
Apostila Tempos e Metodos 2007
Apostila Tempos e Metodos 2007
Você também pode gostar
- Física - AL 1.1 - Movimento Num Plano Inclinado Variação Da Energia Cinética e Distância PercorridaDocumento6 páginasFísica - AL 1.1 - Movimento Num Plano Inclinado Variação Da Energia Cinética e Distância PercorridaM Fátima Custódio67% (18)
- 05 Dim Mat Equip Pessoal CPDocumento3 páginas05 Dim Mat Equip Pessoal CProdrigoAinda não há avaliações
- PDFDocumento187 páginasPDFSillas França0% (1)
- RESENHA - Cultura de Inovação: Conceitos e Modelos Teóricos.Documento1 páginaRESENHA - Cultura de Inovação: Conceitos e Modelos Teóricos.Kaio Prado33% (3)
- STP Sistema Toyota de ProduçãoDocumento36 páginasSTP Sistema Toyota de ProduçãoAnonymous gy237mAinda não há avaliações
- Lean Manufacturing SenaiDocumento41 páginasLean Manufacturing SenaiMarcelo SantosAinda não há avaliações
- ETr - Apostila - CamarottoDocumento79 páginasETr - Apostila - Camarottoeiji7Ainda não há avaliações
- Engenharia de Metodos e Processos - IntroduçãoDocumento22 páginasEngenharia de Metodos e Processos - IntroduçãoWallace RodriguesAinda não há avaliações
- Planejamento e OrganizaçãoDocumento52 páginasPlanejamento e OrganizaçãoFabricia CristinaAinda não há avaliações
- 7.4 3 01 Manual de Requisitos de Fornecedores Rev 00 - CONTROLADADocumento50 páginas7.4 3 01 Manual de Requisitos de Fornecedores Rev 00 - CONTROLADACAIOELEUTERIOCEO100% (1)
- Exercicios de MTMDocumento3 páginasExercicios de MTMk4r0_oliveiraAinda não há avaliações
- Projeto de Fábrica e de Instalações Industriais Layoutarranjo FísicosDocumento84 páginasProjeto de Fábrica e de Instalações Industriais Layoutarranjo Físicoseasyhomework67% (3)
- Ações de Ergonomia Nos Canteiros de Obras Da Construção CivilDocumento8 páginasAções de Ergonomia Nos Canteiros de Obras Da Construção CivilDiego ChiappettaAinda não há avaliações
- Indústria 4.0Documento15 páginasIndústria 4.0Daniele LimaAinda não há avaliações
- Diretrizes para Planejamento e Implantação de Ambulatório PDFDocumento18 páginasDiretrizes para Planejamento e Implantação de Ambulatório PDFMelissa Pereira DiomedesAinda não há avaliações
- Sistema SLP - Parte 1 - SlidesDocumento44 páginasSistema SLP - Parte 1 - SlidesClailton Vital Deolindo100% (1)
- PFL-Aula01 E 02Documento20 páginasPFL-Aula01 E 02Gabriel AlmeidaAinda não há avaliações
- ErgonomiaDocumento18 páginasErgonomiaGraziela VendrameAinda não há avaliações
- TCC Manutenção PreventivaDocumento82 páginasTCC Manutenção PreventivaCaroline CostaAinda não há avaliações
- Localização de InstalaçõesDocumento39 páginasLocalização de InstalaçõesMestddlAinda não há avaliações
- Sistema Integrado de Manufatura-DesbloqueadoDocumento154 páginasSistema Integrado de Manufatura-DesbloqueadoluiztrevelinAinda não há avaliações
- Simulação de SistemasDocumento166 páginasSimulação de SistemasLauritachavarriaAinda não há avaliações
- Bs 8800Documento2 páginasBs 8800Aryanna GonzagaAinda não há avaliações
- Lista 1 - CronoanáliseDocumento2 páginasLista 1 - CronoanáliseleogumpAinda não há avaliações
- Aula 1 - Introdução Ao Conteúdo (Cap1 - 2 - 3 Neumann e Scalice) 2sem2017Documento28 páginasAula 1 - Introdução Ao Conteúdo (Cap1 - 2 - 3 Neumann e Scalice) 2sem2017Felipe KernAinda não há avaliações
- Caderno Final de Logística (Saúde e Segurança)Documento36 páginasCaderno Final de Logística (Saúde e Segurança)Charlei HarperAinda não há avaliações
- Boas Práticas de Produção Na Indústria Transformadora de PlásticoDocumento174 páginasBoas Práticas de Produção Na Indústria Transformadora de PlásticoPriscilla De Carvalho NunesAinda não há avaliações
- Apostila Cronoanalise I - Prof MSC MarcelinoDocumento39 páginasApostila Cronoanalise I - Prof MSC MarcelinoJoão LuísAinda não há avaliações
- U3 LD PFDocumento50 páginasU3 LD PFIndyanara OliveiraAinda não há avaliações
- A Importância Da Ergonomia Dentro Do Ambiente de ProduçãoDocumento11 páginasA Importância Da Ergonomia Dentro Do Ambiente de ProduçãoJuju MariahAinda não há avaliações
- 3-Referencial Formacao Higiene e Seguranca Do TrabalhoDocumento38 páginas3-Referencial Formacao Higiene e Seguranca Do TrabalhoMgn SanAinda não há avaliações
- 11 Capítulo 7 - Metodologia ErgonômicaDocumento15 páginas11 Capítulo 7 - Metodologia ErgonômicaMatheusMoraesSantosAinda não há avaliações
- Ergonomia Do Trabalho 4Documento47 páginasErgonomia Do Trabalho 4Fabrício Ferreira da SilvaAinda não há avaliações
- Logística - PCPDocumento76 páginasLogística - PCPdanielmecatronicoAinda não há avaliações
- Analise de InvestimentosDocumento304 páginasAnalise de InvestimentosMárcia Butzke de ÁvilaAinda não há avaliações
- Armazenagem de ProdutosDocumento16 páginasArmazenagem de ProdutosbebetomartinsAinda não há avaliações
- Apostila Projeto Fabrica (Mod)Documento125 páginasApostila Projeto Fabrica (Mod)Weder PereiraAinda não há avaliações
- Estudo Dirigido LogisticaDocumento9 páginasEstudo Dirigido LogisticadilinyAinda não há avaliações
- Analise Ergonomica Lavanderia Ind PDFDocumento7 páginasAnalise Ergonomica Lavanderia Ind PDFOlívia CastroAinda não há avaliações
- Modelos de Representação Dos Fluxos de ProduçãoDocumento9 páginasModelos de Representação Dos Fluxos de ProduçãoKassia Tonheiro Rodrigues100% (1)
- 07 - Projeto Da Fabrica PDFDocumento2 páginas07 - Projeto Da Fabrica PDFsasha2004*50% (2)
- Projeto Robotica FinalDocumento42 páginasProjeto Robotica FinalVanderlei GomesAinda não há avaliações
- Planejamento de Instalações - Slides - Aulas 01 A 07Documento249 páginasPlanejamento de Instalações - Slides - Aulas 01 A 07ecs71Ainda não há avaliações
- Trabalho Lean ManufacturingDocumento16 páginasTrabalho Lean ManufacturingMurilloNardiAinda não há avaliações
- Apostila Poka YokeDocumento98 páginasApostila Poka YokeTarcisio NoahAinda não há avaliações
- Apresentação Aula 6 - Layout Exercicio Resolvido - 30Documento22 páginasApresentação Aula 6 - Layout Exercicio Resolvido - 30Gabriel Rocha MelloAinda não há avaliações
- 2-Ergonomia e Conforto Ambiental IIDocumento22 páginas2-Ergonomia e Conforto Ambiental IIMoa EnnesAinda não há avaliações
- Administração Da ProduçãoDocumento45 páginasAdministração Da ProduçãoEliel Antunes100% (1)
- Lean - Formação e Consultoria em PortugalDocumento2 páginasLean - Formação e Consultoria em PortugalJosé Pedro Rodrigues SilvaAinda não há avaliações
- Aula 6Documento30 páginasAula 6DULCE TEREZINHA BECKER SOARESAinda não há avaliações
- TCC Redução Tempo de SetupDocumento112 páginasTCC Redução Tempo de SetupUára MoraisAinda não há avaliações
- Plano de Marketing para o Clube de Artes Marciais - Karatespace (PDFDrive)Documento146 páginasPlano de Marketing para o Clube de Artes Marciais - Karatespace (PDFDrive)Wladimir SchmidtAinda não há avaliações
- O Que É Engenharia de Produção PDFDocumento50 páginasO Que É Engenharia de Produção PDFフニオル フニオルAinda não há avaliações
- Trabalho Logística COMPLETODocumento19 páginasTrabalho Logística COMPLETOPaola LiraAinda não há avaliações
- Declaração de Princípios de Atuação ErgonômicaDocumento2 páginasDeclaração de Princípios de Atuação ErgonômicamachadrsAinda não há avaliações
- Saúde E Segurança No Trabalho: Conteúdos TransversaisDocumento74 páginasSaúde E Segurança No Trabalho: Conteúdos TransversaisLeticia Fernanda100% (3)
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilNo EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilAinda não há avaliações
- Pnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoNo EverandPnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoAinda não há avaliações
- Hospital Seguro: do Caos à Segurança: reflexões de Arquitetura e BiossegurançaNo EverandHospital Seguro: do Caos à Segurança: reflexões de Arquitetura e BiossegurançaAinda não há avaliações
- Manual Prático De Treinamento E Aprendizagem OrganizacionalNo EverandManual Prático De Treinamento E Aprendizagem OrganizacionalAinda não há avaliações
- Roteiro de Testes FisiologicosDocumento19 páginasRoteiro de Testes FisiologicosSavio Das Dores Camaliel SavioAinda não há avaliações
- NBR 10400 PDFDocumento33 páginasNBR 10400 PDFAlexandro SantosAinda não há avaliações
- 05 Calor e Principios Da Termodinamica PDFDocumento31 páginas05 Calor e Principios Da Termodinamica PDFJohn HavaianoAinda não há avaliações
- Superficies Equipotenciais e Análise Do Campo EletricoDocumento7 páginasSuperficies Equipotenciais e Análise Do Campo Eletricomaira0% (1)
- Unid 2Documento44 páginasUnid 2domingos netoAinda não há avaliações
- Testes de Vo2 - CoimbraDocumento28 páginasTestes de Vo2 - CoimbraLeonardo SalesAinda não há avaliações
- Wa0060.Documento155 páginasWa0060.eudede.123.andreAinda não há avaliações
- Estruturas Hiperestáticas - Método Das ForçasDocumento11 páginasEstruturas Hiperestáticas - Método Das ForçasAkemi MFAinda não há avaliações
- Ficha-11 - FQ11 CíntiaDocumento9 páginasFicha-11 - FQ11 CíntiaRodrigo GomesAinda não há avaliações
- Roldanas - Maquinas SimplesDocumento7 páginasRoldanas - Maquinas SimplesMight Angel16Ainda não há avaliações
- Exame FQ11 Prova-Modelo 5Documento7 páginasExame FQ11 Prova-Modelo 5Orlando Meireles0% (1)
- Pism - MateriasDocumento34 páginasPism - MateriasPatrik Lanes100% (1)
- Catalogo - Tecnico - 2009 CILINDROS GRAFICOS PDFDocumento62 páginasCatalogo - Tecnico - 2009 CILINDROS GRAFICOS PDFgilson soaresAinda não há avaliações
- Teste - MecânicaDocumento6 páginasTeste - MecânicaLuciana SilvaAinda não há avaliações
- Vestibular Cederj 2017 2Documento24 páginasVestibular Cederj 2017 2Isaac Caina RodriguesAinda não há avaliações
- APOSTILA-Física Trabalho e PotênciaDocumento6 páginasAPOSTILA-Física Trabalho e PotênciaMarina BarbatovciAinda não há avaliações
- Trabalho, Energia, Impulso e Quantidade de MovimentoDocumento10 páginasTrabalho, Energia, Impulso e Quantidade de MovimentoJosilda Dias PalmeiraAinda não há avaliações
- Cinesiologia de MMSS e MMIIDocumento27 páginasCinesiologia de MMSS e MMIIArquivos de Fisioterapia100% (1)
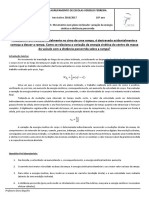
- Resumo 3-O Trabalho Como Medida Da Energia Transferida Por Ação de Forças Constantes PDFDocumento5 páginasResumo 3-O Trabalho Como Medida Da Energia Transferida Por Ação de Forças Constantes PDFBeatriz Costa100% (3)
- AP1 Fis1A 2019 1 GabDocumento4 páginasAP1 Fis1A 2019 1 GabAllan Serafim GonçalvesAinda não há avaliações
- Perguntas&Respostas - Escolha MúltiplaDocumento17 páginasPerguntas&Respostas - Escolha MúltiplaJorge Jesus .LrAndreAinda não há avaliações
- Apostila Leis de OhmDocumento29 páginasApostila Leis de OhmSilvia CrisAinda não há avaliações
- ATIVIDADESDocumento5 páginasATIVIDADESMarcos Vinícius MarquesAinda não há avaliações
- Lista de Vetores - ProntaDocumento2 páginasLista de Vetores - ProntaGraciela MarquesAinda não há avaliações
- 05 Quinta Lista Conservacao Da Energia No Movimento GeralDocumento25 páginas05 Quinta Lista Conservacao Da Energia No Movimento GeralOeste Bahia PolíticaAinda não há avaliações
- PTV DeslocamentosDocumento28 páginasPTV Deslocamentosguga_cruz181942100% (7)
- Apostila Saberes Física DinâmicaDocumento13 páginasApostila Saberes Física DinâmicaConcurso Vestibular100% (5)
- Termodinc 3 A 2 MicaDocumento23 páginasTermodinc 3 A 2 MicaLucas Gabriel CasagrandeAinda não há avaliações
- PPC NSBDocumento25 páginasPPC NSBLucila silva backAinda não há avaliações























































































Você também pode gostar
- Física - AL 1.1 - Movimento Num Plano Inclinado Variação Da Energia Cinética e Distância PercorridaDocumento6 páginasFísica - AL 1.1 - Movimento Num Plano Inclinado Variação Da Energia Cinética e Distância PercorridaM Fátima Custódio67% (18)
- 05 Dim Mat Equip Pessoal CPDocumento3 páginas05 Dim Mat Equip Pessoal CProdrigoAinda não há avaliações
- PDFDocumento187 páginasPDFSillas França0% (1)
- RESENHA - Cultura de Inovação: Conceitos e Modelos Teóricos.Documento1 páginaRESENHA - Cultura de Inovação: Conceitos e Modelos Teóricos.Kaio Prado33% (3)
- STP Sistema Toyota de ProduçãoDocumento36 páginasSTP Sistema Toyota de ProduçãoAnonymous gy237mAinda não há avaliações
- Lean Manufacturing SenaiDocumento41 páginasLean Manufacturing SenaiMarcelo SantosAinda não há avaliações
- ETr - Apostila - CamarottoDocumento79 páginasETr - Apostila - Camarottoeiji7Ainda não há avaliações
- Engenharia de Metodos e Processos - IntroduçãoDocumento22 páginasEngenharia de Metodos e Processos - IntroduçãoWallace RodriguesAinda não há avaliações
- Planejamento e OrganizaçãoDocumento52 páginasPlanejamento e OrganizaçãoFabricia CristinaAinda não há avaliações
- 7.4 3 01 Manual de Requisitos de Fornecedores Rev 00 - CONTROLADADocumento50 páginas7.4 3 01 Manual de Requisitos de Fornecedores Rev 00 - CONTROLADACAIOELEUTERIOCEO100% (1)
- Exercicios de MTMDocumento3 páginasExercicios de MTMk4r0_oliveiraAinda não há avaliações
- Projeto de Fábrica e de Instalações Industriais Layoutarranjo FísicosDocumento84 páginasProjeto de Fábrica e de Instalações Industriais Layoutarranjo Físicoseasyhomework67% (3)
- Ações de Ergonomia Nos Canteiros de Obras Da Construção CivilDocumento8 páginasAções de Ergonomia Nos Canteiros de Obras Da Construção CivilDiego ChiappettaAinda não há avaliações
- Indústria 4.0Documento15 páginasIndústria 4.0Daniele LimaAinda não há avaliações
- Diretrizes para Planejamento e Implantação de Ambulatório PDFDocumento18 páginasDiretrizes para Planejamento e Implantação de Ambulatório PDFMelissa Pereira DiomedesAinda não há avaliações
- Sistema SLP - Parte 1 - SlidesDocumento44 páginasSistema SLP - Parte 1 - SlidesClailton Vital Deolindo100% (1)
- PFL-Aula01 E 02Documento20 páginasPFL-Aula01 E 02Gabriel AlmeidaAinda não há avaliações
- ErgonomiaDocumento18 páginasErgonomiaGraziela VendrameAinda não há avaliações
- TCC Manutenção PreventivaDocumento82 páginasTCC Manutenção PreventivaCaroline CostaAinda não há avaliações
- Localização de InstalaçõesDocumento39 páginasLocalização de InstalaçõesMestddlAinda não há avaliações
- Sistema Integrado de Manufatura-DesbloqueadoDocumento154 páginasSistema Integrado de Manufatura-DesbloqueadoluiztrevelinAinda não há avaliações
- Simulação de SistemasDocumento166 páginasSimulação de SistemasLauritachavarriaAinda não há avaliações
- Bs 8800Documento2 páginasBs 8800Aryanna GonzagaAinda não há avaliações
- Lista 1 - CronoanáliseDocumento2 páginasLista 1 - CronoanáliseleogumpAinda não há avaliações
- Aula 1 - Introdução Ao Conteúdo (Cap1 - 2 - 3 Neumann e Scalice) 2sem2017Documento28 páginasAula 1 - Introdução Ao Conteúdo (Cap1 - 2 - 3 Neumann e Scalice) 2sem2017Felipe KernAinda não há avaliações
- Caderno Final de Logística (Saúde e Segurança)Documento36 páginasCaderno Final de Logística (Saúde e Segurança)Charlei HarperAinda não há avaliações
- Boas Práticas de Produção Na Indústria Transformadora de PlásticoDocumento174 páginasBoas Práticas de Produção Na Indústria Transformadora de PlásticoPriscilla De Carvalho NunesAinda não há avaliações
- Apostila Cronoanalise I - Prof MSC MarcelinoDocumento39 páginasApostila Cronoanalise I - Prof MSC MarcelinoJoão LuísAinda não há avaliações
- U3 LD PFDocumento50 páginasU3 LD PFIndyanara OliveiraAinda não há avaliações
- A Importância Da Ergonomia Dentro Do Ambiente de ProduçãoDocumento11 páginasA Importância Da Ergonomia Dentro Do Ambiente de ProduçãoJuju MariahAinda não há avaliações
- 3-Referencial Formacao Higiene e Seguranca Do TrabalhoDocumento38 páginas3-Referencial Formacao Higiene e Seguranca Do TrabalhoMgn SanAinda não há avaliações
- 11 Capítulo 7 - Metodologia ErgonômicaDocumento15 páginas11 Capítulo 7 - Metodologia ErgonômicaMatheusMoraesSantosAinda não há avaliações
- Ergonomia Do Trabalho 4Documento47 páginasErgonomia Do Trabalho 4Fabrício Ferreira da SilvaAinda não há avaliações
- Logística - PCPDocumento76 páginasLogística - PCPdanielmecatronicoAinda não há avaliações
- Analise de InvestimentosDocumento304 páginasAnalise de InvestimentosMárcia Butzke de ÁvilaAinda não há avaliações
- Armazenagem de ProdutosDocumento16 páginasArmazenagem de ProdutosbebetomartinsAinda não há avaliações
- Apostila Projeto Fabrica (Mod)Documento125 páginasApostila Projeto Fabrica (Mod)Weder PereiraAinda não há avaliações
- Estudo Dirigido LogisticaDocumento9 páginasEstudo Dirigido LogisticadilinyAinda não há avaliações
- Analise Ergonomica Lavanderia Ind PDFDocumento7 páginasAnalise Ergonomica Lavanderia Ind PDFOlívia CastroAinda não há avaliações
- Modelos de Representação Dos Fluxos de ProduçãoDocumento9 páginasModelos de Representação Dos Fluxos de ProduçãoKassia Tonheiro Rodrigues100% (1)
- 07 - Projeto Da Fabrica PDFDocumento2 páginas07 - Projeto Da Fabrica PDFsasha2004*50% (2)
- Projeto Robotica FinalDocumento42 páginasProjeto Robotica FinalVanderlei GomesAinda não há avaliações
- Planejamento de Instalações - Slides - Aulas 01 A 07Documento249 páginasPlanejamento de Instalações - Slides - Aulas 01 A 07ecs71Ainda não há avaliações
- Trabalho Lean ManufacturingDocumento16 páginasTrabalho Lean ManufacturingMurilloNardiAinda não há avaliações
- Apostila Poka YokeDocumento98 páginasApostila Poka YokeTarcisio NoahAinda não há avaliações
- Apresentação Aula 6 - Layout Exercicio Resolvido - 30Documento22 páginasApresentação Aula 6 - Layout Exercicio Resolvido - 30Gabriel Rocha MelloAinda não há avaliações
- 2-Ergonomia e Conforto Ambiental IIDocumento22 páginas2-Ergonomia e Conforto Ambiental IIMoa EnnesAinda não há avaliações
- Administração Da ProduçãoDocumento45 páginasAdministração Da ProduçãoEliel Antunes100% (1)
- Lean - Formação e Consultoria em PortugalDocumento2 páginasLean - Formação e Consultoria em PortugalJosé Pedro Rodrigues SilvaAinda não há avaliações
- Aula 6Documento30 páginasAula 6DULCE TEREZINHA BECKER SOARESAinda não há avaliações
- TCC Redução Tempo de SetupDocumento112 páginasTCC Redução Tempo de SetupUára MoraisAinda não há avaliações
- Plano de Marketing para o Clube de Artes Marciais - Karatespace (PDFDrive)Documento146 páginasPlano de Marketing para o Clube de Artes Marciais - Karatespace (PDFDrive)Wladimir SchmidtAinda não há avaliações
- O Que É Engenharia de Produção PDFDocumento50 páginasO Que É Engenharia de Produção PDFフニオル フニオルAinda não há avaliações
- Trabalho Logística COMPLETODocumento19 páginasTrabalho Logística COMPLETOPaola LiraAinda não há avaliações
- Declaração de Princípios de Atuação ErgonômicaDocumento2 páginasDeclaração de Princípios de Atuação ErgonômicamachadrsAinda não há avaliações
- Saúde E Segurança No Trabalho: Conteúdos TransversaisDocumento74 páginasSaúde E Segurança No Trabalho: Conteúdos TransversaisLeticia Fernanda100% (3)
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilNo EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilAinda não há avaliações
- Pnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoNo EverandPnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoAinda não há avaliações
- Hospital Seguro: do Caos à Segurança: reflexões de Arquitetura e BiossegurançaNo EverandHospital Seguro: do Caos à Segurança: reflexões de Arquitetura e BiossegurançaAinda não há avaliações
- Manual Prático De Treinamento E Aprendizagem OrganizacionalNo EverandManual Prático De Treinamento E Aprendizagem OrganizacionalAinda não há avaliações
- Roteiro de Testes FisiologicosDocumento19 páginasRoteiro de Testes FisiologicosSavio Das Dores Camaliel SavioAinda não há avaliações
- NBR 10400 PDFDocumento33 páginasNBR 10400 PDFAlexandro SantosAinda não há avaliações
- 05 Calor e Principios Da Termodinamica PDFDocumento31 páginas05 Calor e Principios Da Termodinamica PDFJohn HavaianoAinda não há avaliações
- Superficies Equipotenciais e Análise Do Campo EletricoDocumento7 páginasSuperficies Equipotenciais e Análise Do Campo Eletricomaira0% (1)
- Unid 2Documento44 páginasUnid 2domingos netoAinda não há avaliações
- Testes de Vo2 - CoimbraDocumento28 páginasTestes de Vo2 - CoimbraLeonardo SalesAinda não há avaliações
- Wa0060.Documento155 páginasWa0060.eudede.123.andreAinda não há avaliações
- Estruturas Hiperestáticas - Método Das ForçasDocumento11 páginasEstruturas Hiperestáticas - Método Das ForçasAkemi MFAinda não há avaliações
- Ficha-11 - FQ11 CíntiaDocumento9 páginasFicha-11 - FQ11 CíntiaRodrigo GomesAinda não há avaliações
- Roldanas - Maquinas SimplesDocumento7 páginasRoldanas - Maquinas SimplesMight Angel16Ainda não há avaliações
- Exame FQ11 Prova-Modelo 5Documento7 páginasExame FQ11 Prova-Modelo 5Orlando Meireles0% (1)
- Pism - MateriasDocumento34 páginasPism - MateriasPatrik Lanes100% (1)
- Catalogo - Tecnico - 2009 CILINDROS GRAFICOS PDFDocumento62 páginasCatalogo - Tecnico - 2009 CILINDROS GRAFICOS PDFgilson soaresAinda não há avaliações
- Teste - MecânicaDocumento6 páginasTeste - MecânicaLuciana SilvaAinda não há avaliações
- Vestibular Cederj 2017 2Documento24 páginasVestibular Cederj 2017 2Isaac Caina RodriguesAinda não há avaliações
- APOSTILA-Física Trabalho e PotênciaDocumento6 páginasAPOSTILA-Física Trabalho e PotênciaMarina BarbatovciAinda não há avaliações
- Trabalho, Energia, Impulso e Quantidade de MovimentoDocumento10 páginasTrabalho, Energia, Impulso e Quantidade de MovimentoJosilda Dias PalmeiraAinda não há avaliações
- Cinesiologia de MMSS e MMIIDocumento27 páginasCinesiologia de MMSS e MMIIArquivos de Fisioterapia100% (1)
- Resumo 3-O Trabalho Como Medida Da Energia Transferida Por Ação de Forças Constantes PDFDocumento5 páginasResumo 3-O Trabalho Como Medida Da Energia Transferida Por Ação de Forças Constantes PDFBeatriz Costa100% (3)
- AP1 Fis1A 2019 1 GabDocumento4 páginasAP1 Fis1A 2019 1 GabAllan Serafim GonçalvesAinda não há avaliações
- Perguntas&Respostas - Escolha MúltiplaDocumento17 páginasPerguntas&Respostas - Escolha MúltiplaJorge Jesus .LrAndreAinda não há avaliações
- Apostila Leis de OhmDocumento29 páginasApostila Leis de OhmSilvia CrisAinda não há avaliações
- ATIVIDADESDocumento5 páginasATIVIDADESMarcos Vinícius MarquesAinda não há avaliações
- Lista de Vetores - ProntaDocumento2 páginasLista de Vetores - ProntaGraciela MarquesAinda não há avaliações
- 05 Quinta Lista Conservacao Da Energia No Movimento GeralDocumento25 páginas05 Quinta Lista Conservacao Da Energia No Movimento GeralOeste Bahia PolíticaAinda não há avaliações
- PTV DeslocamentosDocumento28 páginasPTV Deslocamentosguga_cruz181942100% (7)
- Apostila Saberes Física DinâmicaDocumento13 páginasApostila Saberes Física DinâmicaConcurso Vestibular100% (5)
- Termodinc 3 A 2 MicaDocumento23 páginasTermodinc 3 A 2 MicaLucas Gabriel CasagrandeAinda não há avaliações
- PPC NSBDocumento25 páginasPPC NSBLucila silva backAinda não há avaliações