garrafas PETDocumento3 páginasConstrução sustentável com tijolos de garrafas PETguinho_pnAinda não há avaliações
- artigo de adiçao de bagaço de canaDocumento10 páginasartigo de adiçao de bagaço de canamariaeloizesiqueirabarbosaAinda não há avaliações
- Processo de fabricação de blocos cerâmicos na Cerâmica Lagoa do PeixeDocumento7 páginasProcesso de fabricação de blocos cerâmicos na Cerâmica Lagoa do PeixeMatheus AmorimAinda não há avaliações
- Sinterização de Cerâmica Vermelha Da Região de Prudentópolis, PRDocumento4 páginasSinterização de Cerâmica Vermelha Da Região de Prudentópolis, PRCarlosAlbertoFrançaJr.Ainda não há avaliações
- Teste da caixa para solo cimentoDocumento17 páginasTeste da caixa para solo cimentofelipe prestesAinda não há avaliações
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisNo EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisAinda não há avaliações
- Construindo com tijolos ecológicosDocumento1 páginaConstruindo com tijolos ecológicospablojssantosAinda não há avaliações
- Argila calcinada no cimentoDocumento91 páginasArgila calcinada no cimentoGabriel MartinsAinda não há avaliações
- Produção sustentável de blocos com resíduosDocumento212 páginasProdução sustentável de blocos com resíduosAdilson Rodrigues RosaAinda não há avaliações
- Universidade Federal Do Pará Campus Universitário de Ananindeua Faculdade Engenharia de MateriaisDocumento11 páginasUniversidade Federal Do Pará Campus Universitário de Ananindeua Faculdade Engenharia de MateriaisAna Paula SouzaAinda não há avaliações
- Tijolos e Blocos Cerâmicos: Origem, Evolução e Aplicações na Construção CivilDocumento25 páginasTijolos e Blocos Cerâmicos: Origem, Evolução e Aplicações na Construção CivilRoverson Romão De OuroAinda não há avaliações
- Relatório Trabalho1 - TelhasDocumento20 páginasRelatório Trabalho1 - TelhasJoao BatalhaAinda não há avaliações
- Relatório de Visita TécnicaDocumento24 páginasRelatório de Visita TécnicaCassia Mange100% (1)
- Materiasi CeramicosDocumento12 páginasMateriasi CeramicosDe Paula ManutencaoAinda não há avaliações
- artigo difusividadeDocumento10 páginasartigo difusividadeludokellypAinda não há avaliações
- Reciclagem de resíduos para argamassasDocumento7 páginasReciclagem de resíduos para argamassasjca_netoAinda não há avaliações
- Republica de AngolaDocumento7 páginasRepublica de Angolasamueltsuesu6Ainda não há avaliações
- T1 PqiDocumento10 páginasT1 PqiIsabela CoutinhoAinda não há avaliações
- Técnicas Cerâmica Artística - Florencia Bustos Ramos de BritoDocumento5 páginasTécnicas Cerâmica Artística - Florencia Bustos Ramos de BritoSheila de SouzaAinda não há avaliações
- Pré ProjetoDocumento15 páginasPré ProjetoShirley MoreiraAinda não há avaliações
- Celestino P.H.M. - Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como AgregadoDocumento212 páginasCelestino P.H.M. - Produção de Blocos de Concreto em Obra Com Utilização de Resíduo Cimentício Como AgregadoPedro Henrique Monteiro Celestino0% (1)
- Faculdade Pitágoras de São LuísDocumento11 páginasFaculdade Pitágoras de São LuísFilipe CostaAinda não há avaliações
- Fabricação de panela de barroDocumento14 páginasFabricação de panela de barroAnatercia Dinis BangoAinda não há avaliações
- Yurca Projeto IntegradoDocumento15 páginasYurca Projeto IntegradoEliseuAinda não há avaliações
- 19-Materiais CerâmicaDocumento15 páginas19-Materiais Cerâmicabrunotec23Ainda não há avaliações
- Relatório de visita técnica à fábrica de blocos cerâmicos PauluzziDocumento7 páginasRelatório de visita técnica à fábrica de blocos cerâmicos PauluzziAdriel KleringAinda não há avaliações
- Influencia de Aditivos e Da TemperaturaDocumento8 páginasInfluencia de Aditivos e Da TemperaturaJulioCesarSallesAinda não há avaliações
- Desenvolvimento de Massas de Tamponamento A Base de Material Refratário E Alumina para Vedação de Furos de Corrida de Fornos de ReduçãoDocumento13 páginasDesenvolvimento de Massas de Tamponamento A Base de Material Refratário E Alumina para Vedação de Furos de Corrida de Fornos de ReduçãoeduardoAinda não há avaliações
- Produção de carvão vegetal em fornos verticaisDocumento8 páginasProdução de carvão vegetal em fornos verticaismsbarcio4433Ainda não há avaliações
- Tese Alcidio Pinheiro Ribeiro-DesbloqueadoDocumento142 páginasTese Alcidio Pinheiro Ribeiro-DesbloqueadoCândido LelisAinda não há avaliações
- Processos de fabricação de celulose e papelDocumento24 páginasProcessos de fabricação de celulose e papelJosué Campos100% (1)
- Construção de estufa sustentável para cultivo de alimentos na escolaDocumento12 páginasConstrução de estufa sustentável para cultivo de alimentos na escolaNicole MendesAinda não há avaliações
- Artigo_revestimento panelasDocumento105 páginasArtigo_revestimento panelasMay A. RAinda não há avaliações
- Efeito de altas temperaturas no concretoDocumento0 páginaEfeito de altas temperaturas no concretoPaulo RobertoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Pibic 2019Documento32 páginasPibic 2019Lucas SilvaAinda não há avaliações
- Livro Py PDFDocumento384 páginasLivro Py PDFJosaphat GouveiaAinda não há avaliações
- Concret A GemDocumento16 páginasConcret A GemRodrigo FonsecaAinda não há avaliações
- Delineamento ExperimentalDocumento43 páginasDelineamento ExperimentalLucas SilvaAinda não há avaliações
- FormasDocumento15 páginasFormasLucas SilvaAinda não há avaliações
- Materiais Avançados FinalDocumento22 páginasMateriais Avançados FinalLucas SilvaAinda não há avaliações
- Trabalho 4.1Documento1 páginaTrabalho 4.1Lucas SilvaAinda não há avaliações
- Rela 2Documento13 páginasRela 2Lucas SilvaAinda não há avaliações
- Rela 1Documento13 páginasRela 1Lucas SilvaAinda não há avaliações
- Física IV - Exp.1Documento11 páginasFísica IV - Exp.1Marcos SantosAinda não há avaliações
- Ferramentas essenciais para eletricistasDocumento3 páginasFerramentas essenciais para eletricistasHeloisa RomãoAinda não há avaliações
- Sumariospnmgulsumariospdf23o20sumario PDFDocumento96 páginasSumariospnmgulsumariospdf23o20sumario PDFpedro manjarres figueredoAinda não há avaliações
- Guia Corrimão DuploDocumento12 páginasGuia Corrimão DuploAndre VidalAinda não há avaliações
- Resenha Sobre ValsinerDocumento3 páginasResenha Sobre Valsinerveridiana_205804362Ainda não há avaliações
- Plano de Aula Geo7 07und02Documento15 páginasPlano de Aula Geo7 07und02Cristian Chaves RodriguesAinda não há avaliações
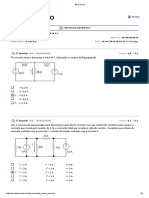
- Circuito Elétrico Simulado 2Documento3 páginasCircuito Elétrico Simulado 2mlcsdrAinda não há avaliações
- Garrafa Térmica Arabic Classhome 1 Litro - BrancoDocumento3 páginasGarrafa Térmica Arabic Classhome 1 Litro - Brancodaysa joanita dos santos souzaAinda não há avaliações
- Relatório parcial de Psicologia ExperimentalDocumento16 páginasRelatório parcial de Psicologia ExperimentalGEOVANA RISSATO GARCIAAinda não há avaliações
- Prova 1 - Agressão e DefesaDocumento8 páginasProva 1 - Agressão e DefesaLoghan Felipe Ferreira SouzaAinda não há avaliações
- Formação do solo e seus fatoresDocumento8 páginasFormação do solo e seus fatoresDouglas AlexandreAinda não há avaliações
- As 10 Novas Habilidades para o Trabalho PDFDocumento5 páginasAs 10 Novas Habilidades para o Trabalho PDFFabrício ZandonáAinda não há avaliações
- ENEM Simulado de Matemática BásicaDocumento14 páginasENEM Simulado de Matemática BásicaLorena Marcelino100% (1)
- SerDocumento8 páginasSerDiego BeckAinda não há avaliações
- Catálogo de Acessórios AutomotivosDocumento12 páginasCatálogo de Acessórios AutomotivosNando StremelAinda não há avaliações
- AfmszezecinskiDocumento159 páginasAfmszezecinskiKarian LeaoAinda não há avaliações
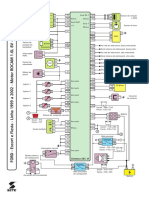
- FORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VIDocumento1 páginaFORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VICristianoAinda não há avaliações
- Shadowrun - Seattle SourcebookDocumento2 páginasShadowrun - Seattle SourcebookMurillo Odani de OliveiraAinda não há avaliações
- Gazeta de AustinDocumento8 páginasGazeta de AustinAndre de SouzaAinda não há avaliações
- Flash Card - PediatriaDocumento9 páginasFlash Card - PediatriaADRIANA VIEIRA ALVARENGAAinda não há avaliações
- Avaliar a caminhada da catequeseDocumento13 páginasAvaliar a caminhada da catequeseJoão MeloAinda não há avaliações
- Aula4 2Documento37 páginasAula4 2Lucas AssisAinda não há avaliações
- Vazão e problemas de torneirasDocumento5 páginasVazão e problemas de torneirasNapoleão FreireAinda não há avaliações
- Resumo de Psicofarmacologia da Faculdade Internacional da ParaíbaDocumento6 páginasResumo de Psicofarmacologia da Faculdade Internacional da ParaíbaAphrouddy (Koi Ni Furu)Ainda não há avaliações
- Pcmso - Log Brasil - 2021Documento31 páginasPcmso - Log Brasil - 2021David Augusto0% (1)
- Classificação Climática B.m.aDocumento1 páginaClassificação Climática B.m.aRoberta FreireAinda não há avaliações
- NIT Dicap 1 - 03Documento10 páginasNIT Dicap 1 - 03xeseAinda não há avaliações
- As colunas na Maçonaria: significado simbólicoDocumento7 páginasAs colunas na Maçonaria: significado simbólicoFranciano Vieira Pires100% (1)
- Oncocercose em animais: revisão de aspectos clínicosDocumento19 páginasOncocercose em animais: revisão de aspectos clínicosSaulo DuckyAinda não há avaliações
- Os Fatores de Localização e Distribuição Das IndústriasDocumento37 páginasOs Fatores de Localização e Distribuição Das IndústriasL Antonio Savino Athayde100% (1)
- Caracterização funcional da vegetação da Barra da TijucaDocumento56 páginasCaracterização funcional da vegetação da Barra da TijucaJoão MouraAinda não há avaliações