Você também pode gostar
- Manual Técnico K4M - TRADUZIDO - PTDocumento78 páginasManual Técnico K4M - TRADUZIDO - PTJoaoTiagoMendonça86% (51)
- Tubulações industriais: classificação de tubos, acessórios e válvulasDocumento121 páginasTubulações industriais: classificação de tubos, acessórios e válvulasEdivaldo Junior100% (1)
- Apostila QueimadoresDocumento64 páginasApostila QueimadoresIsa Fernanda100% (1)
- Exercício Métodos de Lavra À Céu AbertoDocumento6 páginasExercício Métodos de Lavra À Céu AbertoRaulim Galvao100% (3)
- Circuito Geradores de Alta TensãoDocumento7 páginasCircuito Geradores de Alta TensãoEdmilson Oliveira100% (1)
- FornosDocumento27 páginasFornosmariaAinda não há avaliações
- Seção - 4 - Descrição Da CaldeiraDocumento38 páginasSeção - 4 - Descrição Da CaldeirathamirislopesAinda não há avaliações
- Sinterização de minério de ferroDocumento44 páginasSinterização de minério de ferroRebecca DiasAinda não há avaliações
- Alto Forno, Área de Corridas e Equipamentos (USIMINAS)Documento21 páginasAlto Forno, Área de Corridas e Equipamentos (USIMINAS)renato1martinsAinda não há avaliações
- Catalogo Sensor Lambda PDFDocumento54 páginasCatalogo Sensor Lambda PDFWesley Gao100% (1)
- Processo Siderurgia ReduçãoDocumento190 páginasProcesso Siderurgia ReduçãoRezende JulioAinda não há avaliações
- Dieta de aves de rapina em cativeiroDocumento5 páginasDieta de aves de rapina em cativeiroWilliane PereiraAinda não há avaliações
- Cementação a vácuo: processos de fabricaçãoDocumento19 páginasCementação a vácuo: processos de fabricaçãoMario Carvalho JuniorAinda não há avaliações
- Influência da umidade no processo de pelotizaçãoDocumento76 páginasInfluência da umidade no processo de pelotizaçãoariltonmeirelesAinda não há avaliações
- Técnicas de Carburação em Fornos Rotativos A Óleo de Xisto e Gás Natural para A Produção de Ferros FundidosDocumento12 páginasTécnicas de Carburação em Fornos Rotativos A Óleo de Xisto e Gás Natural para A Produção de Ferros Fundidosmarcotulio123Ainda não há avaliações
- Reciclagem de resíduos siderúrgicos via sinterizaçãoDocumento9 páginasReciclagem de resíduos siderúrgicos via sinterizaçãomaik_valentimAinda não há avaliações
- MEMORIAL - REATOR DE PIRÓLISEDocumento24 páginasMEMORIAL - REATOR DE PIRÓLISERenata HolzAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
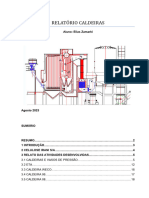
- RELATÓRIODocumento41 páginasRELATÓRIOeliaszamarkiAinda não há avaliações
- Gaseificação e Energia de BiomassaDocumento9 páginasGaseificação e Energia de BiomassaRafik JúniorAinda não há avaliações
- Altura Da Frente de Combustão-Processo de Aglomeração de MinériosDocumento11 páginasAltura Da Frente de Combustão-Processo de Aglomeração de MinériosGeraldo LimaAinda não há avaliações
- PROCESSO DE PELOTIZAÇÃO 2003 - Luciano Martins Da Silva PDFDocumento76 páginasPROCESSO DE PELOTIZAÇÃO 2003 - Luciano Martins Da Silva PDFkassiak13Ainda não há avaliações
- Trabalho Processos Especiais de FabricaçãoDocumento16 páginasTrabalho Processos Especiais de FabricaçãoDIovanicrestaniAinda não há avaliações
- Análise do desempenho de adensamento de massas refratáriasDocumento8 páginasAnálise do desempenho de adensamento de massas refratáriasJelcio SoitoAinda não há avaliações
- Processos de aglomeração de minério de ferroDocumento186 páginasProcessos de aglomeração de minério de ferroRezende JulioAinda não há avaliações
- Produção de aço: das matérias-primas ao produto finalDocumento15 páginasProdução de aço: das matérias-primas ao produto finalPablo LucchesiAinda não há avaliações
- Steam Cracking e Fornos de PiróliseDocumento4 páginasSteam Cracking e Fornos de PiróliseNobody GonnaknowAinda não há avaliações
- PelotizaçãoDocumento10 páginasPelotizaçãobolivar666Ainda não há avaliações
- UntitledDocumento12 páginasUntitledANDRE LUIS BRITO BAPTISTAAinda não há avaliações
- Descrição Geral Do Sistema de Pirólise Anaeróbica - Jun17Documento20 páginasDescrição Geral Do Sistema de Pirólise Anaeróbica - Jun17Franco CalheiraAinda não há avaliações
- Pré ProjetoDocumento15 páginasPré ProjetoShirley MoreiraAinda não há avaliações
- Purificação de salmoura através de eletrocoagulação e filtração membranarDocumento30 páginasPurificação de salmoura através de eletrocoagulação e filtração membranarAdriana PopuiacAinda não há avaliações
- Aglomeracao Desaguamento e Tratamento Unidade IIDocumento19 páginasAglomeracao Desaguamento e Tratamento Unidade IICamila NevesAinda não há avaliações
- Estudo Da Retrogressão de Pastas CimentantesDocumento7 páginasEstudo Da Retrogressão de Pastas CimentantesRamón RamalhoAinda não há avaliações
- Novas Tecnologias em CerâmicaDocumento7 páginasNovas Tecnologias em CerâmicaEstefano João Ângelo GermanoAinda não há avaliações
- Alto Forno - Carvao VegetalDocumento16 páginasAlto Forno - Carvao VegetalÍcaro Cazé NunesAinda não há avaliações
- Pirolise e Torrefacao de BiomassaDocumento27 páginasPirolise e Torrefacao de BiomassaGlene HenriqueAinda não há avaliações
- Fornos Fundição UNIFACSDocumento20 páginasFornos Fundição UNIFACSSivlezAinda não há avaliações
- Análise Imediata Do Carvão VegetalDocumento8 páginasAnálise Imediata Do Carvão VegetalCésar Gomes de SouzaAinda não há avaliações
- Têmpera de Aço Sae 1045 Utilizando Diferentes Meios de ResfriamentoDocumento8 páginasTêmpera de Aço Sae 1045 Utilizando Diferentes Meios de ResfriamentoMarcos Antônio MartinsAinda não há avaliações
- Produção de tijolos por auto-queimaDocumento8 páginasProdução de tijolos por auto-queimaVanessa PaliaresAinda não há avaliações
- Processos de obtenção do acetilenoDocumento12 páginasProcessos de obtenção do acetilenoDébora A. AlmeidaAinda não há avaliações
- RELATÓRIO - Conformação Plástica Materiais CerâmicosDocumento14 páginasRELATÓRIO - Conformação Plástica Materiais CerâmicosAna RitaAinda não há avaliações
- P1 PqiiDocumento9 páginasP1 PqiiCarolyne AguilarAinda não há avaliações
- Formação e manutenção da colagem na zona de sinterizaçãoDocumento14 páginasFormação e manutenção da colagem na zona de sinterizaçãothaisAinda não há avaliações
- Influência Da Queima Rapida Com Utilização de Fornos Monocanais Nas Propriedades Da Ceramica VermelhaDocumento4 páginasInfluência Da Queima Rapida Com Utilização de Fornos Monocanais Nas Propriedades Da Ceramica VermelhaRomulo MatheusAinda não há avaliações
- Produção de carvão vegetal em fornos verticaisDocumento8 páginasProdução de carvão vegetal em fornos verticaismsbarcio4433Ainda não há avaliações
- Tratamento efluentes cimentoDocumento21 páginasTratamento efluentes cimentoGabriel Amaral0% (2)
- Projeto Integrador DeivinhoDocumento17 páginasProjeto Integrador DeivinhoeduardoAinda não há avaliações
- Processo de Produção Do Cimento Tipo PortlandDocumento32 páginasProcesso de Produção Do Cimento Tipo PortlandJosé Carlos Medeiros Vieira100% (1)
- Ensaio de Cementação SuperficialDocumento13 páginasEnsaio de Cementação SuperficialPaulo Mirabelli100% (1)
- Processo Produtivo da CalDocumento18 páginasProcesso Produtivo da CalCícero MedeirosAinda não há avaliações
- Ativação de CarvãoDocumento6 páginasAtivação de Carvãojoao vitorAinda não há avaliações
- Relatório de visita técnica à cerâmica São Bento descreve processo de fabricação de tijolosDocumento5 páginasRelatório de visita técnica à cerâmica São Bento descreve processo de fabricação de tijolosLucas SilvaAinda não há avaliações
- f93590680 Capa Apostilas Nível Básico - CDRDocumento54 páginasf93590680 Capa Apostilas Nível Básico - CDRRoni BrandtAinda não há avaliações
- 19-Materiais CerâmicaDocumento15 páginas19-Materiais Cerâmicabrunotec23Ainda não há avaliações
- Forno cadinho para fundiçãoDocumento18 páginasForno cadinho para fundiçãoFrancisco MatamboAinda não há avaliações
- IQB Aula #7cracking Catalitico 23 - 24 REVISTODocumento71 páginasIQB Aula #7cracking Catalitico 23 - 24 REVISTOmartaAinda não há avaliações
- Aditivos para BPF reduzem formação de escória em caldeirasDocumento4 páginasAditivos para BPF reduzem formação de escória em caldeirasEdson José SantosAinda não há avaliações
- Tratamento Termico TemperaDocumento15 páginasTratamento Termico TemperalamarckederAinda não há avaliações
- Protocolo - Briquetes de Finos de Carvao VegetalDocumento11 páginasProtocolo - Briquetes de Finos de Carvao VegetalAlmerindoArmandoMansoAinda não há avaliações
- Pavimentação Asfáltica: Aplicação Direta e InvertidaDocumento21 páginasPavimentação Asfáltica: Aplicação Direta e InvertidaJéssyca LafaieteAinda não há avaliações
- Gaseificação e Energia da BiomassaDocumento10 páginasGaseificação e Energia da BiomassaRafik JúniorAinda não há avaliações
- IBP0468 05 GN Ceramica Vermelha UFSCDocumento6 páginasIBP0468 05 GN Ceramica Vermelha UFSCMarcelo CaetanoAinda não há avaliações
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Energia Nuclear: Geração e Impactos emDocumento22 páginasEnergia Nuclear: Geração e Impactos emEdgarSouzaAinda não há avaliações
- Megafuge 16Documento28 páginasMegafuge 16ray_limaaAinda não há avaliações
- EPX Engenharia oferece solução fotovoltaicaDocumento10 páginasEPX Engenharia oferece solução fotovoltaicaGabriel AlvesAinda não há avaliações
- Apostila de Irrigacao UFRGSDocumento56 páginasApostila de Irrigacao UFRGSDario PrataAinda não há avaliações
- Exp09 RC RLDocumento3 páginasExp09 RC RLjorgewattesAinda não há avaliações
- T 34Documento6 páginasT 34Guilherme Figueiredo0% (1)
- 1701719313728+TCC 1 EdieneDocumento10 páginas1701719313728+TCC 1 EdienemurilodesalesfAinda não há avaliações
- Guia de Contatores SIRIUS - Tripolares, Auxiliares e AcessóriosDocumento1 páginaGuia de Contatores SIRIUS - Tripolares, Auxiliares e AcessórioswsmeyerAinda não há avaliações
- Forças elétricas e Lei de CoulombDocumento10 páginasForças elétricas e Lei de CoulombAlícia SofiaAinda não há avaliações
- Curso CDCPDocumento3 páginasCurso CDCPGustavo SantosAinda não há avaliações
- Folgas Das Válvulas Do Motor - Inspeção-Ajuste (RENR9965) C4.4 4441Documento5 páginasFolgas Das Válvulas Do Motor - Inspeção-Ajuste (RENR9965) C4.4 4441carlos.paranhosAinda não há avaliações
- Balistica Forense Aplicada Mod 4Documento2 páginasBalistica Forense Aplicada Mod 4Manoel MessiasAinda não há avaliações
- Hidrometalurgia: Lixiviação de MetaisDocumento43 páginasHidrometalurgia: Lixiviação de MetaisJoão Lucas Barros0% (1)
- Como funciona o sistema MultiAir de controle de admissão de arDocumento17 páginasComo funciona o sistema MultiAir de controle de admissão de arPaloma Neves LadeiraAinda não há avaliações
- Construa seu próprio amplificador de som por menos de R$100Documento11 páginasConstrua seu próprio amplificador de som por menos de R$100avilamilAinda não há avaliações
- Relatorio de Comissionamento - TS1670857198450Documento2 páginasRelatorio de Comissionamento - TS1670857198450Luis Miranda100% (1)
- Retificação Decreto Solenerge AçoresDocumento1 páginaRetificação Decreto Solenerge AçoresRUIALMEIDASAAinda não há avaliações
- Ficha Cadastral ImprimirDocumento1 páginaFicha Cadastral ImprimirAlexandre Cardoso KatesAinda não há avaliações
- Curto-circuito em sistema 8 barrasDocumento32 páginasCurto-circuito em sistema 8 barrasvadinhoteixeiraAinda não há avaliações
- Instruções de Manutenção W200Documento80 páginasInstruções de Manutenção W200Danilo mendes100% (2)
- Energias renováveis e não renováveisDocumento2 páginasEnergias renováveis e não renováveisEmanuelli PiresAinda não há avaliações
- Experimento 2Documento3 páginasExperimento 2Thalita SantosAinda não há avaliações
- Amplificador de guitarra e baixo com controles de ganho e equalizaçãoDocumento3 páginasAmplificador de guitarra e baixo com controles de ganho e equalizaçãoGerson Watts eletrônicaAinda não há avaliações
- RG 103 - Check List de Inspeção de Segurança - Vasos Sob PressãoDocumento3 páginasRG 103 - Check List de Inspeção de Segurança - Vasos Sob PressãoRomario PereiraAinda não há avaliações