Você também pode gostar
- Análise Comparativa Da Influência Das Características Construtivas de Diferentes Fornos A Vácuo NDocumento9 páginasAnálise Comparativa Da Influência Das Características Construtivas de Diferentes Fornos A Vácuo NCarvalho CarvalhoAinda não há avaliações
- Análise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018No EverandAnálise das tensões em estruturas de concreto devido a variações de temperatura entre os anos de 2009 e 2018Ainda não há avaliações
- Estudo Da Influência Do Tipo de Revenimento em Uma Junta Fixa Do Aço Sae 1050Documento7 páginasEstudo Da Influência Do Tipo de Revenimento em Uma Junta Fixa Do Aço Sae 1050Henrique SouzaAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Tec Man 1 CaldeirariaDocumento6 páginasTec Man 1 Caldeirariamyhsilva778Ainda não há avaliações
- Varetas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioNo EverandVaretas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioAinda não há avaliações
- Lista 4Documento4 páginasLista 4diegoAinda não há avaliações
- Coteq 235Documento10 páginasCoteq 235GilmarAinda não há avaliações
- TCC Engmec Thiago CabralDocumento13 páginasTCC Engmec Thiago CabralviniciusavnAinda não há avaliações
- Theomam ArtDocumento13 páginasTheomam ArtmariliaAinda não há avaliações
- Trocadores de calor: definições, tipos e inspeçãoDocumento22 páginasTrocadores de calor: definições, tipos e inspeçãoRonaldo BalbinoAinda não há avaliações
- Ensaios e Caracterização de Materiais 1020Documento23 páginasEnsaios e Caracterização de Materiais 1020ArasouzaAinda não há avaliações
- Um Exemplo de Aplicação Das Metodologias API 579 e BS 7910Documento23 páginasUm Exemplo de Aplicação Das Metodologias API 579 e BS 7910Hipnox100% (1)
- Cousteau, Artigo 4368 HOLOS Vol 5 2017Documento15 páginasCousteau, Artigo 4368 HOLOS Vol 5 2017Annie C SouzaAinda não há avaliações
- Relatório 2 - Condutividade TérmicaDocumento11 páginasRelatório 2 - Condutividade TérmicaNicole CatharineAinda não há avaliações
- Medição de temperatura em furos de alto-fornoDocumento8 páginasMedição de temperatura em furos de alto-fornoVictor EricAinda não há avaliações
- Tratamento Térmico (AISI 1040)Documento11 páginasTratamento Térmico (AISI 1040)tamiresfrAinda não há avaliações
- Vaso de pressão acoplado ao compressor Schuls Twister CSA 7,8/20 – 1,5 HPDocumento7 páginasVaso de pressão acoplado ao compressor Schuls Twister CSA 7,8/20 – 1,5 HPJordy Mendes100% (3)
- Aço 300M PDFDocumento10 páginasAço 300M PDFPaschoal Villardo VillardoAinda não há avaliações
- 91-Texto Do Artigo em DOC - DOCX-689-1-10-20200429Documento10 páginas91-Texto Do Artigo em DOC - DOCX-689-1-10-20200429Alexandre BelchiorAinda não há avaliações
- NBR 15220-4Documento8 páginasNBR 15220-4Luana Toralles CarbonariAinda não há avaliações
- Manual Térmico TratamentoDocumento5 páginasManual Térmico TratamentoJeronimo AragaoAinda não há avaliações
- Análise de falha por fadiga em punção de aço VC130Documento4 páginasAnálise de falha por fadiga em punção de aço VC130AristidesAinda não há avaliações
- Atividade 4 - Fenômenos de Transporte - 52-2023Documento5 páginasAtividade 4 - Fenômenos de Transporte - 52-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- Projeto Sistemas Térmicos - RevisandoDocumento11 páginasProjeto Sistemas Térmicos - RevisandopedroAinda não há avaliações
- Memorial de Cálculo Projeto de TubulaçõesDocumento12 páginasMemorial de Cálculo Projeto de TubulaçõesHendrius OliveiraAinda não há avaliações
- Determinação experimental do coeficiente de dilatação linearDocumento10 páginasDeterminação experimental do coeficiente de dilatação linearRobson SantosAinda não há avaliações
- MC Içamento Túnel IpocaDocumento8 páginasMC Içamento Túnel IpocaRaphael AmorimAinda não há avaliações
- Apostila Soldagem de Condutos Forçados e Caixas EspiraisDocumento6 páginasApostila Soldagem de Condutos Forçados e Caixas EspiraisJoao DeVitoAinda não há avaliações
- Relatório 6 - Dilatação Linear de Solidos - Data 21-10-2011Documento10 páginasRelatório 6 - Dilatação Linear de Solidos - Data 21-10-2011Levy AlvarengaAinda não há avaliações
- Exercícios Resistência e Falha de MateriaisDocumento8 páginasExercícios Resistência e Falha de MateriaisCaio KuribayashiAinda não há avaliações
- Fornos A ArcoDocumento44 páginasFornos A ArcoJbprofessor BatistaAinda não há avaliações
- Análise Comparativa Tratamentos Térmicos Aço 86Documento6 páginasAnálise Comparativa Tratamentos Térmicos Aço 86Joao Paulo SachettoAinda não há avaliações
- Soldagem em Carga No Gasoduto Bolivia Brasil PDFDocumento8 páginasSoldagem em Carga No Gasoduto Bolivia Brasil PDFRodrigo RodriguesAinda não há avaliações
- Projeto de Iniciação CientíficaDocumento10 páginasProjeto de Iniciação CientíficaGislaini SantosAinda não há avaliações
- Metodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteDocumento8 páginasMetodologia para Cálculo Da Vida Remanescente de Componentes em Usinas Termelétricas de Grande PorteNilsonAinda não há avaliações
- Relatório Ensaio JominyDocumento16 páginasRelatório Ensaio JominyArimatea NettoAinda não há avaliações
- Conhecimentos EspecíficosDocumento6 páginasConhecimentos EspecíficosBrendo Nunes AlcântaraAinda não há avaliações
- Seleção de materiais para trocadores de calorDocumento15 páginasSeleção de materiais para trocadores de calorMarta CardozoAinda não há avaliações
- Relatório 2 - TecMec 2Documento9 páginasRelatório 2 - TecMec 2arthurpbdfAinda não há avaliações
- Aços para Caldeiras e Tubos JoiaDocumento4 páginasAços para Caldeiras e Tubos JoiaAntenor LeonelloAinda não há avaliações
- Apostila AAS-parte 2 (ETAAS)Documento23 páginasApostila AAS-parte 2 (ETAAS)ANA LAYLA CARVALHO DE LIMAAinda não há avaliações
- It.33.rev.05 - Tratamento TermicoDocumento11 páginasIt.33.rev.05 - Tratamento TermicoPhoenixAinda não há avaliações
- Soldagem A Plasma - PAWDocumento17 páginasSoldagem A Plasma - PAWElieser JúnioAinda não há avaliações
- Tensao e Deformação Verdadeira 2Documento18 páginasTensao e Deformação Verdadeira 2lamarckederAinda não há avaliações
- Lista 2 G1Documento18 páginasLista 2 G1Caio Hans Rodrigues Da MattaAinda não há avaliações
- Análise de sistema pneumáticoDocumento6 páginasAnálise de sistema pneumáticoEleno RibeiroAinda não há avaliações
- Comparação do desempenho de trocadores de calor em diferentes configuraçõesDocumento4 páginasComparação do desempenho de trocadores de calor em diferentes configuraçõesPatrick MachadoAinda não há avaliações
- Influência do tungstênio na resistência à fluência da liga 25Cr-35Ni a 980°C e 1100°CDocumento8 páginasInfluência do tungstênio na resistência à fluência da liga 25Cr-35Ni a 980°C e 1100°CWyllton CandidoAinda não há avaliações
- AL CapacidadeDocumento26 páginasAL CapacidadeManuel OliveiraAinda não há avaliações
- Normalização de aço CA-50Documento5 páginasNormalização de aço CA-50Andrey Melo CRAinda não há avaliações
- Processos e ligas ferrosas para tratamento térmico a vácuoDocumento3 páginasProcessos e ligas ferrosas para tratamento térmico a vácuoSebastiao AdrianoAinda não há avaliações
- Uso de Meteriais Cerâmicos para Blindagem e Selagem Térmica de Motores Foguete A Propelente SólidoDocumento8 páginasUso de Meteriais Cerâmicos para Blindagem e Selagem Térmica de Motores Foguete A Propelente SólidoAiderson Oliveira Muniz BarretoAinda não há avaliações
- 10.1 PMT Propriedade Mecânica II ExerciciosDocumento21 páginas10.1 PMT Propriedade Mecânica II ExerciciosIves NascimentoAinda não há avaliações
- Artigo MTII 25.11.13-3Documento27 páginasArtigo MTII 25.11.13-3pedro.luzbiovaporAinda não há avaliações
- Estudo da resistência à tração e dureza de Ti após tratamentos térmicosDocumento9 páginasEstudo da resistência à tração e dureza de Ti após tratamentos térmicosDarllan PachecoAinda não há avaliações
- Tratamento de MetaisDocumento10 páginasTratamento de MetaisLuan SampaioAinda não há avaliações
- Vapor de Aquecimento pp286 - 368Documento51 páginasVapor de Aquecimento pp286 - 368JoaoAinda não há avaliações
- Plano InclinadoDocumento6 páginasPlano InclinadoGiseleAinda não há avaliações
- Sistema Off-GridDocumento9 páginasSistema Off-GridIgor Kaíque AlexandreAinda não há avaliações
- Manual Tensiômetro PDFDocumento14 páginasManual Tensiômetro PDFviviane_santarosa100% (1)
- Eletrostática GeralDocumento4 páginasEletrostática GeralAlexandre das Graças NengaAinda não há avaliações
- Questões Física - 2 Série FGB (Novo Ensino Médio)Documento4 páginasQuestões Física - 2 Série FGB (Novo Ensino Médio)lojajufitnessAinda não há avaliações
- Operações de perfuração em mineraçãoDocumento197 páginasOperações de perfuração em mineraçãoRubens Felipe FilhoAinda não há avaliações
- NBR 14610 2015 ActualDocumento11 páginasNBR 14610 2015 ActualEver Daniel Castro RodriguezAinda não há avaliações
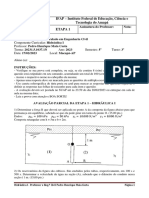
- 1 Avaliação Da Etapa 1 - HIDRÁULICA IDocumento4 páginas1 Avaliação Da Etapa 1 - HIDRÁULICA IElana AdriaAinda não há avaliações
- Apostila Física - Aula 06 - Eletrodinamica ExercíciosDocumento3 páginasApostila Física - Aula 06 - Eletrodinamica ExercíciosFísica Concurso Vestibular100% (3)
- Lista 1 - Potencia em Corrente Alternada - Exercícios ResolvidosDocumento8 páginasLista 1 - Potencia em Corrente Alternada - Exercícios ResolvidosAndre Felipe Nogueira67% (3)
- Densidade e pressão de fluidosDocumento9 páginasDensidade e pressão de fluidosVIVIAinda não há avaliações
- Exercícios - Capitulo1 - CONVERSAOIDocumento6 páginasExercícios - Capitulo1 - CONVERSAOIWilson AlvesAinda não há avaliações
- Estratégias para um cozimento de açúcar mais eficienteDocumento18 páginasEstratégias para um cozimento de açúcar mais eficienteJavier Manuel Ibanez100% (1)
- NBR 06115 - Materiais Refratarios Isolantes Conformados - Determinacao Da Densidade de Massa AparDocumento2 páginasNBR 06115 - Materiais Refratarios Isolantes Conformados - Determinacao Da Densidade de Massa ApardaskonetAinda não há avaliações
- Redução de Tensão de Restabelecimento TransitóriaDocumento33 páginasRedução de Tensão de Restabelecimento TransitóriaMaurilio Quirino Da Silva FilhoAinda não há avaliações
- Eletricidade e eletrônica veicular: princípios básicosDocumento71 páginasEletricidade e eletrônica veicular: princípios básicosDiêgo MarcosAinda não há avaliações
- Movimento Unif Retardado ProfessorDocumento3 páginasMovimento Unif Retardado Professorcatarina cataAinda não há avaliações
- 8 Prova 9° AnoDocumento3 páginas8 Prova 9° AnoWanderson Daiane CarvalhoAinda não há avaliações
- 025Documento24 páginas025lipemagalhaesAinda não há avaliações
- Condutores Elétricos PDFDocumento6 páginasCondutores Elétricos PDFaltamirandodapaz@msn.comAinda não há avaliações
- Artigo Edicao 235 N 2042Documento14 páginasArtigo Edicao 235 N 2042Kálita AraújoAinda não há avaliações
- Cms Files 54701 1654296848apostila Eletrogate - Kit Arduino MakerDocumento80 páginasCms Files 54701 1654296848apostila Eletrogate - Kit Arduino MakerroselitoAinda não há avaliações
- APOSTILA Termografia Infravermelha - Revisão 7 Março 2023Documento134 páginasAPOSTILA Termografia Infravermelha - Revisão 7 Março 2023gutenbergAinda não há avaliações
- Esquema elétrico máquina empacotadora CLP 6006Documento76 páginasEsquema elétrico máquina empacotadora CLP 6006ROSA MARIAAinda não há avaliações
- Exercícios de Fixação sobre Resistência ElétricaDocumento3 páginasExercícios de Fixação sobre Resistência ElétricaRau LuhAinda não há avaliações
- Projeto Forno Indução UNoveDocumento18 páginasProjeto Forno Indução UNoverodrigopeddrosa0% (1)
- Refrigeração e Ar-Condicionado (Portugués) Autor Luiz Carlos MartinelliDocumento39 páginasRefrigeração e Ar-Condicionado (Portugués) Autor Luiz Carlos MartinellihassanchaarAinda não há avaliações
- Problemas de física resolvidosDocumento25 páginasProblemas de física resolvidosDiana Almeida44% (9)
- Como testar um transformador em 7 passosDocumento7 páginasComo testar um transformador em 7 passosbiaboardgirl100% (2)
- Lista 5 - Ondas IDocumento4 páginasLista 5 - Ondas ILucas RenanAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)