Você também pode gostar
- Modelo Da Máquina De Indução E Geração DistribuídaNo EverandModelo Da Máquina De Indução E Geração DistribuídaAinda não há avaliações
- Modelos de Documentos de Soldagem FBTSDocumento31 páginasModelos de Documentos de Soldagem FBTStiago_mataoAinda não há avaliações
- Documentos Técnicos SoldagemDocumento13 páginasDocumentos Técnicos SoldagemAnonymous CeGgrC5Ainda não há avaliações
- Especificação de Procedimento de SoldagemDocumento2 páginasEspecificação de Procedimento de SoldagemAlex Kosiak Pereira0% (1)
- Modelo de Rqps - 2019Documento3 páginasModelo de Rqps - 2019lunoAinda não há avaliações
- Modelo de RQPS - 2019 PDFDocumento4 páginasModelo de RQPS - 2019 PDFNavi DeanAinda não há avaliações
- Comp PneumáticosDocumento8 páginasComp Pneumáticosjaneiro2009Ainda não há avaliações
- IEIS OriginalDocumento5 páginasIEIS OriginalLypeSantos100% (1)
- Modelo EpsDocumento10 páginasModelo EpsCelso BritoAinda não há avaliações
- Módulo 6 Introdução A Documentos Técnicos de SoldagemDocumento8 páginasMódulo 6 Introdução A Documentos Técnicos de SoldagemengenheiromateriaisAinda não há avaliações
- Pos Graduação Inspeção e Automação em SoldagemDocumento16 páginasPos Graduação Inspeção e Automação em Soldagemyoler478Ainda não há avaliações
- Insp. Solda N1Documento84 páginasInsp. Solda N1adrianosoAinda não há avaliações
- RPQS OriginalDocumento2 páginasRPQS OriginalLypeSantos100% (1)
- Apostila Do Curso de Inspetor de Soldagem N2 ProminpDocumento68 páginasApostila Do Curso de Inspetor de Soldagem N2 Prominprapascon50% (6)
- Catálago Plataforma de Milho StaraDocumento141 páginasCatálago Plataforma de Milho StaraFabio Meinerz100% (2)
- Especificação de Procedimento SoldagemDocumento10 páginasEspecificação de Procedimento SoldagemWanderley FonsecaAinda não há avaliações
- UCR3 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - 08junDocumento8 páginasUCR3 - Fundamentos - Mecanica - SA1 - Interpretacao - Peca 1 - 08junSérgio Machado50% (2)
- M2-001 Inspetor N2 de Solda Modulo 5Documento18 páginasM2-001 Inspetor N2 de Solda Modulo 5Jota JacquesAinda não há avaliações
- NTS035 - Consumíveis de Soldagem de MetálicosDocumento26 páginasNTS035 - Consumíveis de Soldagem de MetálicosFernando Milton Preisler JuniorAinda não há avaliações
- PGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasDocumento13 páginasPGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasIngrid Lobato100% (1)
- Apostila Do Curso de Inspetor de Soldagem N2 ProminpDocumento68 páginasApostila Do Curso de Inspetor de Soldagem N2 ProminpÍngrid AlvesAinda não há avaliações
- Lista 01 de Exercícios - Soldagem PDFDocumento2 páginasLista 01 de Exercícios - Soldagem PDFJohnnyAntunesAinda não há avaliações
- MODELO RQPS EDITAVEL 410 (Salvo Automaticamente)Documento2 páginasMODELO RQPS EDITAVEL 410 (Salvo Automaticamente)Ciro Borges FerreiraAinda não há avaliações
- d431a-IOM-30GSC-085 - 117.94.227-C-04-15 - View - Chiller GSP CarrierDocumento32 páginasd431a-IOM-30GSC-085 - 117.94.227-C-04-15 - View - Chiller GSP CarrierLeo FrontelliAinda não há avaliações
- ES - pn.01.24.0002 v.01 - Poste de Concreto Armado Duplo TDocumento15 páginasES - pn.01.24.0002 v.01 - Poste de Concreto Armado Duplo TengrdiasAinda não há avaliações
- Plataforma MilhoDocumento147 páginasPlataforma MilhoRonaldo CamposAinda não há avaliações
- Certificaçao (TIG)Documento1 páginaCertificaçao (TIG)Alessandro Barbosa LimaAinda não há avaliações
- P1 Soldagem - Maurício MarianoDocumento18 páginasP1 Soldagem - Maurício MarianoMaurício MarianoAinda não há avaliações
- Manual de Operação e Instalação ChillerDocumento32 páginasManual de Operação e Instalação ChillerLuiz Flavio83% (6)
- Parametros de Corte Torno Mec - SenaiDocumento16 páginasParametros de Corte Torno Mec - SenaiRobert Scheer100% (1)
- NBR 10663 - 89 (NB-1162) - Qualificação de Procedimentos de Soldagem Pelo Processo Eletrodo Revestido para Oleodutos e Gasodutos - 12pagDocumento12 páginasNBR 10663 - 89 (NB-1162) - Qualificação de Procedimentos de Soldagem Pelo Processo Eletrodo Revestido para Oleodutos e Gasodutos - 12pagClaudio LorenzoniAinda não há avaliações
- PR-BC-CM-007 Rev.00 - Calibração de Maquina de Solda e Cochicho OkDocumento8 páginasPR-BC-CM-007 Rev.00 - Calibração de Maquina de Solda e Cochicho OkIvan Nobrega100% (1)
- Eps - Padrão FatecDocumento2 páginasEps - Padrão FatecLincoln GustavoAinda não há avaliações
- Eps 14 Soldagem Astm A 516 GR 60 A 106 GR B Com FcawDocumento22 páginasEps 14 Soldagem Astm A 516 GR 60 A 106 GR B Com FcawSua Vida BrilhaAinda não há avaliações
- Laudo de Vistoria e Inspecao Plataforma Eletrica E450 - Metalurgica CardosoDocumento10 páginasLaudo de Vistoria e Inspecao Plataforma Eletrica E450 - Metalurgica CardosoPaulo Venuto100% (3)
- Apostila Estrutura MetálicaDocumento48 páginasApostila Estrutura MetálicaVictor Abreu67% (3)
- EG-L-401 Caldeiraria Rev 5Documento23 páginasEG-L-401 Caldeiraria Rev 5erinetoAinda não há avaliações
- Diagnóstico - Soldador Final Revisado II - VP - 23-10-09fDocumento77 páginasDiagnóstico - Soldador Final Revisado II - VP - 23-10-09fMariana AbasAinda não há avaliações
- Stara 2Documento104 páginasStara 2MayconLopesAinda não há avaliações
- 001 - PROCEDIMENTO DE SOLDAGEM EM PEAD Rev. ADocumento9 páginas001 - PROCEDIMENTO DE SOLDAGEM EM PEAD Rev. AEduardo Pimentel0% (1)
- Carrier - Chiller 30 GSPDocumento32 páginasCarrier - Chiller 30 GSPMuriloAinda não há avaliações
- EPS 40 Soldagem Robotizada Ao CarbonoDocumento22 páginasEPS 40 Soldagem Robotizada Ao CarbonoFelipe MoraesAinda não há avaliações
- Eps, RQP, RQS, IeisDocumento9 páginasEps, RQP, RQS, IeisVitor Olivetti100% (1)
- 001 - Identificacao Rastreabilidade Juntas SoldadasDocumento4 páginas001 - Identificacao Rastreabilidade Juntas SoldadasFlavio Marcos Amorim XavierAinda não há avaliações
- Gerador de 5 MW. NovoDocumento18 páginasGerador de 5 MW. NovoJosé LucasAinda não há avaliações
- Modelo 2Documento2 páginasModelo 2Alessandro Barbosa LimaAinda não há avaliações
- Processos de Estampagem 2015Documento160 páginasProcessos de Estampagem 2015ViníciusTrevisan100% (2)
- Reboke 14000 PlusDocumento107 páginasReboke 14000 PlusVitoria CarvalhoAinda não há avaliações
- NTE-6.003 - POSTE - QUADRADO-ACO v8 (Completo)Documento33 páginasNTE-6.003 - POSTE - QUADRADO-ACO v8 (Completo)RobertoAntonioFernandesAinda não há avaliações
- Trabalho Pratico de Usinagem 1Documento5 páginasTrabalho Pratico de Usinagem 1Aprovou0% (1)
- Et Rompedor Edt430 - RetroDocumento8 páginasEt Rompedor Edt430 - RetroLucas RodriguesAinda não há avaliações
- Ficha de Visita Técnica - V1.0 - 2023Documento3 páginasFicha de Visita Técnica - V1.0 - 2023ivaldo94juniorAinda não há avaliações
- Modelo de EpsDocumento1 páginaModelo de EpslunoAinda não há avaliações
- Prova Revisão - Tarde - Rev01 - Com ResoluçãoDocumento6 páginasProva Revisão - Tarde - Rev01 - Com ResoluçãoWagner LinkAinda não há avaliações
- OT NIC 016 - Vistoria CERFOXDocumento8 páginasOT NIC 016 - Vistoria CERFOXedersonfloresAinda não há avaliações
- Pex.001.02 - Transformador de DistribuiçãoDocumento32 páginasPex.001.02 - Transformador de DistribuiçãoMario Cesar PestanaAinda não há avaliações
- Norma RevisadaDocumento12 páginasNorma RevisadaLeonardo SantosAinda não há avaliações
- Implementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Curso 4157 Aula 00 61d1 CompletoDocumento52 páginasCurso 4157 Aula 00 61d1 CompletoMaria SantosAinda não há avaliações
- Folha para Redação - CespeDocumento1 páginaFolha para Redação - Cespenathalya sousa nogueiraAinda não há avaliações
- Cópia de Edital - Verticalizado - PRF - Policial - Rodoviario - Federal-1Documento8 páginasCópia de Edital - Verticalizado - PRF - Policial - Rodoviario - Federal-1Jean KleberAinda não há avaliações
- Química Orgânica IDocumento234 páginasQuímica Orgânica INascimento JgaAinda não há avaliações
- JUS2500 DegustacaoDocumento25 páginasJUS2500 DegustacaoJean KleberAinda não há avaliações
- Ebook Do Método de Aprovação 2.0.2Documento37 páginasEbook Do Método de Aprovação 2.0.2Waléria C SantosAinda não há avaliações
- Homônimos e ParônimosDocumento19 páginasHomônimos e ParônimosLeandro Brum Pinheiro Sdb100% (2)
- Mapasmentais 2edDocumento5 páginasMapasmentais 2edgnu_linuxaholicAinda não há avaliações
- Ensino Da Matemática para Alunos Portadores de Necessidades EspeciaisDocumento9 páginasEnsino Da Matemática para Alunos Portadores de Necessidades EspeciaisJean KleberAinda não há avaliações
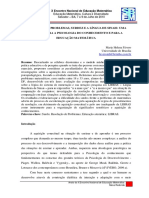
- Resolução de Problemas Surdez e A Lingua de SinaisDocumento12 páginasResolução de Problemas Surdez e A Lingua de SinaisJean KleberAinda não há avaliações
- Lista de ConteudosDocumento3 páginasLista de ConteudosJean KleberAinda não há avaliações
- Tipo 4 - UFAL-HUPAA 2012 - Auxiliar em AdministraçãoDocumento11 páginasTipo 4 - UFAL-HUPAA 2012 - Auxiliar em AdministraçãoJean KleberAinda não há avaliações
- Modelo Pre ProjetoDocumento6 páginasModelo Pre Projetoailonailonalmeida100% (4)
- Enem Por Assunto 1998 2015 DVD 1Documento165 páginasEnem Por Assunto 1998 2015 DVD 1LILIAAinda não há avaliações
- Prova Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFDocumento11 páginasProva Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFJean KleberAinda não há avaliações
- Texto 7 Textos para ReflexaoDocumento5 páginasTexto 7 Textos para ReflexaoJean KleberAinda não há avaliações
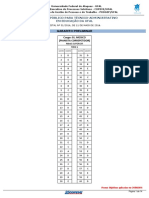
- Gabaritos PreliminaresDocumento14 páginasGabaritos PreliminaresJean KleberAinda não há avaliações
- Homônimos e ParônimosDocumento19 páginasHomônimos e ParônimosLeandro Brum Pinheiro Sdb100% (2)
- Prova Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFDocumento11 páginasProva Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFJean KleberAinda não há avaliações
- Prova Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFDocumento11 páginasProva Tecnico em Assuntos Educacionais Ensino Tipo 1 PDFJean KleberAinda não há avaliações
- Prova - Tecnico de Tecnologia Da Informacao - NM - Tipo 1 PDFDocumento16 páginasProva - Tecnico de Tecnologia Da Informacao - NM - Tipo 1 PDFJean KleberAinda não há avaliações
- SensoresDocumento4 páginasSensoresJean KleberAinda não há avaliações
- Prova 18 - Técnico (A) de Operação Júnior 2014 PDFDocumento19 páginasProva 18 - Técnico (A) de Operação Júnior 2014 PDFMariana DiasAinda não há avaliações
- Trabalho LauraDocumento4 páginasTrabalho LauraJean KleberAinda não há avaliações
- A Educação Física No BrasilDocumento5 páginasA Educação Física No BrasilJulianaCaldas50% (2)
- Texto 7 Textos para ReflexaoDocumento5 páginasTexto 7 Textos para ReflexaoJean KleberAinda não há avaliações
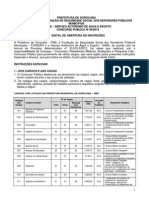
- EditalsorocabaDocumento66 páginasEditalsorocabaJean KleberAinda não há avaliações
- Virus No ComputadorDocumento4 páginasVirus No ComputadorJean KleberAinda não há avaliações
- Texto 7 Textos para ReflexaoDocumento5 páginasTexto 7 Textos para ReflexaoJean KleberAinda não há avaliações
- Matrizes PDFDocumento37 páginasMatrizes PDFJean KleberAinda não há avaliações
- DORADO 66 76 86 Power Shuttle PDFDocumento805 páginasDORADO 66 76 86 Power Shuttle PDFkoaa85100% (1)
- OTP10 ManualDocumento20 páginasOTP10 Manualfabiano lins gussemAinda não há avaliações
- Semana 13Documento18 páginasSemana 13Adriano LimaAinda não há avaliações
- SupercondutoresDocumento8 páginasSupercondutoresCoelhoAinda não há avaliações
- Resistencias SecundáriasDocumento1 páginaResistencias SecundáriasdanilorcunhaAinda não há avaliações
- Aula 04 - Fundações e ContençõesDocumento128 páginasAula 04 - Fundações e ContençõesGil MotaAinda não há avaliações
- LISTA 23 Cap 7 Trabalho de Força VariávelDocumento2 páginasLISTA 23 Cap 7 Trabalho de Força VariávelMaria Eduarda Enriconi100% (1)
- Forjamento Parte 1Documento77 páginasForjamento Parte 1rafaelsgpAinda não há avaliações
- Plano de Lavra e de Negocios RetificadoDocumento38 páginasPlano de Lavra e de Negocios RetificadoDavid PedroAinda não há avaliações
- Resumao - NBR - 6122 - FundaçõesDocumento3 páginasResumao - NBR - 6122 - FundaçõesMarcelo José Santos FerreiraAinda não há avaliações
- Aula 10 - Forma Semisólidas - EmulsõesDocumento30 páginasAula 10 - Forma Semisólidas - Emulsõesfrancieledesouzapereira6Ainda não há avaliações
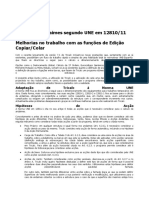
- Cálculo de Andaimes Segundo UNE em 12810Documento10 páginasCálculo de Andaimes Segundo UNE em 12810kleissonAinda não há avaliações
- Aula 42012Documento43 páginasAula 42012Leandro SodreAinda não há avaliações
- Aula 59 - Playlist de Análise Combinatória e ProbabilidadeDocumento1 páginaAula 59 - Playlist de Análise Combinatória e ProbabilidadeMatheus Vieira de OliveiraAinda não há avaliações
- Simulado Avionica - AnacDocumento93 páginasSimulado Avionica - AnacCarlyson Silva100% (1)
- Manual Pratico Betao 1 PDFDocumento92 páginasManual Pratico Betao 1 PDFMiguel JoaquimAinda não há avaliações
- Análise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasDocumento80 páginasAnálise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasagsbuenoAinda não há avaliações
- Ava 01Documento2 páginasAva 01Dang_dAinda não há avaliações
- Simulado 2 Básico (PRIMEIRA FASE)Documento11 páginasSimulado 2 Básico (PRIMEIRA FASE)Pedro FranklinAinda não há avaliações
- Resumo O Universo e A Origem Da Vida Na Visão Dos Filósofos Pré-SocráticosDocumento3 páginasResumo O Universo e A Origem Da Vida Na Visão Dos Filósofos Pré-Socráticosguilhermesousamachado25Ainda não há avaliações
- Lista Exercícios Análise Instrumental IIDocumento2 páginasLista Exercícios Análise Instrumental IIDouglasAinda não há avaliações
- Treinamento OTIS - Módulo IDocumento27 páginasTreinamento OTIS - Módulo ICAIO LARAAinda não há avaliações
- Quantidade Movimento PDFDocumento12 páginasQuantidade Movimento PDFErick AmâncioAinda não há avaliações
- Recristalizaçao e Determinaçao Do Ponto de FusaoDocumento9 páginasRecristalizaçao e Determinaçao Do Ponto de FusaoJessy santosAinda não há avaliações
- Hce300 Landstar - Guia5 - LocaçãoDocumento14 páginasHce300 Landstar - Guia5 - LocaçãoMadruguinha GonzagaAinda não há avaliações
- Aula Materiais AsfaltoDocumento55 páginasAula Materiais AsfaltoRicardo RosasAinda não há avaliações
- Noções de Referencial e MU PROENEMDocumento7 páginasNoções de Referencial e MU PROENEMThays BrandãoAinda não há avaliações
- DGP Manual UniversalDocumento110 páginasDGP Manual UniversalGiovany Toigo CollingAinda não há avaliações
- Iane Barroncas Gomes Engenheira Florestal Mestre em Ciências de Florestas Tropicais Professora Assistente CESIT - UEA. Gênese e Morfologia Do SoloDocumento69 páginasIane Barroncas Gomes Engenheira Florestal Mestre em Ciências de Florestas Tropicais Professora Assistente CESIT - UEA. Gênese e Morfologia Do SoloEloy Leon CharcaAinda não há avaliações
- Aula 01 - FUNDAMENTOS DE BIOQUÍMICA OkDocumento73 páginasAula 01 - FUNDAMENTOS DE BIOQUÍMICA OkSara CasteloAinda não há avaliações