Escolar Documentos
Profissional Documentos
Cultura Documentos
Manual Montagem
Enviado por
codozinhoDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Manual Montagem
Enviado por
codozinhoDireitos autorais:
Formatos disponíveis
TRANSPORTE E
MONTAGEM
Srie Manual de Construo em Ao
Galpes para usos gerais
Ligaes em estruturas metlicas
Edifcios de pequeno porte estruturados em ao
Alvenarias
Painis de vedao
Resistncia ao fogo das estruturas de ao
Tratamento de superfcie e pintura
Transporte e montagem
TRANSPORTE E
MONTAGEM
MAURO OTTOBONI PINHO
INSTITUTO BRASILEIRO DE SIDERURGIA
CENTRO BRASILEIRO DA CONSTRUO EM AO
RIO DE JANEIRO
2005
2005 INSTITUTO BRASILEIRO DE SIDERURGIA/CENTRO BRASILEIRO DA CONSTRUO EM AO
Nenhuma parte desta publicao pode ser reproduzida por quaisquer meio, sem a prvia autorizao desta Enti-
dade.
Ficha catalogrfica preparada pelo Centro de Informaes do IBS/CBCA
P654t Pinho, Mauro Ottoboni
Transporte e montagem / Mauro Ottoboni Pinho. - Rio de Janeiro: IBS/
CBCA, 2005.
144p.; 29 cm. -- ( Srie Manual de Construo em Ao)
Bibliografia
ISBN 85-89819-08-6
1. Montagem 2. Transporte de estruturas 3. Construo em ao I. Ttulos
(srie)
CDU 624.014.2:656.025.4(035)
Instituto Brasileiro de Siderurgia / Centro Brasileiro da Construo em Ao
Av. Rio Branco, 181 / 28
o
Andar
20040-007 - Rio de Janeiro - RJ
e-mail: cbca@ibs.org.br
site: www.cbca-ibs.org.br
Dedicamos este trabalho aos estudantes de engenharia e arquitetura do Brasil.
DEDICATRIA
Ao CBCA - Centro Brasileiro da Construo em Ao, pelo convite.
Ao Eng. Ildony Helio Bellei pela contribuio e estmulo.
minha esposa e filhos, pelo apoio e pacincia.
AGRADECIMENTOS
Sumrio
Captulo 1
1 Introduo 15
1.1 As estruturas de ao 16
1.2 Escopo bsico 16
1.2.1 Projeto de arquitetura 16
1.2.2 Projeto estrutural 16
1.2.3 Fabricao 17
1.2.4 Tratamento anticorrosivo 18
1.2.5 Transporte 18
1.2.6 Montagem 18
1.3 Tipos de estruturas 19
1.4 Concepo de projeto visando a melhoria de produtividade 21
1.5 Comentrios finais 22
Captulo 2
Transporte de estruturas 25
2.1 Introduo 26
2.2 Planejamento de transporte 26
2.3 Transporte rodovirio 27
2.3.1 Tipos de veculos 28
2.3.2 Pesos e dimenses mximas 29
2.3.3 Cargas indivisveis 30
2.4 Transporte ferrovirio 32
2.4.1 Plataforma de piso metlico 32
2.4.2 Gndola com bordas tombantes 32
2.5 Transporte martimo 33
2.6 Transporte fluvial 34
2.7 Transporte areo 35
Captulo 3
Equipamentos de montagem 37
3.1 Introduo 38
3.2 Equipamentos de iamento vertical 38
3.3 Equipamentos de transporte horizontal 44
3.4 Equipamentos auxiliares 44
Captulo 4
Tcnicas de iamento 47
4.1 Introduo 48
4.2 Clculo da carga 48
4.3 Clculo do centro de gravidade 48
4.4 Acessrios de iamento 49
4.5 Composio de foras 52
4.6 Roldanas e reduo de cargas 54
4.7 Consideraes sobre iamento de peas 55
Captulo 5
Ligaes soldadas e parafusadas 59
5.1 Generalidades 60
5.2 Ligaes Soldadas 61
5.2.1 Introduo 61
5.2.2 Processos de soldagem 62
5.2.3 Mquinas de solda 65
5.2.4 Caractersticas das ligaes soldadas 67
5.2.5 Controle e garantia da qualidade 68
5.2.6 Ensaios no destrutivos 69
5.3 Ligaes parafusadas 72
5.3.1 Generalidades 72
5.3.2 Tipos de parafusos 73
5.3.3 Modalidades de ligaes 73
5.3.4 Controle de torque 74
5.3.5 Mtodos de protenso dos parafusos de alta resistncia 76
5.4 Corte maarico 78
5.4.1 Generalidades 78
5.4.2 O aparelho de maarico 78
Captulo 6
Montagem de edifcios e galpes 81
6.1 Introduo 82
6.2 Tipos de edifcios 82
6.3 Montagem de edifcios de mltiplos andares 82
6.3.1 Verificao das fundaes 83
6.3.2 Alinhamento 83
6.3.3 Nivelamento 84
6.3.4 Esquadro 84
6.3.5 Prumo 84
6.3.6 Montagem 85
6.3.7 Plano de rigging 87
6.4 Montagem de galpes 89
6.5 Medidas e tolerncias 92
Captulo 7
Montagem de pontes, viadutos e passarelas 95
7.1 Introduo 96
7.2 Classificao quanto ao tipo de estrutura suporte 96
7.2.1 Pontes com longarinas de perfis de alma cheia 96
7.2.2 Pontes aporticadas com longarinas de perfis de alma cheia 96
7.2.3 Pontes com longarinas tipo caixo 96
7.2.4 Pontes com longarinas treliadas 97
7.2.5 Pontes em arco 97
7.2.6 Pontes estaiadas 97
7.2.7 Pontes pnseis 98
7.3 Classificao quanto ao tipo de tabuleiro 98
7.3.1 Pontes com tabuleiro em concreto armado 98
7.3.2 Pontes com tabuleiro em concreto protendido 98
7.3.3 Pontes com tabuleiro em placa ortotrpica 99
7.3.4 Pontes com tabuleiro em madeira 99
7.4 Classificao quanto a posio relativa do tabuleiro 99
7.4.1 Pontes com tabuleiro superior 99
7.4.2 Pontes com tabuleiro intermedirio 99
7.4.3 Pontes com tabuleiro inferior 99
7.5 Montagem de pontes 99
7.6 Processos de montagem de pontes 100
7.6.1 Montagem pelo solo 100
7.6.2 Montagem por balsa 100
7.6.3 Montagem de pontes por lanamento 101
7.6.4 Montagem por balanos sucessivos 108
7.7 Equipamentos utilizados na montagem de pontes 109
7.7.1 Introduo 109
7.7.2 Derricks 110
7.7.3 Travellers 110
7.7.4 Trelia lanadeira 111
7.7.5 Guinchos 111
7.7.6 Macacos trepadores 111
7.8 Montagem de passarelas 111
7.8.1 Generalidades 111
7.8.2 Recomendaes 112
Captulo 8
Outros tipos de estrutura 113
8.1 Introduo 114
8.2 Montagem de torres 114
8.3 Montagem de tanques e reservatrios 116
8.4 Montagem de esferas 118
8.5 Montagem de chamins e vasos de presso 118
8.6 Montagem de estruturas espaciais 119
Captulo 9
Planejamento e oramento de montagem 121
9.1 Introduo 122
9.2 Definio do processo de montagem 123
9.3 Planejamento de montagem 124
9.4 Recursos 126
9.5 Cronogramas 128
9.6 Oramento 128
9.7 Clculo do preo de venda e proposta 132
9.8 Contrato 134
Referncias Bibliogrficas 137
Anexos 141
Apresentao
Na construo em ao cada pea possui seu lugar especfico na estrutura e desempenha um
papel na constituio da obra. O ato de se unirem as peas no canteiro de obras para formar
o conjunto da estrutura chama-se montagem. Porm, antes disso necessrio transportar a
estrutura do local onde foi produzida at o canteiro de obras, onde ser montada. Este manual
abordar estas duas fases na produo das estruturas em ao: o transporte e a montagem.
O setor siderrgico, atravs do Centro Brasileiro da Construo em Ao - CBCA, tem a satisfa-
o de tornar disponvel para o universo de profissionais envolvidos com o emprego do ao na
construo civil, este manual, o oitavo de uma srie relacionada construo em ao.
Centro dinmico de servios, com foco exclusivamente tcnico e capacitado para conduzir uma
poltica de promoo do uso do ao na construo, o CBCA est seguro de que este manual
enquadra-se no objetivo de contribuir para a difuso de competncia tcnica e empresarial no
Pas.
Introduo
Captulo 1
16
Introduo
1.1 As estruturas de ao
As estruturas de ao se caracterizam por
serem produzidas parte fora do local da cons-
truo e parte na prpria obra. Por definio,
isto construo industrializada, ou seja: rea-
lizao de atividades em local diverso do can-
teiro de obras destinadas preparao prvia
de elementos padronizados que sero levados
ao canteiro para formar a edificao.
As estruturas de ao so constitudas por
um grupo de peas, que aps serem unidas,
formaro um conjunto estvel que sustentar a
construo. A fabricao das peas se realiza
em uma unidade industrial, onde esto centra-
lizados os meios de produo como mquinas
e equipamentos, operrios e administrao,
matrias-primas, etc.
Na construo em ao cada pea possui
seu lugar especfico na estrutura e desempe-
nha um papel na constituio da obra. O ato
de se unirem as peas no canteiro de obras
para formar o conjunto da estrutura chama-se
montagem. Porm, antes disso necessrio
transportar a estrutura do local onde foi produ-
zida at o canteiro de obras, onde ser monta-
da. Este manual abordar estas duas fases na
produo das estruturas em ao: o transporte
e a montagem.
1.2 Escopo bsico
Quando desejar adquirir uma estrutura
em ao para qualquer fim, o empreendedor ne-
cessitar dos itens apresentados abaixo para
obter o produto final, ou seja, a estrutura com-
pleta e montada no local da obra. Estes itens
podero ser fornecidos por uma nica empresa
ou serem partilhados entre diversas outras es-
pecializadas. Portanto, antes que se apresen-
tem os aspectos detalhados quanto ao trans-
porte e a montagem, apresentam-se abaixo as
fases precedentes da construo em ao:
Projeto de arquitetura;
Projeto estrutural;
Fabricao;
Tratamento anticorrosivo.
1.2.1 Projeto de arquitetura
Toda obra se inicia pela concepo arqui-
tetnica. crescente o nmero de projetos em
que o arquiteto tira partido do material, direcio-
nando seu projeto para a utilizao do ao. O
arquiteto deve estar consciente das caracters-
ticas das estruturas em ao ao iniciar a con-
cepo de seu projeto. Procurando a modula-
o certamente estar contribuindo para que
os custos finais sejam menores. A simplicidade
representada pelo alinhamento das colunas e
vigas em eixos ortogonais em edifcios de ml-
tiplos andares, por exemplo, permite a padro-
nizao de cmodos de maneira a ocorrer uma
repetio dos vos livres entre pilares. Isto pro-
porciona a ocorrncia de vigas iguais ou quase
iguais, com o conseqente ganho de produtivi-
dade. lgico que esta padronizao s tem
sentido se serve ao projeto arquitetnico, sem
podar a criatividade ou prejudicar a funcionali-
dade da edificao quando concluda.
1.2.2 Projeto estrutural
Os projetos so o ponto de partida para
a realizao da obra. So documentos grfi-
cos que nos mostram como ser a obra, suas
caractersticas e dimenses. Os projetos de
estruturas em ao possuem quatro nveis a sa-
ber: Projeto Bsico, Projeto Estrutural, Projeto
de Fabricao e Diagrama de Montagem.
a) Projeto bsico
Mostra em linhas gerais a concepo
bsica adotada para a estrutura, com repre-
sentao unifilar, sem o dimensionamento dos
elementos. A partir deste projeto estima-se pre-
liminarmente os materiais necessrios a serem
utilizados na obra baseando-se em dados pr-
ticos histricos, a ttulo de primeira aproxima-
o de peso. Trata-se de um projeto preliminar,
que pode e deve passar por evolues no fu-
turo, comparando-se vrios projetos alternati-
vos. Cada alternativa poder representar uma
concepo estrutural diferente, para resultar
17
em uma escolha final, que pode ser uma mes-
cla de duas ou mais hipteses analisadas.
O arquiteto, ao projetar uma edificao
objetivando a adoo da estrutura de ao, re-
presenta o aspecto desejado para estrutura,
ainda que sem preocupao com o dimensio-
namento das peas. Este tipo de projeto de ar-
quitetura trata-se de um projeto bsico.
b) Projeto estrutural
Este item inclui toda a anlise estrutural
com o dimensionamento de todos os elemen-
tos, gerao das cargas nas fundaes e a
definio geomtrica dos eixos, dimenses e
nveis da estrutura, a partir do projeto arquite-
tnico. Para obter estes elementos, o calculis-
ta far o clculo estrutural no qual levar em
conta todos os esforos que sero aplicados
estrutura, suas combinaes possveis e dar
aos seus elementos as dimenses necessrias
para oferecer a resistncia adequada.
Alm disso, tambm devem constar do
projeto o tipo de ligao a ser adotado entre
as peas, os perfis e outros materiais, o ao a
ser adotado, a classe dos parafusos e eletro-
dos de solda e os ensaios necessrios para a
garantia da qualidade da execuo.
Os documentos resultantes do projeto es-
trutural so as listas de materiais, as memrias
de clculo e os desenhos de projeto.
c) Projeto detalhado
Tambm chamado de projeto de fabrica-
o ou desenhos de detalhe, mostram o deta-
lhamento do projeto estrutural, visando dotar a
fbrica de todas as informaes para proceder
a fabricao da estrutura. So desenhos de
cada pea constituinte da estrutura, o dimen-
sionamento das ligaes entre elas, os mate-
riais bsicos utilizados e as listas de materiais
com os pesos. Nestes projetos todas as peas
e partes de peas individuais so detalhadas a
partir dos materiais encontrados no mercado.
Cada pea e parte de pea receber um nome
chamado marca de detalhe.
Alguns elementos podem constar em lis-
tas separadas, como os parafusos, telhas e
acessrios que normalmente no constam no
peso da obra. Eventualmente, a rea da super-
fcie a ser pintada tambm ser fornecida nos
desenhos.
d) Diagramas de montagem
Projetos apresentados na forma de dese-
nhos, que em tudo lembram o projeto estru-
tural, mas diferem destes por no mostrarem
necessariamente os materiais utilizados. O ob-
jetivo destes desenhos mostrar a localizao
das peas na estrutura para orientao dos
servios de montagem, assinalando as marcas
de detalhe de cada pea.
1.2.3 Fabricao
Antes de iniciar a fabricao, o fornece-
dor das estruturas deve providenciar a mat-
ria-prima e os consumveis de aplicao direta
a partir das listas de materiais. Os materiais
estruturais como chapas e perfis podero ser
adquiridos pelo prprio fabricante ou mesmo
pelo cliente. Neste caso, este solicitar aos
fornecedores que entreguem os materiais na
fbrica da empresa responsvel pela fabrica-
o.
Pode ocorrer que o fabricante no rece-
ba os desenhos de detalhamento. Um projeto
estrutural mais detalhado pode dispensar a ne-
cessidade do detalhamento. Caber ao fabri-
cante analisar o nvel de informaes contidas
no projeto e contratar o detalhamento caso jul-
gue necessrio.
Listas de materiais elaboradas a partir
dos desenhos de detalhe so mais exatas que
aquelas feitas somente a partir do projeto es-
trutural. No momento do aprovisionamento dos
materiais para fabricao, ser utilizada a lti-
ma lista disponvel. Caso esta seja uma lista
imprecisa, isto poder acarretar falta de deter-
minados materiais ou sobra de outros durante
18
a fabricao, com a ocorrncia de possveis
atrasos.
Estando os materiais disposio, o fa-
bricante dar incio aos seus trabalhos.
A fabricao ser a transformao dos
materiais em peas atravs das operaes b-
sicas de fabricao: corte, dobra, furao, sol-
dagem entre outros.
1.2.4 Tratamento anticorrosivo
O tratamento anticorrosivo visa interpor
uma barreira entre o meio externo e o ao da
pea visando retardar o processo de corroso.
Isto ser necessrio caso as caractersticas da
estrutura, o ao utilizado e a agressividade do
meio ambiente levem ao surgimento de pro-
cessos corrosivos. Estes sero sempre mais
prejudiciais medida que prejudiquem a vida
til da estrutura, coloquem em risco sua esta-
bilidade ou afetem a esttica da construo.
Os principais tipos de tratamento anticor-
rosivo so a galvanizao e a pintura. A gal-
vanizao a deposio de uma camada de
zinco na superfcie da pea, metal este muito
mais estvel que o ao carbono. Este proces-
so normalmente mais dispendioso que os
sistemas de pintura, mas ser recomendado
nos casos em que o meio muito agressivo,
a manuteno difcil e as dimenses das pe-
as permitirem. Nos casos mais gerais a pintu-
ra ser o processo utilizado.
A pintura de base de proteo anticorrosi-
va poder ser aplicada logo aps a fabricao
ainda no interior da fbrica.
A pintura de acabamento, quando aplic-
vel, poder ocorrer:
antes da liberao para embarque
das estruturas, no interior da fbrica;
no canteiro de obras, antes da mon
tagem;
no canteiro de obras, aps a monta-
gem e antes das obras civis;
no canteiro de obras com a estrutura
totalmente montada e aps as obras
civis como lajes ou alvenarias;
1.2.5 Transporte
Conforme a modalidade de transporte es-
colhida, as peas devero possuir dimenses
e pesos compatveis com a capacidade dos
veculos utilizados. No transporte rodovirio
por exemplo, o mais utilizado atualmente, con-
sidera-se normal o transporte executado sobre
carretas de 27 toneladas de capacidade, com
aproximadamente 13 metros de comprimento
na carroceria, 2,3 metros de largura transpor-
tvel e uma altura mxima sobre a plataforma
de aproximadamente 3,0 metros. Acima destes
limites situam-se os transportes especiais com
excesso no comprimento, excesso lateral ou
excesso em altura. Nestes casos o preo por
tonelada transportada sobe significativamente,
sendo exigidos veculos e licenas especiais,
batedores, horrios especiais, etc. Geralmen-
te procura-se limitar as peas das estruturas
ao comprimento mximo de 12 metros. Estes
tpicos sero abordados mais detalhadamente
no Captulo 2.
1.2.6 Montagem
Antes da montagem propriamente dita,
sero executadas a descarga, conferncia e
armazenagem das peas no canteiro de obras.
As fundaes e outras interfaces sero verifi-
cadas topograficamente quanto a exatido dos
nveis, distncias e alinhamentos. Aps estas
providncias e a correo de eventuais des-
vios, ser iniciada a montagem das peas da
estrutura, que a materializao no canteiro
de todo o trabalho das etapas precedentes.
Apesar de possurem peso prprio reduzido
em comparao com as estruturas de concre-
to, as estruturas em ao necessitam de equi-
pamentos para sua montagem. A montagem
Introduo
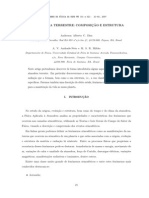
Figura 1.1 - Carreta convencional com cavalo
mecnico
19
ser tratada mais detalhadamente no Captulo
3 e seguintes.
1.3 Tipos de estruturas
a) Estruturas de edifcios mltiplos an-
dares - Este tipo de estrutura caractersti-
co de edifcios de mltiplos andares como os
destinados a apartamentos, a escritrios ou
salas comerciais. Tambm so exemplos al-
guns edifcios industriais constitudos de diver-
sos nveis, nos quais se apoiaro utilidades,
equipamentos de produo e plataformas de
manuteno. A constituio tpica destas es-
truturas aquela formada por colunas verticais
e vigas horizontais, contidas por estruturas de
contraventamento, que promovem a estabilida-
de lateral do conjunto. essencialmente uma
estrutura verticalizada constituda de perfis de
alma cheia.
b) Estruturas de galpes So as t-
picas estruturas para instalaes industriais,
constitudas de filas de colunas, uniformemen-
te espaadas em eixos sucessivos, interliga-
das transversalmente por prticos. Longitu-
dinalmente, os prticos so interligados por
vigas de beiral, eventualmente tambm vigas
de rolamento de guindastes (pontes rolantes)
e estruturas de contraventamento. As vigas
transversais que formam o prtico sustentam
e do forma cobertura, que poder ser em
arco, shed, uma gua, duas guas, etc. As co-
lunas e vigas de prtico podem ser em perfis
de alma cheia, treliados, ou ainda uma combi-
nao entre estes. Os outros elementos, como
teras, tirantes, vigas de tapamento, contra-
ventamentos, etc. so formados por perfis le-
ves laminados ou dobrados. A exemplo do tipo
anterior, a montagem de galpes ser detalha-
da no Captulo 6.
c) Estruturas de obras de arte - so as
estruturas de pontes, passarelas e de viadu-
tos, que assumem as mais diversas formas e
tamanhos. Tratam-se de estruturas destinadas
a vencerem vo livres ligando dois pontos. So
portanto, estruturas essencialmente horizonta-
lizadas, apoiadas em pilares e encontros nas
extremidades dos vos. Podem ser constitu-
das de perfis de alma cheia, trelias de perfis
mais leves, ou mesmo outros tipos especiais
que sero abordados no Captulo 7.
Figura 1.2 - Estrutura de edifcio de mltiplos andares
Figura 1.3 Ginsio de esportes
Figura 1.4 Ponte em ao
20
d) Estruturas reticuladas o caso t-
pico das torres, concebidas para sustentao
de cabos eltricos, antenas de transmisso
e recepo de sinais, postes de iluminao
e sinalizao, ou mesmo suporte de equipa-
mentos industriais e chamins. So estruturas
verticalizadas treliadas que formam um reti-
culado tridimensional de perfis muito leves uni-
dos atravs de parafusos.
e) Estruturas tubulares Neste tipo po-
dem-se classificar as torres e postes tubulares
para telefonia celular, estruturas de jaquetas
de plataformas martimas de prospeco de
petrleo, ou ainda chamins e grandes tubula-
es. No caso de tubulaes areas, podem-
se citar grandes adutoras de gua, oleodutos,
emissrios submarinos e condutos forados
de usinas de gerao de energia. Podem ser
feitas de perfis tubulares comerciais (no caso
de pequenas estruturas), entretanto o tipo
mais comum ser formada por chapas de ao
carbono calandradas e soldadas.
f) Estruturas espaciais - Denominam-
se estruturas espaciais aqueles reticulados
tridimensionais constitudos de perfis leves,
tubulares ou no, cujos elementos convergem
de diversas direes em ns de interligao.
Caso tpico so as estruturas de pavilhes de
exposies, aeroportos, estaes rodovirias
e terminais de carga, onde se desejam amplas
coberturas com o mnimo de apoios. So estru-
turas que apresentam grandes vos livres, so
eminentemente horizontalizadas e dotadas de
platibanda que oculta e protege a cobertura.
Introduo
Figura 1.5 Torre de transmisso de energia
Figura 1.6 Poste tubular
Figura 1.7 Estrutura espacial
21
g) Estruturas de armazenagem So
casos tpicos os silos, tanques e esferas de ar-
mazenamento. Possuem como caracterstica
principal as paredes relativamente finas forma-
das por chapas de ao carbono calandradas.
Estas estruturas so utilizadas para armaze-
namento de materiais a granel como gros, l-
quidos e gases. Os silos e tanques assumem
a forma cilndrica, formada pelo fundo, costado
(parede lateral calandrada) e o teto. O fundo
dos silos possui a forma cnica para melhor
escoamento dos gros. O caso das esferas de
armazenamento de gases bastante peculiar,
sendo a forma esfrica obviamente a mais co-
mum, porm no a nica.
h) Estruturas estaiadas ou tensiona-
das So estruturas que utilizam cabos de
ao (ou tubos esbeltos) tracionados para sus-
tentao de coberturas. Este tipo de estrutura
procura vencer grandes vos tirando partido
da alta resistncia a trao dos cabos de ao.
Os cabos de ao so firmemente ancorados
em poucos pilares ou na extremidade de anis
perifricos, e da pendem em linha reta ou na
forma de parbolas sustentadas nas duas ex-
tremidades.
1.4 Concepo de projeto visando
a melhoria de produtividade
A construo em ao como exemplo de
construo industrializada possui a vantagem
competitiva de se deslocar boa parte das ati-
vidades para fora da obra reduzindo o tempo
de permanncia no local e o desperdcio de
materiais. Entretanto, ganhos suplementares
em produtividade podem ser auferidos com a
economia de escala. Por exemplo: se duas pe-
as iguais vo ser fabricadas, o ganho relativo
de produtividade ser pequeno; entretanto, se
vo ser fabricadas 200 peas iguais, haver
um ganho progressivo de produtividade. Este
ganho ir aumentar at que se tenda esta-
bilizao em um determinado patamar. Qual-
quer progresso a partir deste nvel depender
da utilizao de uma nova tecnologia. Porm,
antes que tal salto tecnolgico ocorra, os be-
nefcios j sero sentidos no desempenho das
obras em ao, com um resultado bem acima
dos processos artesanais.
Pode-se analisar os ganhos de produtivi-
dade em trs nveis:
1) No primeiro nvel se faz o comparativo
entre a construo industrializada e a constru-
o artesanal. Entende-se como construo
artesanal aquela que se caracteriza por ser
produzida totalmente no canteiro de obras; no
apresenta repetio significativa de elementos;
exige macio emprego de mo-de-obra; apre-
senta perdas elevadas de materiais e comu-
mente realizada uma nica vez.
2) Num segundo nvel o comparativo se
far entre a construo industrializada simples,
repetitiva e padronizada, com outra complexa
sem repetio nem padronizao. Em outras
palavras, o ganho de produtividade neste nvel
depender da complexidade e do nmero de
peas iguais da estrutura.
3) No terceiro e ltimo nvel os ganhos
de produtividade so atingidos quando ocorre
a ruptura do paradigma vigente com o surgi-
mento de uma nova tecnologia.
Figura 1.8 Esfera de armazenamento
22
Analisam-se abaixo, de forma simplifi-
cada, os ganhos de produtividade que podem
ocorrer no nvel 2) descrito acima, ou seja, nas
diversas fases da construo em ao:
Projetos No clculo estrutural, se exis-
tem poucas peas para serem dimensiona-
das e desenhadas, haver uma economia de
tempo durante o projeto, pois a mesma pea
ocorre vrias vezes na mesma estrutura. Da
mesma forma uma estrutura de simples con-
cepo representar maior produtividade em
comparao com outra mais complexa. Claro
est que se existirem muitas peas diferentes
para serem projetadas ou de dimensionamen-
to trabalhoso, o tempo gasto no projeto ser
relativamente maior. Entretanto, este ganho
durante o perodo de projeto pequeno, pois
os projetos no esto entre as atividades mais
onerosas da construo em ao. Por outro
lado, um projeto mais elaborado, e portanto
mais trabalhoso pode resultar ganhos signifi-
cativos nas fases seguintes.
Fabricao Durante a fabricao tem-
se ganhos de produtividade sempre que as
peas forem de simples concepo, ocorrerem
diversas vezes cada uma e apresentarem pe-
queno nmero de operaes para serem con-
cludas. Quanto mais prxima a pea estiver da
forma inicial do perfil que lhe deu origem, mais
fcil ser a sua fabricao. Por exemplo: uma
viga de perfil laminado parafusada, necessita-
r somente ser cortada no comprimento exato
e a seguir sofrer a furao nas extremidades.
Em contrapartida, uma viga treliada composta
de perfis U e L, necessitar ter um corte para
cada uma das cordas, diagonais e montantes;
a solda de cada elemento conforme geometria
de projeto, a confeco das diversas chapas
de ligao, alm da furao para a ligao com
as colunas. bvio qual das duas vigas sofre-
r mais operaes para ser concluda.
Transporte Peas de dimenses, for-
ma e peso compatveis com os veculos que
sero utilizados no seu transporte, represen-
tam melhor aproveitamento destes. Peas
adequadamente armazenadas na fbrica e
no canteiro de obras propiciam maior facilida-
de para serem localizadas, lingadas e iadas.
Estruturas bem acondicionadas no veculo
tambm levam a operaes de embarque e
desembarque mais fceis alm de representar
menores gastos com o transporte.
Montagem - Durante a montagem da
estrutura, se ocorrerem repeties de peas
em situaes virtualmente idnticas ou mes-
mo semelhantes, o tempo de montagem de
cada uma ser reduzido progressivamente,
at estabilizar. Por outro lado, se as ligaes
entre as peas se faz com rapidez, ganha-se
tempo em comparao com ligaes difceis
e trabalhosas. Erros cometidos nas fases de
projeto e fabricao ocasionam grandes per-
das de produtividade e atrasos no andamento
da montagem, pois no raro exigem correes
de dimenses ou furao no prprio canteiro.
Erros durante a prpria montagem, como por
exemplo uma pea que tenha sido montada no
lugar de outra, demanda no mnimo o triplo do
tempo para ser montada: o tempo para monta-
la pela primeira vez; para sua desmontagem; e
para montar a pea certa em seu lugar.
1.5 Comentrios finais
Cada obra em ao o resultado de uma
sucesso de decises tomadas desde a con-
cepo da estrutura at a montagem da lti-
ma pea. importante que cada profissional
tenha conscincia das repercusses possveis
de cada fase sobre as demais. O profissional
que est no incio do processo produtivo o
projetista de estruturas. O trabalho de projetar
as estruturas condicionado pelas disposies
normativas obrigatrias e pelo estilo prprio do
profissional. Neste mbito, em que h liberda-
de de tomada de decises, a histria da obra
comea a ser escrita, e importante que leve
ao xito da obra como um todo.
Introduo
23
As obras sero exitosas na medida em
que possurem caractersticas de durabilida-
de, segurana, estticas e de utilizao per-
cebidas pelos usurios de forma a atender os
objetivos para os quais foram concebidas. O
trabalho dos profissionais envolvidos com a
concepo e a construo da estrutura ser
percebido pelo usurio leigo partir de seus
resultados palpveis: uma obra durvel, segu-
ra, bonita e til. Porm, para os profissionais o
sucesso da obra no se limitar percepo
da boa receptividade por parte da sociedade.
Para os protagonistas o sucesso depender
tambm dos resultados tcnicos relacionados
com os desafios vencidos, o desempenho das
equipes envolvidas dentro dos prazos previs-
tos, o resultado econmico obtido no empre-
endimento e a satisfao de ter participado de
uma obra reconhecida como excelente pelos
seus pares.
25
Transporte de Estruturas
Captulo 2
26
2.1 Introduo
Embora seja vivel a fabricao de estru-
turas mais simples no prprio canteiro, a situa-
o mais comum aquela em que a fabricao
e a montagem ocorram em locais diferentes.
Nestes casos as estruturas de ao devero ser
transportadas at o local da montagem aps a
fabricao. A matria-prima utilizada nas estru-
turas, como chapas e perfis, tambm depende
de transporte desde a usina siderrgica ou dis-
tribuidor at a fbrica.
Desde a produo, cada pea da estrutu-
ra ser manipulada e transportada de um lado
para outro, sendo depositada em um local,
para em seguida ser deslocada novamente.
Dependendo da pea e do tipo de fabricao,
esse deslocamento constante ocorre inclusive
dentro da fbrica. Quando os equipamentos
de corte e furao, soldagem ou pintura se en-
contram fixos, as peas devero ser movidas
de um local para outro at estarem concludas.
Portanto, constantemente a pea iada, des-
locada e armazenada em repetidas operaes.
Isto requer tempo de pessoal e equipamentos,
que demandam recursos financeiros. Para a
reduo dos custos de produo, quanto me-
nos manipulao houver, melhor.
Tambm no canteiro de obras assim:
enquanto se mobiliza uma equipe para a des-
carga de uma carreta, no haver montagem
de peas na estrutura. Esta atividade inevit-
vel, deve ser prevista nos oramentos. O que
se deve evitar o retrabalho, que durante a
montagem pode ser uma pea montada em lo-
cal errado, mas tambm pode significar horas
perdidas em busca de uma determinada pea
em uma pilha catica de outras semelhantes.
Esta desorganizao pode ser causada pela
falta de planejamento de transporte, que acar-
retar maiores custos de montagem.
O transporte das estruturas e matrias-
primas ser realizado por algum meio de trans-
porte, seja rodovirio, ferrovirio, martimo, a-
reo ou fluvial. Conforme o meio de transporte
adotado, existiro determinadas limitaes das
peas da estrutura, tanto a respeito de seus
pesos individuais e peso total, quanto pelas di-
menses mximas e do volume disponvel.
A montagem de cada pea em seu lugar
na estrutura ser realizada por equipamentos
de iamento como gruas e guindastes. Es-
tes meios de levantamento de peas tambm
possuem limites de capacidade de carga, que
acarretam limitaes no peso das peas. Alm
destes, os seguintes fatores podem se consti-
tuir em limitaes para as dimenses, pesos
e volumes das peas - seja em conjunto, seja
individualmente:
1.Problemas relativos ao trajeto de trans-
porte, como limitaes quanto a largura, altura
e pesos mximos permitidos (sobre uma ponte
rodoviria, por exemplo).
2.Limites impostos pelo processo de
montagem ou pela disponibilidade de espao
no canteiro de obras.
3.Limitaes relativas estabilidade das
peas durante o processo de montagem, seja
de uma pea individualmente durante o ia-
mento, seja aps ocupar seu lugar na estru-
tura.
4.Dimenses dos perfis comercializados.
Por estas razes ou outras derivadas
destas, as peas devem ser concebidas na
fase de projeto e arranjadas para o transporte,
de modo a no acarretarem problemas nas fa-
ses de transporte e montagem.
2.2 Planejamento de transporte
O planejamento de transporte essencial
para o sucesso da obra. Obviamente, depende
de disponibilidade de peas prontas na fbri-
ca que possam ser enviadas obra. Depen-
de igualmente, de uma anlise do trajeto e de
Transporte de Estruturas
27
limitaes dimensionais e de peso. Portanto,
pode-se enumerar o aspectos mais relevantes
para o planejamento e execuo do transporte
das peas da estrutura:
1.Escolha da modalidade de transporte
mais adequada para vencer a distncia entre a
fbrica e a obra. Para esta escolha devem ser
analisadas a disponibilidade de meios e vias
de transporte no trajeto.
2.Anlise do veculo mais conveniente
para o transporte, verificando-se limitaes di-
mensionais, capacidade de carga e rendimen-
to. Define-se por rendimento a quantidade de
peas transportadas por viagem ou mesmo o
menor custo por tonelada transportada.
3.Definio do ritmo de embarques levan-
do-se em considerao as disponibilidades de
peas prontas e de espao de armazenagem
no local da montagem. No se deve embarcar
mais peas do que se consegue armazenar
adequadamente na obra. As peas devem ser
embarcadas para a obra de acordo com o pla-
nejamento da montagem. Nos casos em que
no se dispe de rea para estocagem de to-
das as peas no canteiro, o transporte dever
ser programado com grande preciso. Nestes
casos, excesso de embarques significaria falta
de espao na obra; atraso nos embarques sig-
nificaria paralisao da montagem.
4.Anlise da ordem de embarque das pe-
as em funo da seqncia de montagem e
da maneira de se estocarem as peas no can-
teiro. Pode ser mais adequado embarcar antes
um grupo de peas que sero montadas aps
outro grupo. Isto ocorre quando a rea de ar-
mazenagem restrita e as peas sero empi-
lhadas umas sobre as outras. As primeiras a
serem montadas devem ficar no alto da pilha,
o que obtido embarcando-as aps.
5.A disponibilidade de espao na prpria
fbrica tambm deve ser analisada ao se ela-
borar o planejamento de transporte, pois exis-
tem limitaes na rea de armazenagem. Caso
o canteiro de obras no possa receber maior
quantidade de peas e a fbrica no consiga
armazenar as excedentes, dever ser criado
um ptio intermedirio de estocagem no traje-
to. conveniente que este entreposto fique o
mais prximo possvel do local da obra, para
que o prprio pessoal do canteiro execute as
operaes de transbordo, otimizando a utiliza-
o de equipamentos e veculos de transpor-
te.
6.As peas devem ser acondicionadas de
modo que as mais pesadas sejam embarcadas
primeiro, e as mais leves sobre aquelas. re-
comendvel a utilizao de caibros de madeira
entre as camadas de peas, facilitando a pas-
sagem de cabos ou cintas para as operaes
de carga e descarga.
2.3 Transporte rodovirio
Esta a modalidade de transporte predo-
minante atualmente no Brasil, apesar das limi-
taes quanto s dimenses das carrocerias
e gabaritos rodovirios. A precariedade das
estradas em muitas regies parcialmente
compensada pela malha existente que permite
acesso a maior parte das localidades. Sabe-
se, entretanto, que somente 10% das estradas
nacionais so pavimentadas.
As outras modalidades de transporte,
como o martimo ou ferrovirio, dificilmente
no dependero em algum ponto do trajeto da
intervenincia da modalidade rodoviria. Por
exemplo, no transporte martimo, a carga de
estruturas dever chegar ao porto de origem
por transporte rodovirio; e que de igual ma-
neira depender de uma modalidade terrestre
no porto de destino. Assim, dependendo da
regio, o transporte intermodal ocorrer com
os possveis transbordos de um meio para o
outro.
Um veculo de transporte rodovirio pos-
sui a caracterstica de poder ser transportado
por outro meio de transporte, seja sobre uma
28
balsa, seja sobre uma plataforma ferroviria,
o chamado rodotrem. Isto evita as operaes
de carga e descarga dos transbordos, os quais
alm de representarem custos e prazos maio-
res, provocam danos as peas da estrutura.
Outra caracterstica do transporte rodovi-
rio a possibilidade bastante utilizada de que
o mesmo veculo seja carregado no interior da
fbrica e ele prprio chega a poucos metros do
local onde a estrutura ser montada. Isto, aps
vencer todo o trajeto sem transbordo da carga.
Esta situao, porta a porta, s seria possvel
no transporte ferrovirio, por exemplo, caso a
fbrica de estruturas possusse ptio ferrovi-
rio e a obra estivesse ao lado de uma linha
frrea interligada ao mesmo sistema.
O transporte rodovirio depende essen-
cialmente de um veculo de trao mecni-
ca movido a leo diesel e de uma carroceria
acoplada ao mesmo. Nesta carroceria sero
acondicionadas as peas da estrutura a serem
transportadas. A carroceria poder estar mon-
tada sobre o mesmo chassi do veculo tracio-
nador ou no.
Nas fases de projeto e detalhamento de-
ver ser dada especial ateno as dimenses
das peas de forma a se evitar transportes
especiais. Caso o elemento estrutural possua
comprimento acima de 12 metros, pode-se
subdividi-lo deixando a execuo da unio en-
tre as partes para o canteiro de obras.
2.3.1 Tipos de veculos
a) Caminho toco Possui um eixo sim-
ples na carroceria que montada sobre o mes-
mo chassis da cabina do motorista, onde se
encontra o outro eixo do veculo. Possui ca-
pacidade de carga de aproximadamente 8t. As
dimenses aproximadas da carroceria so:
Comprimento: 6,9m
Largura: 2,4m
b) Caminho Trucado ou truck - Com
eixo duplo na carroceria, sendo um dos dois o
motriz. A carroceria montada sobre o mesmo
chassis da cabina, onde se encontra o terceiro
eixo do veculo. Possui capacidade de carga
de aproximadamente 15t. As dimenses apro-
ximadas da carroceria so:
Comprimento: 7,8m
Largura: 2,4m
c) Cavalo mecnico com semi-reboque
(carreta): composto de dois veculos distintos:
o primeiro o veculo trator ou tracionador,
o cavalo mecnico, que possui normalmente
dois eixos, um frontal bem abaixo da cabina,
responsvel pela direo do veculo e o outro
eixo motriz na parte de trs. Eventualmente o
chamado 3 eixo ser instalado, atrs do eixo
motriz. O segundo veculo a carroceria ou
semi-reboque que se apoia sobre o eixo motriz
na extremidade frontal (onde existe uma arti-
culao) e em trs eixos traseiros em tandem,
dotados de quatro rodas cada. Possui capa-
cidade de carga de aproximadamente 27t. As
dimenses aproximadas da carroceria so:
Comprimento: 14,8m
Largura: 2,5m
Transporte de Estruturas
Figura 2.1 Caminho toco
Figura 2.2 Caminho trucado
29
Estes primeiros trs tipos de veculo so
enquadrados naqueles chamados normais,
explicitados no item pesos e dimenses mxi-
mas, abaixo.
d) Bitrem: Possuem diversas configura-
es, mas basicamente so constitudos por
cavalo mecnico com 3 eixo e duas carroce-
rias articuladas, cada uma com 6,5m de com-
primento, aproximadamente. A capacidade de
carga varia, conforme a configurao, de 34t a
46t no total. Caso as peas da estrutura no ul-
trapassem os 6,5m de comprimento e possua
pequeno ndice de vazios, o bitrem ser van-
tajoso sempre que o peso total transportado
ultrapassar a capacidade das carretas conven-
cionais. Este tipo de veculo no considerado
normal e s poder circular com Autorizao
Especial de Trnsito AET.
2.3.2 Pesos e dimenses mximas
Nos veculos rodovirios existem cinco
termos que definem os pesos e as capacida-
des de carga:
Lotao (L) : peso til mximo permiti-
do para o veculo; a sua capacidade de
carga;
Tara (T) : o peso do veculo sem car-
ga, com tanque cheio e motorista;
Peso Bruto Total (PBT) : Lotao soma
da com a Tara de um veculo com cabina
e carroceria em um mesmo chassi;
Peso Bruto Total Combinado (PBTC):
a Lotao somada s Taras dos ve-
culos combinados, quando a cabina est
em um veculo e a(s) carroceria(s) em
outro(s) chassi(s);
Capacidade Mxima de Trao (CMT):
a capacidade de trao do veculo trator,
normalmente fornecido pelo fabricante.
As capacidades mximas dos veculos
so definidas pelas autoridades rodovirias
em termos de Peso Bruto Total (PBT):
Por eixo simples;
Por conjunto de eixos;
Por veculo (PBT);
Por combinao de veculos
(PBTC).
Segundo a Resoluo N. 12/98 do Con-
tran, as dimenses autorizadas para veculos,
considerados normais, so as seguintes:
largura mxima: 2,60m;
altura mxima com relao ao solo:
4,40m;
comprimento total:
veculos simples: 14,00m - (exem-
plo: caminho trucado);
veculos articulados: 18,15m
exemplo: carreta);
Figura 2.3 Semi-reboque com cavalo mecnico
Figura 2.4 Bitrem
Figura 2.5 Peso Bruto Total Combinado = 48,5t
30
veculos com reboque: 19,80m
(exemplo: bitrem).
Segundo esta resoluo, os limites mxi-
mos de peso bruto total e peso bruto transmi-
tido por eixo de veculo, nos veculos normais,
so os seguintes:
No confundir capacidade mxima de
carga com peso bruto mximo por eixo. Con-
siderando uma carreta dotada de terceiro eixo
no em tandem, ser:
Eixo dianteiro do cavalo = 6t
Conjunto de dois eixos no em tandem
(2 + 3 eixo) = 15t
Conjunto de trs eixos traseiros da carro-
ceria (tandem) = 25,5t
Total ..............................................= 46,5t
(no permitido para veculo normal cujo PBTC
mximo de 45t).
Como a Tara de um veculo destes de
15,5t a lotao mxima permitida ser de 29,5t
para resultar em um PBTC de 45t. A distribui-
o da carga deve ser feita de forma a que as
cargas por eixo ou conjunto de eixos no ul-
trapassem os valores individualmente, nem do
total de 45t.
Todas as peas de estruturas que provo-
carem um excesso em um desses parmetros
sero transportadas por veculos chamados
especiais. Estes veculos que por sua cons-
truo excedem as dimenses normais, sero
objeto de licena especial e podero trafegar
desde que estejam dentro dos limites abaixo:
largura mxima: 3,20m;
altura mxima com relao ao solo:
4,40m;
comprimento total: 23,0m.
Se, ainda assim o veculo possuir dimen-
ses que excedam estes novos limites, ter de
obter licena especial temporria e obedecer a
horrios restritivos para transitar.
Todo tipo de transporte especial mais
oneroso que o transporte normal, e por isso
deve ser evitado. Raras vezes no se pode to-
mar alguma providncia, seja no projeto, seja
na fabricao, que ajude a evitar que as peas
da estrutura ultrapassem os limites dos vecu-
los normais. Quando for impossvel dividir a
pea em outras menores, teremos uma pea
indivisvel. Ver tabela 2.2.
2.3.3 Cargas indivisveis
As cargas indivisveis so consideradas
cargas especiais quando ultrapassam as di-
menses e pesos da resoluo 12/98. Quando
Transporte de Estruturas
Figura 2.6 Dimenses mximas
DESCRIO
PESO
BRUTO
PERMITIDO
peso bruto total (PBT) por unidade ou com-
binaes de veculos (PBTC): 45 t
peso bruto por eixo isolado: 10 t
peso bruto por conjunto de 2 eixos em
tandem, quando a distncia entre os dois
planos verticais, que contenham os centros
das rodas, for superior a 1,20m e inferior
ou igual a 2,40 m: 17 t
peso bruto por conjunto de 2 eixos no em
tandem, quando a distncia entre os dois
planos verticais, que contenham os centros
das rodas, for superior a 1,20m e inferior
ou igual a 2,40m: 15 t
peso bruto por conjunto de 2 eixos no em
tandem, quando a distncia entre os dois
planos verticais, que contenham os centros
das rodas, for superior a 1,20m e inferior
ou igual a 2,40m: 25,5 t
peso bruto por conjunto de 2 eixos, sendo
um dotado de quatro pneumticos e outro
de dois pneumticos interligados por sus-
penso especial, quando a distncia entre
os dois planos verticais que contenham os
centros das rodas for:
inferior ou igual a 1,20m..........................:
superior a 1,20m e inferior ou igual a
2,40m ........................................................:
9 t
13,5 t
Tabela 2.1
31
uma determinada pea no pode ser subdivi-
dida ou formada por vrios elementos que
no podem ser separados, constitui uma carga
indivisvel. Para regulamentar o trnsito deste
tipo de cargas, o DNER em sua resoluo n.
2264/81 de 07.12.81 determinou os seguintes
limites mximos de peso por eixo ou conjunto
de eixos:
TIPO DE EIXO NMERO DE RODAS PESO MXIMO
Eixo simples 2 rodas 7,5 t
4 rodas 12 t
8 rodas - at 16 t. 16 t
Eixo duplo, com distncia entre eixos
igual ou superior a 1,35 m
4 rodas por eixo 22 t
8 rodas por eixo 24 t
Eixo duplo, com distncia entre eixos
igual ou superior a 1,50 m
4 ou 8 rodas por eixo 24 t
Eixo triplo, com distncia entre eixos
igual ou superior a 1,35 m
4 rodas por eixo 28,5 t
8 rodas por eixo 34,5 t
Eixo triplo, com distncia entre eixos
igual ou superior a 1,50 m
4 rodas por eixo 30 t
8 rodas por eixo 36 t
Quatro ou mais eixos em tandem,
com distncia entre eixos igual ou
superior a 1,35 m
4 rodas por eixo at 9,3 t por eixo
8 rodas por eixo at 11,3 t por eixo
Quatro ou mais eixos em tandem,
com distncia entre eixos igual ou
superior a 1,50 m
4 rodas por eixo at 10 t por eixo
8 rodas por eixo at 12 t por eixo
Tabela 2.2 - Obs.: Eixos separados entre si por distncia superior a 2,40m sero considerados como eixos simples
isolados, para efeito de limite de peso.
Figura 2.7 Transporte especial
32
2.4 Transporte ferrovirio
A caracterstica principal desta modalida-
de de transporte se deslocar sobre trilhos.
Onde no existem trilhos, as composies no
chegam. O mais freqente o tipo de compo-
sio em que um veculo de trao (locomoti-
va) reboca outros veculos de carga (vages).
As locomotivas no Brasil so impulsionadas
em sua maioria por motores diesel. Existem
composies com uma ou mais locomotivas,
dependendo da carga, do traado e da topo-
grafia do trecho a ser percorrido.
Segundo a ANTT (Agncia Nacional de
Transportes Terrestres), a malha ferroviria
brasileira atinge 29.706 km de extenso, o
que representa menos de 10% da malha nor-
te-americana, cujo territrio equivalente ao
brasileiro. Ou ainda, igual a malha japone-
sa cuja extenso territorial 22 vezes menor
que o Brasil (Guia Log). No final da dcada
de 1950, a malha ferroviria do Brasil atingia
38.000 km (ANTF). Mesmo assim, o sistema
ferrovirio brasileiro responde por 21% do to-
tal da carga transportada no pas, representa o
maior sistema da Amrica Latina e o stimo do
mundo em volume de carga (ANTT).
A matria prima das estruturas, as cha-
pas e perfis de ao, so transportados em
grande parte por ferrovias a partir das usinas
siderrgicas. Entretanto, isso no significa ne-
cessariamente que esta modalidade ser a
mais adequada para o transporte das estru-
turas produzidas a partir daqueles materiais.
Uma caracterstica do transporte ferrovirio
a formao das composies, ou seja, o car-
regamento dos diferentes vages em conjunto
com uma ou mais locomotivas. O tempo des-
pendido nesta operao pode variar bastante
e atrasar o transporte das peas.
O transporte ferrovirio ser utilizado com
vantagens em obras de viadutos e de passare-
las sobre a linha frrea. Quando o local possuir
duas linhas paralelas, o guindaste ferrovirio
ser posicionado numa das linhas e a outra
ser utilizada para levar as peas da estrutura
sobre uma composio. O guindaste ocupar
a posio mais favorvel para a montagem, e
as pranchas ferrovirias com as peas sero
movidas para prximo dele.
Os vages mais utilizados para o trans-
porte de produtos siderrgicos so as platafor-
mas convencionais com piso metlico e even-
tualmente os do tipo gndola.
2.4.1 Plataforma de piso metlico
Estes vages so formados por uma
plataforma plana horizontal dotada de barras
verticais espaadas em toda a volta (fueiros).
Principais caractersticas:
Tara 16t
Lotao Nominal 64t
Largura til 2,497m
Comprimento til 13,850m
Altura do piso ao trilho 0,951m
Altura til sobre a plataforma
1,300m.
2.4.2 Gndola com bordas
tombantes
Estes vages so formados por um piso
plano cercado de laterais mveis. Principais
caractersticas:
Tara 14,2t
Lotao Nominal 49,8t
Largura til 2,40m
Comprimento til 12,00m
Altura do piso ao trilho 0,996m
Altura til da caamba 0,804m.
Transporte de Estruturas
Figura 2.9 Vago Plataforma
Figura 2.10 Vago Gndola
33
Os demais tipos de vages no se apli-
cam ao transporte de estruturas em ao.
Nota-se que as dimenses das platafor-
mas so aproximadamente iguais as carretas
rodovirias, mas com uma capacidade de car-
ga bem superior. Quando o tipo de carga pos-
suir pequeno ndice de vazios (como chapas de
ao planas empilhadas umas sobre as outras),
o transporte ferrovirio ser mais eficiente que
o rodovirio. Neste caso, a capacidade ser li-
mitada pelo peso e no pelo volume. Uma car-
reta rodoviria transportar no mximo uma pi-
lha de 12 chapas de 9,5x2440x12000mm, por
exemplo, que pesam no total aproximadamen-
te 26t. A plataforma ferroviria transportar 29
chapas (63t), sem que se ultrapassem seus
limites de dimenses ou de peso.
Entretanto, deve-se considerar que este
tipo de peas formado por chapas planas, so
aplicveis a um nmero restrito de estruturas.
Na sua grande maioria, as peas das estrutu-
ras sero bem diferentes, com grande ndice
de vazios. Uma anlise da viabilidade de se
adotar o transporte ferrovirio em prejuzo do
rodovirio certamente passar pelo aspecto
econmico.
2.5 Transporte martimo
O tipo de carga formado pelas estruturas
dificulta a unitizao da carga. Como unitiza-
o entende-se a formao de fardos de car-
ga, reduzindo o nmero de operaes de car-
ga e descarga. Exemplo de unitizao so os
contineres, que comportam em torno de 22
toneladas de pequenos volumes, que de outra
forma seriam descarregados manualmente. O
continer evita estas operaes manuais, es-
pecialmente nos transbordos, limitando a car-
ga e descarga manuais somente na origem e
no destino final. Entretanto, as peas das es-
truturas raramente sero acondicionadas em
contineres comuns.
Uma maneira vivel de utilizao do
transporte martimo para as estruturas em ao,
seria o transporte por meio de navios carguei-
ros convencionais ou multipurpose, na nave-
gao de cabotagem ao longo da costa, ou
mesmo na exportao. Para a navegao de
cabotagem se tornar vivel para o transporte
de estruturas, dever ser entre estados da fe-
derao distantes o suficiente para compensar
os custos porturios, ou que sejam inacess-
veis por via rodoviria ou ferroviria.
A grande cabotagem, ou exportao de
estruturas por via martima para pases do
Mercosul, tambm ser vivel quando atender
a cidades dotadas de portos ou prximas des-
tas.
Nesta modalidade ocorre um perodo
considervel do tempo de transporte em que
a empresa que contratou o frete das estruturas
no possui controle sobre a carga. No trans-
porte rodovirio, por exemplo, este perodo
unicamente o do trajeto do veculo entre a f-
brica e a obra (considerando-se o transporte
realizado por terceiros), pois as operaes de
carga e descarga so realizadas pela empre-
sa fabricante ou pela montadora. No caso do
transporte martimo, so os portos com seu
equipamento e pessoal que executaro as
operaes de carga e descarga dos navios e
no a construtora. Os possveis perodos de
espera por disponibilidade de vaga nas docas,
no cais, de equipamentos e tambm de pesso-
al devem ser considerados quando da anli-
se de viabilidade da modalidade de transporte
martimo. Isto se aplica de certa forma tambm
ao transporte ferrovirio.
Deve-se levar em conta nesta anlise os
custos porturios, que incluem as operaes
de carregamento e descarregamento, alm da
manobra e estacionamento do navio, que de-
vero ser somados aos custos da embarcao
no trajeto.
Devido ao tipo de carga formado pelas
estruturas (no unitizada), os custos sero
34
proporcionalmente maiores, pelas dificuldades
que representa. Outro aspecto a ser conside-
rado na adoo do transporte martimo so as
avarias passveis de ocorrer nas peas mais
delicadas, principalmente arranhes na pintura
e empenamentos.
interessante notar que os perfis e as
chapas de ao, principais matrias primas das
estruturas, so exportadas e importadas, via
martima, num constante fluxo entre pases
dos cinco continentes. Porque esta facilidade
no aplicvel s estruturas? Isto se deve ao
ndice de vazios. Bobinas de chapas e feixes
de perfis formam cargas unitizadas, de eleva-
do peso, com fator de estiva (proporo entre
volume e peso) bastante favorvel.
As estruturas no possuem necessaria-
mente as mesmas caractersticas da matria
prima. Uma viga de edifcio que tenha uma cha-
pa ou cantoneira de ligao no poder formar
feixes com outras vigas (como o perfil que lhe
deu origem), devido a dificuldade de se aproxi-
mar uma da outra representada pelas chapas
de ligao agregadas pea. Outro caso tpico
so as trelias formadas por cordas, montan-
tes e diagonais soldadas na fbrica, que alm
de possurem elevado ndice de vazios, no
resistem bem a esforos ortogonais ao plano
da pea. Alm disso, os montantes e diagonais
so freqentemente formados por pequenos
perfis, que podem facilmente ser amassados
por impactos ou grandes cargas pontuais pro-
vocadas por empilhamento excessivo.
Quando os custos de transporte so sig-
nificativos, como no caso de transporte marti-
mo de longo curso, as peas devem ser o mais
possvel unitizadas, formando feixes ainda den-
tro da fbrica. No caso citado de uma trelia,
o mais adequado o envio das peas (mon-
tantes, cordas e diagonais) separadamente,
para serem parafusadas ou mesmo soldadas
no canteiro. Esta providncia significa menor
ndice de vazios alm de uma maior proteo
contra empenamentos visto que nos feixes, as
peas so firmemente amarradas umas as ou-
tras, formando uma unidade solidria, onde a
resistncia do conjunto protege cada elemento
que o constitui.
2.6 Transporte fluvial
Apresenta problemtica semelhante ao
transporte martimo com fins de utilizao no
transporte de estruturas. Ou seja, esta modali-
dade porto a porto, e no porta a porta como
o transporte rodovirio. O transporte fluvial
feito atravs de hidrovias. Entende-se por hi-
drovia os caminhos navegveis interiores, ar-
tificiais ou no, com infraestrutura mnima de
portos e cartas de navegao, que permitam
a um determinado tipo de barco transitar com
segurana.
O Brasil possui uma distribuio desigual
de vias navegveis, estando a maior parte loca-
lizada no centro-norte do pais. Infelizmente, o
maior volume de cargas se situa no centro-sul,
o que traz uma utilizao relativamente baixa
desta modalidade de transporte em compara-
o com outros pases.
Principais Hidrovias do Brasil:
Araguaia-Tocantins 1100 km;
So Francisco 1300 km;
Madeira 1500 km;
Tiet-Paran 1250 km;
Taguari-Guaba 686 km.
O transporte hidrovirio depende de ou-
tras modalidades terrestres nos pontos de
transbordo, o que prejudica sua utilizao para
o transporte de estruturas em ao, devido aos
danos causados por repetidas operaes de
carga e descarga. Por outro lado, pontos dis-
tantes do territrio nacional so atendidos so-
mente por esta modalidade, o que possibilita a
integrao destas reas ao comrcio de mer-
cadorias.
Esta modalidade tambm utilizada em
combinao com o transporte martimo, depen-
Transporte de Estruturas
35
dendo do acesso ao oceano, do calado permi-
tido no trajeto e nos portos de destino. Outra
caracterstica do transporte por hidrovia a
baixa velocidade, associada entretanto, com
elevada capacidade de carga (1.500 toneladas
em algumas barcaas) por um baixo custo.
Algumas hidrovias dependem do volume
de gua da estao das chuvas para se torna-
rem navegveis, o que no permite o transpor-
te em qualquer poca do ano.
Outro modo de transporte hidrovirio o
transversal, ou seja, a utilizao de balsas e
barcaas na travessia de cursos dgua no
servidos por pontes, em rodovias. Os veculos
rodovirios so transportados sobre as balsas
para o outro lado, onde a estrada continua.
Neste tipo de transporte intermodal no ocorre
o transbordo da carga, o que benfico para a
estrutura, evitando danos.
2.7 Transporte areo
O transporte por avies muito pouco
utilizado para enviar as estruturas em ao da
fbrica para o canteiro. Mesmo que seja utili-
zado, devido a suas limitaes, a quantidade
de estruturas ser pequena, sem considerar
os elevados custos relativos. Em casos excep-
cionais, de emergncia, recorre-se ao trans-
porte areo para o envio de peas pequenas
destinadas a obras muito distantes, sempre
que a rapidez for decisiva no importando os
elevados custos.
Em determinadas obras de montagem
em pases de grandes extenses territoriais,
em reas de topografia acidentada ou inaces-
sveis por outro meio, so utilizados helicp-
teros para o transporte de estruturas. Casos
tpicos so as torres de transmisso de ener-
gia eltrica, que atravessam regies acidenta-
das no servidas por estradas regulares, nem
passveis de serem acessadas por caminhos
provisrios. Nestes casos, ser criado um en-
treposto de pr-montagem em um ponto es-
tratgico, o mais prximo possvel dos locais
de montagem de algumas torres. As torres ou
partes de torres sero iadas no entreposto,
transportadas at o ponto onde esto suas
fundaes e ento montadas pelo prprio heli-
cptero especial de alta capacidade.
37
Equipamentos de Montagem
Captulo 3
38
3.1 Introduo
Para a montagem de quaisquer estru-
turas, sempre sero utilizados equipamentos
mecnicos que possibilitem o iamento das
peas. A fora muscular humana ou de animais
no conseguiria por si s mover as peas do
lugar. Alm disso, a necessidade de se deslo-
car peas para posies elevadas em relao
ao solo, requer um ponto de iamento acima
destas. Outra necessidade o deslocamento
horizontal de peas de um ponto ao outro do
canteiro, o que exige certos tipos de veculos
para este fim.
3.2 Equipamentos de iamento
vertical
Esto entre os principais equipamentos
de qualquer obra de montagem. Sua utilizao
permite que as peas sejam deslocadas verti-
calmente, atingindo sua posio na estrutura.
Entretanto, exigem cuidados em sua operao,
pois erros podem levar ao colapso da estrutu-
ra, ou mesmo a morte de operrios.
Os dois tipos mais comuns de equipa-
mentos de iamento vertical so as gruas e os
guindastes. As gruas se caracterizam por pos-
surem uma torre vertical na qual se apia uma
lana horizontal. Os guindastes mais comuns
so formados por um veculo de deslocamento
sobre o solo, do qual parte uma lana que se
projeta para cima formando variados ngulos
com a horizontal. So apresentadas abaixo as
principais variantes destes dois tipos de equi-
pamentos:
Equipamentos de Montagem
Gruas
So utilizadas principalmente na monta-
gem de edifcios de mltiplos andares, galpes
e em ptios de estocagem de peas. Existem
modelos estacionrios, ascensionais (que se
elevam junto com a estrutura) e mveis. As
gruas estacionrias so as mais comuns. Es-
tes modelos devem ser localizados em deter-
minado ponto junto estrutura e a permane-
cerem durante toda a obra. As gruas mveis
se deslocam sobre trilhos e so aplicveis na
montagem de estruturas lineares e na movi-
mentao de peas horizontalmente em ptios
de estocagem ou entrepostos.
Gruas estacionrias
Grua Fixa - Este o tipo mais comum de
grua, onde a lana gira sobre a torre que fi-
xada no solo sobre um bloco de fundao de
concreto dotado de chumbadores para anco-
ragem. Dependendo da altura, a grua poder
operar livre, sem travamentos laterais. A par-
tir de uma determinada altura, a torre neces-
sitar de travamentos laterais em pontos que
garantam a sua estabilidade. Este travamento
pode ser feito na prpria estrutura do edifcio
ou por meio de estais de cabos de ao ligados
ao solo. A torre pode ser formada de diversos
estgios, que so instalados medida das ne-
cessidades da montagem, variando sua altura
(ver figura 3.1).
A lana dividida em duas partes opos-
tas, com a cabina do operador no centro. Na
poro mais longa da lana instalado um tro-
le, que desliza ao longo de seu comprimento. O
gancho de levantamento das cargas est sus-
penso pelo trole por duas ou mais pernas de
cabo de ao. Outro conjunto de cabos de ao
responsvel pela translao do trole ao longo
da lana. A outra parte da lana mais curta
onde fica o contrapeso e o guincho. Este con-
trapeso est instalado diametralmente oposto
carga em relao torre para proporcionar
equilbrio ao conjunto.
Figura 3.1 Grua de torre
39
As capacidades das gruas so forneci-
das pelos fabricantes em momento mximo
de tombamento, que o produto do raio pelo
valor carga, expresso em t x m, ou fornecendo
a carga mxima na ponta da lana em cada
comprimento de lana. As gruas possuem
grande versatilidade pois operam em um raio
de 360.
Grua Ascensional - A grua montada
dentro do edifcio. Sua torre de pequeno com-
primento apoiada em alguns pontos dos l-
timos pavimentos montados. medida que
o edifcio progride na vertical, a grua iada
mais um pavimento por um mecanismo teles-
cpico que envolve a torre.
Grua de lana mvel (Luffing) - A lana
parte da mesa giratria e assemelha-se a de
um guindaste treliado. No h trole, pois a
carga pende da ponta da lana, que varia de
inclinao.
Gruas mveis
Grua sobre trilhos - A base instalada
sobre chassis metlicos dotados de rodas que
andam sobre uma linha frrea. Sobre este
chassis so colocados blocos de concreto for-
mando um lastro para baixar o centro de gra-
vidade do conjunto dotando-o de maior estabi-
lidade.
Grua automontante - Esta grua tem a
base da sua torre instalada sobre um chassis
dotado de pneus ou patolas. A torre formada
por estgios telescpicos ou treliados dobr-
veis, que acionados pelo guincho passam a ter
o comprimento final. A lana, da mesma forma,
formada por dois estgios articulados entre si
(telescpicos em alguns modelos) que quando
desdobrados, resultam no comprimento final.
As gruas de menor capacidade so montadas
por acionamento remoto. A base da torre gira
sobre o chassis, permitindo a operao em
360. A lana no gira em relao torre, e o
contrapeso fica localizado na base.
Grua sobre prtico - A base da torre fi-
xada sobre um prtico duplo, que desliza so-
bre trilhos, normalmente utilizada em portos ou
grandes ptios de manipulao de cargas.
Grua sobre caminho - montada sobre
chassis de caminho, possuindo tambm o
giro da base da torre sobre o mesmo.
Grua sobre esteiras - montada sobre
chassis dotado de esteiras. Certos modelos
so completamente autnomos graas ao
acionamento por motor a diesel.
Operao das gruas
As gruas possuem uma caracterstica
que as diferenciam dos guindastes que o fato
da lana nascer em uma cota acima do solo.
Esta caracterstica reduz o nmero de interfe-
rncias pois as cargas sempre pendem de um
ponto acima de qualquer ponto da estrutura.
Um estudo adequado de sua localizao torna
virtualmente impossvel algum choque entre a
grua e a estrutura.
Escolha da Grua
A grua deve cobrir toda a projeo da es-
trutura, com capacidade de iar as cargas mais
distantes. A rea de estocagem de peas deve
estar dentro de seu raio de operao. O que
Figura 3.2 Grua de lana mvel (luffing)
40
comanda nas gruas o momento de tomba-
mento. Por isso dever ser feito um exame de-
talhado de toda a estrutura, determinando as
peas e situaes de iamento mais exigen-
tes, para se especificar a capacidade neces-
sria para a grua. Para auxiliar nesta anlise,
apresentam-se abaixo alguns dos principais
parmetros que devem ser levados em consi-
derao:
Altura mxima da estrutura;
Determinar a maior carga a ser iada,
considerando os acessrios necessrios
para o iamento como estropos, etc.;
Melhor localizao da grua, que deve fi-
car o mais prximo possvel ao centro de
gravidade da edificao;
O maior raio de operao que deve co-
brir toda a projeo da obra;
O maior momento de tombamento, dado
por: carga X raio.
Guindastes
Os guindastes so equipamentos de
iamento de cargas que so montados sobre
um veculo. Por isso so tambm chamados
de guindastes mveis. Possuem uma lana
conectada base do veculo que se projeta
para adiante do equipamento. A lana possui
variados movimentos, podendo formar diver-
sos ngulos com relao a um plano horizon-
tal, variando sua inclinao. Isto permite que o
guindaste levante cargas em diferentes posi-
es sobre o solo. Outro movimento possvel
o giro da lana segundo um eixo vertical, com
um raio de ao que pode se estender a 360
ao redor do guindaste.
O iamento da carga se faz pela elevao
proporcionada por cabos de ao que pendem
da ponta da lana e que transferem o peso da
pea para o guincho do equipamento. A dis-
tncia horizontal entre o centro da mquina
e a projeo vertical da carga chama-se raio
de operao. Este determinado pelo compri-
mento e o ngulo da lana. A capacidade m-
xima de um guindaste depende de fatores que
combinam a resistncia do estrutural do equi-
pamento, a capacidade do guincho e a sua
tendncia de tombar sob o efeito da carga.
A resistncia ao tombamento propi-
ciada pelo contrapeso, que representa o mo-
mento equilibrante. Este momento equilibrante
deve superar o momento de tombamento cau-
sado pela carga. Ambos momentos so calcu-
lados em relao distncia at os apoios do
Equipamentos de Montagem
Figura 3.3 Operao de Grua em montagem de edifcio
Figura 3.4 Determinao de raio de operao e comprimento
da lana
41
guindaste sobre o solo. O primeiro do centro
de gravidade do contrapeso, e o segundo do
centro de gravidade da carga.
Os guindastes geralmente so dotados
de mecanismos de iamento formados por um
grupo de roldanas instalado na ponta da lana
e outro grupo junto ao gancho. Esta instalao,
com diversas voltas do cabo de ao, promove
uma reduo da carga aplicada no guincho,
permitindo o iamento de grandes cargas com
reduo da velocidade de iamento.
Um guindaste identificado pelo seu tipo
e por sua capacidade mxima. Esta capacida-
de obtida quando a lana est na configura-
o de p-e-ponta, ou seja, com o raio m-
nimo, menor comprimento de lana e o maior
ngulo desta com a horizontal.
Tipos de guindastes
Guindastes Treliados
Os guindastes treliados so assim de-
nominados por possurem lana treliada, de
seo quadrada ou triangular, composta por
tubos ou cantoneiras. A lana no varia de
comprimento por acionamento do operador.
Ela exige pr-montagem, pois dividida em
sees: a primeira, conectada ao guindaste,
o p, e a ltima, de onde pende o cabo de
ao de iamento, a ponta. Entre o p e a pon-
ta, podem ser instaladas diversas sees tre-
liadas de comprimento fixo, intercambiveis,
unidas de forma a dotar a lana do comprimen-
to total desejado. O comprimento escolhido
para a situao mais exigente de cada obra, e
com este comprimento permanecer do incio
ao fim da montagem. O levantamento e abai-
xamento da lana so feitos por cabos de ao
acionados pelo guincho. Existem alguns tipos
principais de guindaste treliados:
Guindastes sobre caminho - Operam
do lado oposto cabina do caminho, ou seja,
r. No permitido o iamento de cargas
sobre a regio que contm a cabina do cami-
nho.
Guindastes sobre esteiras So insta-
lados sobre um veculo de esteiras, operando
com mais segurana em terrenos difceis. So
mais pesados e geralmente de maior capaci-
dade do que aqueles sobre pneus.
Guindastes com mastro Estes guin-
dastes possuem diversas configuraes quan-
to forma de instalao da lana e do mas-
tro. As variantes mais comuns so: O tipo sky
horse dotado de um mastro situado atrs da
lana principal, de onde pende um grande
contrapeso. Este mastro est ligado ponta
da lana por meio de cabos de ao e aciona
seu levantamento e abaixamento, permitindo
o iamento de cargas elevadas, sendo mais
freqente sobre esteiras; e a variante formada
por dois estgios interligados e articulados en-
tre si, permanecendo o primeiro que est com
sua base no guindaste em posio prxima da
vertical e o segundo funcionando em posies
prximas da horizontal.
Figura 3.5 Guindaste treliado
Figura 3.6 Guindaste treliado com lana e mastro
42
Guindastes Veiculares
Este caminho possui montado sobre o
chassis, junto cabina do motorista, um brao
hidrulico telescpico com capacidade de le-
vantar cargas e carreg-las sobre sua prpria
carroceria. Equipamento bastante verstil e de
baixo custo, capaz de executar a montagem
de pequenas estruturas.
Guindastes Hidrulicos
Estes guindastes possuem esta denomi-
nao porque as mudanas de comprimento e
de ngulo da lana so feitas por acionamento
hidrulico. Tambm recebem a denominao
de guindastes telescpicos, devido sua ca-
pacidade de variar o comprimento da lana.
Dispensam a montagem da lana que j vem
acoplada ao equipamento. Apresentam acen-
tuada queda de capacidade aumentando-se o
comprimento da lana. Existem trs tipos prin-
cipais de guindastes hidrulicos:
Guindastes Auto-Propelidos - So mon-
tados sobre um chassis exclusivo, possuindo
somente uma cabina e dois eixos;
Guindastes industriais So montados
sobre um chassis especial e possuem a capa-
cidade de se deslocarem com uma carga ia-
da.
Guindastes sobre caminho - So mon-
tados sobre o chassis de um caminho, nor-
malmente com cabinas independentes para o
caminho e para a operao. O chassi ocu-
pado pelo mecanismo de iamento e giro.
Operao de guindastes
Para especificao de um guindaste,
necessria uma anlise de toda a estrutura,
verificando se o mesmo atende as exigncias
em todas as situaes da obra.
Cada fabricante fornece tabelas de ope-
rao e caractersticas de seus equipamentos,
que sero objeto de anlise para a escolha do
equipamento principal de montagem. As tabe-
las fornecidas pelo fabricante apresentam as
capacidades de carga em funo de quatro
variveis: O raio de operao, o comprimento
e o ngulo que a lana e a altura mxima al-
canada pelo gancho de iamento. Fixando-se
dois destes, os demais sero determinados.
Por exemplo, fixando-se os valores do compri-
mento e do ngulo da lana, obtm-se o raio
e a altura mxima a ser alcanada. Se forem
fixados o raio e a altura mxima, sero obtidos
valores para o comprimento de lana e o ngu-
lo resultante.
As tabelas de capacidade de um guindas-
te so utilizadas para indicar a carga mxima
sob cada combinao de raio, lana e ngulo.
Freqentemente os valores obtidos para a ope-
rao recaem entre dois nmeros constantes
da tabela. Quando isto ocorrer, deve-se utilizar
o raio imediatamente superior e a capacidade
inferior. Os valores constantes das tabelas de
capacidade so finais, considerando-se a car-
ga bruta total. Devem ser somados ao peso da
pea os pesos da extenso da lana, do moi-
to, cabos de ao e demais acessrios. Com
esta carga bruta, procura-se nas tabelas aque-
le valor igual ou maior, dentro das condies
de raio, etc.
Para determinar o guindaste mais ade-
quado para a montagem de uma estrutura, su-
gere-se a seguinte seqncia:
a) Calcular a carga lquida, ou seja, o
peso da pea mais pesada a ser iada;
b) Calcular a carga bruta, determinando o
Equipamentos de Montagem
Figura 3.7 Guindaste hidrulico auto-propelido
43
peso de todos os acessrios de iamen-
to como moito, cabos de ao, ganchos,
manilhas, etc. ;
c) Escolher a melhor posio para o guin-
daste levando-se em conta as condies
de acesso, o menor raio possvel nas po-
sies inicial e final da pea;
d) Anotar os valores do maior raio no tra-
jeto, carga bruta e da altura de montagem
considerando os acessrios;
e) Levar estes parmetros para diversas
tabelas de guindastes e escolher aquele
que atende com uma folga de pelo me-
nos 20%. O coeficiente de segurana do
equipamento no deve ser levado em
conta nesta margem;
f) Repetir os itens a) a d) acima para a
pea mais distante, levando-se em conta
as dificuldades de acesso do guindaste, a
altura de montagem e o comprimento de
lana resultante;
g) Levar estes novos parmetros para a
tabela do guindaste escolhido e verificar
se continua atendendo com uma folga de
pelo menos 20%;
h) Repetir os itens a) a d) acima, para a
segunda e terceira pea mais pesada,
que estejam localizadas em pontos dis-
tantes, levando-se em conta as dificul-
dades de acesso do guindaste, a altura
de montagem e o comprimento de lana
necessrio;
i) Levar estes novos parmetros para a
tabela do guindaste escolhido e verificar
se continua atendendo com uma folga de
pelo menos 20%;
j) Caso contrrio, repetir o procedimento
para um guindaste de maior capacidade.
A capacidade dos guindastes determi-
nada pela resistncia de seus elementos estru-
turais e pela sua resistncia ao tombamento.
Estas resistncias so levadas em considera-
o na elaborao das tabelas de capacidade
de cada equipamento. Entretanto, tais valores
so admitidos em condies ideais de opera-
o, sem a ocorrncia de foras laterais ou im-
pactos. Existem diversas situaes que podem
influir na estabilidade e, conseqentemente, na
capacidade de um guindaste. Estas situaes
podem ocorrer por impercia da operao ou
por foras externas, como por exemplo:
a) Solo incapaz de resistir o peso do equi-
pamento nos pontos de aplicao das pa-
tolas e pneus. Para se promover um al-
vio desta presso, colocam-se peas de
madeira sob as patolas para aumento da
superfcie de contato com o solo;
b) solo desnivelado aumentando o raio
de operao e causando foras laterais;
c) ventos fortes causando foras laterais;
d) carga fora do prumo causando foras
laterais;
e) Impacto ou balano da carga;
f) Patolas mal estendidas diminuindo a
largura da base.
44
3.3 Equipamentos de transporte
horizontal
Na montagem das estruturas em ao as
peas devem ser descarregadas e armazena-
das o mais prximo possvel da obra. Procu-
ra-se com isso minimizar o remanejamento de
peas no canteiro e o seu transporte horizontal.
Estes deslocamentos demandam operaes
de carga e descarga que configuram horas no
produtivas de mo de obra e guindastes.
O ideal que as peas se encontrem
dentro do raio de alcance do equipamento, evi-
tando-se o transporte horizontal. Quando isso
no for possvel, as peas sero armazenadas
em local distante da obra, tornando inevitvel
o transporte horizontal. Este transporte feito
por caminhes ou reboques, como por exem-
plo: Caminho de carroceria de madeira, dota-
da de um ou dois eixos, para transportar peas
de at 7 m de comprimento; cavalo mecnico
Equipamentos de Montagem
com carreta padro de 13 m de comprimento
com capacidade de 27 t. A carreta do tipo ex-
tensiva, varia seu comprimento de 13 m at 22
m; e finalmente o cavalo mecnico com dolly
para o transporte de peas mais longas.
3.4 Equipamentos auxiliares
So equipamentos utilizados na execuo
das ligaes e em outros servios de campo.
As ligaes podem ser parafusadas, soldadas
ou mistas, de acordo com as especificaes
do projeto e procedimentos executivos espe-
cficos da obra. No captulo sobre ligaes, j
descrevemos os equipamentos mais utilizados
destas operaes. No captulo sobre a mon-
tagem de pontes, apresentamos aqueles mais
usados na montagem deste tipo de estruturas.
Abaixo apresentamos os equipamentos e fer-
ramentas manuais ainda no apresentados:
Grupos Geradores - Os geradores mo-
vidos por motores a diesel so utilizados nas
obras onde no h disponibilidade de energia
eltrica da concessionria, ou quando esta no
suficiente para atender ao consumo da obra.
Apresentam custo maior que o fornecimento
de energia da rede eltrica, e por isso somente
so utilizados em casos de necessidade.
Compressores de ar - Os compressores
pneumticos so equipamentos utilizados nas
obras de montagem com a finalidade de for-
necer ar comprimido. Os movidos a diesel so
montados sobre um reboque e no dependem
de energia eltrica. Os compressores so es-
pecificados pela vazo em ps cbicos por mi-
nuto (pcm). A disponibilidade do ar comprimido
numa obra atende as seguintes ferramentas:
mquinas de torque, esmerilhadeiras, escovas
rotativas, agulheiros, furadeiras, etc.; fornecem
ainda ar comprimido para a tocha goivagem;
para corte plasma; guinchos pneumticos e
marteletes.
Figura 3.8 Condies que afetam a capacidade dos guin-
dastes mveis
45
Ferramentas de Montagem
Sero utilizadas principalmente na exe-
cuo das ligaes da estrutura, na fixao
de elementos de vedao e outros servios
auxiliares nos canteiros de obra. Existem fer-
ramentas manuais, pneumticas ou ainda as
movidas por motores eltricos.
Ferramentas Manuais:
a) Chaves de boca, de estria ou combi-
nadas- utilizadas para pr-aperto de pa-
rafusos;
b) Espinas - Utilizadas para fazer coinci-
dir por impacto os furos de duas peas a
serem parafusadas;
c) Nvel de preciso utilizado para auxi-
liar o nivelamento de bases e vigas;
d) Prumo Utilizado para auxiliar no apru-
mamento de colunas;
e) Nvel e teodolito utilizados para de-
terminar o nivelamento, prumo, alinha-
mento e dimenses;
f) Talha de alavanca Utilizada para apro-
ximar duas peas.
g) Talha de cabo de ao (tirfor) Utiliza-
da para iamentos, aproximao de pe-
as, estaiamentos e contraventamentos
provisrios.
Ferramentas Pneumticas:
a) Esmerilhadeiras Utilizadas para pro-
mover o acabamento de rebarbas e ares-
tas em peas.
b) Mquinas de torque utilizadas para
promover o aperto e o torque adequado
aos parafusos estruturais.
c) Agulheiros - Utilizada para remover es-
crias de juntas soldadas;
Ferramentas Eltricas:
a) Esmerilhadeiras Utilizadas para pro-
mover o acabamento de rebarbas e ares-
tas em peas;
b) Furadeiras manuais utilizadas para
furao de chapas finas (telhas, rufos,
decks);
c) Parafusadeiras manuais Emprega-
das na fixao de parafusos autobrocan-
tes, auto perfurantes em elementos de
vedao;
d) Furadeiras de base magntica utili-
zadas para furao de peas;
e) Marteletes utilizados para furao de
concreto para introduo de chumbado-
res de expanso;
f) Mquinas de torque (chave de impacto)
utilizadas para promover o aperto e o
torque adequado aos parafusos estrutu-
rais.
Figura 3.9 Compressor de ar a diesel
Figura 3.10 Furadeira de base magntica
47
Tcnicas de Iamento
Captulo 4
48
4.1 Introduo
Para a realizao do iamento seguro de
peas durante a montagem, ser necessrio
conhecer-se todas as cargas e esforos envol-
vidos. A determinao das cargas til no s
para o dimensionamento do equipamento prin-
cipal, como tambm para garantir que todos os
elementos constituintes da operao estejam
dentro de seus limites de resistncia. Por ve-
zes so utilizadas verdadeiras estruturas auxi-
liares para se promover uma operao segura
de iamento. Como visto no captulo 3, para
que sejam dimensionados os guindastes ou as
gruas, ser necessria a determinao da car-
ga a ser suspensa, assim como o clculo do
peso dos acessrios de iamento.
4.2 Clculo da carga
Conforme procedimento apresentado no
captulo anterior, deve-se calcular as cargas
lquida e bruta a serem iadas em cada opera-
o. A carga lquida, ou seja, o peso da pea a
ser iada, pode ser obtido de duas formas:
a) Consultando-se as listas de material
constantes nos desenhos de detalhamen-
to da estrutura e l localizando o peso
calculado da pea em questo, ou
b) Calculando-se o peso a partir de cada
elemento constituinte da pea.
No primeiro caso, corre-se o risco de ado-
tar no prprio plano de montagem informao
obtida de terceiros. O peso constante dos de-
senhos obtido para a compra de materiais ou
para a quantificao da obra, para obteno de
seu peso global. Este clculo pode apresentar
erros perigosos para o sucesso da montagem,
caso subestimem o peso de alguma pea im-
portante para a determinao final do equipa-
mento, por exemplo. Ao se adotar os pesos de
desenhos, deve-se ter uma expectativa de re-
sultado para se avaliar a ordem de grandeza
dos valores obtidos.
Na segunda hiptese, o prprio respon-
svel pelo plano de iamento se encarrega do
clculo do peso das peas. O clculo pode ser
bastante simples, nas peas bsicas como vi-
gas constitudas de um perfil de alma cheia;
ou pode se tornar bastante complexo como
no caso de grandes trelias. Nos dois casos
o peso obtido pela multiplicao do compri-
mento de cada perfil pelo seu peso por metro.
4.3 Clculo do centro de gravidade
A determinao do centro de gravidade
de suma importncia para o iamento de pe-
as. Sabe-se que o centro de gravidade dos
corpos tende a colocar-se o mais baixo poss-
vel. Calcular-se o Centro de Gravidade de uma
pea significa determinar a sua posio exata.
A determinao do CG da pea ser til para a
realizao de um iamento estvel. Nas peas
simtricas, o CG encontra-se no centro geo-
mtrico, no eixo de simetria. Existe uma ten-
dncia natural de alinhamento entre o gancho
do guindaste e o centro de gravidade da pea
iada, em uma mesma prumada vertical. Caso
sejam dois cabos, o CG da pea ficar alinha-
do naturalmente com a resultante dos cabos,
que coincide com o gancho.
Antes de se levantar a pea do solo, o
CG da pea dever estar alinhado com o gan-
cho do guindaste. Caso contrrio, a pea se
deslocar lateralmente assim que descolar do
solo, iniciando movimento pendular at estabi-
lizar o CG na mesma prumada do gancho do
equipamento. Este movimento perigoso pois
pode provocar choques da pea contra o pr-
prio equipamento ou mesmo contra o pessoal
envolvido.
Tcnicas de iamento
Figura 4.1 Centro de gravidade
49
Todo iamento deve ser o mais estvel
possvel, ou seja, antes que a pea descole do
solo at a sua posio final na estrutura, de-
vem ser evitados choques e movimentos brus-
cos, tanto laterais quanto verticalmente. Isto
quer dizer que o sistema guindaste-pea deve
ser esttico o quanto possvel, preservando a
segurana da operao.
O modo mais fcil de se determinar po-
sio do centro de gravidade das peas es-
colhendo a figura geomtrica a qual elas mais
se assemelham. Por exemplo, uma tesoura de
cobertura se assemelha a um tringulo issce-
le. Sabe-se que o CG do tringulo se encontra
no seu eixo de simetria a um tero da altura.
Caso as peas que compem a tesoura sejam
de mesma ordem de grandeza, ou seja, a cor-
da inferior compatvel com a superior, e as dia-
gonais e montantes iguais nas duas metades,
pode-se afirmar com razovel aproximao
que o CG est no seu eixo de simetria a um
tero da altura.
Por outro lado, a pea poder ser compos-
ta por mais de uma figura geomtrica conheci-
da. Neste caso, deve-se calcular o momento
esttico das figuras planas. Por exemplo:
A1 a rea do tringulo superior e A2 a
rea do retngulo inferior na figura abaixo.
4.4 Acessrios de iamento
Para o iamento de peas so necess-
rios diversos acessrios. A operao de mon-
tagem se apresenta como o ato de dependurar
peas no gancho do equipamento por meio de
elementos esbeltos dotados de grande resis-
tncia trao como cabos de ao, correntes
e cintas.
Para que a pea seja levantada do solo
necessrio que se fixe firmemente o cabo
de ao ou outro acessrio tanto ao gancho do
equipamento quanto na pea. A seguir, o guin-
daste ir levantar o gancho, que tracionar o
cabo, e este iar a pea do solo.
Feito o clculo do peso da pea a ser
iada, deve-se determinar os acessrios ne-
cessrios, e calcular seu peso. Pode-se dividir
estes acessrios em trs tipos:
Acessrios de iamento (rigging)
Acessrios do equipamento
Estruturas auxiliares de iamento
Estes trs itens, se presentes, devem ser
somados ao peso da pea para a determina-
o da carga bruta a ser iada:
Acessrios de iamento (rigging) - Como
acessrios de iamento entende-se os cabos
de ao, manilhas, clipes, olhais e outros itens
que promovem a interligao entre a pea e os
outros aparatos de iamento.
Os acessrios apresentados a seguir se
prestam principalmente a promover a unio
segura entre o equipamento e a pea. Esta
unio deve apresentar algumas caractersti-
cas principais: a) serem capazes de resistir aos
esforos de iamento com uma margem de se-
gurana; b) serem desmontveis; c) serem se-
guras quanto a choques laterais; d) permitirem
certos graus de liberdade. So exemplos:
a) Laos de Cabos de ao (estropos)- uti-
lizados para iamento de peas;
Figura 4.2 Clculo do Centro de gravidade
50
b) Cintas de material sinttico - utilizadas
para iamento de peas;
c) Correntes utilizadas para iamento
de peas;
d) Clipes - Utilizados para fazer um lao
na extremidade de cabos de ao;
e) Sapatilhas para proteo de laos de
cabos de ao;
f) Manilhas Utilizadas para promover a
unio de laos dos cabos com olhais das
peas permitindo fcil desmontagem;
g) Patolas utilizadas para o iamento de
peas. So instaladas na extremidade de
correntes e contam apenas com o atrito
entre as superfcies da pea e o ao da
patola. No devem ser utilizadas na mon-
tagem de estruturas;
h) Esticadores Utilizados para estica-
mento de cabos, em estais e travamen-
tos;
Patescas e catarinas so roldanas do-
tadas de ganchos utilizadas para passa-
gem de cabos de ao em mudanas de
direo e suspenso de cargas;
Olhal de suspenso utilizados para fi-
xao de manilhas nas peas da estrutu-
ra;
Cordas de sisal utilizadas para ia-
mento de pequenas peas, travamentos
provisrios e contenso de peas sus-
pensas.
Acessrios do equipamento So os
acessrios dos prprios guindastes que so
necessrios para o iamento, dependendo da
situao e do equipamento e das especifica-
es tcnicas de cada fabricante. Os pesos
destes acessrios devem ser somados car-
ga lquida. O acessrio mais comum a ter seu
peso considerado na carga bruta o moito. O
moito, que o bloco de roldanas, respon-
svel pela reduo da carga a ser aplicada ao
guincho do guindaste e pelo iamento propria-
mente dito. O gancho de iamento parte do
moito e est ligado a ele na parte inferior. O
valor do peso do moito no est a priori des-
contado nas tabelas de capacidade do equipa-
mento, pois cada guindaste possui mais de um
tipo de moito.
Outro acessrio comum o jib, que
uma extenso da lana principal, interligado
na sua extremidade atravs de uma ligao
articulada. O peso esfrico, o cabo de ao ou
outros tipos de extenso da lana podem ter
seus pesos acrescidos pea. Os fabricantes
fornecero seus pesos nos manuais dos equi-
pamentos, esclarecendo se devem ou no te-
rem seus pesos acrescidos carga.
Figura 4.3 Acessrios de montagem
Figura 4.4 Moito
Figura 4.5 Lana auxiliar jib
Tcnicas de iamento
51
Estruturas auxiliares de iamento So
estruturas auxiliares utilizadas para distribuir
as cargas em pontos determinados, modificar
o ngulo de pega e determinar o valor da carga
em cada linha de iamento. So exemplos as
vigas espaadoras, equalizadoras, balancins,
contenses laterais entre outros.
As vigas espaadoras so normalmente
utilizadas para suportar cargas longas durante
o iamento. Elas eliminam o risco de tomba-
mento da carga, seu deslizamento ou flexo,
bem como a possibilidade de ocorrncia de
reduzidos ngulos dos cabos e tambm a ten-
dncia dos cabos esmagarem a carga. Em ia-
mentos de cargas verticais que se encontram
na horizontal, auxiliam tambm a transio de
ngulos dos cabos em relao carga. Outra
vantagem manter verticais os cabos de linga-
da pea, o que elimina foras componentes
de compresso na horizontal que podem ser
perigosas em peas esbeltas.
As vigas equalizadoras so utilizadas para
igualar a carga nas duas pernas de cabo e para
manter cargas iguais em operaes com dois
guindastes em iamentos em tandem. Caso a
viga fique inclinada, as cargas nos dois guin-
dastes no mudar. possvel que se queira
iar uma carga com dois guindastes de dife-
rentes capacidades. Neste caso, distncia
da carga para as extremidades ser diferente:
menor para o guindaste de maior capacidade e
maior para o de menor capacidade.
Figura 4.6 Barra espaadora
A principal diferena entre as vigas equa-
lizadoras e as espaadoras, que nas primei-
ras o esforo principal de flexo-compresso e
nas segundas, predomina a compresso axial.
Os balancins so um caso particular das vigas
equalizadoras, no qual existem dois pontos de
iamento da carga e somente um guindaste.
Ambos os tipos de vigas so fabricados
para um determinado iamento. Se uma viga
no foi projetada para um determinado ia-
mento, deve-se verificar se largura, profundi-
dade, comprimento e material so adequados.
A capacidade das vigas com mltiplos
pontos de iamento depende da distncia en-
tre estes. Por exemplo, se distncia entre os
pontos de pega dobrada, a capacidade da
viga ser reduzida.
As contenses laterais so estruturas au-
xiliares utilizadas para preservar a integridade
da pea durante o iamento. Isto ocorre sem-
pre que a operao submeter pea a esfor-
os inaceitveis, que causariam algum dano
ou colapso.
Figura 4.7 Viga equalizadora
52
4.5 Composio de foras
Conforme j mencionado, o sistema pea-
guindaste deve estar em equilbrio e constituir
um conjunto em equilbrio esttico, ou seja, o
somatrio das foras exercidas deve ser nulo.
Isto vale para o gancho do guindaste, que deve
estar em equilbrio, e tambm para a pea. Na
figura abaixo, o sistema constitudo pelos ca-
bos de ao de suspenso, a pea e o gancho
do equipamento deve possuir somatrio de for-
as igual a zero. A determinao dos valores
das foras de trao nos cabos necessria
para o dimensionamento dos mesmos.
Figura 4.8 Composio de foras
Tcnicas de iamento
53
As foras de trao C nos cabos de ao
so decompostas em duas componentes Rv
verticais orientadas para baixo, que equilibram
a fora vertical P exercida pelo gancho do guin-
daste em sentido oposto.
Com este valor de C, procura-se, nas ta-
belas de dimensionamento dos fabricantes na
coluna de simples vertical, o dimetro adequa-
do para resistir carga. Tambm a manilha e o
olhal sero dimensionados com este valor.
No caso, consultando as tabelas do ane-
xo final, resultar:
Dimetro dos cabos de ao: ;
Dimetro de cada manilha: ;
Dimetro dos olhais de suspenso:
1 1/4 .
Observao: logicamente os acessrios
devem ser dimensionados para o pior caso de
cada obra, exceo feita para as peas que
exigirem um iamento diferente, que sero ob-
jeto de estudo particular.
As foras de trao C nos cabos de ao
so decompostas tambm em duas compo-
nentes horizontais Rh orientadas em sentidos
opostos, que se equilibram entre si. Estas
componentes resultam em uma fora de com-
presso de igual valor aplicada pea entre
os pontos de lingada. Tal fora de compresso
dever ser levada em considerao na verifi-
cao da estabilidade da pea durante o ia-
mento.
Quanto maior o ngulo A da figura, maior
ser o esforo exercido nos cabos de ao.
Portanto, o ngulo timo ser este, no qual os
cabos formam um ngulo de 60 entre si, des-
crevendo um tringulo eqiltero com a pea.
ngulos menores levam a esforos menores, e
ngulos maiores, a valores maiores dos esfor-
os nos cabos de ao.
Atentar nas tabelas de dimensionamento
de cabos dos fabricantes se os ngulos entre
cabos esto indicados em relao ao plano ho-
rizontal, entre os cabos ou ainda entre cada
cabo e a vertical. Conforme a posio do ngu-
lo, as consideraes so totalmente diversas.
Existem outras formas de lingadas, ou
seja, de interligao de cabos ou cintas com o
objetivo de realizar o iamento de peas. Uma
das mais comuns a lingada enforcada ou
chocker:
Esta lingada pode ser feita com um ou
dois cabos, com a caracterstica de se evitar
a instalao de olhais e manilhas para a fixa-
o na pea. Por isso, rapidamente execu-
tada no canteiro e ser indicada para peas
menores, com peso mximo indicativo de 6t. O
ideal para preservar a durabilidade dos cabos
enforcados se utilizarem quebra-quinas nas
arestas vivas da pea, de forma a minimizar as
tenses localizadas. O pessoal de campo deve
ser orientado a no golpear o lao de forma
a aproximar o mesmo da pea. Este procedi-
Figura 4.9 lingada enforcada
54
mento tambm ocasiona tenses localizadas
no cabo, pelo aumento do ngulo central. A
carga admissvel no cabo enforcado se reduz
a aproximadamente 70% da simples vertical
com cabo singelo.
No exemplo acima, se fossem utilizadas
duas lingadas enforcadas, as manilhas e os
olhais seriam dispensados e os cabos passa-
riam a um dimetro de 5/8.
4.6 Roldanas e reduo de cargas
A vantagem mecnica de uma mqui-
na o fator pelo qual a mquina multiplica a
fora aplicada nela com o objetivo de iar ou
mover uma carga. No caso em estudo, a m-
quina ser uma polia ou combinao de vrias
polias. Existem dois tipos de polias: as fixas e
as mveis. Como exemplo de polias fixas te-
mos o grupo localizado na ponta da lana dos
guindastes. O moito ou cardenal representa
um exemplo de bloco de polias mveis. As po-
lias fixas no possuem outra funo seno de
mudana da direo dos cabos. As polias do
bloco mvel criam uma vantagem mecnica de
2:1 em cada uma, sem se levarem em consi-
derao as perdas por atrito, que reduzem a
vantagem mecnica.
Esta caracterstica promove grande redu-
o na potncia dos guinchos dos equipamen-
tos, ou por outro lado, possibilitam o iamento
de grandes cargas com dimetros de cabos de
ao relativamente reduzidos.
Alm da reduo da carga, na utilizao
de blocos de polias ocorre uma reduo da ve-
locidade de iamento proporcional a vantagem
mecnica. Esta caracterstica ser sempre po-
sitiva, pois quanto mais pesada for a carga,
maior o nmero de polias e menor a velocida-
de de deslocamento, evitando-se as cargas di-
nmicas. Caso a pea a ser iada seja relati-
vamente leve, o nmero de polias poder ser
reduzido, agilizando-se as operaes de ia-
mento. Existem guindastes que operam tanto
com o moito quanto com o cabo singelo com
peso esfrico. Cabe ao engenheiro determinar
qual ser o bloco de moito a ser utilizado em
cada obra, quais peas devero ser iadas por
este moito e quais sero iadas pelo cabo
singelo.
Tambm as gruas de torre utilizam jogos
de roldanas para o iamento das cargas. As
configuraes mais comuns so as que utili-
zam duas ou quatro linhas de iamento, com
blocos mveis de duas polias.
A vantagem mecnica tambm aplicada
nos mecanismos de levantamento das lanas
dos guindastes treliados, a partir do cavalete.
Quando se deseja mover uma carga ho-
rizontalmente sobre o solo, tambm ser van-
tajosa a utilizao de jogos de roldanas para
reduo da carga e da velocidade, como no
lanamento de pontes onde a fora de trao
for proporcionada por guincho.
Figura 4.10 Moito com reduo de carga
Figura 4.11 Grua de torre
Tcnicas de iamento
55
Freqentemente o guincho ser posicio-
nado r da ponte, e o cabo ao sair do guin-
cho passar sob a ponte e alcanar uma polia
fixa na margem oposta, da voltando para uma
polia mvel presa ponte, e desta retornando
para a margem oposta onde ser firmemente
ancorada. Caso o guincho esteja na margem
oposta, as polias fixa e mvel continuam como
no caso anterior, mudando-se alm o guincho
a margem de ancoragem do cabo.
4.7 Consideraes sobre iamento
de peas
Toda pea deve estabilizar, ao ser sus-
pensa, na posio que ocupar na estrutura.
Por isso, o iamento e o deslocamento das pe-
as suspensas sempre sero feitos de forma a
garantir a estabilidade do conjunto. A partir do
momento que uma pea est suspensa por um
guindaste, ambos formam um sistema estrutu-
ral submetido a cargas estticas e dinmicas.
As cargas estticas so de fcil determinao
e so utilizadas na especificao dos elemen-
tos do sistema. As cargas dinmicas so leva-
das em considerao com a aplicao de mar-
gens de segurana. Mas no por isso se deve
abandonar a condio ideal de operao, na
qual se evita de todas as formas a ocorrncia
de impactos e foras laterais.
No caso de edifcios de mltiplos anda-
res, as colunas devem estabilizar na vertical
e as vigas na horizontal. Normalmente as pe-
as das estruturas possuem uma dimenso
preponderante. Por exemplo, no caso de uma
coluna de edifcio, teremos um perfil de grande
comprimento com largura e profundidade de
pequenas dimenses. No armazenamento das
peas sobre o solo, esta dimenso preponde-
rante estar na horizontal, que a sua posio
mais estvel, frente fora da gravidade. No
caso particular das colunas, esta posio ho-
rizontal diversa daquela que a pea ocupa-
r na estrutura, que a vertical. Do ponto de
vista da segurana, o iamento de colunas
mais arriscado que o de vigas, pois as colunas
devem sofrer uma rotao de 90, da posio
de repouso (horizontal) para a posio final
na estrutura (vertical). O iamento das vigas
ser feito sem a necessidade de rotao, pois
sero deslocadas no espao (translao) sem
mudarem seu eixo longitudinal de posio em
relao ao horizonte.
Os ganchos dos equipamentos permitem
giros de 360 em torno de um eixo vertical que
passa por eles. Peas iadas na vertical no
apresentam problema de girarem segundo o
eixo vertical. No caso de peas horizontais,
este grau de liberdade possui uma limitao:
a pea ao girar poder se chocar com algum
obstculo, como por exemplo outras peas
j montadas, com o prprio equipamento ou
mesmo com edificaes vizinhas. O ideal se
realizar o iamento de peas horizontais (vi-
gas) com a mesma face voltada para o equi-
pamento, desde a posio de repouso sobre
o solo at a posio final na estrutura. Isto po-
der exigir um estudo prvio sobre a posio
em que a pea deva ser descarregada sobre o
solo, ou mesmo a posio relativa do equipa-
mento e da estrutura. Em princpio, qualquer
manuseio da pea oneroso e deve ser redu-
zido ao mnimo, ou seja: sua descarga do meio
de transporte para o solo e depois seu iamen-
to do solo para sua posio final na estrutura.
Algumas vezes outros transbordos sero inevi-
tveis; outras, sero quase impossveis.
Figura 4.12 Verticalizao de coluna
56
Em algumas ocasies pode ser necess-
rio ou at mesmo desejvel que a pea seja
iada inclinada, como por exemplo:
Neste caso os cabos tero comprimentos
diferentes para possibilitar a inclinao. Outro
detalhe caracterstico deste tipo de iamento
a sobrecarga de um cabo at que o outro seja
tracionado. Assim:
As peas de duas dimenses preponde-
rantes devem ser iadas por um ou dois cabos.
Por ex.:
Figura 4.13 Montagem de estrutura inclinada
Figura 4.14 Cabos de comprimentos diferentes
Figura 4.15 Iamento com dois cabos em pea plana
As peas tridimensionais devem ser ia-
das com 3 ou 4 cabos. Deve-se calcular o ia-
mento, entretanto, como se estivesse sendo
realizado com apenas dois cabos, pois peque-
nas diferenas de comprimento e conexo po-
dem aliviar at dois cabos. Ex.:
EXEMPLOS:
a) Seja uma viga V1 VE350X35
6.560mm de comprimento, sem nenhum
detalhe de ligao.
Vem:
Peso total = 6,56m X 35,00 kg/m = 229,6
kg 230 kg
b) Admita uma viga V2 W530X92
10.323mm de comprimento, com duas
cantoneiras de ligao L76X76X8 com
400mm de comprimento em cada extre-
midade.
Vem:
Peso do perfil principal = 10,323m X 92,00
kg/m = 949,7 kg e mais:
Peso das cantoneiras = 2 X 2 X 0,40m X
9,07 kg/m = 14,5 kg.
Peso total = 949,7 + 14,5 = 964,2 kg =
965 kg
c) Seja por exemplo uma coluna C1
W360X110, cujas partes constam da ta-
bela abaixo:
Figura 4.16 Iamento com quatro cabos, dois tensionados
=
~
=
~
Tcnicas de iamento
57
d) Considerar a Viga V2 do exemplo an-
terior: peso da pea = 965 Kg
Primeiramente pr-dimensiona-se os ca-
bos de ao: na tabela XXX para o par de
estropos a 60, temos a capacidade de
2060kg para o dimetro de .
Cabos de ao - Peso aproximado: 0,7kg/
m x 4m x 2 6kg.
Manilhas de unio Dimetro 3/4 .
Capacidade = 2.450kg Peso: 2 x 1,0kg =
2kg.
Olhais de suspenso fabricados em
chapa usar chapa de 19mm de espes-
sura rea = 0,2m x 0,2m x 2 x 149kg/m
=12kg.
Marca Material Comprimento
(mm)
Largura
(mm)
Quantidade
(UN)
rea
(m)
Peso unitrio
(Kg)
Peso
Total
(Kg)
1a W360X110 Perfil principal 10.238 - 01 - 110,00 1.126,18
1b Chapa 22,2mm 400 500 01 0,200 175,84 35,17
1c Chapa 6,3mm 100 145 02 0,029 49,39 1,43
1d Chapa 12,5mm 122 320 03 0,117 98,00 11,47
1e Chapa 12,5mm 122 320 05 0,195 98,00 19,11
1f Chapa 8,0mm 122 320 02 0,078 62,72 4,89
1h Chapa 8,0mm 122 320 02 0,078 62,72 4,89
1k Chapa 8,0mm 100 295 03 0,089 62,72 5,55
1m Chapa 6,3mm 100 220 06 0,132 49,39 6,52
TOTAL 1.215,25
Moito do guindaste = 190kg (conforme
modelo).
Carga total = 965+6+2+12+190= 1175kg.
Indo novamente com este valor tabela cor-
respondente do anexo final, confirmam-se os
cabos de de dimetro.
No exemplo acima se optou pela utiliza-
o de olhais se suspenso feitos em chapa
de ao soldados a mesa superior da viga. Isto
nem sempre necessrio, alm de ser pou-
co prtico quando se levar em conta a grande
quantidade de vigas em uma obra de edifcio,
por exemplo.
=
~
=
~
=
~
59
Ligaes soldadas e
parafusadas
Captulo 5
60
Ligaes soldadas e parafusadas
5.1 Generalidades
Fazendo-se um comparativo entre as li-
gaes parafusadas e as ligaes soldadas
pode-se incorrer em uma falsa polmica: Qual
o melhor processo de ligao? A resposta
que no existe uma vantagem ou desvanta-
gem definitiva em favor de um ou de outro pro-
cesso, seja do ponto de vista dos projetistas,
fabricantes ou montadores. Para se decidir por
um processo de ligao de uma estrutura, de-
vem ser analisadas todas as fases, o tipo de
estrutura, passando pelos equipamentos dis-
ponveis para a fabricao e terminando por
considerar as condies de montagem.
comum a afirmao de que as estrutu-
ras soldadas so fceis de fabricar e difceis
de montar. Isto se baseia nas alegadas facili-
dades de fabricar peas que sero soldadas
pois a preparao para a execuo da junta
no passar da execuo de um entalhe na
extremidade da pea. A pretendida dificuldade
de montar se deve a dois fatores: primeiro, pela
falta de um elemento de fixao e posiciona-
mento da pea proporcionados pelos parafu-
sos nas ligaes parafusadas; segundo, pelas
necessidades inerentes a soldagem, ou seja:
disponibilidade de energia eltrica, soldadores
qualificados, armazenagem de eletrodos, fato-
res climticos, tempo de execuo e controle
de qualidade.
Por outro lado, afirma-se que estruturas
parafusadas so difceis de fabricar e fceis
de montar. Quanto fabricao, a dificuldade
alegada se baseia na necessidade de execu-
o da furao em ambas as peas e even-
tualmente em algum calo. Na montagem, a
facilidade se basearia na rapidez de execuo,
tanto na fixao provisria e posicionamento,
quando na introduo e aperto dos parafusos.
Contra estas e outras alegaes, pode-
riam ser apresentados alguns contra-argu-
mentos:
a) Facilidades na execuo de entalhes
Quase sempre estes entalhes sero exe-
cutados por processos semi-automticas
ou essencialmente manuais, demandan-
do massiva aplicao de mo-de-obra.
b) Dificuldades na execuo das furaes
Com a disponibilidade de mquinas
operatrizes informatizadas que executam
furaes puncionadas com extrema ra-
pidez, possvel executar furaes com
grande facilidade. Mesmo os processos
manuais de furao broqueada no so
inviveis, dependendo do vulto da obra.
c) Dificuldades na soldagem de campo
A disponibilidade de energia pode ser
obtida com geradores. A maior parte das
ligaes no exige qualificao dos sol-
dadores em todas as posies. Existem
eletrodos que no exigem estufas para
armazenagem ou ressecagem. O posi-
cionamento das peas pode ser propor-
cionado por beros de apoio agregados a
pea principal na fabricao ou na mon-
tagem. A fixao provisria da pea (para
que se possa liber-la do guindaste), ser
resolvida com a presena de um soldador
em cada ponto de apoio. Neste caso ser
executado um filete de solda com a resis-
tncia necessria para suportar os esfor-
os do peso prprio e do vento, at que
se proceda a soldagem completa da liga-
o. Aps isso o guindaste estar libera-
do para buscar a prxima pea. O tempo
de execuo deste filete ser semelhan-
te ao da execuo completa de ligao
equivalente parafusada.
No h portanto, a priori, um processo
de ligao melhor do que outro. Existem ca-
ractersticas peculiares a cada fbrica, a cada
canteiro de obras e principalmente de cada es-
trutura que induziro a uma soluo soldada
ou parafusada.
61
5.2 Ligaes soldadas
5.2.1 Introduo
Um mtodo de ligao das estruturas
a execuo de emendas estruturais por sol-
dagem. O mtodo consiste em transformar a
energia eltrica em calor, por meio de um arco
de grande resistncia no local a ser trabalha-
do. O calor gerado funde simultaneamente o
eletrodo e a pea a ser soldada. O metal uti-
lizado no eletrodo deve ser compatvel com
as caractersticas do metal-base da pea, de
acordo com a tabela abaixo:
Como fonte de energia, a solda utiliza a
energia eltrica comercialmente fornecida por
concessionrias ou geradores (quando no es-
tiver disponvel a energia de concessionrias),
podendo estes serem movidos gasolina ou a
leo diesel. A energia eltrica fornecida pelas
concessionrias a corrente alternada, onde
a direo do fluxo eltrico se reverte 60 vezes
por segundo.
A corrente alternada utilizada em m-
quinas de solda conhecidas como transforma-
dores, retificadores ou inversoras. A corrente
fornecida para soldagem por terminais locali-
zados na parte externa da mquina de solda: o
terminal positivo e o negativo. Estas designa-
es indicam que a direo do fluxo eltrico
para fora no terminal positivo e para dentro da
mquina no plo negativo. A direo do fluxo
eltrico durante a soldagem poder ser modifi-
cada pela troca dos terminais.
Para a soldagem se realizar, um dos p-
los da mquina estar interligado a um cabo
eltrico flexvel fortemente isolado em cuja ex-
tremidade est instalada uma tenaz, (no caso
dos eletrodos revestidos) na qual ser preso o
eletrodo de solda. Ao outro plo estar conec-
tado outro cabo, chamado de cabo-terra, que
possui o grampo de aterramento na outra ex-
tremidade a ser ligada ao corpo da estrutura. O
circuito seria fechado caso se tocasse a pea
com a ponta do eletrodo, mas antes disso ser
gerado um arco eltrico na forma de um fluxo
luminoso entre a ponta do eletrodo e a pea
no local em que estiverem prximo o suficiente
para a ocorrncia do fenmeno.
Figura 5.1 Montagem de mquina de solda
Processo de Soldagem Consumveis
(Classe AWS)
ASTM A36
ASTM A572-50-1 USI-CIVIL-350
USI-SAC-300
USI-SAC-350
Eletrodos Revestidos Eletrodo E7018
E6013
E7018-G
E7018-W1
E8018-C3
MIG/MAG Arame ER70S-3
ER70S-6
ER80S-G
ER80S-Ni1
Gs CO
2
ou misturas Ar + 1-5% O
2
Arame Tubular Arame E70T-1, E71T-1, E70T-4 E71T8-Ni,
E81T1-W2,
E81T1-Ni1
Gs CO
2
CO
2
Arco Submerso Combinao Arame/Fluxo F7AZ EL12
F7AZ EM12K
F7A4 EM12K
F7AZ EB1-B1
F7AZ EW-W
F8A6-ECW-W
F8AZ-EL12-G
F8AZ-EM12K-G
Fonte: Usiminas
62
Quando o cabo do eletrodo conectado
ao terminal negativo, a maior parte do calor
desenvolvida no metal de base e no tanto no
eletrodo, sendo esta chamada de polaridade
direta. Quando o eletrodo conectado ao plo
positivo, em polaridade reversa, a produo
de calor tambm revertida. Esta reverso de
calor no pode ser obtida na corrente alterna-
da, pois cada plo est sendo alternadamente
positivo e negativo em rpida sucesso. De
qualquer forma, o retificador pode modificar
a corrente alternada para corrente contnua,
possibilitando a reverso.
5.2.2 Processos de soldagem
Existem diversos processos de soldagem,
cada qual com suas caractersticas prprias:
a) Eletrodo Revestido (SMAW MMA)
o processo mais utilizado para a exe-
cuo das ligaes durante a montagem.
Tambm chamada de solda manual, de-
pende principalmente da habilidade do
operador, pois a abertura do arco eltrico,
o movimento do eletrodo, o controle da
fuso e a remoo de escrias so total-
mente manuais. O eletrodo formado por
duas partes:
O arame interno que ser fundido e
transferido para a pea;
O revestimento que entrar em com-
busto criando uma proteo gasosa ao
redor da poa de soldagem, protegendo
a solda contra o oxignio e o nitrognio
da atmosfera, que so prejudiciais.
Os eletrodos fornecem metal de deposi-
o para preencher os espaos existentes nos
entalhes entre as peas ou nas soldas de filete.
Eles so fornecidos em composies de acor-
do com o ao a ser soldado, e so divididos em
geral em grupos, que possuem diferentes ca-
ractersticas. As composies do metal do ara-
me (alma) e do revestimento fornecem o tipo
de eletrodo, de acordo com as especificaes
AWS A5.1 e A5.5.
Quando se indica o dimetro de um ele-
trodo, sempre se est referindo ao dimetro do
arame interno. Os dimetros comerciais mais
comuns so: 2,5mm; 3,25mm; 4mm; 5mm e
6mm. So vendidos em latas metlicas es-
tanques que garantem a proteo mecnica e
contra a umidade do ar. Alguns eletrodos so
fornecidos em embalagens de papelo, no
sendo recomendados para juntas de respon-
sabilidade, ainda que isto seja possvel se fo-
rem tomados os cuidados necessrios na res-
secagem. Os eletrodos so vendidos por peso,
sendo que o peso de cada embalagem varia
com o dimetro e tambm com o fabricante.
Os tipos de revestimentos mais comuns
so apresentados a seguir:
Revestimento Celulsico: O revestimen-
to de pequena espessura possui alto teor
de celulose. A quantidade de escria pro-
duzida pequena formando uma fina ca-
mada. Possui grande penetrao, quando
comparado a outros tipos de revestimen-
to, em todas as posies. Estes eletrodos
so particularmente recomendados para
soldagens fora da posio plana, tendo
grande aplicao na soldagem circunfe-
rencial de tubulaes. Na execuo de
passes de raiz, requer menos material de
adio devido boa penetrao.
Exemplos: E6010, E6011, E7010 e
E8010.
Revestimento Rutlico: Estes eletrodos
produzem cordes de excelente acaba-
mento. Seu revestimento contm gran-
des quantidades de rutilo (TiO
2
- xido de
Titnio), e produz uma escria abundante
e de fcil remoo. Caracterizam-se por
serem de fcil manipulao, e por pode-
rem ser utilizados em qualquer posio.
Bons resultados mesmo em condies
adversas como ferrugem, operadores
inexperientes e chapas finas. So consi-
Ligaes soldadas e parafusadas
63
derados de grande versatilidade e de uso
geral.
Exemplos: E7014, E7024 e E6013.
Revestimento Bsico: Estes eletrodos
so mais utilizados em aos de alta resis-
tncia mecnica, devido caracterstica
fornecida pelo baixo teor de hidrognio
no arame. Seu revestimento contm p
de ferro, proporcionando uma produtivi-
dade superior aos outros eletrodos. So
indicados para aplicaes de alta respon-
sabilidade, para soldagens de grandes
espessuras e para estruturas de elevado
grau de rigidez. Este o revestimento
mais higroscpico de todos, o que requer
o armazenamento em estufas logo aps
a abertura das embalagens.
Exemplos: E7018, E7018-G, E8018 e
E9018.
Manuteno e Cuidados com os Eletro-
dos
Caso no sejam tomados os adequados
cuidados no armazenamento e manuseio, os
eletrodos revestidos podem se danificar. Parte
ou todo o revestimento pode se quebrar, prin-
cipalmente nos casos de dobra ou choque do
eletrodo. Sempre que se observar qualquer al-
terao no estado do eletrodo, este no deve
ser utilizado em operaes de responsabilida-
de.
A umidade em excesso no revestimento
dos eletrodos (principalmente os bsicos), de
uma forma geral, prejudicial soldagem. Ela
pode levar a instabilidade do arco, formao
de respingos e porosidades principalmente no
incio do cordo e tambm provocar a fragiliza-
o e fissurao pelo Hidrognio.
Para se conservar os eletrodos revesti-
dos sem a presena de umidade, existem dois
tipos de providncias que devero ser toma-
das:
Ressecagem Eliminao da umidade
existente nos eletrodos, pela armazena-
gem em estufas apropriadas a tempera-
turas que podem chegar a 350C, com
uma permanncia de at 2 horas;
Manuteno Para a manuteno dos
nveis de secagem adequados os eletro-
dos bsicos e rutlicos, por exemplo, de-
vem ser armazenados em estufas antes
de serem distribudos aos soldadores.
Estes, por sua vez, logo que recebam os
eletrodos, os mantero em estufas port-
teis (cochichos) at sua utilizao final.
A ressecagem deve ser adotada obriga-
toriamente para os eletrodos bsicos, dese-
jvel nos rutlicos e proibida nos celulsicos.
Tipo de Eletrodo Ressecagem Manuteno Locais de Aplicao
Temperatura Efetiva no
Pacote de Eletrodos
(C)
Tempo Real na
Temperatura Efetiva
(h)
Temperatura
(C)
Temperatura
(C)
Bsicos 32525 1,5 0,5 12525 11535
Altssimo Rendimento 27525 1,5 0,5 11010 10020
Rutlicos 8010 1,5 0,5 6010 6010
Tabela 5.2 - Tempo e temperaturas de Ressecagem e Manuteno - Esab
64
b) Arame Tubular (FCAW)
A solda por arame tubular utiliza um arco
entre um eletrodo de arame contnuo preen-
chido internamente por fluxo e a poa de fu-
so. O eletrodo sempre tubular, de acordo
com as especificaes da AWS A5.20 e A5.29.
No ncleo do arame existe uma combinao
de materiais que podem incluir p metlico e
outros minerais que forneam gases de prote-
o, desoxidantes e materiais formadores de
escria. O processo do arame tubular pode ser
automtico ou semi-automtico.
A proteo do arco pode ser proporciona-
da apenas pelo fluxo interno (Innershield) ou
deste em combinao com um gs de prote-
o (Outershield). Os gases ricos em CO
2
so
os mais comuns, embora outras misturas de
gs possam ser utilizadas, por exemplo, arg-
nio/CO
2
. As funes principais do gs de prote-
o so proteger a poa de fuso, o arame tu-
bular e o arco eltrico contra a ao dos gases
atmosfricos, principalmente o oxignio, cuja
presena na solda geraria descontinuidades,
prejudicando a integridade e as propriedades
mecnicas da junta.
Arames tubulares autoprotegidos podem
ser empregados sob ventos moderados com
perturbaes mnimas na atmosfera protetora
em torno do arco, o que possibilita sua utiliza-
o durante a montagem de estruturas a cu
aberto.
A solda por arco eltrico por arame tubu-
lar oferece duas vantagens distintas sobre a
solda com eletrodo revestido:
O eletrodo contnuo, o que elimina as
paradas e reincios inevitveis para a tro-
ca dos eletrodos. Isto no s representa
uma vantagem operacional, como contri-
bui para reduzir as descontinuidades da
solda.
Outra vantagem importante que
acrscimos na amperagem nas soldas
com arame tubular, correspondem a um
aumento na taxa de deposio e produti-
vidade.
c) Arco submerso (SAW)
A soldagem pelo processo do arco sub-
merso difere de outros pela utilizao de um
fluxo granular para a proteo do arame de
solda na poa de fuso. O arco obtido entre
a pea e um eletrodo de arame nu, cuja ponta
submersa no fluxo. Os eletrodos so fabrica-
dos de acordo com as especificaes da AWS
A5.17 e A5.23. A solda completamente co-
berta pelo fluxo, no sendo visveis o claro, o
splash e as fascas que caracterizam os pro-
cessos de arco aberto. A natureza do fluxo tal
que muito pouca fumaa ou fumos visveis so
lanados para o ambiente.
Tipicamente, o processo completamen-
te mecanizado, embora operao semi-auto-
mtica seja freqentemente utilizada. O arame
mecanicamente alimentado para a tocha ou
cabeote de solda. um processo de solda-
gem tpico de fbrica, utilizado principalmente
na confeco de perfis soldados, mas tam-
bm utilizado com vantagens na montagem de
tanques de armazenamento e em outras es-
truturas que possuam grandes extenses de
solda nas posies plana e horizontal.
d) Processo de arame com proteo ga-
sosa (MIG/MAG - GMAW)
Este processo utiliza equipamentos bas-
tante similares aos utilizados no arame tubular.
Figura 5.2 Mquina de solda para arame tubular
Ligaes soldadas e parafusadas
65
Realmente, os dois processos so bem seme-
lhantes. As maiores diferenas so: o proces-
so MIG/MAG utiliza um arame slido cobreado
(ou no) e no deixa uma quantidade apreci-
vel de escria. Outra diferena o preo re-
lativamente inferior ao do arame tubular, ain-
da que seja obrigatria a utilizao de gs de
proteo. Os arames so fabricados de acordo
com as especificaes da AWS A5.18 e AWS
A5.28.
Uma variedade de gases ou misturas de
gases podem ser usados para os processos
de soldagem de arame com proteo gasosa.
O gs carbnico (CO
2
) o mais barato, mas
ainda que seja aceitvel para soldagem de ao
carbono, ele no inteiramente inerte, sendo
ativo em temperaturas elevadas. Isto deu ori-
gem denominao em ingls, cuja sigla
MAG (gs metal-ativo). Quando misturas pre-
dominantemente baseadas em argnio so
utilizadas, a sigla MIG (gs metal-inerte).
Existem arames tubulares desenvolvidos
com o interior metlico, no constitudo de in-
gredientes geradores de escria. O resultado
uma solda virtualmente livre de escria, de
maneira similar as outras formas de MIG/MAG.
Permitem o uso de amperagens elevadas que
no podem ser utilizadas com arames slidos,
resultando em taxas de deposio potencial-
mente mais altas.
Estes processos so utilizados predomi-
nantemente na fabricao das estruturas, com
timos resultados, principalmente quanto
produtividade em comparao com os eletro-
dos revestidos. Entretanto, a obrigatoriedade
da proteo gasosa dificulta a soldagem em
presena de ventos fortes, o que torna sua
utilizao na montagem das estruturas menos
prtica que o processo manual de eletrodo re-
vestido.
Armazenamento de arames tubulares
Os arames tubulares, a exemplo de ou-
tros consumveis de solda devem ser prote-
gidos contra a exposio atmosfrica a fim
de manter os nveis de hidrognio to baixos
quanto possvel, prevenir a ferrugem e evitar a
porosidade durante a soldagem.
Para melhores resultados, os arames
de solda devem ser consumidos o mais rpi-
do possvel aps a abertura das embalagens.
Uma vez que a embalagem seja aberta, o ara-
me estar sujeito a contaminao por umidade
atmosfrica. A condensao da umidade sobre
a superfcie do arame j pode ser suficiente
para degradar o produto, mesmo que o fluxo
interno no seja atingido.
5.2.3 Mquinas de solda
Conforme abordado no item 5.2.1, a sol-
dagem por arco eltrico depende de uma fonte
de energia para a realizao do processo. Es-
tes equipamentos so genericamente denomi-
nados de mquinas de solda. Existem diversos
tipos de mquinas de solda disponveis no mer-
cado, sendo que cada modelo objetiva a aten-
der uma cerca faixa de utilizaes dentro de
cada processo de soldagem. Os tipos mais co-
muns utilizados na soldagem de estruturas em
ao so os Transformadores; os Retificadores;
as Fontes Inversoras eletrnicas dentre outros
derivados destes. A variedade de fabricantes,
modelos e tipos de mquinas de solda mui-
Figura 5.3 Mquina de solda para processo MIG
66
to grande e torna-se tarefa difcil definir tipos
de processos mais ou menos adequados de
forma genrica. Entretanto, em linhas gerais,
sem a pretenso de classificaes rgidas, so
apresentadas abaixo as caractersticas mais
marcantes de cada tipo de fonte de energia:
a) Retificadores De modo geral os re-
tificadores se dividem em trs modelos princi-
pais, conforme o processo de soldagem a que
se destinam:
Retificadores de corrente constante des-
tinados soldagem por eletrodo revestido
e a goivagem por eletrodo de grafite. So
os mais utilizados para a montagem das
estruturas. Isto se deve a sua robustez e
facilidade de instalao, alm de se des-
tinarem ao processo dos eletrodos reves-
tidos. Sua finalidade dupla de realizar a
goivagem outra vantagem suplementar.
Normalmente so alimentados por rede
eltrica trifsica 220/380/440 - 60;
Retificadores de tenso constante utili-
zados como fonte de energia para con-
juntos semi-automticos, com cabeotes
de alimentao de arame para soldagem
MIG/MAG. So mquinas com um in-
vestimento inicial mais elevado, alm de
dependerem da proteo gasosa para
o processo de soldagem. Por isso, so
mais utilizadas na fabricao das estru-
turas, tendendo a superar o processo de
eletrodo revestido pelos ganhos de pro-
dutividade que representa. Alimentados
por rede trifsica;
Fonte Retificadora de tenso constante
para soldas automatizadas, destinadas
principalmente soldagem pelo processo
de arco submerso. So utilizadas exclu-
sivamente na fabricao de estruturas.
Alimentada por rede trifsica;
b) Transformadores So mquinas de
solda geralmente de menor porte que os reti-
ficadores. Se destinam a soldagem pelo pro-
cesso de eletrodo revestido e normalmente
no possuem ventilao forada. Os modelos
menores, que no chegam a operar com um
fator de trabalho de 100%, so muito utiliza-
dos em serralherias com eletrodos de peque-
no dimetro e baixa amperagem. Os transfor-
madores maiores so utilizados na fabricao
e na montagem de estruturas. A alimentao
eltrica normalmente a dois condutores fase,
mais o aterramento.
c) Inversoras So mquinas eletrnicas
de ltima gerao, destinadas soldagem pe-
los processos de eletrodo revestido, MIG/MAG,
TIG e corte a plasma. Sua caracterstica mais
marcante o tamanho e peso reduzidos se
comparadas aos retificadores e transformado-
res. Algumas possuem alas para serem carre-
gadas pelo operador, enquanto outras maiores
possuem rodzios. Alimentao monofsica ou
trifsica, dependendo do modelo e fabricante.
Figura 5.4 Retificador de solda
Figura 5.5 Mquina inversora
Ligaes soldadas e parafusadas
67
5.2.4 Caractersticas das ligaes
soldadas
Apesar da habilidade requerida para sua
execuo, a soldagem possui reais vantagens.
Uma viga projetada para ser engastada em uma
coluna pode ser soldada de maneira contnua
ao outro membro sem necessidade de peas
acessrias na ligao. Trelias formadas por
membros soldados entre si, possuem menor
peso em ao, pois as peas soldadas no per-
dem parte de suas sees transversais, como
o caso dos furos necessrios nas ligaes
parafusadas. Juntas onde a estanqueidade
essencial como no caso de tanques e esferas,
a solda no s promove a ligao entre as cha-
pas como tambm garante a impermeabilidade
do conjunto.
A abertura entre as peas a serem unidas,
a existncia dos entalhes e a posio destes,
variam de acordo com a espessura e a posio
relativa das peas. Para completar a unio en-
tre os dois elementos pode ser necessrio so-
mente um passe ou diversos passes de solda,
em camadas sucessivas. Cada passe possui
aproximadamente 3 mm de espessura por 6
mm de largura. Antes de cada passe seguinte
ser iniciado, o anterior dever estar totalmente
livre de escrias, o que se obtm por meio de
impactos com a picadeira manual ou outra fer-
ramenta mecnica.
a) Fator de Trabalho
O fator de trabalho de um equipamento
de soldagem significa que a mquina pode for-
necer a sua corrente de soldagem mxima du-
rante um determinado perodo, devendo este
ser seguido de um perodo de descanso. Isto
pode ser repetido sem que a temperatura dos
componentes internos ultrapasse os limites
previstos por projeto. Um fator de 40% signifi-
ca um perodo de 4 minutos de trabalho segui-
do de 6 minutos de pausa. O fator de trabalho
de 100% significa que a mquina pode forne-
cer uma determinada corrente de soldagem
ininterruptamente durante 10 minutos. Normal-
mente a capacidade de operar com 100% de
fator de trabalho atingida com amperagens
menores que a mxima.
b) Posies de Soldagem
Na figura 5.6 abaixo esto mostradas al-
gumas posies de trabalho ou teste. A nomen-
clatura segue a adotada pela Norma ASME IX,
em que a posio e o tipo de solda so iden-
tificados respectivamente por um algarismo e
uma letra. A letra F corresponde a solda de file-
te e a letra G (groove) a solda de entalhe.
O primeiro tipo de solda na posio pla-
na, que usa polaridade direta, onde a maior
parte do calor e o metal fundido esto abaixo,
na poa de fuso, onde mais fcil controlar
devido ao efeito da gravidade. As soldas nas
posies horizontal, vertical e sobre-cabea
so progressivamente mais difceis de serem
executadas. Quando a polaridade reversa
usada na solda sobre-cabea, a maior parte do
calor formada na ponta do eletrodo, abaixo
do local da solda. Este mtodo tem a vanta-
gem de aproveitar a tendncia do material de
fuso ser carreado para cima de encontro ao
metal de base sob a influncia do fluxo da cor-
rente eltrica naquela direo.
c) Proteo do operador de solda
O arco eltrico da solda emite um claro
que pode lesar os olhos do soldador. A radia-
o produzida e partculas incandescentes
Figura 5.6 Algumas posies de solda de topo
68
que so projetadas distncia podem provo-
car queimaduras na pele durante o processo.
Desta forma, torna-se necessrio utilizar uma
mscara de solda dotada de uma lente escu-
ra, que no s proteja a face como permita
somente uma parcela da luz atingir o olho do
operador. Alm disso, para prevenir queimadu-
ras, o soldador dever vestir avental, palet,
luvas longas e perneira de raspa de couro.
d) Distores
O metal se expande em todas as direes
quando aquecido e reassume seu tamanho
original quando resfriado. Se as extremidades
estiverem unidas a dois elementos, quando es-
friada a pea, haver uma tendncia a pux-los
para dentro. Quando a pea for aquecida em
somente um lado, este ir se expandir e ten-
der a se contrair quando resfriado. Em peas
soltas, a pea ir apresentar contrao, aps o
resfriamento, sempre para o lado onde houver
maior aquecimento. Para combater as distor-
es pode-se utilizar alguns mtodos: alternar
a solda de ambos os lados; executar filetes al-
ternados por espaos livres que sero preen-
chidos aps o resfriamento dos anteriores; co-
locar membros provisrios de conteno para
impedir que a pea se feche ou se expanda
com o calor desenvolvido na soldagem.
5.2.5 Controle e garantia da qualidade
Antes de serem executadas, as soldas
de responsabilidade nas estruturas em ao
devem possuir garantias sobre a sua qualida-
de. Os materiais utilizados nos eletrodos, nos
fluxos e arames devem estar de acordo com
as normas citadas. A embalagem, transporte,
armazenagem e conservao dos eletrodos
devem garantir as caractersticas necessrias
ao trabalho de soldagem.
Entretanto, a maneira de soldar, a tcni-
ca empregada, o equipamento e a amperagem
utilizadas devem estar em harmonia com o
consumvel utilizado e este com o metal-base
a ser unido. Estas e outras variveis caracte-
rsticas faro parte de uma Especificao de
Procedimento de Soldagem (EPS). As EPSs
indicaro o nmero de passes de solda, a vol-
tagem e amperagem de cada passe, o tipo de
junta, a posio em que ser executada, a es-
pessura e o tipo do eletrodo. As normas AWS
(American Welding Society), da ASME (Ame-
rican Society of Mechanical Engineers) ou as
especificaes da API (American Petroleum
Institute) so as mais conhecidas e aceitas
mundialmente no que prescrevem para a qua-
lificao de procedimentos de soldagem.
A responsabilidade sobre a qualidade da
solda ser sempre do fabricante ou do mon-
tador, embora haja inspetor ou empresa cre-
dencia pelo contratante para a fiscalizao.
Quando exigido, o fabricante deve fornecer
uma EPS completa, que descreva todas as
variveis essenciais, no essenciais e, quando
forem requeridas, as variveis suplementares
para cada processo de soldagem, como por
exemplo:
a) Processo de soldagem (Manual, arco-
submerso, etc.);
b) Tipo de junta e sua configurao;
c) Especificao e espessura do material
base;
d) Especificao e classe do material de
deposio;
e) Temperatura de pr-aquecimento (m-
nima);
f) Temperatura entre passes (mxima);
g) Nmero aproximado de passes;
h) Parmetros de soldagem (voltagem,
amperagem, velocidade);
i) Controle do material de solda.
As informaes acima (que podem estar
em formato escrito ou na forma de tabela) po-
Ligaes soldadas e parafusadas
Figura 5.7 Distoro de solda de topo
69
dem constar em um Registro de Qualificao de
Procedimento (RQP). Este ser o documento
onde estaro consolidadas as caractersticas
da solda. Tambm devem ser registrados no
RQP os tipos de ensaios, o nmero de testes
de cada tipo e os resultados dos mesmos.
a) Qualificao dos Procedimentos de
Soldagem
Para que possam ser utilizados, os EPS
devem ter sua adequao e qualidade avalia-
dos por testes especficos. Para a qualificao
dos procedimentos os testes mais comumen-
te usados so os de trao e dobramento de
face, dobramento de raiz, dobramento lateral
alm do teste de impacto.
Existem procedimentos de soldagem que
so considerados pr-qualificados desde que
atendam as exigncias da norma AWS D1.1.
Estes procedimentos so aqueles em se jul-
gou existir um histrico de aceitabilidade e de
desempenho, no estando sujeitos aos testes
de qualificao impostos as outras EPS. De
qualquer maneira, sempre que exigidos, sero
efetuados testes no-destrutivos mesmo nas
juntas pr-qualificadas procurando-se seguir
as orientaes da norma.
A norma AWS D1.1, cobre os requisitos
de soldagem aplicveis a estruturas soldadas
de ao carbono e aos de baixa liga. Mesmo
quando o procedimento for aprovado pela enti-
dade competente, continua sendo unicamente
do fabricante a responsabilidade pela qualida-
de da junta soldada. Os cortes e entalhes que
recebero deposio de solda, no devem ter
estrias que permitam incluses de impurezas.
b) Qualificao dos Soldadores
No basta entretanto os procedimentos e
materiais corretos se a execuo for deficien-
te. As vantagens da soldagem s podem ser
obtidas com pessoal treinado. Alguns testes
de qualificao so exigidos dos operadores,
conforme a complexidade dos procedimentos
de solda, de acordo com as normas nacionais
e internacionais. Geralmente estes testes so
baseados nas prescries da AWS B2.1 ou da
ASME seo IX. Os soldadores qualificados
possuiro um certificado que especificar as
posies e tipos de junta nas quais est qua-
lificado e o prazo de validade do documento.
Para qualificar um soldador utiliza-se um pro-
cedimento qualificado, no qual se especifica
quais corpos de prova devem ser preparados
e executados e as posies de teste exigidas
pelo trabalho a ser realizado. A seguir os cor-
pos de prova sero fatiados e submetidos a en-
saios visuais macrogrficos, de raios-X, trao
ou dobramento, conforme o caso. Estes testes
sero realizados e analisados em laboratrios
credenciados. Quando est qualificado para as
posies mais complexas (5G e 6G, por exem-
plo), normalmente o soldador se qualifica para
as posies mais simples automaticamente
(1G, por exemplo).
c) Inspeo de Soldas
A inspeo das soldas deve ser feita de
acordo com os requisitos da AWS D1.1. A ins-
peo visual que for necessria dever ser es-
pecificada nos documentos de licitao e do
projeto. Quando forem necessrios ensaios
no destrutivos (ENDs), o processo, a exten-
so, a tcnica e os padres de aceitao deve-
ro ser claramente definidos nos documentos
de licitao e do projeto.
5.2.6 Ensaios no destrutivos
Todas as soldas possuem descontinuida-
des, pois no existem soldas perfeitas. O que
existem so descontinuidades que so aceit-
veis e outras que no so aceitveis. Os En-
saios No Destrutivos (END) so realizados
nas soldas das estruturas em ao para verificar
a qualidade das mesmas, detectando a presen-
a, posio e extenso das descontinuidades.
So chamados de no destrutivos porque so
ensaios que no alteram as caractersticas das
soldas ensaiadas. Isto permite que a qualida-
de da solda seja averiguada conforme padres
estabelecidos que classificam os defeitos, sua
localizao e extenso, bem como os critrios
de aceitao pertinentes. Caso as exigncias
70
de qualidade sejam atingidas, a solda ser
aceita; caso contrrio, sero indicados os lo-
cais e a extenso dos reparos necessrios.
Os critrios de aceitao devem estar
definidos no contrato de fornecimento e mon-
tagem das estruturas, em harmonia com a
complexidade da obra. Sero delimitados le-
vando-se em considerao qual nvel apropria-
do de qualidade se requer para o tipo de junta,
sua responsabilidade, a finalidade da estrutu-
ra e suas condies de utilizao durante sua
vida til. No se deve esquecer que o objetivo
dos ensaios determinar a qualidade da solda,
para que se possa avaliar se a mesma possui
caractersticas que garantam a transmisso
dos esforos de projeto e que no levem a
ocorrncia de defeitos futuros que comprome-
tam a durabilidade da estrutura. Os efeitos de
fadiga causados por esforos alternados exi-
gem mais robustez do que seria exigvel sim-
plesmente pela transmisso momentnea dos
esforos mecnicos.
Os mtodos de inspeo no destrutiva
mais utilizados nas estruturas em ao so:
Ensaio visual;
Ensaio por lquidos penetrantes;
Ensaio por ultra-som;
Ensaios radiogrficos;
Ensaios por partculas magnticas;
Ensaios de estanqueidade.
A exemplo dos processos de soldagem e
dos operadores de solda, os ensaios no des-
trutivos devero ser realizados por pessoas
qualificadas e de acordo com procedimentos
normalizados. Os equipamentos de medio e
deteco dos defeitos de solda devero estar
aferidos e calibrados.
Um aspecto importantssimo a ser defini-
do a respeito dos ENDs a amostragem, ou
seja, a extenso de solda que ser objeto dos
ensaios. Devem tambm estar definidos, aps
os resultados dos ensaios, quais e quantos de-
feitos sero aceitveis, e em qual extenso. E,
por outro lado, o que ser inaceitvel e dever
obrigatoriamente ser removido e refeito.
a) Ensaio visual
A inspeo visual sem dvida o mais
poderoso mtodo de inspeo disponvel. Por
causa de sua relativa simplicidade e ausncia
de equipamento sofisticado, algumas pesso-
as menosprezam sua importncia. Porm, o
nico mtodo de inspeo que realmente pode
melhorar a qualidade de fabricao e monta-
gem reduzindo a ocorrncia de defeitos de sol-
dagem. o primeiro a ser realizado.
A inspeo visual comea muito antes do
arco ser aberto. Todas as juntas de ligaes
a serem soldadas sero previamente inspe-
cionadas, visando a limpeza da junta, posicio-
namento das peas entre si, pr-aquecimento
do metal base, seqncia de soldagem, trata-
mento da raiz, ponteamento para fixaes dos
elementos, etc.
A menos que haja outra especificao, as
superfcies a serem soldadas no campo, numa
faixa de 50 mm de cada lado da solda, de-
vem estar isentas de materiais que impeam
a soldagem adequada ou que produzam ga-
ses txicos durante a operao de soldagem.
A pintura destas reas deve ser evitada. Aps
a soldagem tais superfcies devero receber a
mesma limpeza e proteo previstas para toda
a estrutura.
O ensaio visual analisar os seguintes
quesitos da solda, dentre outros:
Aspecto externo geral da solda;
Porosidades superficiais;
Presena de escria na superfcie;
Mordeduras;
Respingos excessivos;
Trincas visveis;
Falta de penetrao quando visveis
pelo lado oposto;
Desalinhamentos;
Entalhe sem reforo ou mal
preenchido;
Ligaes soldadas e parafusadas
71
Comprimento ou garganta de solda em
desacordo com o projeto.
b) Lquido Penetrante
Ensaio de Lquido Penetrante envolve a
aplicao de um lquido que por sua ao capi-
lar revela atravs da superfcie possveis des-
continuidades, como trincas ou porosidade.
Quando o excesso de lquido penetrante for
cuidadosamente removido da superfcie, um
revelador aplicado, que absorver o lquido
penetrante contido na descontinuidade. Isto re-
sulta em uma mancha no revelador, mostrando
que uma descontinuidade est presente. Este
ensaio limitado a detectar descontinuidades
superficiais. No tem nenhuma capacidade de
descobrir descontinuidades mais profundas,
mas altamente efetivo em identificar as con-
tinuidades que podem ser omitidas ou serem
muito pequenas para serem identificadas com
inspeo visual. o ensaio seguinte a ser es-
pecificado quando a inspeo visual no su-
ficiente para garantir um nvel mnimo de qua-
lidade.
c) Partculas Magnticas
A inspeo de partcula magntica (MT)
utiliza a mudana em fluxo magntico que
acontece quando um campo magntico cruza
com uma descontinuidade. Esta mudana na
densidade de fluxo magntico aparecer como
um padro diferente quando um p magntico
for aplicado na superfcie da solda. O processo
efetivo em localizar descontinuidades, tan-
to na superfcie quanto sub-superficiais. Para
estruturas em ao, a inspeo por partcula
magntica mais efetiva que a de lquido pe-
netrante, e conseqentemente, preferida na
maioria das aplicaes. A inspeo por part-
cula magntica pode revelar trincas prximas
superfcie, incluses de escria, e porosida-
de.
A inspeo por partcula magntica
mais efetiva quando a regio inspecionada
duas vezes: uma vez com o campo localizado
paralelamente, e outra com o campo perpen-
dicular ao eixo da solda. O ensaio realizado
com a criao de um campo magntico atravs
de um equipamento porttil com duas pontas
articuladas que so ligadas a pea, chamado
Yoke.
d) Ensaios Radiogrficos
A inspeo por ensaios radiogrficos utili-
za raios-x ou raios gama que atravessam a sol-
da e sensibilizam um filme fotogrfico exposto
no lado oposto da junta. Radiografias so pro-
duzidas por geradores de alta voltagem, en-
quanto as gamagrafias so produzidas por de-
sintegrao atmica de istopos radioativos.
Sempre que radiografia usada, precau-
es devem ser tomadas para proteger os ope-
radores do excesso de exposio radiao.
Os ensaios radiogrficos contam com a
capacidade dos materiais de reterem parte da
energia dos raios em seu interior quando so
atravessados por eles. Diferentes materiais
possuem taxas de absoro diferentes e mate-
riais finos absorvem menos radiao que ma-
teriais espessos. Quanto mais alta a densidade
do material, maior a taxa de absoro. Como
nveis diferentes de radiao atravessam os
materiais, o filme ser exposto em diferentes
regies em maior ou menor grau. Quando o fil-
me revelado, o resultado da radiografa mos-
trar uma imagem projetada no plano do filme,
mostrando a estrutura interna da pea.
Uma radiografia na realidade um nega-
tivo. As descontinuidades, que representam as
regies onde os raios foram menos absorvidos,
aparecero mais escuras que o restante da sol-
da. Partes mais finas aparecero mais escuras
nas radiografias. A porosidade ser revelada
como pontos pequenos, escuros e circulares.
A escria tambm geralmente mais escura, e
parecer semelhante a porosidade, mas ser
irregular em sua forma. As trincas aparecem
como linhas escuras. Falta de fuso aparece-
r como lugares escuros e o reforo excessivo
resultar em uma regio mais clara.
72
Os ensaios radiogrficos so mais aplic-
veis a soldas de entalhe de penetrao total,
no sendo muito adequados a soldas de pene-
trao parcial ou de filete. Ensaio aplicado em
soldas de grande responsabilidade devido ao
alto custo.
e) Ultra-Som
A inspeo por ultra-som conta com a
transmisso de ondas sonoras de alta freqn-
cia atravs dos materiais. Os materiais livres
de descontinuidade transmitiro o som ao lon-
go de sua espessura de um modo ininterrupto.
Um transdutor ouve o som refletido na face
oposta da pea que est sendo inspecionada.
Se uma descontinuidade existir entre o trans-
dutor e o lado de trs da pea, uma resposta
diferente do nvel de referncia ser enviada
para o receptor indicando a presena desta
descontinuidade. Os pulsos so convertidos
em sinais eletrnicos e mostrados na tela LCD
ou em um tubo de raios catdicos do apare-
lho. A magnitude da perturbao recebida da
descontinuidade proporcional a quantidade
de som refletido. O aparelho de ultra-som um
dispositivo sofisticado e muito efetivo em loca-
lizar at pequenas descontinuidades.
As dimenses reais das descontinuida-
des podem ser estimadas com uma razovel
preciso, fornecendo meios para que a pea
possa ser aceita ou rejeitada, baseando-se em
critrios de aceitao das normas aplicveis.
Trata-se de um ensaio poderoso e relativa-
mente mais barato que as radiografias.
5.3 Ligaes parafusadas
5.3.1 Generalidades
As ligaes parafusadas das estruturas
se prestam a unir duas peas para formar um
novo grupo ou o conjunto da estrutura. Pode-
se construir trelias cujos membros cordas,
diagonais e montantes esto unidos entre si
por meio de ligaes parafusadas. Trata-se de
um grupo de peas, que sendo pr-montadas
previamente no canteiro de obras, formaro
uma pea nica maior, a ser iada para sua
posio final na estrutura. Esta trelia por sua
vez poder ser interligada s colunas ou outro
tipo de apoio, tambm por meio de parafusos.
As ligaes parafusadas so obtidas
pela execuo de furos nas duas peas a se-
rem unidas. Estas peas sero aproximadas
durante a montagem de tal forma que uma se
alinhe a outra, conforme previsto no projeto.
Prossegue-se com a aproximao at que se
toquem e sejam ajustadas de forma que cada
furo da ligao numa pea coincida com o seu
correspondente na outra pea. Este ajuste po-
der ser auxiliado por meio de uma espina ou
chave de ponta.
A ligao ser iniciada pela introduo
de alguns parafusos nos furos, inseridas as ar-
ruelas (que devem estar no lado a ser girado
no aperto) e ajustadas as porcas. Aps, dever
ser dada a condio de pr-torque que defi-
nida como o aperto obtido aps poucos impac-
tos aplicados por uma chave de impacto, ou
pelo esforo mximo aplicado por um operrio
usando uma chave normal. Aps esta opera-
o inicial, devem ser colocados parafusos
nos furos restantes e tais parafusos tambm
levados a condio de pr-torque. Conforme o
tipo de parafuso e de ligao, ser obrigatria
a aplicao de torque adequado a cada con-
junto parafuso-porca, de acordo com os proce-
dimentos explicitados a seguir.
A quantidade de parafusos, seu dimetro,
Figura 5.8 Ligao parafusada viga-coluna
Ligaes soldadas e parafusadas
73
resistncia e aperto necessrios para a trans-
ferncia dos esforos de uma pea para ou-
tra sero encargos do projetista. Cabe ao res-
ponsvel pela montagem dotar o canteiro dos
equipamentos necessrios para a colocao e
aperto dos parafusos, e executar o torque dos
parafusos conforme especificado em projeto.
Um trabalho por vezes negligenciado
na montagem a separao precisa dos pa-
rafusos por tipo, dimetro e comprimento.
bastante comum a ocorrncia na mesma obra
de parafusos de mesmo tipo e dimetro, com
comprimentos ligeiramente diferentes. Se no
houver uma separao e aplicao dos para-
fusos criteriosamente nos lugares corretos, po-
dem ocorrer grandes atrasos simplesmente por
aplicar o parafuso mais longo no lugar do mais
curto. Quando chegar o momento de montar
as peas onde seriam exigidos os mais longos,
s restaro os mais curtos que possivelmente
no atendero as condies mnimas de aper-
to.
A preparao das superfcies para a co-
locao dos parafusos de alta resistncia (tipo
frico) dever ser cuidadosa, de maneira que
as superfcies em contato na montagem, in-
cluindo cabeas de parafuso e arruelas, este-
jam todas completamente livres de tinta, leo,
sujeira, ferrugem, carepa, rebarbas, etc. , que
podero impedir o contato perfeito das partes.
5.3.2 Tipos de parafusos
Existem trs tipos de parafusos estrutu-
rais utilizados nas ligaes:
1. Parafusos Comuns ou A-307, utiliza-
dos nas ligaes secundrias das estruturas.
No requerem processo de torque controlado
e funcionam sempre por cisalhamento entre a
superfcie do parafuso e as laterais dos furos,
em ligaes por contato;
2. Parafusos de alta resistncia tipo A-
325, utilizados na maioria das estruturas em
ligaes principais. So aplicados tanto nas li-
gaes por atrito quanto nas ligaes por con-
tato; nas ligaes por atrito devem obrigatoria-
mente ser instalados com torque controlado.
O aperto normal poder ser aplicado nas liga-
es por contato nas quais o escorregamen-
to permitido ou quando estiverem sujeitos
trao ou trao e corte, quando no houver
flutuaes de carga que causem afrouxamento
ou fadiga dos parafusos;
3. Parafusos de alta resistncia de ao-
liga tipo A-490, possuem resistncia superior
mas so menos utilizados que os anteriores.
Devem ser instalados com controle de torque
nos tipos de ligao por atrito ou por contato.
5.3.3 Modalidades de Ligaes
Parafusos de alta resistncia em ligaes
por contato ou parafusos comuns no podem
ser considerados trabalhando em conjunto
com soldas. Por exemplo, em uma ligao a
momento de uma viga com uma coluna em
que as mesas da viga estiverem soldadas e a
alma parafusada, estes parafusos somente se-
ro considerados se forem de alta resistncia
com torque controlado em ligao por atrito.
Caso contrrio, as soldas das mesas resistiro
sozinhas ao total das solicitaes da ligao,
sendo os parafusos desprezados.
a) Solda das mesas e parafusos na alma
Conta-se com o fcil posiciomanento pro-
porcionado pelos parafusos na alma e com a
simplicidade representada pela solda das me-
sas diretamente ao corpo da coluna, sem ne-
cessidade de elementos de ligao. O fato de
se desprezarem ou no os parafusos nos cl-
culos depende da capacidade das soldas das
mesas de resistirem tambm aos esforos de
cisalhamento e da convenincia ou no de se
aplicar torque controlado nos parafusos.
b) Solda de mesas e alma
Figura 5.9 Solda das mesas e parafusos na alma
74
Depende de algum dispositivo de ligao
provisria e de posicionamento viga-coluna,
para que se possa liberar o equipamento de
iamento para a prxima pea. Alm disso,
esta ligao totalmente soldada demanda mais
tempo para ser executada no canteiro;
c) Parafusos em mesas e alma
Ligao de fcil posicionamento, liberan-
do rapidamente o guindaste. Entretanto, as li-
gaes parafusadas das mesas so complexas
e dependem de solda de fbrica em chapas de
ligao e calos para serem confeccionadas.
Em ltima anlise, acabam por se tornarem li-
gaes mistas com parafusos e solda;
d) Parafusos em mesas e solda na alma
Ligao de difcil ocorrncia por somar as di-
ficuldades de posicionamento da alma com a
complexidade das mesas parafusadas.
Figura 5.10 Solda das mesas e alma
Figura 5.11 Parafusos em mesas e alma
5.3.4 Controle de torque
A parafusagem das conexes estruturais,
feita com chaves manuais ou de impacto. Em
muitas conexes usam-se parafusos ASTM-
A307, quando permitido pelas especificaes.
Estes parafusos podem ser apertados a mo,
com chaves manuais, girando o parafuso ou a
porca at que as partes conectadas estejam
perfeitamente assentadas. Entretanto, o uso
de chaves de impacto operadas a ar comprimi-
do mais econmico. Parafusos de alta resis-
tncia ASTM-A325 ou A490 so amplamente
usados em conexes onde as cargas so re-
lativamente altas ou sujeitas a flutuaes din-
micas, como em pontes.
Os parafusos de alta resistncia devem
ser apertados de forma a se obter uma fora
mnima de trao (Tm) adequada a cada di-
metro e tipo de parafuso usado. Quando a por-
ca apertada, ela tende a aproximar as peas
entre si at que se toquem. partir do momen-
to que as peas se encontram coladas uma
outra, qualquer aperto na porca provocar
um esforo de trao no corpo do parafuso,
alongando-o. Portanto, a trao no corpo do
parafuso e a conseqente fora de atrito entre
as peas dependem da intensidade do torque
aplicado no conjunto parafuso-porca. Este tor-
que e a fora de trao mnima fornecida na
tabela 5.3 para os parafusos ASTM e equivale
a aproximadamente 70% da resistncia carac-
terstica trao do parafuso.
Se necessrio, em funo das condies
de acesso ao parafuso e das folgas para ma-
nuseio da ferramenta, o aperto pode ser dado
girando-se a cabea do parafuso e impedindo
a porca de girar. Quando forem usadas cha-
ves de impacto, sua capacidade dever ser
adequada e seu suprimento de ar (quando uti-
lizada mquina de torque pneumtica) dever
ser suficiente para obter-se o aperto desejado
de cada parafuso em aproximadamente 10 se-
gundos.
Ligaes soldadas e parafusadas
75
D
i
m
e
t
r
o
d
o
P
a
r
a
f
u
s
o
A
3
2
5
A
4
9
0
A
p
F
u
F
t
T
r
a
o
m
n
i
m
a
T
m
T
r
a
o
R
e
c
o
m
e
n
d
a
d
a
p
a
r
a
c
a
l
i
b
r
a
g
e
m
T
o
r
q
u
e
A
p
r
o
x
i
m
a
d
o
F
u
F
t
T
r
a
o
m
n
i
m
a
T
m
T
r
a
o
R
e
c
o
m
e
n
d
a
d
a
p
a
r
a
c
a
l
i
b
r
a
g
e
m
T
o
r
q
u
e
A
p
r
o
x
i
m
a
d
o
p
o
l
.
c
m
c
m
2
k
N
/
c
m
k
N
t
f
k
N
t
f
k
N
k
g
m
N
m
k
N
/
c
m
k
N
t
f
k
N
t
f
k
N
k
g
m
N
m
1
,
2
7
1
,
2
7
8
2
,
5
5
9
5
,
4
5
3
5
,
7
5
6
1
4
1
3
5
1
0
3
,
5
7
4
6
,
7
6
6
7
,
1
6
9
1
7
,
9
1
7
6
5
/
8
1
,
5
9
1
,
9
8
8
2
,
5
9
2
8
,
7
8
5
9
,
1
8
9
2
8
2
7
0
1
0
3
,
5
1
1
5
1
0
,
8
1
0
6
1
1
,
3
1
1
1
3
6
,
0
3
5
3
1
,
6
0
2
,
0
1
8
2
,
5
9
3
9
,
3
9
1
9
,
7
9
6
3
0
2
9
1
1
0
3
,
5
1
1
7
1
1
,
6
1
1
4
1
2
,
2
1
2
0
3
9
,
0
3
8
3
1
,
9
1
2
,
8
5
8
2
,
5
1
3
2
1
2
,
7
1
2
5
1
3
,
4
1
3
1
4
9
4
7
6
1
0
3
,
5
1
6
6
1
5
,
9
1
5
6
1
6
,
7
1
6
4
6
3
,
3
6
2
4
2
,
0
0
3
,
1
4
8
2
,
5
1
4
6
1
4
,
5
1
4
2
1
5
,
2
1
4
9
5
8
5
6
8
1
0
3
,
5
1
8
3
1
8
,
2
1
7
9
1
9
,
2
1
8
8
7
6
,
6
7
5
2
2
,
2
0
3
,
8
0
8
2
,
5
1
7
6
1
7
,
9
1
7
6
1
8
,
8
1
8
5
7
9
7
7
4
1
0
3
,
5
2
2
1
2
2
,
5
2
2
1
2
3
,
7
2
3
2
1
0
4
,
1
1
0
2
1
7
/
8
2
,
2
2
3
,
8
8
8
2
,
5
1
8
0
1
7
,
6
1
7
3
1
8
,
5
1
8
2
7
8
7
6
9
1
0
3
,
5
2
2
6
2
2
,
0
2
1
6
2
3
,
1
2
2
7
1
0
2
,
8
1
0
0
8
2
,
4
0
4
,
5
2
8
2
,
5
2
1
0
2
0
,
9
2
0
5
2
1
,
9
2
1
5
1
0
0
9
8
4
1
0
3
,
5
2
6
3
2
6
,
2
2
5
7
2
7
,
5
2
7
0
1
3
2
,
0
1
2
9
5
1
2
,
5
4
5
,
0
7
8
2
,
5
2
3
5
2
3
,
1
2
2
7
2
4
,
3
2
3
8
1
1
8
1
1
5
3
1
0
3
,
5
2
9
5
2
8
,
8
2
8
3
3
0
,
3
2
9
7
1
5
3
,
9
1
5
1
0
2
,
7
0
5
,
7
3
7
2
,
5
2
3
3
2
7
,
2
2
6
7
2
8
,
6
2
8
0
1
4
7
1
4
4
2
1
0
3
,
5
3
3
3
3
4
,
0
3
3
4
3
5
,
7
3
5
1
1
9
3
,
0
1
8
9
4
1
1
/
8
2
,
8
6
6
,
4
1
7
2
,
5
2
6
2
2
5
,
5
2
5
0
2
6
,
8
2
6
3
1
4
6
1
4
2
9
1
0
3
,
5
3
7
3
3
6
,
4
3
5
7
3
8
,
2
3
7
5
2
1
8
,
4
2
1
4
2
3
,
0
0
7
,
0
7
7
2
,
5
2
8
8
3
3
,
2
3
2
6
3
4
,
9
3
4
2
1
9
9
1
9
5
6
1
0
3
,
5
4
1
2
4
1
,
6
4
0
8
4
3
,
7
4
2
8
2
6
2
,
0
2
5
7
0
1
3
,
1
8
7
,
9
2
7
2
,
5
3
2
3
3
2
,
3
3
1
7
3
3
,
9
3
3
3
2
0
5
2
0
1
3
1
0
3
,
5
4
6
1
4
6
,
2
4
5
3
4
8
,
5
4
7
6
3
0
7
,
9
3
0
2
0
1
3
/
8
3
,
4
9
9
,
5
8
7
2
,
5
3
9
1
3
8
,
7
3
8
0
4
0
,
7
3
9
9
2
7
1
2
6
5
4
1
0
3
,
5
5
5
8
5
4
,
8
5
3
8
5
7
,
6
5
6
5
4
0
2
,
2
3
9
4
6
3
,
6
0
1
0
,
1
8
7
2
,
5
4
1
5
4
8
,
4
4
7
5
5
0
,
8
4
9
9
3
4
9
3
4
2
0
1
0
3
,
5
5
9
3
6
0
,
7
5
9
5
6
3
,
7
6
2
5
4
5
8
,
5
4
4
9
8
1
3
,
8
1
1
1
,
4
0
7
2
,
5
4
6
5
4
6
,
9
4
6
0
4
9
,
2
4
8
3
3
5
7
3
5
0
5
1
0
3
,
5
6
5
9
6
7
,
2
6
5
9
7
0
,
5
6
9
2
5
3
7
,
5
5
2
7
3
T
a
b
e
l
a
5
.
3
-
F
o
r
a
d
e
p
r
o
t
e
n
s
o
m
n
i
m
a
e
v
a
l
o
r
d
e
t
o
r
q
u
e
e
m
p
a
r
a
f
u
s
o
s
A
S
T
M
76
seguir uma marca ser feita na face da
porca e na haste do parafuso para indicar o
ponto de incio do giro adicional, a fim de mos-
trar as posies relativas entre eles. Os para-
fusos recebero ento o aperto adicional atra-
vs do giro da porca, especificado conforme a
tabela 5.4 abaixo. Esta operao dever co-
mear na parte interna da ligao e prosseguir
em direo s bordas livres.
5.3.5 Mtodos de protenso dos para-
fusos de alta resistncia
Existem trs processos principais de tor-
que para se atingir a fora de trao adequa-
da:
a) Aperto pelo mtodo da rotao da
porca;
b) Torque controlado por aplicao de
uma chave de impacto calibrada;
c) Indicador direto de trao.
a) Mtodo de giro da porca
Quando for utilizado o mtodo de aper-
to pela rotao da porca para aplicar a fora
de protenso mnima, deve haver nmero su-
ficiente de parafusos na condio de pr-tor-
que, de forma a garantir que as partes estejam
em pleno contato. A condio de pr-torque
definida como o aperto obtido aps poucos
impactos aplicados por uma chave de impac-
to, ou pelo esforo mximo aplicado por um
operrio usando uma chave normal. Aps esta
operao inicial, devem ser colocados parafu-
sos nos furos restantes e tais parafusos tam-
bm levados a condio de pr-torque.
Comprimento do parafuso
(medido da parte inferior da
cabea extremidade)
Disposio das faces externas das partes parafusadas
Ambas as faces normais ao
eixo do parafuso
Uma das faces normal ao eixo
do parafuso e a outra face
inclinada no mais que 1:20
(sem arruela biselada)
Ambas as faces inclinadas
em relao ao plano normal
ao eixo do parafuso no
mais que l:20 (sem arruelas
biseladas)
Inferior ou igual a 4 dimetros 1/3 de volta 1/2 volta 2/3 de volta
Acima de 4 dimetros at no
mximo 8 dimetros, inclusive.
1/2 volta 2/3 de volta 5/6 de volta
Acima de 8 dimetros at no
mximo 12 dimetros. 2)
2/3 de volta 5/6 de volta 1 volta
NOTAS: 1) A rotao da porca considerada em relao ao parafuso, sem levar em conta o elemento que est sendo girado (porca ou
pa -
dos com 2/3 de volta ou mais, a tolerncia na rotao de mais ou menos 45.
2) Nenhuma pesquisa foi feita para estabelecer o procedimento a ser usado para aperto pelo mtodo da rotao da porca, para com-
p -
tivo adequado que mea a trao. simulando as condies reais.
Tabela 5.4 Mtodo do Giro da Porca
Ligaes soldadas e parafusadas
Figura 5.12 Mtodo do giro da porca
77
b) Mtodo de torque controlado
Neste caso o aperto ser dado pelo uso
de uma chave de impacto (torque) que aperta
o parafuso at obter a tenso pr-determinada.
As chaves de impacto (eltricas ou pneumti-
cas) devem ser calibrveis de forma a aplica-
rem a fora de torque especificada.
As chaves sero calibradas em um dispo-
sitivo tipo skidmore capaz de aferir o torque
produzido, que deve ser pelo menos 5% supe-
rior protenso mnima dada na tabela 5.3. As
chaves devem ser calibradas pelo menos uma
vez por dia de trabalho, para cada dimetro de
parafuso a instalar.
A calibrao deve ser feita atravs do
aperto de trs parafusos tpicos de cada di-
metro, retirados do lote de parafusos a serem
instalados, em um dispositivo capaz de indicar
a trao real no parafuso.
Outra possibilidade a utilizao de cha-
ves manuais com torqumetro, que indicam
quando o torque foi atingido, seja por indica-
o de mostrador analgico, digital ou por meio
de um estalo caracterstico. Neste processo,
o torque deve ser atingido com as porcas em
movimento de aperto. Durante a instalao de
vrios parafusos na mesma ligao, aqueles
j apertados previamente devem ser testados
com a chave e reapertados caso tenham fol-
gado durante o aperto de parafusos subse-
qentes, at que todos os parafusos atinjam o
aperto desejado.
c) Mtodo indicador de carga
Atravs de um dispositivo conhecido
como arruela indicadora de carga ou pela apli-
cao de um tipo especfico de parafuso com
controle de tenso. No primeiro caso, o torque
atingido quando pequenas protuberncias
indicadoras de carga na superfcie da arruela
sofrem esmagamento. A folga resultante deve
ser aferida por um calibre apalpador introduzi-
do entre as salincias. Em todos os casos, a
folga dever ser previamente especificada. A
arruela comum continua sendo utilizada. Ou-
tro tipo de arruela indicadora de carga utiliza
material plstico colorido em sua superfcie. O
plstico extravasa da arruela, indicando quan-
do foi atingido o nvel de aperto desejado.
No segundo caso, sabe-se que o torque
necessrio foi atingido quando ocorre a rup-
tura da espiga ranhurada na extremidade do
parafuso, pela aplicao de uma parafusadeira
eltrica especial. Aps encostar manualmente
a porca e a arruela, encaixa-se o soquete inter-
no da mquina na espiga e o soquete externo
na porca. Acionando-se a mquina, o soque-
te externo apertar a porca at seja atingido
o torque necessrio, o que ser indicado pelo
rompimento da espiga da ponta do parafuso,
por cisalhamento.
O processo de torqueamento pelo giro da
porca o mais simples pois pode ser utilizado
com parafusos comuns, com ferramentas ma-
nuais e que freqentemente promove torque
Figura 5.13 Skidmore para aferio de mquinas de tor-
que
Figura 5.14 Parafuso com indicao de torque por rompi-
mento de espiga ranhurada
78
superior ao mnimo. Entretanto, o processo
lento e pode tornar-se invivel em grandes
obras.
O torqueamento pela chave de impacto
calibrada executado com ferramentas eltricas
ou pneumticas proporciona grande rapidez e
agilidade a montagem. As mquinas de tor-
que devem ser aferidas com certa freqncia,
de acordo com as exigncias das normas. O
aperto com torqumetro de estalo pode tornar-
se pouco prtico, dependendo da posio e do
nmero de ligaes.
Os mtodos de indicao direta de torque
so muito prticos, principalmente com para-
fusos tipo TC, mas no dispensam a inspeo
necessria para qualquer tipo de ligao cujo
torque seja imprescindvel.
Sempre bom lembrar que nas ligaes
por contato os parafusos de alta resistncia
tipo ASTM A-325 no necessitam de controle
de torque.
5.4 Corte maarico
5.4.1 Generalidades
A maneira mais comum de promover o
corte do ao atravs da eroso trmica. Ou-
tros processos de corte so baseados na abra-
so ou corte frio, como serras circulares, de
lmina ou tesouras. O processo predominante
de corte por fuso o de chama oxi-corte. Um
corte regular e preciso possvel com a apli-
cao da chama oxi-acetilnica, mesmo ao ar
livre. Outros processos de corte por fuso so
o corte plasma e o corte Laser, com a neces-
sidade de equipamento eltrico.
5.4.2 O aparelho de maarico
O aparelho de maarico, conhecido como
caneta, formado por dois tubos unidos a um
misturador onde ocorre a unio do gs oxig-
nio com o combustvel. Um tubo destinado
ao oxignio e outro ao gs combustvel. Na
entrada de cada tubo existe uma vlvula que
possibilita a abertura ou fechamento do fluxo.
A chama formada num bico na extremidade
da caneta, dotado de um ou mais orifcios. O
maarico ainda formado por um gatilho que
aumenta o fluxo de oxignio diretamente no
bico durante a operao de corte.
Os bicos de corte so fornecidos em nu-
meraes de 0 a 4 para as espessuras mais
freqentes na montagem, sendo os nmeros
menores utilizados para as chapas mais finas.
O procedimento de corte maarico re-
lativamente simples. O ao rapidamente pr-
aquecido por uma chama neutra, sem pressio-
nar o gatilho. O ajuste da chama obtido pela
regulagem das vlvulas. O aparelho posicio-
nado perpendicularmente ao plano de trabalho
com a extremidade do bico a aproximadamen-
te 3 mm da superfcie a ser cortada. Quando
neste ponto se inicia a fuso do material, o ga-
tilho deve ser pressionado provocando um jato
de excesso de oxignio, que aumenta o calor
da chama e remove o metal fundido, realizan-
do o corte. Logo que iniciada a fuso, a caneta
deve ser movida a uma velocidade constan-
te para manter a fuso contnua. Pores de
metal fundido so retiradas da pea durante a
fuso. Se a ao for muito lenta, o corte vai
apresentar irregularidades. Se a velocidade
for muito grande, o metal no ser cortado, o
mesmo acontecendo se a presso do gs no
estiver adequada.
A claridade emitida pelo corte na extremi-
dade do bico pode lesar os olhos do operador
que devem ser protegidos por culos escuros
apropriados. Da mesma forma, pingos de me-
tal fundido podem ser projetados distncia. O
operador deve estar usando luvas de proteo,
manga e avental para se proteger.
O maarico uma ferramenta essencial
tanto na fabricao quanto na montagem das
estruturas. Na montagem utilizado para alte-
raes, correo de erros e de empenos, para
o pr-aquecimento de chapas grossas, etc.
Ligaes soldadas e parafusadas
79
O aparelho de corte tem outros elemen-
tos complementares alm da caneta que o
maarico propriamente dito: para que funcione
adequadamente haver um cilindro de oxig-
nio e um outro cilindro de gs combustvel, que
pode ser o acetileno, o gs liquefeito de petr-
leo (GLP) ou ainda uma mistura de gases.
Na parte superior de cada cilindro exis-
tir um regulador de presso, dotado de ma-
nmetros que indicam a presso interna do
fluido e a presso de sada para a mangueira.
Esta presso de sada dever ser regulada de-
pendendo da intensidade do corte. A presso
interna importante para determinar a quanti-
dade de gs ainda existente no interior do ci-
lindro. Normalmente na sada do regulador de
presso instalada uma vlvula de segurana
para evitar o refluxo das chamas para dentro
do cilindro, com riscos de exploso. Na sada
do dispositivo de segurana sero instaladas
as mangueiras de oxignio e do cilindro de gs
combustvel, formando um par geminado, na
cor verde para o oxignio e na cor vermelha
para o gs.
Estas mangueiras encaminham os gases
at o maarico. Tanto na entrada do oxignio
quanto na entrada de gs so instaladas vl-
vulas de reteno para evitar o refluxo das
chamas para o interior das mangueiras. As
mangueiras so afixadas por braadeiras ao
dispositivo de segurana do cilindro.
Para limpeza dos bicos existem os agu-
lheiros, que so um conjunto de agulhas de
diversos dimetros utilizadas para a desobs-
truo dos orifcios do bico.
Os cilindros de oxignio so altos e nor-
malmente pintados de preto. Os cilindros de
acetileno so pintados em vermelho, e os de
GLP em prata ou dourado. Os cilindros mais
utilizados so os de 10 m de oxignio; de 9 kg
de acetileno e o de 45 kg de GLP.
Este conjunto formado por dois cilindros,
mangueiras e maarico instalado em um car-
rinho, que promove a proteo dos cilindros, o
acondicionamento das mangueiras e da cane-
ta quando no utilizadas, e facilita o desloca-
mento para prximo do local de trabalho. Estas
pequenas unidades de corte a maarico so
bastante usuais principalmente na montagem
de campo, onde no compensa a instalao
de unidades fixas e tubulaes permanentes
para a execuo do trabalho. Estas centrais de
gases so viveis somente dentro das fbricas
para prover o suprimento de gases para cortes
manuais e cortes mltiplos realizados em m-
quinas pantogrficas.
Figura 5.15 Aparelho de maarico oxi-corte
81
Montagem de Edifcios e
Galpes
Captulo 6
82
6.1 Introduo
Os edifcios constituem no tipo mais co-
mum de estrutura existente. Seja para abrigar
atividades comerciais, seja para formar pr-
dios de apartamentos, so muito mais nume-
rosos que qualquer outro tipo de estrutura. In-
clusive a construo de casas constitudas de
estruturas de quadros de ao ganha aceitao
crescente. Portanto, natural iniciar as consi-
deraes sobre a montagem das modalidades
de estruturas pelos edifcios. As pequenas es-
truturas trreas dificilmente apresentam pro-
blemas de montagem, podendo-se extrapolar
para estas as consideraes feitas a seguir
para as estruturas maiores.
6.2 Tipos de edifcios
Cada tipo de edifcio possui peculiarida-
des e cuidados especficos durante a monta-
gem. Uma apresentao resumida dos tipos
de edifcios ser til para uma abordagem so-
bre estes problemas. Os edifcios podem ser
divididos pelo tipo de utilizao, por exemplo:
1. Edifcios residenciais, destinados a
apartamentos;
2. Edifcios comerciais, destinados a sho-
ppings e escritrios;
3. Edifcios industriais, destinados a in-
dstrias e oficinas.
Podem ser classificados tambm pelo
tipo de estrutura, por exemplo:
1. Edifcios de mltiplos andares - forma-
dos por colunas verticais e vigas horizon-
tais em diversos planos superpostos;
2. Galpes - formados por filas de colu-
nas interligadas transversalmente por
prticos e longitudinalmente por vigas de
beiral e/ou de rolamento.
A abordagem estrutural mais adequa-
da para se analisar a montagem de edifcios.
Existem edifcios comerciais com andares ml-
Montagem de edifcios e galpes
tiplos, como tambm na forma de galpes. As-
sim como h edifcios industriais destinados ao
suporte de equipamentos que possuem ml-
tiplos andares formando diversas plataformas
superpostas. Neste trabalho, portanto, ser
adotada a segunda classificao acima.
6.3 Montagem de edifcios de
mltiplos andares
As estruturas de edifcios de mltiplos an-
dares so caractersticas quanto a sua morfo-
logia, por apresentar, na maior parte das vezes,
a aparncia de um reticulado ortogonal. Este
tipo de edifcio tipicamente formado por ha-
bitculos superpostos (pavimentos). comum
a exigncia de uma rea construda maior do
que a oferecida pelas dimenses do terreno.
Estes pavimentos, ou andares, so formados
pela sucesso de lajes situadas umas sobre as
outras, afastadas pelo p-direito necessrio.
Sobre as lajes estaro distribudas as cargas
de mveis, pessoas, equipamentos, a prpria
laje e outros materiais da prpria construo.
As lajes sero dimensionadas para suportar
estas cargas, dentro de certos limites de vo
livre. Quanto maiores os vos das lajes, maio-
res sero as solicitaes de flexo a que estas
estaro submetidas. Para limitar os vos, as
lajes sero apoiadas nos quatro lados sobre
vigas horizontais formando placas de formato
retangular. As cargas das lajes sero suporta-
das pelas vigas, que apresentam uma solicita-
o predominantemente de flexo. Cada vo
de viga deve estar apoiado nas duas extremi-
dades. Estes apoios podero ser outras vigas
ou colunas. No caso de uma viga estar apoia-
da sobre outra viga, ser uma viga secund-
ria. As apoiadas sobre colunas sero vigas
principais. As colunas destinam-se a levar at
as fundaes as cargas vindas de cada pavi-
mento e suportam esforos principalmente de
compresso vertical.
83
Entretanto, os edifcios possuem outros
tipos de solicitao, principalmente as devidas
ao vento. As foras devidas ao vento so late-
rais e tendem a tombar o edifcio de lado, oca-
sionando outros tipos de solicitaes nas vigas
e principalmente nos pilares. Conforme o tipo
de ligao entre as vigas e os pilares; destes
com as fundaes; e a existncia ou no de
estruturas de contraventamento, os elementos
da estrutura estaro submetidos a determina-
da combinao de esforos.
Estas consideraes sero feitas pelo
engenheiro calculista para o dimensionamento
da estrutura. Entretanto, durante a montagem,
a estrutura no s estar incompleta com li-
gaes por executar, peas por montar e con-
traventamentos por atuar - como tambm no
estar ainda sendo submetida maioria dos
esforos de projeto. Durante a montagem (
bem razovel afirmar), ser outra estrutura
submetida a outra combinao de esforos.
6.3.1 Verificao das fundaes
As estruturas do edifcio devero ser mon-
tadas nos eixos e fileiras assinaladas nos dese-
nhos, nos seus nveis correspondentes e den-
tro das tolerncias especificadas. O montador
sempre o responsvel pela correta locao
e elevao da estrutura montada. A preciso
das fundaes um dos fatores que mais in-
fluem na qualidade dimensional da montagem,
ao lado do detalhamento e da fabricao das
estruturas. Chumbadores, insertos ou outros
aparelhos de fixao das colunas s bases
podem ser instalados por terceiros, mas de-
vem ser verificados pelo montador antes deste
iniciar a montagem. As fundaes so execu-
tadas em concreto armado, normalmente por
pessoal no familiarizado com a preciso re-
querida pelas estruturas de ao. Da serem co-
muns os erros de alinhamento, nvel, esquadro
e distncias nas bases de concreto. O melhor
procedimento orientar o construtor antes que
ele execute as fundaes, chamando a aten-
o para a preciso necessria.
O montador das estruturas deve cons-
tatar se existem erros, e verificar se estes se
situam em uma faixa de tolerncia que ainda
possibilite a montagem sem problemas. Erros
demasiadamente grandes podem inviabilizar a
montagem, exigindo talvez a execuo de no-
vos blocos de fundao, vigas de equilbrio ou
mesmo a cravao de novas estacas. Em cer-
tos casos pode ser necessria a fabricao de
novas peas da estrutura ou a alterao das
existentes para viabilizar a montagem.
6.3.2 Alinhamento
Quando a placa de base de uma coluna
recai fora do bloco de fundao corresponden-
te, mesmo que parcialmente, o cliente deve
ser comunicado do problema. Erros de alinha-
mento que deslocam uma coluna em relao a
uma adjacente de uma distncia maior que a
folga do furo do chumbador na placa de base
da coluna, devem ser examinados com cui-
dado. Grandes deslocamentos em relao ao
projeto criam excentricidades que introduzem
esforos no considerados, prejudicando a se-
gurana.
O montador deve considerar o forneci-
mento, ao construtor, de gabaritos para espa-
amento e locao dos chumbadores, que evi-
taria um tipo de erro comum. Os chumbadores
devem permanecer aprumados e firmemente
instalados durante a concretagem das bases.
Figura 6.1 Estrutura de Edifcio em ao
84
Estes gabaritos dever estar fixados na parte
superior das formas, e estas firmemente con-
tidas de modo a no se deslocarem antes ou
durante a concretagem. Para se garantir que
dos chumbadores no saiam do prumo, as ex-
tremidades inferiores (mergulhadas no concre-
to) devem manter a distncia correta entre si
e em relao as formas. Isto se obtm pela in-
troduo de barras de vergalho, por exemplo,
no interior do bloco, de forma que estejam tra-
vadas de encontro s faces internas da forma
e entre os chumbadores, fixadas por pontos de
solda.
6.3.3 Nivelamento
As estruturas devem ser montadas a
partir de um mesmo plano horizontal de refe-
rncia. As fundaes devem ser verificadas
topograficamente antes de iniciada a monta-
gem, preferencialmente antes da mobilizao
do canteiro. O nivelamento das bases feito
em termos da diferena de nvel medida, de
cada base no nvel do concreto bruto, em re-
lao ao plano de referncia. Se a diferena
da base mais alta para a mais baixa exceder
a uns 90mm, pode ser necessria alguma in-
terveno, seja para complementar as bases
mais baixas, seja para reduzir a altura das
mais altas. Ainda assim deve ser verificado se
os chumbadores das bases mais baixas ainda
estaro em condies de fixar as porcas das
placas de base levando-se em conta sua per-
da de comprimento.
Corrigidos os erros mais graves, o mon-
tador ir ento providenciar calos de nivela-
mento a serem assentados sobre o concreto
bruto de cada base, de forma que suas faces
superiores correspondam ao plano de refern-
cia. As placas de base das colunas ao serem
montadas sobre estes calos, teoricamente es-
taro partindo de um mesmo plano de refern-
cia, evitando-se assim problemas de ajustes
entre as peas da estrutura e de nivelamento
das lajes.
Quando no projeto for especificado o
grauteamento (entre a placa de base e o con-
creto bruto), este servio s dever ser feito
depois do alinhamento corrigido e o aperto fi-
nal dos chumbadores
6.3.4 Esquadro
Sugere-se uma verificao geral do es-
quadro entre os blocos de fundao. Isto pode
ser verificado topograficamente com o auxlio
de distancimetros que verifiquem se duas
diagonais possuem a mesma medida. Peque-
nas distncias podem ser verificadas com tre-
nas metlicas de preciso. Poos de elevador
devem ser examinados com preciso de cima
a abaixo para assegurar as limitaes de tole-
rncia.
6.3.5 Prumo
Cada base pode receber dois ou mais cal-
os, que devem estar perfeitamente nivelados
entre si para no introduzir erros de prumo nas
colunas. Entretanto, a despeito das precau-
Montagem de edifcios e galpes
Figura 6.2 Chumbadores com gabarito
Figura 6.3 Base grauteada
85
es, as colunas podem ficar fora de prumo
aps o aperto dos chumbadores. Para a corre-
o de pequenos erros nos calos, cunhas de
ao podem ser confeccionadas e introduzidas
entre a placa de base e o concreto bruto at
que se obtenha o aprumamento da coluna.
6.3.6 Montagem
As primeiras peas a serem montadas
so as colunas. Existem dois tipos principais
de ligaes das colunas com as fundaes: a
esgastada e a rotulada. Na ligao engasta-
da a coluna est transmitindo os esforos de
flexo da estrutura para a fundao; trata-se
portanto de uma ligao de grande rigidez.
No outro tipo, ligao rotulada, pretende-se
um vnculo entre a coluna e a fundao sem
a transmisso de momento; uma ligao de
menor rigidez. O que ocorre na prtica, entre-
tanto, que a maioria das ligaes rotuladas
no constituem numa rtula perfeita. Assim
como as ligaes engastadas, as rotuladas
suportam certa ordem de grandeza de carga
momento, de valor bem menor que a coluna
engastada equivalente. Uma rtula perfeita se-
ria uma articulao pinada, como dobradia, o
que raro de se encontrar nas estruturas mais
comuns de edifcios.
Uma coluna rotulada poder funcionar
(durante a montagem), provisoriamente, como
engastada e livre. Isto permite que se libere a
coluna sem o risco de que a mesma venha a
tombar. O tipo mais comum de ligao rotula-
da, formada por placa de base e dois chumba-
dores, constitui na verdade, uma ligao semi-
engastada em uma direo (com um pequeno
brao de alavanca proporcionado pelos chum-
badores) e rotulada na outra. Entretanto, para
que esta rotula funcione como tal, a placa de
base dever sofrer uma rotao em torno dos
chumbadores, o que somente ser possvel
pelo esmagamento do concreto da base na
regio comprimida pelo momento, conjugada
com o escoamento dos chumbadores por tra-
o. A possibilidade deste tipo de colapso deve
ser examinada levando-se em conta que a pr-
pria coluna muitas vezes possui maior inrcia
e rigidez justamente nesta direo em que
rotulada.
Outra possibilidade de tombamento da
coluna seria o colapso da solda entre o per-
fil da coluna e sua placa de base, o que di-
fcil de ocorrer, pois esta solda equivalente
aquela das colunas engastadas na maioria dos
projetos, ou seja: superdimensionada para li-
gao rotulada. Isto quer dizer que as colunas
rotuladas podero ser liberadas do guindaste
durante a montagem, sem que para isso seja
obrigatria a instalao de estais nas duas di-
rees. Entretanto, devem ser impostos certos
limites a este procedimento.
Para que no ocorram excessos perigo-
sos a segurana da montagem, enumeram-se
abaixo algumas recomendaes a ttulo de
orientao:
Iniciar a montagem da estrutura pelo n-
cleo de contraventamento, progredindo a
montagem a partir deste mdulo estvel;
Caso no seja possvel iniciar a monta-
gem pelo mdulo contraventado, criar es-
truturas provisrias de contraventamento
na primeira parte da estrutura a ser mon-
tada;
O ndice de esbeltez da coluna rotula-
da, considerada engastada e livre (du-
rante a montagem), com comprimento
efetivo de flambagem igual ao dobro do
comprimento real, no deve ultrapassar a
360; caso ameace ultrapassar este limite,
montar a coluna com comprimento menor
(menos pavimentos de altura) ou instalar
estais nas duas direes;
Imediatamente aps a montagem da
coluna, providenciar a montagem das vi-
gas que a interligam a outras colunas nas
duas direes, formando prticos mais
estveis, e que reduzem o comprimento
de flambagem; iniciar pelas vigas inferio-
res;
86
Eliminar a possibilidade de algum cho-
que de equipamentos ou veculos na co-
luna, seja antes, seja depois de sua es-
tabilizao definitiva (proporcionada pela
montagem das vigas de interligao): an-
tes, poder ocorrer o colapso desta colu-
na; depois, poder ocorrer o colapso de
toda a estrutura;
Sempre concluir a jornada de montagem
com todas as colunas estabilizadas, no
deixando colunas totalmente livres de um
dia para o outro ou no intervalo para refei-
o;
A ocorrncia de flambagem lateral de uma
coluna submetida apenas as cargas de mon-
tagem bastante improvvel, principalmente
pelas limitaes de esbeltez impostas pelas
normas de dimensionamento estrutural. O limi-
te imposto acima baseado na esbeltez no se
deve ao risco de flambagem da coluna, e sim,
visa a criar um parmetro que expresse a ten-
dncia ao tombamento baseada na robustez
da pea. intuitivo perceber que quanto mais
curta e compacta uma coluna, mais difcil ser
tomba-la.
A experincia demonstra que a fora de
um homem, ou mesmo do vento, dificilmente
ser capaz de tombar uma coluna chumbada
nas fundaes. Todavia, existe algo que pos-
sui fora mais que suficiente e atua justamente
na direo horizontal, mais propcia para fazer
uma coluna tombar: um caminho ou guindas-
te transitando descuidadamente junto a estru-
tura. Patolas extendidas e que por comodidade
no foram recolhidas so as principais causa-
doras deste tipo de colapso. So os equipa-
mentos que possibilitam a montagem que, pa-
radoxalmente, tambm so capazes de fazer
tudo ruir.
Todas as consideraes acima a respeito
de colunas rotuladas visam a dotar a monta-
gem das estruturas de agilidade sem prejuzo
da segurana necessria.
Para as colunas realmente engastadas
de projeto, com quatro ou mais chumbadores
externos ao perfil, as recomendaes acima
continuam vlidas, porm com atenuantes.
As partes superiores das colunas, ou
seja, aquelas a serem montadas sobre seg-
mentos inferiores j montados, devero estar
firmemente ligadas ao segmento inferior antes
de se soltar do guindaste. Ser recomendvel
a existncia de talas de fbrica no segmen-
to inferior, para auxiliar no posicionamento e
estabilizao do segmento superior. O tipo de
ligao mais comum, solda de topo, ser par-
cialmente executada possibilitando a liberao
do guindaste logo que possua solda suficiente
para resistir aos esforos de montagem. As ta-
las fornecero parte da estabilidade requerida
pela pea.
Montagem de edifcios e galpes
Figura 6.4 Ncleo contraventado em estrutura de edifcio
Figura 6.5 Principais tipos de base das colunas
87
Antes de se montar o segmento superior
das colunas, todas as vigas de interligao ao
segmento inferior devero estar montadas. Isto
auxilia a estabilidade do conjunto como tam-
bm cria pontos de acesso aos montadores.
A montagem das estruturas deve ser de-
terminada por um plano de montagem a ser
seguido no canteiro. O plano de montagem
deve conter os seguintes pontos:
Ncleo de contraventamento a ser mon-
tado primeiro;
Plano de rigging com o dimensionamen-
to do equipamento, seu posicionamento
para a montagem das peas principais e
dimensionamento dos acessrios de ia-
mento;
Seqncia de montagem a partir do n-
cleo inicial, com as colunas, vigas e con-
traventamentos em ordem estrita;
Dimensionamento, posicionamento e
tipo das estruturas provisrias de estabili-
zao, se existirem.
Para a determinao da seqncia de
montagem devero ser seguidas certas pre-
missas bsicas. A primeira delas ser em fun-
o do apoio de cada pea, ou seja: primeira-
mente as colunas, em seguida vigas principais
e finalmente vigas secundrias. As vigas se-
cundrias s podem ser montadas se as vi-
gas principais que lhe fornecem apoio j es-
tiverem presentes. Da mesma forma as vigas
principais dependem das colunas de apoio em
cada extremidade para serem montadas. A se-
gunda premissa diz respeito ao trajeto: peas
anteriormente montadas no devem obstruir o
acesso das seguintes, seja por interceptar a
lana do guindaste, seja por impedir a passa-
gem da prxima pea no trajeto entre o solo e a
posio final. A terceira premissa relativa ao
acesso do pessoal de montagem, que devem
ter um caminho seguro para alcanar o ponto
de ligao da pea ao restante da estrutura.
A seqncia lgica de montagem das es-
truturas de edifcios ser:
Montar algumas colunas do ncleo de
contraventamento;
Montar as vigas principais que interli-
gam as colunas umas s outras;
Montar as estruturas de contraventa-
mento entre as colunas;
Montar as vigas secundrias que se
apoiam nas vigas principais;
Verificar prumo, alinhamento e esqua-
dro;
Torquear ligaes parafusadas;
Soldar ligaes soldadas;
Progredir com a montagem partir des-
te ncleo.
6.3.7 Plano de rigging
Ao elaborar o planejamento de monta-
gem de um edifcio, deve-se compatibilizar o
peso das peas a serem iadas com a capa-
cidade dos equipamentos disponveis, e com
a localizao destes no canteiro de obras. Isto
induzir elaborao de um plano especfico
denominado plano de rigging, na forma de um
procedimento, onde a movimentao vertical
das peas desde o local da armazenagem at
a sua posio final na estrutura detalhada.
Para a elaborao do plano so necess-
rias as seguintes informaes bsicas :
planta de situao do canteiro e locao
das fundaes;
projeto da estrutura com dimenses e
especificao das peas;
listas de material com o peso das pe-
as;
acesso para a pea e o equipamento;
seqncia de montagem;
pr-dimensionamento do equipamento
com tabelas de carga.
88
Para o pr-dimensionamento do guin-
daste deve-se conhecer o peso, a distncia e
a altura de montagem de cada pea. A partir
destes dados, procede-se determinao dos
seguintes parmetros relativos ao guindaste:
O comprimento necessrio da lana em
funo da cota de montagem e da locali-
zao do equipamento;
a capacidade necessria em funo do
peso bruto;
escolher o guindaste a partir dos itens
acima e em funo do raio de operao;
Repetir o procedimento com diversas pe-
as e escolher o guindaste de forma a
atender os piores casos tanto em relao
a alcance quanto a capacidade.
Escolhido o guindaste procede-se s ve-
rificaes de utilizao, determinando :
Altura do gancho: igual cota de mon-
tagem, somada a distncia vertical dos
cabos de iamento, com a altura total da
pea mais uma folga de segurana;
Raio de giro: a distncia do centro de
giro da mquina ao centro de gravidade
da pea;
ngulo da lana: o ngulo de trabalho
determinado no ponto de movimentao
da lana e o plano horizontal;
Capacidade: Determinada na tabela de
carga, sendo funo do comprimento da
lana e o raio de giro. A capacidade de-
ver ser superior ao peso bruto da carga,
com uma margem de segurana.
Determinadas as premissas bsicas para
a operao, como o guindaste e sua posio
no canteiro, procede-se apresentao do
plano de rigging,contendo:
Planta mostrando a situao do guin-
daste, a posio inicial da pea e o seu
trajeto at a posio final;
Desenho em elevao, em escala,
mostrando o equipamento, a pea (com
indicao do peso bruto), os cabos de
iamento com as folgas existentes, bem
como as estruturas j montadas nesta
fase;
Dimensionamento dos acessrios: es-
tropos (dimetro, comprimento e ngulo
de lingada), manilhas, balancim, olhais,
etc.;
Forma de patolamento e taxa de traba-
lho do terreno;
Montagem de edifcios e galpes
Figura 6.6 Determinao de altura de montagem
Figura 6.7 Diagrama lateral de operao de um guindaste
89
Cordas de segurana, cabos de estaia-
mento, contraventamentos provisrios,
andaimes, etc.;
Pessoal e localizao dos profissionais
envolvidos;
Recomendaes quanto segurana
da operao e dos operrios;
6.4 Montagem de galpes
As estruturas de galpes possuem, den-
tre outras, uma caracterstica peculiar: alguns
de seus elementos dependem de outros para
permanecerem estveis durante e aps a
montagem. Certas tesouras de cobertura so
totalmente instveis se abandonadas sobre os
pilares sem um eficiente travamento da corda
superior. Da mesma forma algumas vigas de
prtico dependem de travamentos intermedi-
rios para promover a sua estabilidade. Isto pode
parecer banal, mas pode exigir um segundo
guindaste na montagem do travamento estru-
tural, enquanto o primeiro sustenta a tesoura
principal. Cabos de ao de estaiamento podem
ser instalados em pequenos galpes, mas so
inviveis em grandes alturas. Outra caracters-
tica dos galpes o possvel colapso de toda
a estrutura pelo efeito domin: pela formao
linear das naves dos galpes, a ocorrncia de
tombamento de um prtico podem fazer ruir
toda a estrutura naquele sentido.
Estabilidade Lateral
O primeiro problema descrito acima in-
voca a necessidade da estabilidade lateral. A
estabilidade lateral a capacidade da pea
permanecer alinhada quando submetida tanto
ao seu peso prprio quanto ao carregamento
de outras peas. Certas peas no resistem
nem sequer ao seu prprio peso sem que se
dobrem ao meio, com o risco de acidentes e
danos permanentes a pea. Isto se deve as
foras de compresso que surgem em certas
regies ou elementos de peas submetidas a
flexo. As foras resultantes de compresso e
trao dependem da ordem de grandeza e da
configurao do momento fletor atuante. Os
elementos comprimidos, se possurem gran-
de esbeltez, podero apresentar flambagem
lateral como se fosse uma coluna subdimen-
sionada. Quando estas peas (tesouras, por
exemplo) esto integradas ao conjunto da es-
trutura, possuem diversos elementos (como
teras, contraventamentos, mos-francesas,
Figura 6.9 Estrutura de Galpo em ao
Figura 6.8 Plano de rigging
90
trelias longitudinais, etc.) que lhe fornecem
a estabilidade lateral necessria. Quando fal-
tam estes travamentos laterais, a pea tende
a flambar lateralmente. Isto pode ocorrer logo
no iamento da pea, caso os pontos de pega
introduzam uma configurao de momentos
suficiente.
Existem duas solues possveis:
1. Dotar a pea principal de contenso
lateral, antes que seja liberada do guin-
daste;
2. Alterar a configurao de momentos
fletores atravs da mudana dos pontos
de apoio.
A contenso pode ser definitiva ou pro-
visria. Definitiva a contenso atuada pelas
peas da prpria estrutura, que so montadas
nos seus locais definidos em projeto. Cabos de
ao de estaiamento, peas de reforo agrega-
das pea principal, travamentos temporrios,
so exemplos de contenses provisrias.
A mudana dos apoios pode ser obtida
por apoios provisrios (torres, por exemplo)
situados em pontos determinados. Durante o
iamento, a soluo pode ser apenas a utiliza-
o de vigas equalizadoras ou balancins, afas-
tando ou aproximando os pontos de pega.
Para garantir a estabilidade do conjunto
da estrutura, a montagem de galpes deve se-
guir a seguinte seqncia:
1. Montagem das colunas do vo de con-
traventamento;
2. Montagem dos contraventamentos
verticais;
3. Montagem das vigas de beiral e de
Figura 6.10 Trelia dobrada por flambagem lateral
Figura 6.11 Montagem de galpo
Montagem de edifcios e galpes
Figura 6.12 Posies de iamento de trelias
91
tapamento de interligao entre as colu-
nas;
4. Montagem da viga de prtico entre as
colunas do primeiro eixo;
5. Estaiamento deste prtico;
6. Montagem da segunda viga de prti-
co;
7. Interligao do primeiro e do segundo
prticos com as teras de cobertura;
8. Montagem dos contraventamentos do
plano da cobertura;
9. Remoo dos estais; Montagem dos
demais eixos seguindo repetindo a se-
guinte seqncia:
10. Montagem das colunas vizinhas ao
vo de contraventamento;
11. Montagem das vigas de beiral e de
tapamento de interligao entre as colu-
nas;
12. Montagem da viga de prtico entre as
colunas;
13. Interligao do ncleo contraventado
com o novo prtico montando as teras
de cobertura;
Figura 6.13 Seqncia de montagem de galpes
92
6.5 Medidas e tolerncias
Segundo Colin Taylor (in TAYLOR, apud Steel Designers Manual), comparando-se com ou-
tros materiais estruturais, as estruturas em ao podem ser feitas economicamente com tolerncias
bem mais rigorosas. E comparadas com peas mecnicas, entretanto, no nem econmico nem
necessrio alcanar exatido to extrema.
H inmeras razes para que tolerncias devam ser consideradas. importante ficar bem
claro quais tolerncias devem ser realmente aplicadas em cada caso, particularmente quando se
decidem os valores a serem especificados, ou o que fazer quando no atingidos.
Montagem de edifcios e galpes
Segurana
Estrutural
Dimenses (particularmente de sees transversais, alinhamentos, etc.) asso-
ciadas com a resistncia e a segurana da estrutura.
Requisitos de
Montagem
Tolerncias necessrias para se permitir a unio das peas fabricadas.
Ajustes Requisitos para fixao de elementos no-estruturais, como painis de fecha-
mento, na prpria estrutura.
Interferncias Tolerncias para assegurar que a estrutura no interferir com paredes, portas
ou aberturas de janelas e instalaes, etc.
Gabaritos Folgas necessrias entre as estruturas e partes mveis, tais como pontes ro-
lantes, elevadores, etc. ou linhas frreas, e tambm entre a estrutura e outros
elementos em planta.
Divisas Divisas de terreno devem ser respeitadas por razes legais. Alm da posio
em planta, devem incluir limitaes na inclinao das faces externas de edifcios
altos.
Limites de Utilizao As lajes devem ser suficientemente planas e regulares, trilhos de pontes rolan-
tes perfeitamente alinhadas, capacitando a estrutura a cumprir a sua funo.
Aparncia A aparncia de um edifcio requer limites em verticalidade, alinhamento e nivela-
mento, embora geralmente as tolerncias estipuladas para outros requisitos j
amarram o suficiente.
As vrias razes para especificar tolerncias so delineadas na Tabela. Em todo caso, ne-
nhuma tolerncia mais rigorosa que as realmente necessrias devem ser especificadas, ainda que
a exatido adicional possa ser alcanada, pois geralmente aumentam os custos desproporcional-
mente.
Terminologia
Tolerncia de forma geral significa um intervalo permitido de valores. Outros termos que ne-
cessitam definio so dados na Tabela abaixo
Desvios
A diferena entre um valor especificado e o valor medido real, expresso em
mdulo (como um valor positivo ou negativo).
Desvios permitidos O limite especificado de desvio para um requisito particular.
Faixa de tolerncia A soma dos valores absolutos dos desvios permitidos para cada lado de um
valor especificado.
Limites de tolerncia Os desvios permitidos cada lado de um valor especificado, por ex. 3.5 mm ou
+5 mm -0 mm.
93
As Classes de Tolerncia
A Tabela define as trs classes de tolerncias reconhecidas pelo Eurocode 3.
Tolerncias normais Limites que so geralmente necessrios para todos os edifcios. Pertencem a
esta classe os necessrios para segurana estrutural, juntamente com tolern-
cias estruturais de montagem.
Tolerncias particula-
res
Tolerncias que so mais rigorosas que tolerncias normais, mas que se apli-
cam s a certos componentes ou s a certas dimenses. Podem ser necessri-
os em casos especficos por razes de ajustes, interferncias ou para respeitar
folgas ou divisas.
Tolerncias especiais Mais rigorosas que tolerncias normais, e que se aplicam a uma determinada
estrutura ou a um projeto. Podem ser necessrios em casos especficos por
razes de utilizao ou aparncia, ou possivelmente por razes estruturais es-
peciais (tais como carga dinmica ou cclica, ou ainda critrio crtico de projeto),
ou para requisitos especiais de montagem.
importante chamar a ateno a qual-
quer tolerncia particular ou especial que vier
a ser proposta, pois elas normalmente impli-
cam aumento de custos. Onde nada espe-
cificado, cada fabricante automaticamente su-
por que somente as tolerncias normais so
requeridas.
Tipos de tolerncias
Para estruturas em ao h trs tipos de
tolerncias dimensionais:
1. Tolerncias Industriais, tal como espes-
sura de chapas e as dimenses de perfis
laminados.
2. Tolerncias de Fabricao, aplicvel
nas oficinas.
3. Tolerncias de Montagem, relevante
para trabalhos no canteiro.
Conforme o Projeto de Reviso da NBR
8800, a locao dos chumbadores no pode
variar
em relao s dimenses indicadas nos
desenhos de montagem, alm dos seguintes
limites:
a) 3mm de centro a centro de dois chum-
badores quaisquer dentro de um grupo
de chumbadores, onde grupo de chum-
badores definido como o conjunto que
recebe uma pea nica da estrutura;
b) 6mm de centro a centro de grupos ad-
jacentes de chumbadores;
c) valor mximo acumulado entre grupos
igual a 6 mm, para cada 30 metros de
comprimento medido ao longo da linha es-
tabelecida para os pilares atravs de v-
rios grupos de chumbadores, porm, no
podendo ultrapassar um total de 25mm;
a linha estabelecida para os pilares e a
linha real de locao mais representativa
dos centros dos grupos de chumbadores,
como locados na obra, ao longo de uma
linha de pilares;
d) 6mm entre o centro de qualquer grupo
de chumbadores e a linha estabelecida
para os pilares, que passa por esse gru-
po;
e) Para pilares individuais, locados no
projeto fora das linhas estabelecidas para
pilares, aplicam-se as tolerncias das
alneas b), c) e d), desde que as dimen-
ses consideradas sejam medidas nas
direes paralela e perpendicular linha
mais prxima estabelecida para pilares;
f) 13mm para variao na altura do chum-
bador em relao ao topo da fundao.
E continua Taylor:
94
Conexo de componentes no-estrutu-
rais
boa prtica assegurar que todos os ou-
tros itens ligados estrutura possuam meios
adequados de adaptao em seus acessrios
de fixao que absorvam os efeitos de todas
as tolerncias da estrutura mais as variaes
permitidas nas dimenses de cada elemento
estrutural.
Onde necessrio, tolerncias suplemen-
tares podem ser necessrias para atender mo-
vimentos estruturais devidos ao carregamento
e expanses diferenciais provocadas por mu-
danas de temperatura.
Onde possvel, o nmero de pontos de fi-
xao deve ser limitado a trs ou quatro, onde
somente um deveria ser imvel, com todos os
outros possuindo furo rasgado ou outro meio
de adaptao.
Montagem de edifcios e galpes
95
Montagem de pontes,
viadutos e passarelas
Captulo 7
96
Montagem de pontes, viadutos e passarelas
7.1 Introduo
As montagens de pontes e viadutos esto
entre as mais complexas e exigentes em ter-
mos operacionais e de engenharia. As peas
envolvidas so de peso elevado, o acesso de
equipamentos dificultado (principalmente
nas pontes) e os riscos so grandes. O pro-
cesso de montagem, mesmo que de maneira
geral, deve ser escolhido quando da elabora-
o do oramento, antes da apresentao da
proposta. Portanto, o oramentista deve ter
conhecimentos suficientes do local, das estru-
turas, bem como das condies de prazo, para
que no cometa erros de avaliao fatais para
o sucesso do empreendimento.
Classificam-se abaixo os tipos de pontes
segundo alguns critrios:
7.2 Classificao quanto ao tipo de
estrutura suporte
7.2.1 Pontes com longarinas de perfis
de alma cheia
So as pontes mais comuns e de simples
concepo. As longarinas so constitudas de
perfis soldados ou laminados, podendo estes
ser de inrcia constante ou de inrcia varivel.
As pontes so constitudas de duas ou mais
longarinas interligadas entre si por diafragmas
transversais. Estes diafragmas desempen-
ham diversos papis estruturais, como con-
tenso lateral das vigas, formar uma grelha
plana com as longarinas e diviso dos vos da
laje do tabuleiro em lajes menores. As pontes
mais simples so formadas por vigas mistas
bi-apoiadas de inrcia constante; tabuleiros
de lajes de concreto armado pr-moldadas ou
concretadas no local sobre pr-lajes; pilares e
encontros em concreto. As pontes de inrcia
varivel normalmente so concebidas como
vigas contnuas, e funcionam como mistas em
alguns trechos com a colaborao das lajes.
A tendncia mais geral que as emendas das
longarinas sejam executadas por solda no
canteiro e os diafragmas sejam parafusados a
enrijecedores verticais localizados nas laterais
das vigas principais.
7.2.2 Pontes aporticadas com longari-
nas de perfis de alma cheia
So pontes semelhantes as anteriores,
mas que possuem tambm os pilares em ao e
estes esto rigidamente ligados as longarinas.
Funcionam estruturalmente como um prtico
rgido, normalmente articulado nas bases.
7.2.3 Pontes com longarinas tipo cai-
xo
So variantes das pontes de vigas de
alma cheia do item 7.2.1. A diferena reside na
chapa horizontal de unio entre as mesas in-
Figura 7.1 Ponte em perfis de alma cheia
Figura 7.2 Viaduto de prtico rgido
97
feriores das longarinas, formando uma seo
transversal fechada. O fechamento superior da
seo caixo feito pela laje do tabuleiro. Esta
seo fechada se presta bem a absoro de es-
foros de toro em pontes e viadutos curvos,
apesar de existirem estruturas retas deste tipo.
As superestruturas de pontes pnseis e estaia-
das adotam tambm o caixo, desta feita com
uma concepo mais aerodinmica. Quando o
tabuleiro tambm em ao, chamar-se- placa
ortotrpica. Este tipo de seo possui bom de-
sempenho em vigas contnuas, tanto de inrcia
constante quanto de inrcia varivel.
7.2.4 Pontes com longarinas trelia-
das
Estruturas de pontes em longarinas trelia-
das tendem a ser utilizadas em vos de maio-
res propores que os tipos anteriores. Estas
estruturas reticuladas geralmente pesam me-
nos que as equivalentes em alma cheia, para
uma certa faixa de vos livres. Os elementos
constituintes das longarinas so as cordas in-
ferior e superior, as diagonais e os montantes.
Estes elementos so solicitados axialmente,
por foras de trao e compresso, que po-
dem se alternar conforme a posio da carga
sobre o tabuleiro. So formadas normalmente
por duas trelias interligadas entre si por di-
afragmas tambm treliados e transversinas
de alma cheia. Uma dificuldade estrutural a
contenso lateral dos elementos comprimidos,
principalmente a corda superior. Uma tendn-
cia que tem tido aceitao a utilizao de
tubos na formao das trelias, dotando os el-
ementos comprimidos de maior resistncia
flambagem.
7.2.5 Pontes em arco
O princpio do arco, ou seja, possuir uma
forma que o leva a ser solicitado apenas axi-
almente compresso quando carregado de
maneira uniforme, conhecido h milhares
de anos. Mesmo atualmente as estruturas em
arco causam fascnio, principalmente em ob-
ras de arte como pontes e viadutos concebidos
com preocupao arquitetnica. Os arcos so
constitudos de sees fechadas, tubulares,
circulares ou no. Eles sustentam o tabuleiro,
seja inferiormente, seja em posio superior
atravs de tirantes. Na realidade, so os ar-
cos que sustentam as longarinas da ponte, as
quais vencero os vos entre os tirantes. Estas
longarinas sero de inrcia constante, feitas
de perfis de alma cheia ou trelias. O apoio do
tabuleiro ser completado com as transversi-
nas, localizadas no alinhamento de cada par
de tirantes.
7.2.6 Pontes estaiadas
Ainda raras no Brasil, este tipo de es-
trutura possui grande aceitao, tanto na Eu-
ropa quanto em pases asiticos. Estas pon-
tes so utilizadas nos casos em que apoios
intermedirios sobre o leito de rios e braos
de mar so muito difceis de serem executa-
Figura 7.3 Viaduto em viga caixo
Figura 7.4 Lanamento de ponte treliada
98
dos. Resultam da a necessidade de grandes
vos, apoiados em poucos pilares. A carac-
terstica mais marcante das pontes estaiadas
possurem grandes torres, de onde partem
os cabos ou estais de sustentao do tabu-
leiro. Ao contrrio das pontes pnseis, os ca-
bos possuem um trajeto retilneo, ancorados
torre e inclinados. A concepo estrutural das
pontes estaiadas bastante inteligente, visto
que procura aproveitar as caractersticas dos
materiais com grande eficincia. As torres so
equilibradas, por sustentarem dois vos viz-
inhos da ponte, um de cada lado, dispensan-
do grandes blocos de ancoragem. O esforo
resultante de compresso sobre torres em
sua maioria construdas em concreto armado,
material que se presta muito bem a este tipo
de solicitao. Os estais so cabos de ao tra-
cionados, que so materiais muito singelos e
de alta resistncia trao. O tabuleiro ser
sustentado por longarinas ou sees caixo de
pequena inrcia, pois vencero os pequenos
vos existentes entre um estai e outro. Isto re-
sulta em estruturas capazes de vencer longos
vos livres sem grande consumo de materiais.
No ponto de ancoragem dos cabos sempre ex-
istiro transversinas, que completam o apoio
para a laje do tabuleiro ou transferem o apoio
dos estais as longarinas.
7.2.7 Pontes pnseis
As justificativas estruturais que levam
a construo de pontes pnseis so semel-
hantes aos das pontes estaiadas: a necessi-
dade de vencer grandes vos sobre rios, baas
ou canais. A concepo estrutural semel-
hante as estaiadas: grandes vos ladeados
por torres altas que sustentam o tabuleiro por
meio de cabos de ao. Entretanto, este tipo
de ponte necessita de imensos blocos para
ancoragem dos cabos principais que pendem
de uma torre outra. Isto leva a outra carac-
terstica freqente destas pontes: a existncia
de somente um vo entre duas nicas torres,
visto a predominncia dos blocos de ancora-
gem serem localizados em terra firme. As pon-
tes estaiadas, ao contrrio, freqentemente
possuem vos sucessivos. Dos cabos princi-
pais das pontes pnseis pendem os tirantes
verticais de sustentao das longarinas. Uma
preocupao nestas pontes o efeito da carga
lateral devida ao vento, o que leva a tabuleiros
com formatos aerodinmicos resultantes de
anlises em tneis de vento.
7.3 Classificao quanto ao
tipo de tabuleiro
7.3.1 Pontes com tabuleiro em Concre-
to armado
o tipo de tabuleiro mais comum, uti-
lizado em pontes pequenas com duas ou mais
longarinas que do sustentao laje.
7.3.2 Pontes com tabuleiro em Concre-
to protendido
Montagem de pontes, viadutos e passarelas
Figura 7.5 Ponte estaiada em construo
Figura 7.6 Ponte pnsil
99
Possibilita a utilizao de maiores vos na
laje do tabuleiro sem aumento do peso prprio
da estrutura. Viabiliza a construo de pontes
com somente duas longarinas. Este tipo de
tabuleiro vem substituindo progressivamente o
concreto armado convencional.
7.3.3 Pontes com tabuleiro em Placa
ortotrpica
Possui esta denominao devido a sua
constituio com uma chapa de ao fina for-
mando o piso. Esta chapa deve ser enrijecida
na face inferior nas duas direes, longitudi-
nal e transversalmente ao eixo da ponte. Este
tipo de tabuleiro utilizado em grandes vos,
em pontes levadias, estaiadas e pnseis para
reduo do peso prprio da estrutura.
7.3.4 Pontes com tabuleiro em Madei-
ra
Estes tabuleiros so utilizados em pon-
tilhes, pontes provisrias desmontveis de
emergncia, passarelas e pontes ferrovirias.
7.4 Classificao quanto a posio
relativa do tabuleiro
7.4.1 Pontes com tabuleiro superior
Tabuleiro acima da superestrutura de
sustentao.
7.4.2 Pontes com tabuleiro inter-
medirio
Tabuleiro a meia altura em relao a su-
perestrutura.
7.4.3 Pontes com tabuleiro inferior
Tabuleiro apoiado na parte inferior das
longarinas.
7.5 Montagem de pontes
Generalidades
A montagem de pontes e viadutos apre-
senta um problema fundamental: preservar a
integridade da estrutura durante a montagem,
visto que normalmente ocorrem nesta fase es-
foros bem diferentes daqueles previstos no
projeto da estrutura.
Um problema tpico da montagem de pon-
tes a necessidade de estruturas auxiliares de
custo relativamente elevado, e que devem ser
padronizadas de modo a poderem ser utiliza-
dos em outras obras. Em alguns casos so ne-
cessrias verdadeiras estruturas secundrias
para viabilizar a montagem da estrutura prin-
cipal. Certas pontes exigiro inclusive funda-
es provisrias entre dois pilares da mesoes-
trutura.
A capacidade da estrutura de suportar
as sobrecargas durante a montagem depende
antes de tudo da diferena entre os esque-
mas estticos de montagem e o da estrutura
em servio, bem como a proporo do peso
prprio em relao s cargas acidentais e per-
manentes (ex: veculos, tabuleiro, etc.), inexis-
tentes durante a montagem.
Ao se iniciar o planejamento de monta-
gem de uma ponte, o primeiro aspecto que
analisado a caracterstica da obra. O segun-
do aspecto o acesso e tipo dos equipamentos
necessrios para a execuo da montagem.
Nesta primeira anlise, deve-se enumerar al-
guns tpicos relativos ao tipo da estrutura e o
local, a fim de tentar convergir para uma ou
duas solues de montagem:
a) Tipo de Ponte: Nmero de vos; Vi-
gas bi-apoiadas ou contnuas; Estrutu-
ra formada por perfis de alma cheia ou
treliada; de inrcia varivel ou constan-
te; Longarinas retas ou curvas; Estrutura
contraventada no plano horizontal ou tra-
vada no plano vertical (diafragmas);
b) Acesso de equipamentos: Condies
de operao e acesso de equipamentos
e estruturas auxiliares; se pelo solo, pela
prpria estrutura, via area ou sobre a
gua;
100
c) Verificar o peso prprio das peas e de-
terminar os equipamentos compatveis;
d) Observar se o greide da ponte est
num plano horizontal, possui alguma
rampa ou contra-flecha;
e) Verificar se o curso dgua possui ca-
lado suficiente para uma balsa;
f) Observar se existe espao disponvel
nas margens para eventuais pr-monta-
gens;
Dependendo das caractersticas enu-
meradas nos tpicos acima, o planejamento de
montagem ter incio, analisando-se as vrias
alternativas de processos de montagem. im-
portante no adotar logo a primeira idia sem
antes analisar todas as possibilidades. A mon-
tagem de estruturas sempre um processo
de eliminao de problemas. A diferena entre
uma boa soluo e uma ruim no somente
o desabamento ou no da estrutura. Uma boa
soluo certamente ser bem planejada; de
simples concepo; segura tanto para a esta-
bilidade da estrutura quanto para o pessoal;
sem interrupes.
7.6 Processos de montagem de
pontes
7.6.1 Montagem pelo solo
Esta tcnica de montagem se aplica aos
viadutos, passarelas e aos trechos secos das
cabeceiras das pontes. o processo mais
simples pois normalmente no exige estrutu-
ras auxiliares e o pessoal e equipamentos tra-
balham em terra firme. Esta montagem feita
por meio de guindastes localizados no solo, na
posio mais favorvel possvel; ou seja: prx-
ima da posio a ser ocupada pelas vigas da
estrutura, em sua projeo.
Dependendo das cargas envolvidas, as
longarinas sero montadas uma a uma ou em
duplas, sobre os apoios definitivos, em seu
comprimento final ou em partes sobre apoios
provisrios. Nesta tcnica desejvel que
a pr-montagem se faa sob o vo, o mais
prximo possvel da posio final, para facili-
tar o iamento em uma s operao. Caso isto
seja impossvel, se faz necessria a pr-mon-
tagem em um canteiro centralizado, de onde
as longarinas sero transportadas por cavalos
mecnicos acoplados em doles ou carretas.
7.6.2 Montagem por balsa
Sempre que a estrutura estiver sobre um
curso dgua, este tipo de montagem deve ser
analisado. A montagem se faz transportando-
se as peas e um equipamento de iamento so-
bre uma balsa chata. Em determinados casos
o equipamento ocupa uma balsa e as peas
Montagem de pontes, viadutos e passarelas
Figura 7.7 Montagem pelo solo
101
outra balsa. Existem equipamentos martimos
flutuantes fabricados exclusivamente para as
operaes de iamento no mar: as cbreas.
Uma ateno suplementar deve ser dada ao
equilbrio da chata quando o guindaste estiver
com a carga iada. Algumas balsas especiais
possuem compartimentos estanques no casco
que so lastreados com gua para manterem o
equilbrio em qualquer situao de distribuio
de cargas. A gua ser bombeada para dentro,
para fora ou de um compartimento para outro
em funo da necessidade. Em balsas mais
sofisticadas este processo feito automatica-
mente.
A montagem por balsa quase sempre se
faz em locais onde h ondas ou correnteza.
Nesta situao as balsas devem ser ancoradas
s margens ou a base da ponte para manter-
em a posio e a estabilidade, principalmente
quando a pea da ponte estiver para ser de-
positada sobre os pilares. Qualquer movimen-
to imprevisto neste momento pode representar
grave risco para os montadores. Estes mes-
mos cabos de contenso e ancoragem muitas
vezes so tambm utilizados para rebocar as
balsas mais simples que no possuem propul-
so prpria desde a margem de um rio, por ex-
emplo, at a posio de montagem. Os cabos
sero puxados por guinchos localizados nas
margens. Quando o trajeto a ser percorrido
pela balsa for longitudinal ao curso dgua, um
rebocador ser necessrio.
Figura 7.8 Montagem por balsa
7.6.3 Montagem de pontes por lana-
mento
A montagem por lanamento consiste em
pr-montar as longarinas da ponte sobre o ter-
reno em uma das margens, e fazer a ponte in-
teira se deslocar sobre apoios deslizantes at
sua posio final sobre o rio. Normalmente
necessrio um bico de lanamento que usa-
do como prolongamento provisrio da ponte,
em conjunto com um contrapeso para evitar o
tombamento da ponte sobre a gua. O tabu-
leiro, normalmente de concreto, ser instalado
aps o lanamento da ponte.
Existem diversos processos de lana-
mento:
A ponte desliza sobre roletes esta-
cionrios - para a utilizao deste proces-
so de lanamento, as longarinas devero
possuir a superfcie da mesa ou da corda
inferior isentas de quaisquer salincias.
A ponte dotada de rodas e desloca
sobre trilhos; pontes com vigas de inr-
cia varivel ou com parafusos salientes
na corda inferior sero lanadas por este
mtodo. Nestes casos iro necessitar de
peas agregadas as longarinas para pro-
mover o nivelamento dos troles com as
rodas. Os trilhos chegam somente at a
primeira margem, sendo este um proces-
so utilizado para vencer somente um vo
por vez;
A ponte dotada de roletes e estes
deslizam sobre canaletas Semelhante
ao anterior.
Figura 7.9 Montagem de ponte por lanamento
102
O processo de montagem por lanamento
apresenta diversas vantagens, sendo a princi-
pal o fato de exigir equipamentos de pequeno
porte para o iamento das peas, pois a pr-
montagem se faz junto a uma das margens do
curso dgua. A descarga das peas da estru-
tura ser feita nesta mesma margem, elimi-
nando a necessidade de transportar as peas
sobre a gua.
Isto significa uma grande economia,
devido concentrao na rea de pr-monta-
gem de todas as operaes que envolvem a
execuo das soldas de emendas e do lana-
mento, com a instalao de guindastes, m-
quinas de solda, compressores, guinchos e
geradores, num mesmo local. Alm disso, o fa-
tor segurana excepcional, pois os operrios
trabalham sobre terra firme, ao contrrio de
outros processos.
Apesar destas facilidades, se fazem ne-
cessrias diversas verificaes da estrutura
frente aos esforos que agiro sobre a mesma
durante o lanamento. Quando a ponte au-
toportante durante o lanamento, indiferente
a altura dos pilares e consequentemente das
longarinas ao solo. Entretanto, se as estrutu-
ras no resistirem ao lanamento, sero ne-
cessrios reforos estruturais, apoios inter-
medirios ou ambos ao mesmo tempo. Estes
apoios sero localizados entre os pilares da
ponte de forma a promover a reduo do vo
livre e dos esforos sobre as longarinas. Ora
Dependendo da altura da estrutura ao solo
(ou superfcie da gua), estes apoios inter-
medirios encarecero muito este processo. O
ideal que a ponte seja projetada pensando-
se no processo de montagem, evitando-se que
se descubra tardiamente a necessidade de
apoios ou outras estruturas provisrias.
O princpio fundamental do lanamento
o equilbrio da viga sobre dois ou mais pon-
tos de apoio. Para haver estabilidade durante
o lanamento, o peso sobre a margem deve
ser superior ao peso sobre o vazio, mais um
coeficiente de segurana que garanta a no
ocorrncia do tombamento sobre o vazio. Isto
se calcula pela determinao dos momentos
de tombamento em torno da ltima lagarta ou
rolete localizado na margem. Para que o mo-
mento de tombamento sobre o vazio seja bem
menor que o momento de tombamento sobre
o terreno da rea de pr-montagem, o peso
do bico de lanamento deve ser menor que o
peso da estrutura, e um contrapeso dever ser
instalado r da ponte.
Qualquer ponte contnua com mais de um
vo pode ser lanada sem contrapeso e com
um pequeno bico de lanamento. Basta que o
peso das longarinas sobre a margem seja bem
superior ao peso das estruturas projetadas so-
bre o vazio. Tudo vai depender dos estudos do
tombamento feitos para cada caso especfico.
Montagem de pontes, viadutos e passarelas
FASE 1
103
FASE 2
FASE 3
FASE 4
104
FASE 5
FASE 6
FASE 7
Montagem de pontes, viadutos e passarelas
105
FASE 8
FASE 9
Aparentemente, a ponte e o bico podero
ser montados sobre a margem e deslocados
de uma s vez para a outra margem. No entan-
to, a operao de lanamento exige uma srie
de providncias preparatrias para que a mes-
ma tenha sucesso.
A montagem por lanamento se inicia
pela instalao de um freio eficiente r da
ponte, para evitar que a mesma deslize aci-
dentalmente. Em seguida, procedem-se re-
moo dos skids provisrios utilizados para o
apoio das partes de longarinas antes da exe-
cuo das soldas das emendas. Aps, instala-
se o aparato de trao da ponte, que pode ser
um dos seguintes:
Guinchos instalados frente, ou como
mais freqente, instalados r. O tipo
de guincho mais utilizado so os movidos
por motor a diesel, que esto entre os de
maior capacidade. Os cabos de trao
devem ser instalados com reduo ded
diversas roldanas, permitindo o arraste
de cargas maiores e reduzindo a veloci-
dade de arraste. A instalao do guincho
106
r depende da colocao de roldanas
na margem oposta;
Macacos instalados r, acionados por
centrais hidrulicas, permitindo o movi-
mento para trs ou para frente, conforme
a necessidade. Para o funcionamento
destes macacos, so necessrios furos
no flange inferior da longarina ou mor-
dentes no macaco;
Tirfors instalados frente, na margem
oposta, com capacidade e nmero sufi-
ciente para vencer a fora de atrito. Os
tirfors podem ser instalados com redu-
es nos cabos por meio de roldanas, ou
ligados diretamente ponte. Aplicvel so-
mente a pequenas pontes de um s vo;
Trao por meio de veculos, como por
exemplo, um trator sobre esteiras. Este
tipo de soluo no o mais adequado
por ser de difcil operao nas baixas
velocidades recomendveis para lana-
mentos. Aplicvel somente a pequenas
pontes de um s vo;
Recomendaes Gerais de Lanamento
totalmente irregular lanar a ponte
com algum sobrepeso no previsto no
clculo do lanamento, seja sobre a pon-
te ou sobre o bico.
Deve-se engraxar todos os mancais
dos roletes, lagartas (roletes mltiplos)
e beros. Pode-se engraxar tambm os
pinos laterais dos beros de montagem,
destinados a manter as cordas inferiores
sobre os roletes. Os contatos eventuais
dos flanges das cordas com as abas dos
roletes de montagem tambm sero ven-
cidos mais facilmente se estas partes fo-
rem engraxadas.
No se deve amarrar o cabo de trao
por baixo do flange inferior, nem fix-lo
em peas frgeis do bico. O ponto ideal
na extremidade externa do flange infe-
rior da ponte, um ou dois metros atrs da
emenda com o bico.
Temendo-se que sobrevenha ventania
durante o lanamento, deve-se amarrar
lateralmente a ponte por meio de conten-
es laterais e com tirfors se necessrio.
Estes devem ser mantidos ajustados.
No prudente lanar-se a estrutura com
vento muito forte, muito menos interrom-
per um lanamento. Se for imperiosa esta
interrupo, preciso estaiar firmemente
todo o conjunto.
Quando a ponta do bico de lanamento
alcanar o bero da margem oposta (ou
pilar intermedirio), ainda h um coefi-
ciente de segurana contra o tombamen-
to bastante razovel. Este o momento
de se transferir a carga para o bero e dar
prosseguimento ao avano do bico sobre
ele. Em geral, um avano de poucos me-
tros far com que o conjunto tombe su-
avemente sobre o bero. Neste momento
o centro de gravidade do conjunto estar
no vo livre entre as duas margens, e no
se correr o risco da ponte tombar para
trs quando pender livremente r.
No momento em que a emenda bico-
ponte se aproximar do ponto de momento
mximo, pouco depois da metade do vo,
estar em seu ponto mais crtico. Assim
recomendvel que a cauda da ponte exis-
tente r sirva de contrapeso, tendendo
a levantar a parte do bico e da ponte so-
bre o vo aliviando aquela emenda. Este
alvio indispensvel para o bico. A hip-
tese de tombamento para trs no pode
ser desprezada pelos clculos. O contra-
peso poder eventualmente ser cuidado-
samente retirado, dependendo do plano
de montagem e dos clculos.
muito importante nunca permitir trs
Montagem de pontes, viadutos e passarelas
107
apoios simultneos em lanamentos de
pontes de um s vo. Caso seja uma
ponte com diversos vos, deve-se evi-
tar a ocorrncia de um vo entre roletes
maior que o prprio vo da ponte. Se
isso ocorrer, o bico poder no resistir e
a ponte tombar dentro do rio. Caso parte
da carga descansar sobre outros roletes
da primeira margem, alm de diminuir a
compensao do contrapeso e o brao
de alavanca, o vo fica aumentado. A li-
berdade da cauda se obtm pela coloca-
o elevada dos beros de lanamento
antes da montagem ou removendo-se os
roletes de r.
Se a extremidade da ponte estiver to-
cando no cho, necessrio cavar sob
ambos os lados da ponte um sulco de
profundidade e comprimento tal que evi-
te o arrastamento dos flanges. o lti-
mo recurso para garantir a condio de
liberdade de toda a cauda da ponte. Nes-
te momento, o bico suporta, na margem
oposta, cada vez mais peso da ponte que
se aproxima.
Fazer as amarraes dos eixos longitu-
dinais e transversais de cada base, com
pontos e bandeirolas, facilitando o posi-
cionamento correto das placas de base
nas colunas. Todas as medidas devero
ser exatas de acordo com as medidas
contidas no desenho da obra. Assentar
corretamente os calos de apoio das pla-
cas de base (caso existam), dentro da
cota do projeto. Os Skids que serviro de
apoio para as longarinas, devero estar
alinhados, esquadrejados e nivelados j
com a contra-flecha, de tal forma a no
coincidir com as emendas soldadas da
viga.
As longarinas devero ser alinhadas,
niveladas, esquadrejadas de acordo com
sua contra-flecha, antes da solda das
emendas e serem conferidas aps a sol-
da. Caso haja desconformidade na mon-
tagem, reconferir as medidas e o com-
primento das peas problemticas, bem
como os vos nos quais sero montadas
as longarinas.
Os servios topogrficos devero ser
anotados em caderneta para posterior
apresentao de relatrios, contendo
croquis da vista superior das longarinas e
detalhes dos mesmos.
Amarrar os eixos longitudinais e trans-
versais da obra, com pontos topogrficos
e bandeirolas nos blocos de apoio das
longarinas. Posicionar corretamente as
torres e roletes, de acordo com o alinha-
mento do eixo central longitudinal da obra
de tal forma que sua posio no coinci-
da com o local de emenda da solda da
longarina.
Os roletes devero estar alinhados, es-
paados e nivelados de acordo com o pla-
nejamento do lanamento. Normalmente
os roletes so colocados em nvel perfei-
tamente horizontal, a despeito da contra-
flecha. Durante o estudo do lanamento
deve, por isso, ser estudada cuidadosa-
mente a possibilidade de o vo entre os
pontos apoiados ser maior que o vo da
ponte. O que ocorre que, com a contra-
flecha, a ponte descolar de algum rolete
por no estar submetida a esforos sufi-
cientes para abaixar a longarina, anulan-
do a contra-flecha.
Verificar se o cabo do guincho est posi-
cionado no eixo central, tanto no conjunto
a ser deslocado, quanto na roldana guia
do cabo, instalada no lado aposto ao lan-
amento. Instalar o aparelho topogrfico
no eixo central da obra e em lugar segu-
ro, para acompanhar o lanamento, veri-
ficando se o conjunto est se deslocando
no eixo. Caso ocorra desvio, posicionar
novamente o conjunto no eixo central.
108
O peso total do contrapeso pode ser
calculado levando-se em conta os pesos
da ponte, dos travamentos e do bico de
lanamento. O coeficiente de segurana
contra o tombamento no deve ser infe-
rior a 1,5 em nenhuma situao. Os mo-
mentos de tombamento no vo e os mo-
mentos estabilizantes sobre a margem
so tomados em relao ao eixo central
do rolete da margem de lanamento.
O contrapeso, ao se aproximar dos ro-
letes de lanamento na margem, cada
vez menos eficiente mais ineficiente.
lgico que ele no deve ultrapassar alm
dos roletes ou lagartas da margem. O
peso pode ser formado por pranches,
sacos de areia, tambores cheios de gua
ou o que prefervel, as prprias lajes
pr-moldadas do tabuleiro em nmero,
peso e localizao estudados no plano
de montagem. No se deve descuidar da
capacidade limitada dos roletes de mon-
tagem.
A carga sobre os roletes fica aliviada
pela tendncia que o contrapeso tem
de levantar a ponte no vo. O que limita
este recurso a capacidade dos beros
de lanamento. O centro de gravidade do
conjunto deve ser mantido entre os pri-
meiros roletes e os beros de lanamento
na margem. A remoo do peso da cauda
faz o conjunto tombar para o vo.
Aps o bico ultrapassar os beros da
margem oposta, inicia-se a desmontagem
do bico e do contrabico. seguir execu-
ta-se o abaixamento da ponte sobre os
apoios definitivos. Esta operao exige
perfeito sincronismo nos quatro apoios,
de forma a no desnivelar a ponte. Para
descer a ponte so necessrios quatro
macacos hidrulicos, (dois em cada ex-
tremidade). Por prudncia, deve-se colo-
car pequenas fogueiras sob o lado que
estiver baixando (um lado de cada vez) e
retir-las gradualmente. Os macacos de-
vem descer por igual.
7.6.4 Montagem por balanos sucessi-
vos
A montagem por balanos sucessivos
consiste na tcnica de progredir a montagem
das longarinas por sees parciais que se li-
gam s anteriormente montadas. Parte-se de
uma das margens, de um apoio intermedirio
ou de um vo secundrio.
Aplica-se nos casos de pontes estaiadas,
pontes em arco ou de inrcia varivel, pontes
pnseis ou pontes treliadas que no apresen-
tem condies de serem montadas por lana-
mento ou por balsa. Isto pode ser determinado
seja por vos de grandes propores, seja pe-
las grandes cargas envolvidas.
As principais diferenas entre as vrias
aplicaes da montagem por balanos suces-
sivos se devem, antes de tudo pelo tipo de
estrutura, mas tambm pela parte inicial da
ponte da qual se partir o avano, o sistema
de alimentao dos elementos da ponte e o
tipo de equipamento que far o iamento e o
posicionamento das peas na extremidade do
balano.
Os problemas comuns a todas as moda-
lidades de montagem por balanos sucessivos
so os seguintes:
O posicionamento dos elementos, a
execuo da ligao entre eles e o con-
Figura 7.11 Montagem por balanos sucessivos
Montagem de pontes, viadutos e passarelas
109
trole desta operao se desenvolvem na
extremidade do balano. Isto represen-
ta uma grande parte dos trabalhos de
campo, executados freqentemente em
condies difceis (sobretudo para se
resguardar da ao dos ventos), pondo
como prioritrio o problema da segurana
do pessoal envolvido.
A rea de trabalho limitada ao per-
metro das sees a serem ligadas. A
montagem se desenvolve em ciclos, com
grande interdependncia entre as fases:
uma s inicia quando a anterior for exe-
cutada por completo. Por isso, procura-
se multiplicar as frentes de avano para
se minimizar o prazo da obra, o que vem
a onerar os custos finais de montagem.
Pode-se enumerar algumas modalidades
de montagem por balanos sucessivos, sem
no entanto pretender esgotar o assunto :
a) Balanos sucessivos montados por
meio de guindastes ou de derricks sobre o pr-
prio tabuleiro da ponte. A alimentao das pe-
as pode ser feita sobre o tabuleiro j monta-
do, sendo transportadas a partir das margens
atravs de cavalos mecnicos; ou transpor-
tadas por balsa sobre a gua na projeo do
vo. Neste caso as longarinas so pescadas
pelo equipamento de iamento.
b) Balanos sucessivos montados por
meio de guindaste situado sobre uma balsa.
As peas estaro sobre a mesma balsa e sero
iadas at a extremidade do balano. Algumas
limitaes desta modalidade so a capacida-
de portante das balsas disponveis, a lana do
guindaste em funo da altura de iamento, a
profundidade do curso dgua e a presena de
correntezas fortes.
c) A montagem por balanos sucessi-
vos por meio de troles suspensos em cabos
de ao que atravessam todo o rio aplicada
nos casos de pontes pnseis. Os prprios ca-
bos que sustentaro a ponte servem de cabos
mensageiros para os trolleys, que so dotados
de mecanismos de iamento e se movimentam
sobre os cabos. Assim, as peas so alimen-
tadas por balsas e pescadas pelo trolley, que
as ligam s peas j montadas.
7.7 Equipamentos utilizados na
montagem de pontes
7.7.1 Introduo
Para a execuo da montagem de pon-
tes e viadutos, so necessrios equipamentos
especiais para o iamento das peas que com-
pem as estruturas. Sem estes equipamen-
tos, torna-se impossvel qualquer operao de
montagem, devido s elevadas cargas envol-
vidas.
Entre os principais equipamentos de mon-
tagem destacam-se os guindastes, os derricks,
as gruas e os guinchos, estes utilizados quase
sempre como tracionadores em montagens
por lanamento. Nos ltimos 40 anos houve
uma extraordinria evoluo dos equipamen-
tos de montagem. Ao tradicional Derrick foram
se somando outras mquinas, com maior mo-
bilidade, capacidade portante e sistemas com-
putadorizados de comando.
A partir de um estudo aprofundado quan-
to aos custos e prazos envolvidos, ao desem-
penho de cada equipamento, ao peso prprio
e reaes mximas, s situaes especficas
durante a obra; chega-se concluso que
equipamentos atendem satisfatoriamente ao
problema.
Os equipamentos mais comuns como
gruas e guindastes so apresentados no Ca-
ptulo 3. Descrevem-se abaixo os equipamen-
tos de iamento mais especficos utilizados na
montagem de pontes e no apresentados na-
quele captulo.
110
7.7.2 Derricks
Os derricks so equipamentos de grande
capacidade portante que so formados por um
mastro - que permanece na vertical e sustenta
a lana - e por uma lana; que possui o movi-
mento de levantar e abaixar e de onde pende
a carga iada. Existem dois tipos principais de
derricks: o Guy Derrick, cujo mastro susten-
tado na vertical por cabos de ao ligados ao
solo; e o Stiffleg Derrick, que sustenta o mas-
tro por meio de dois membros rgidos ligados
ao solo.
a) Guy Derrick
essencialmente estacionrio mas pos-
sui grande capacidade de carga. Existem der-
ricks com alturas superiores a 100 m e capa-
cidades de 100 t. Os derricks se compem de
duas partes principais: O mastro, colocado em
posio vertical atirantado na estrutura onde
se apoia, e a lana que possui movimentos
que lhe do grande capacidade de manusear
cargas. Seu uso mais recomendado na pr-
montagem de pontes em ptios de operaes
onde no se necessita de mobilidade do equi-
pamento.
Stiffleg Derrick
O mastro mantido na posio vertical
por um par de hastes que formam em planta
um ngulo de 90. Este mastro e a lana so
em tudo similares aos de um derrick estaiado
(guy derrick), mas no existem mais os proble-
mas de interferncias da lana com os estais,
e nem tampouco as limitaes quanto mobi-
lidade, visto que os stiffleg derricks so estru-
turas independentes e estveis no necessi-
tando dos estais ligados ao solo, podendo ser
dotados de mecanismos deslizantes. O mastro
mais curto que a lana, o que fornece a este
equipamento maior versatilidade.
O derrick de hastes (stiffleg derrick) no
requer ancoragem a grande distncia como os
estaiados, mas se observa por outro lado que
a lana trabalha em planta sobre um ngulo
no superior a 260 no podendo operar na re-
gio entre as hastes.
Este equipamento utilizado em monta-
gens progressivas, como por exemplo, sobre
pontes montadas por balanos sucessivos.
7.7.3 Travellers
So estruturas provisrias deslizantes
utilizadas em montagens por balanos su-
cessivos. So utilizadas para o iamento e
sustentao das novas peas, alm de pro-
porcionarem uma plataforma de trabalho aos
montadores. O traveller se apoia sobre a ex-
tremidade j montada da ponte e se projeta em
parte sobre o vazio para o incio do prximo
ciclo. A vantagem sobre os derricks sua sim-
plicidade, alm de servir de sustentao s for-
mas do tabuleiro quando este for em concreto
moldado no local.
Figura 7.12 Derrick estaiado (guy derrick)
Figura 7.13 Derrick de hastes
Figura 7.14 Traveler
Montagem de pontes, viadutos e passarelas
111
7.7.4 Trelia lanadeira
As trelias lanadeiras so equipamen-
tos na forma de grandes trelias, que operam
sobre apoios deslizantes, ocupando o vo no
qual a estrutura ser montada. Essas trelias
so mais utilizadas na montagem de estrutu-
ras de concreto protendido devido ao grande
peso prprio das vigas. Caso no se disponha
de trelia lanadeira, a montagem de vigas de
concreto protendido exigir guindastes de al-
tas capacidades, mesmo assim limitado hi-
ptese de montagem sobre o solo, no caso de
viadutos.
Por outro lado, a montagem por lana-
mento convencional de vigas de concreto
proibitiva pela inverso de momentos durante
o processo, incompatvel com este tipo de es-
truturas. Da o fato de a trelia lanadeira ser
praticamente a nica soluo de montagem de
estruturas de concreto protendido, sendo uma
alternativa para as estruturas em ao em cer-
tos casos.
Na parte superior da trelia e transversal-
mente a ela, existem duas pontes rolantes mu-
nidas de guinchos, dimensionadas para sus-
penderem e transladarem as vigas. O conjunto
destas duas pontes rolantes e mais a cabine
onde esto o gerador, o quadro de comando
e o motor, deslocam-se longitudinalmente, em
cima da trelia transportando a viga.
Cada conjunto de apoio da trelia cons-
titudo de dois carrinhos com balancins, sobre
os quais deslizam os trilhos dos banzos infe-
riores da trelia. Estes carrinhos, por sua vez,
deslizam transversalmente trelia, em cima
de trilhos, permitindo o deslocamento transver-
sal das vigas.
7.7.5 Guinchos
Os guinchos so equipamentos de tra-
o, utilizados para puxar cargas na horizon-
tal. Com o auxlio de roldanas, tambm podem
ser utilizados para iamentos na vertical. Os
guinchos podem ser acionados por motores
eltricos, a diesel ou por ar comprimido.
Geralmente os guinchos movidos a diesel
so os que possuem as maiores capacidades,
sendo por isso os preferidos na montagem de
pontes por lanamento, devido s grandes car-
gas envolvidas. Para se tirar maior proveito do
equipamento, usual a utilizao de jogos de
roldanas para se reduzir a fora de trao no
cabo de acionamento, e consequentemente, a
capacidade necessria do guincho.
7.7.6 Macacos trepadores
Estes equipamentos so utilizados como
auxiliares da montagem de grandes cargas,
exclusivamente na vertical. Por isso, se pres-
tam ao iamento de vos inteiros de pontes,
partir das extremidades.
7.8 Montagem de passarelas
7.8.1 Generalidades
A montagem de passarelas bastante
semelhante montagem das pontes, mas com
a ocorrncia de peas muito mais leves e equi-
pamentos consequentemente menores. Todas
as tcnicas descritas acima para as pontes e
viadutos se aplicam s passarelas. A possibili-
dade de realizar a montagem de grandes vos
da estrutura de uma s vez, real no caso das
passarelas. Como as peas possuem peso re-
duzido, ser possvel transportar a passarela
quase pronta de fbrica para o local da mon-
tagem. Com uma rpida pr-montagem, ia-se
uma grande parte da estrutura com equipa-
mento de custo relativamente baixo num curto
espao de tempo. Esta caracterstica permite a
utilizao de passarelas de estruturas de ao
sobre movimentadas avenidas quase sem in-
terrupo do trnsito.
Figura 7.15 Passarela de pedestres em ao
112
7.8.2 Recomendaes
Verificar no desenho o local e a posio
da passarela, amarrando o eixo longitudi-
nal e transversal de cada base com pon-
tos, bandeirolas, etc. Estas marcaes
sero de preferncia em cor vermelha.
Alinhar, nivelar e conferir o vo de eixo
a eixo entre os chumbadores, verificando
seu alinhamento e nivelamento antes de
liberar para a montagem.
Todas as medidas devero ser exatas
de acordo com as cotas contidas no de-
senho da obra. Assentar corretamente os
calos de apoio das placas de base, den-
tro da cota do projeto.
Se a passarela for treliada, alinhar, ni-
velar e esquadrejar os skids de tal forma
que as emendas onde sero aparafusa-
das ou soldadas no coincida com os ski-
ds.
A trelia dever ser alinhada, esquadre-
jada e nivelada. Caso haja contra-flecha
na pea, nivelar os skids de acordo com
a mesma. Verificar a contra-flecha aps a
soldagem.
Uma tendncia na concepo de passa-
relas a soldagem de fbrica e ligaes para-
fusadas de campo. Devido possibilidade de
execuo de pr-montagem de oficina, a sol-
dagem das peas levar a uma economia no
consumo de materiais. A soldagem se presta
muito bem em ambiente protegido de intem-
pries, possibilitando a utilizao de processos
com proteo gasosa de grande rendimento.
Alm das facilidades proporcionadas pela f-
brica com disponibilidade de todos os recursos
em um mesmo local. A passarela poder ser
transportada em grandes segmentos para o
campo, devido ao peso reduzido e as dimen-
ses compatveis com os veculos mais utili-
zados. Para a montagem, entretanto, todos os
recursos devem ser mobilizados pela monta-
dora.
Montagem de pontes, viadutos e passarelas
Caractersticas mais comuns das obras
de passarelas:
montagem sobre via com trnsito pesa-
do devendo-se minimizar ao mximo as
interrupes e a permanncia no local;
perodo curto de obra, no compensan-
do a aquisio de transformadores ou so-
licitao de ligaes provisrias de ener-
gia por parte da concessionria;
possibilidade de utilizao de ferramen-
tas pneumticas alimentadas por com-
pressores de ar movidos a leo diesel.
Deve-se optar pelas ligaes parafusa-
das no campo, pela rapidez de execuo e
facilidade das ferramentas pneumticas, que
no necessitam de energia eltrica.
113
Outros tipos de estrutura
Captulo 8
114
Outros tipos de estrutura
8.1 Introduo
Neste captulo so abordadas as estrutu-
ras no classificadas como de edificaes nem
como de obras de arte, j abordadas em cap-
tulos anteriores. So estruturas peculiares que
demandam tcnicas construtivas bem diversas
entre si. Dentro de cada modalidade, formam
verdadeiras especialidades no ramo das estru-
turas em ao, so elas: torres, tanques e es-
feras de armazenamento, chamins, vasos de
presso, estruturas espaciais. As empresas fa-
bricantes de torres de transmisso dificilmente
oferecem tambm a fabricao de tanques de
armazenamento, ou ainda, montadoras de es-
truturas espaciais no executam normalmente
a montagem de esferas. Esta especializao se
verifica em toda a cadeia produtiva, partindo do
projeto estrutural, equipamentos necessrios
fabricao, matria-prima aplicada e tambm
pelo processo de montagem e equipamentos
necessrios. Uma mesma empresa tende a
atuar somente em um ou dois segmentos onde
as estruturas so similares, precisamente pela
tecnologia e logstica necessrias para a exe-
cuo serem similares, por exemplo: Tanques
e chamins possuem certa semelhana tanto
na fabricao e matria-prima quanto na mon-
tagem, apesar das diferenas existentes se-
rem evidentes.
8.2 Montagem de torres
As torres so estruturas altas com seo
transversal pequena em relao altura, desti-
nadas a elevar do solo algum equipamento ou
utilidade. As solicitaes devidas ao vento riva-
lizam em importncia com as cargas verticais,
muitas vezes superando-as. Pode-se classifi-
car as torres quanto ao partido estrutural ou
pelo material empregado: torres constitudas
de cantoneiras e outros perfis leves abertos e
torres formadas por tubos fechados; torres de
seo transversal varivel e outras de seo
contnua (postes); torres constitudas de diver-
sos elementos esbeltos interligados formando
uma trelia espacial e torres formadas por um
nico elemento tubular; torres estaiadas (mas-
tros) e as engastadas na base, chamadas de
autosuportadas.
a) Torres treliadas autosuportadas o
tipo mais comum de torre destinada a supor-
te de cabos de transmisso de energia eltri-
ca em alta tenso e as destinadas a suportar
equipamentos de telefonia fixa. Estas torres
so constitudas de cantoneiras galvanizadas
parafusadas entre si. Suas peas so muito
leves e fceis de serem transportadas para
os locais de montagem. Pela caracterstica de
sua utilizao atravessando grandes exten-
ses territoriais, as torres de transmisso se si-
tuam em pontos de difcil acesso para veculos
e equipamentos. A soluo ideal de montagem
deste tipo de torres a pr-montagem manual
de subconjuntos da estrutura, ao nvel do solo,
e o posterior iamento destes por meio de um
guindaste. Entretanto, nem sempre ser poss-
vel o acesso de um guindaste ao local. Neste
caso, o iamento dos subconjuntos ser feito
com o auxlio de paus de carga instalados pro-
visoriamente na prpria estrutura, e deslocados
para cima medida que a montagem progride.
O faco (pau de carga) dotado de uma po-
lia instalada na parte superior, por onde passa
a corda de fibra ou cabo para o iamento das
peas. Na parte inferior o faco possui uma
garra que se apia junto a um n da estrutura
j previamente montada. O cabo de iamento
Figura 8.1 Montagem de torre de transmisso de energia
eltrica
115
ser passado por diversas polias de mudan-
a de direo at que esteja alinhado com o
equipamento de trao. Para a trao poder
ser utilizado um trator ou outro veculo adequa-
do ao terreno. O iamento feito afastando-se
lentamente o trator da torre. No iamento de
peas ou conjuntos maiores sero necessrios
dois ou mais cabos de iamento. Para isto deve
ser instalado um pau-de-carga para cada linha
de iamento, interligando cada um ao veculo
trator atravs de olhais e manilhas.
b) Torres tubulares engastadas na base
(postes) Muito utilizadas para suporte de
equipamentos de telefonia celular. So consti-
tudas de um nico tubo cnico de seo circu-
lar ou poligonal de chapa de ao. A torre ser
dividida em algumas sees de comprimento
adequado ao transporte, normalmente de seis
metros. As sees sero interligadas entre si
por meio de conexes de encaixe, flangeadas
ou parafusadas. Este tipo de torre eminente-
mente urbano, facilitando a utilizao de guin-
dastes na montagem. A torre poder ser pr-
montada na horizontal e verticalizada por um
guindaste desde que suporte bem este tipo de
solicitao. Outro processo de montagem ser
pelo iamento seo por seo. Neste caso,
pode ser utilizado um pau-de-carga colocado
entre torres de andaimes montadas em tor-
no da torre. Os postes treliados podero ser
montados pelos mesmos processos.
c) Torres estaiadas (mastros) So es-
truturas muito esbeltas articuladas na base,
que contam com cabos de ao interligados em
diferentes pontos de sua altura e ancorados no
solo para sua estabilizao. Este tipo de torre
se presta principalmente para locais com gran-
de disponibilidade de espao, pois os estais
so ancorados distantes da estrutura. So uti-
lizadas para suporte de equipamentos de rdio
Figura 8.2 Montagem de torre de transmisso de energia
eltrica
Figura 8.3 Montagem de torre de transmisso de energia
eltrica
116
transmissores e linhas de energia. Podem ser
treliadas ou tubulares, na forma de poste ou
aporticada. Sua caracterstica principal o peso
reduzido e conseqente economia de material
devida a utilizao dos estais. Desde que su-
portem os esforos, podero ser verticalizadas
com o auxlio de um guincho, basculando so-
bre a prpria base. Podem ser utilizados mas-
tros para aumento do ngulo de iamento. Os
estais j devem estar previamente instalados
torre, porm ainda no ancorados s bases.
Os estais instalados r serviro de freio para
a verticalizao.
8.3 Montagem de tanques e
reservatrios
Os tanques de armazenamento so es-
truturas cilndricas formadas por chapas de
ao carbono, destinadas a armazenamento
de produtos lquidos ou a granel. Os tanques
maiores possuem o eixo na vertical, e os pe-
quenos tanques o eixo na horizontal. Seu tipo
de carga promove sob a superfcie das pare-
des laterais um esforo de trao proporcional
a altura do lquido, conjugado com a flexo. A
forma cilndrica resulta em pequenas espessu-
ras das paredes, tanto pela grande resistncia
trao do ao quanto pela resistncia a fle-
xo da forma das paredes.
Os principais tipos de reservatrios
so:
Tanques de teto fixo - So reservatrios
de gua, lcool ou derivados de petrleo sub-
metidos a presso atmosfrica e construdos
sobre o solo. O fundo formado por tiras de
chapas de ao superpostas, unidas atreavs
de soldas de filete. O costado (parede lateral)
formado por anis de chapas de ao, cuja es-
pessura maior junto ao fundo e decresce nos
anis superiores at chegar ao teto. As chapas
do costado podem ser posicionadas de topo,
com ou sem chanfro e ligadas por meio de
solda horizontal e vertical. O teto levemente
cnico e formado por tiras de chapas, que de-
vem estar apoiadas em uma estrutura supor-
te. A estrutura interna formada por diversas
colunas apoiadas sobre o fundo, interligadas
por vigas radiais e circunferenciais. Conforme
a utilizao o tanque possuir bocais flangea-
dos de inspeo, portas de visita, extravasor,
descargas de fundo e entrada de produto. A
juno entre o costado e o teto possui um anel
de reforo de contraventamento. A escada de
acesso ao teto poder ser do tipo marinheiro
com guarda-corpo ou espiral soldada ao cos-
tado.
Outros tipos de estrutura
Figura 8.4 Torre estaiada
Figura 8.5 Montagem de tanque de armazenamento
117
A fabricao dos tanques cilndricos se li-
mita a calandragem do costado, a preparao
das bordas das chapas, bocais flangeados, es-
trutura do teto e acessrios. As demais ativida-
des se desenvolvem no campo durante a mon-
tagem. As fundaes so formadas por uma
cinta cincunferencial em concreto armado sob
o costado. Normalmente a carga do fundo se
distribui diretamente sobre o terreno compacta-
do e impermeabilizado. Inicia-se a distribuio
das chapas do fundo sobre a base. As soldas
do fundo sero normalmente por justaposio
com traspasse de uma chapa sobre a outra,
com soldas de filete na espessura da chapa
superior. O fundo possui um anel de chapas
sob o costado, que deve estar bem nivelado
para um perfeito assentamento das chapas
do costado . Chama-se anel anular. As juntas
transversais so executadas por primeiro, for-
mando tiras de chapas. As juntas longitudinais
devem ser executadas de forma a se evitarem
as deformaes provenientes das contraes
de soldagem. A montagem do costado se faz
pelo iamento das chapas horizontalmente e
posicionadas sobre o anel do fundo. Para o
iamento das chapas do costado podem ser
utilizados os seguintes processos:
Pau-de-carga situado em um ponto pr-
ximo do costado, que levanta uma chapa
por vez. Durante a montagem do primeiro
anel o pau-de-carga ser deslocado para
o centro de cada chapa a ser verticaliza-
da. Aps o fechamento do primeiro anel
do costado, o pau-de-carga poder ficar
estacionrio junto ao primeiro anel para o
iamento das demais chapas. As chapas
do segundo anel sero iadas uma a uma
e deslocadas para sua posio por meio
de roletes que deslizam sobre o topo e a
lateral das chapas do anel inferior.
Derrick situado no centro do tanque,
apoiado sobre o fundo. A lana deste der-
rick ter comprimento suficiente para al-
canar as chapas estocadas e iar uma a
uma sobre o anel inferior. O mastro verti-
cal do derrrick poder ser a prpria colu-
na central da estrutura do teto.
Utilizao de um guindaste para o ia-
mento das chapas do costado.
Devem ser instalados previamente ba-
toques metlicos no fundo para o posiciona-
mento do primeiro anel do costado. As chapas
vizinhas so ajustadas umas as outras por
cunhas de atracao antes do primeiro passe
de solda. Aps o posicionamento e soldagem
do primeiro anel, se faz o iamento das cha-
pas do segundo anel do costado de forma a
no coincidir as juntas verticais com as juntas
do anel inferior. As chapas do segundo anel
sero atracadas de topo sobre as chapas do
primeiro. Aps a soldagem das juntas verticais
e complementao da atracao de um anel
sobre o outro, ser feita a solda circunferen-
cial horizontal. Esta solda poder ser executa-
da por equipamento automtico pelo proces-
so de arco submerso, de grande rendimento,
que desliza sobre as chapas do segundo anel.
Para os demais anis do costado o mtodo se
repete. Para a montagem do teto, necess-
ria a montagem prvia da estrutura suporte.
Aps, as chapas so iadas sobre a estrutura
do teto.
Tanques de teto flutuante So reser-
vatrios de derivados de petrleo de alta vola-
tilidade como a gasolina. O fundo e o costado
so similares aos de tanques de teto fixo. A ca-
racterstica principal deste tipo de tanque o
Figura 8.6 Montagem de tanque de armazenamento
118
seu teto de tipo flutuante constitudo de tiras de
chapas de pequena espessura circundadas por
um anel flutuador. O teto flutua sobre o lquido
armazenado, variando sua altura de acordo
com o nvel deste. Possui juntas especiais de
vedao ao redor do anel flutuador no contato
com o costado. Para a montagem destes tan-
ques adotam-se os mesmos procedimentos do
tipo de teto fixo para o fundo e o costado. An-
tes do fechamento total do costado a estrutura
do teto dever estar montada sobre estrutura
suporte provisria instalada sobre o fundo.
8.4 Montagem de esferas
Esferas so utilizadas para o armaze-
namento de produtos sob alta presso, como
gases por exemplo. Possuem a forma esfrica
ideal para a distribuio uniforme das presses
internas. So formadas por grossas chapas
de ao encurvadas, normalmente na forma
de fusos, formando faixas que se estreitam
partir do equador para os plos. As chapas
dos fusos podem ou no se encontrarem nos
plos. Neste caso, haver um grupo de cha-
pas transversais aos fusos formando calotas
polares. formando As esferas so suspensas
pelo equador por um grupo de colunas que se
alinham em forma circular sobre o solo. As co-
lunas so contraventadas entre si fornecendo
grande estabilidade ao conjunto.
Processos de Montagem de Esferas
As esferas so montadas por guindastes.
Primeiramente as primeiras sees das colu-
nas sero montadas sobre as fundaes. En-
quanto isso, a seo superior de cada coluna
ser soldada no fuso correspondente. Aps, os
fusos superiores das colunas sero montados
sobre a seo inferior j previamente montada.
Em seguida o hemisfrio ser completado com
os fusos restantes entre os previamente mon-
tados. Os fusos vizinhos so ajustados uns
aos outros por cunhas de atracao antes do
primeiro passe de solda. O hemisfrio superior
ser montado fuso por fuso e cada chapa atra-
cada ao fuso inferior antes do iamento do fuso
seguinte. As peas dos polos sero montadas
no final, primeiramente o inferior e depois o su-
perior. Devido ao grande acmulo de tenses
causado pelas soldas das juntas, as esferas
so submetidas a um tratamento trmico de
alvio de tenses. O controle de qualidade das
soldas o mais rigoroso.
8.5 Montagem de chamins e vasos
de presso
As chamins se prestam a encaminhar
gases de queima para alturas superiores para
maior dissipao. So invlucros de chapas de
ao de forma cilndrica, semelhantes aos tan-
ques de armazenamento, porm com a altura
bem maior que o dimetro. O costado tam-
bm formado por chapas de ao calandradas,
Outros tipos de estrutura
Figura 8.7 Montagem de colunas de esfera de armazena-
mento
Figura 8.8 Montagem de esfera de armazenamento
119
reforadas internamente por aranhas para
manterem a circularidade. Devido a grande al-
tura destas estruturas e as dificuldades de sol-
dagem anel por anel, prefervel a fabricao
de alguns trechos formados por vrios anis
de chapas calandradas, resultando em com-
primento adequado para o posterior transporte
para o campo. Os segmentos maiores forma-
dos pela unio dos trechos menores devero
ser verticalizados antes do posicionamento so-
bre as bases e tambm sobre os segmentos
j previamente montados. As chamins so
construdas em chapas mais finas e so rela-
tivamente mais altas e esbeltas que os vasos
de presso e no suportariam a verticalizao
completas. Esta verticalizao dos segmen-
tos dever ser feita com dois guindastes. Um
primeiro equipamento faz o iamento da parte
superior, enquanto um segundo, capaz de se
deslocar com a carga, faz o arraste da parte
inferior at o aprumamento do conjunto. Tam-
bm os vasos de presso so fabricados em
segmentos menores a serem transportados
para o canteiro. Aps a chegada no canteiro,
executa-se a soldagem dos trechos entre si
com o eixo do vaso de presso na horizontal,
junto ao solo. Neste caso poder ser vivel a
verticalizao de toda a pea completa, o que
dever ser estruturalmente verificado. O pro-
cesso de verticalizao poder ser o mesmo
aplicado aos segmentos das chamins ou ain-
da outro: Torres situadas em ambos os lados
promovem o iamento da parte superior por
meio de macacos trepadores enquanto a infe-
rior desliza sobre trilhos ou deslocada por um
guindaste sobre esteiras.
8.6 Montagem de estruturas
espaciais
As estruturas espaciais se caracterizam
por seu baixo peso se comparadas com as
estruturas planas. So formadas normalmen-
te por tubos e ns padronizados que se entre-
laam em um reticulado espacial segundo um
padro definido. Pode se definir as estruturas
espaciais como uma placa composta destes
elementos, cuja a disperso lateral e a loca-
lizao estratgica dos apoios leva a uma oti-
mizao de sua resistncia e a um aproveita-
mento timo do material.
A montagem das estruturas espaciais em
si bastante simples, bastando unir-se os v-
rios elementos a cada n da estrutura, forman-
do os mdulos bsicos que se repetiro con-
forme a regio da cobertura. Entretanto, seria
dispendioso a montagem de cada pequeno
tubo por meio de guindaste, j na posio que
ocuparia na estrutura. No caso das estruturas
espaciais os elementos e ns possuem peque-
no peso e podero ser montados manualmen-
te ou por pequenos guinchos, formando toda
a estrutura sobre cavaletes ao nvel do solo.
Aps a montagem de toda a estrutura em tor-
no dos pilares, na sua projeo, faz-se o ia-
mento de todo o conjunto por meio de talhas
e paus-de-carga localizadas nas regies dos
pilares. Somente as diagonais principais, que
descarregam as cargas da estrutura sobre os
pilares, sero montadas no alto. O restante da
montagem se far ao nvel do piso.
Figura 8.9 Iamento em tandem de segmento de chamin
121
Planejamento e oramento
de montagem
Captulo 9
122
Planejamento e oramento de montagem
9.1 Introduo
Toda atividade de engenharia deve ser
executada seguindo um planejamento previa-
mente elaborado e dentro dos parmetros con-
tidos em um oramento detalhado. Neste cap-
tulo ser abordada a montagem de estruturas
sob os prismas econmico e operacional. As
obras de montagem de estruturas em ao de-
vem possuir um planejamento que dar origem
ao oramento itemizado e distribudo ao longo
do tempo. Este oramento planejado ser til
para atender a trs objetivos principais:
1. Conhecimento dos recursos necess-
rios a execuo da montagem;
2. Informaes para o clculo do preo
de venda a ser apresentado numa pro-
posta comercial para o cliente;
3. Facilitar o controle fsico-financeiro du-
rante a obra atravs de comparaes en-
tre planejado e realizado.
Seria desejvel que as atividades de
montagem se comportassem com certa regu-
laridade e que a partir de uma observao e
anotaes atentas se formasse um banco de
dados confivel baseado no desempenho das
obras realizadas. Observa-se, entretanto, que
nem todos os funcionrios possuem a mesma
experincia, como tambm nem todas as horas
do dia so totalmente produtivas. Em certas
ocasies toda a equipe est ociosa devido a
chuva, em outras os soldadores esto parados
aguardando sua vez de atuarem. Observa-se
que a quantidade de toneladas montadas varia
conforme o tipo de ligao, as condies do
local, a regio do Pas, a poca do ano, o tipo
de pea montada neste perodo da obra, etc.
No se quer com isso afirmar a inviabi-
lidade de se formar o citado banco de dados,
mas chamar a ateno para a disperso das
informaes dele obtidas, que sempre devem
ser adotadas com cuidado. Somente com uma
anlise qualitativa criteriosa feita por oramen-
tista experiente se pode extrapolar a produtivi-
dade de uma obra realizada para outra ainda
em anlise. Mesmo porque difcil se elaborar
oramentos de obra que no sejam baseados
em experincias anteriores. Por mais original
que seja certa estrutura, sempre se procuraro
certas semelhanas com outras para se ter um
ponto de partida. Entretanto, se tais semelhan-
as forem falsas ou irreais, os erros cometidos
na elaborao do oramento sero equivalen-
tes a aqueles que se cometem quando se par-
te de pouca ou nenhuma experincia anterior.
Ou seja, prefervel utilizar o bom senso ao
se analisar uma obra nova do que se servir de
extenso banco de dados com informaes ina-
dequadas para o caso. Sem se esquecer de
que as melhorias devem ser sempre buscadas
para um aumento da competitividade da em-
presa frente as concorrentes, sendo portanto,
desejvel em certos casos, que se adotem no-
vos mtodos de montagem diferentes dos ado-
tados nas experincias anteriores.
A montagem de estruturas uma ativida-
de de risco. O montador deve possuir habilida-
des para galgar a estrutura com desenvoltura.
Sua tarefa chegar primeiro onde ningum ja-
mais esteve. Os riscos, entretanto, devem ser
reduzidos ao mximo possvel. O engenheiro
de montagem o gerente do impossvel, pois
lida todo o tempo com incertezas entre fato-
res intervenientes, muitos destes alm de suas
possibilidades. Sua tarefa trocar problemas
por solues. Possui duas certezas: a primei-
ra, de que o planejamento e o oramento no
sero cumpridos risca; a segunda, de que
sem eles sua tarefa seria destinada ao fracas-
so. Tambm aqui os problemas devem ser re-
duzidos a um mnimo inevitvel. Os oramen-
tos das obras de montagem so o reflexo da
atividade em si: possui riscos e incertezas o
suficiente para que algum se arrisque a exe-
cut-la sem planejamento.
123
9.2 Definio do Processo de
Montagem
A fim de se fazer uma primeira aproxima-
o com fins ao oramento e planejamento de
uma obra, necessria a definio do proces-
so de montagem. A especificao do equipa-
mento principal de iamento, a seqncia b-
sica de progresso e a existncia ou no de
pr-montagem constituem as principais carac-
tersticas do processo escolhido.
Para qualquer obra existem vrios fatores
que podem interferir na escolha do processo
de montagem. Muitas vezes esta escolha fica
limitada em face das dificuldades de monta-
gem ou devido ao seu alto custo, impondo con-
dies que determinam ou influem na elabora-
o do projeto. Esta definio deve ser fruto
de cuidadosos estudos, tendo-se em conta os
equipamentos disponveis, o acesso obra, as
condies topogrficas locais e o prazo dese-
jado pelo cliente, a fim de se obter a soluo
mais vivel e econmica.
Processos de montagem semi-mecaniza-
dos utilizando ferramentas manuais podem ser
econmicos em pequenas estruturas, mas im-
praticveis em obras maiores. Por outro lado,
mobilizar uma grua de torre para utiliz-la por
um perodo de poucos dias tambm se mostra
invivel pelos custos de mobilizao. Deve-se
procurar o equilbrio entre o porte da obra e os
equipamentos principais de iamento, devido a
grande participao destes nos custos.
O oramentista deve dispor de informa-
es respeito do local da obra, sobre as con-
dies que encontrar na ocasio da monta-
gem e outros detalhes da cidade. necessrio
levar em conta o tipo, as dimenses da estru-
tura, e as possveis interferncias com outras
operaes. Com freqncia algumas proibi-
es locais limitam os horrios de carga e des-
carga. Deve-se considerar ainda a influncia
dos fatores climticos no acesso dos equipa-
mentos.
Estes dados devem ser obtidos de prefe-
rencia em uma visita pessoal ao local da mon-
tagem. Alguns exemplos de informaes sobre
o local:
(a) Espao fsico e disponibilidade de
rea para o canteiro e para a estocagem
de peas;
(b) Condies de circulao de peas e
equipamentos de montagem;
(c) Disponibilidade de energia eltrica e
gua potvel;
(d) Edificaes prximas;
(e) Interferncias areas, subterrneas e
na superfcie;
(f) Disponibilidade que materiais consu-
mveis no mercado local;
(g) Disponibilidade de equipamentos para
locao;
Para a escolha do processo de montagem
tambm so necessrias informaes sobre a
estrutura, como por exemplo:
(a) Estrutura verticalizada ou horizontali-
zada;
(b) Colunas engastadas ou rotuladas nas
bases;
(c) Estruturas aporticadas ou contraven-
tadas;
(d) Ligaes de campo soldadas ou pa-
rafusadas;
(e) Vigas e colunas de perfis de alma
cheia ou treliadas;
(f) Pea mais pesada;
(g) Pea mais longa;
(h) Maior momento de tombamento;
(i) Prazo exigido pelo cliente;
(j) Quantidade de peas e peso total.
124
9.3 Planejamento de montagem
O planejamento da obra parte de uma
listagem de todas as atividades necessrias
produo da obra, a comear pelas mais ge-
rais. Cada atividade principal poder ser sub-
dividida em atividades menores, e assim cria-
se um segundo nvel, e assim por diante. Esta
a definio de quantos nveis o planejamento
deve ter ser feita segundo a necessidade do
oramento. Cabe ao profissional de planeja-
mento discernir at qual nvel de atividades
representativas da obra se descer sem recair
em superficialidades ou em detalhismo.
No nvel inferior est a unidade bsica de
trabalho que, que se chama tarefa.
Esta listagem de atividades poder ser
apresentada na forma de uma estruturao
hierarquizada, semelhante a um organograma,
chamada de Estrutura Analtica do Projeto.
Para cada linha horizontal da EAP, correspon-
der a um nvel de atividades.
Planejamento e oramento de montagem
Sequncia das atividades
Aps a definio de todas as tarefas
numa estrutura hierarquizada, o prximo pas-
so ser organizar as tarefas em uma estrutura
que identifique a seqncia na qual elas devam
ser executadas. Alm disso, existe uma inter-
relao entre as atividades. Certas tarefas s
podem ser iniciadas quando outras estiverem
concludas. Outras podero ser iniciadas antes
da concluso total das anteriores. necessria
tambm uma definio das relaes entre as
atividades indicando quais atividades podem
ser iniciadas a qualquer tempo ou dependem
de outras de alguma forma.
Esta rede com as relaes de predeces-
soras/sucessoras entre as atividades permite
que identifiquemos o caminho crtico da obra:
seqncia de tarefas relacionadas entre si que
definem a durao total do projeto.
Tipos de relaes entre as tarefas
a) FIM-INCIO: Esta a relao padro,
onde a atividade sucessora iniciada logo que
a predecessora completada. Em alguns ca-
sos, uma defasagem de tempo adicionada,
significando que a atividade sucessora pode
iniciar aps um certo perodo de tempo do tr-
mino da predecessora.
b) INCIO-INCIO: data de incio da ativi-
dade sucessora depende da data de incio da
predecessora.
c) FIM-FIM: A data de trmino da ativida-
de sucessora depende da data de trmino da
predecessora.
d) INCIO-FIM: O final da atividade su-
cessora depende do incio da atividade prede-
cessora.
Durao das Atividades
Como ponto de partida para o plano de
125
montagem pode-se quantificar a mo-de-obra
necessria para cada atividade. A quantidade
bsica ser expressa em HomemXhora, (Hh),
que expressa numericamente o consumo total
de horas trabalhadas por todos os operrios
envolvidos na execuo das atividades.
A durao de algumas atividades de-
pende do nmero de recursos alocados para
a sua realizao. Suponhamos que o perodo
de tempo necessrio para que dois operrios
completem uma atividade seja de 10 dias. Se
aumentarmos o nmero de operrios para
quatro, a atividade dever durar apenas 5 dias.
Neste tipo de atividade, se modificamos os re-
cursos alocados, modificamos a durao final
da atividade.
Outro aspeto que comanda a durao
final de uma atividade o tempo disponvel
para a sua realizao. Como tempo dispon-
vel entendemos o nmero de horas da jornada
de trabalho e quantos dias por semana sero
trabalhados. Dez funcionrios trabalhando 44
horas semanais, significam 440 Hh disponibili-
zadas por esta equipe em uma semana.
Para cada atividade existe uma quanti-
dade adequada de liderados por mestre e as-
sim, define-se o tamanho da equipe bsica. A
equipe bsica de montagem, ou seja, o pes-
soal necessrio para o iamento e posiciona-
mento das peas ser composta pelo mestre
ou encarregado, pelos profissionais envolvidos
(montadores, soldadores, maariqueiros, etc.)
e um certo nmero de ajudantes. Haver uma
equipe para cada equipamento de montagem,
por exemplo: Para cada guindaste existir um
mestre, dois a quatro montadores sobre a es-
trutura, eventualmente dois soldadores alm
de dois ou trs ajudantes para estropar as pe-
as no solo.
partir de dados histricos e do banco
de dados da empresa, determina-se quantos
Hh sero necessrios para cada atividade.
A melhor maneira de se aferir a produ-
o da equipe ser conferindo a quantidade de
estruturas montadas num perodo de tempo. A
quantidade de estruturas montadas por esta
equipe bsica durante um perodo de tempo
pode ser expressa numericamente em tonela-
das, por exemplo. Se dividir-se o consumo de
horas de toda a equipe pela quantidade de es-
truturas montadas resulta em uma quantidade
de Hh consumida por tonelada.
Este consumo relativo de Hh/t denomi-
nado de produtividade. Esta produtividade va-
ria enormemente entre os diversos tipos de es-
trutura, condies locais, tipo de equipamento,
etc. na adoo deste nmero que reside o
segredo do sucesso. Quanto maior o consumo
de Hh por cada tonelada de estrutura monta-
da, menor a produtividade e maiores sero os
custos relativos de mo-de-obra. No signifi-
ca que os custos totais sero maiores ou no,
pois dependem de outros fatores.
Durante a montagem de um galpo, por
exemplo, no incio dos servios a produtivi-
dade relativamente grande pois as colunas
so montadas nesta fase. As colunas esto
entre as peas mais pesadas dos galpes e
o consumo de Hh na montagem de cada uma
ser dividido por um grande peso de estrutura.
Todavia, no final da montagem estaro sendo
montadas as teras da cobertura que so pe-
as muito leves, resultado em um maior con-
sumo de Hh por tonelada. Constata-se que du-
rante uma mesma obra a produtividade varia
entre as diversas atividades. Significa que a
adoo de um Hh/t mdio para toda a obra
adequado para se estimar sua durao total,
mas resultaria em distores para o clculo de
cada atividade distinta. Portanto, o mais cor-
reto ser a adoo de uma produtividade para
cada atividade ou tipo de pea.
EXEMPLO: Calcular a durao e a pro-
dutividade de uma atividade constituda pela
montagem de 160 colunas de um galpo, con-
siderando:
126
a) Cada coluna pesa 1200kg;
b) A montagem de cada coluna consome
30 minutos, em mdia;
c) Utilizar uma equipe bsica (MOD) de
7 homens;
d) Considerar 44 horas de trabalho por
semana, 5 dias por semana, por homem;
e) Considerar 6,5 horas teis de trabalho
por dia til.
Soluo:
Horas necessrias para a montagem das
colunas:
Durao da montagem das 160 colunas:
dias teis = 2,46 semanas de 5
dias teis. Passando para sema-
na de 7 dias corridos, vem: 2,46
semanas de 7 dias corridos = 17
dias corridos
Horas por dia corrido de toda a equipe de
montagem:
Hh
Consumo total de Hh para a execuo da ati-
vidade:
Peso total das colunas:
Produtividade em Hh/t:
Planejamento e oramento de montagem
h
~
Nos casos em que se aplicam as equipes
bsicas, os recursos de mo-de-obra so im-
plementados aos saltos. Por exemplo, segun-
do o exerccio acima, caso fossem utilizados
dois guindastes, passariam a se utilizar duas
equipes ao invs de somente uma, portanto o
N. de homens passaria de 7 para 14 e a quan-
tidade de horas disponveis por dia til saltaria
de 44 Hh para 88 Hh.
9.4 Recursos
A obra de montagem necessita de diver-
sos recursos para ser executada. So recursos
que podem ser divididos em trs categorias:
1. Recursos humanos: Envolve a mo de
obra diretamente empregada nos trabalhos de
montagem das peas da estrutura, etc.;
2. Recursos materiais: So os equipa-
mentos, materiais, ferramentas e consumveis
necessrios para a montagem, etc.;
3. Recursos diversos: Construo e ma-
nuteno do canteiro de obras, veculos, fre-
tes, superviso, sub-empreiteiras, taxas, com-
bustveis, alojamentos, segurana do trabalho,
controle de qualidade, etc.
As duas primeiras categorias influem dire-
tamente no andamento da montagem. A tercei-
ra constitui a logstica necessria, e depender
do vulto da obra e da quantidade dos recursos
humanos e materiais alocados. Por exemplo,
uma coluna para ser iada e fixada sobre a
base demanda mo-de-obra da equipe dire-
tamente envolvida, um guindaste, andaimes,
porcas e arruelas, um cabo de ao, ferramen-
ta para aperto dos chumbadores e uma corda
para conter a pea. Alm disto, necessita de
uma ferramentaria, engenheiro supervisor, re-
feies, uniformes, leo diesel, etc.
Nota-se pelo exemplo acima que os pra-
zos influem nos recursos e a disponibilidade
de recursos tem reflexo nos prazos. A aloca-
o de recursos uma fase importantssima
na elaborao do planejamento:
127
1) Identificar os recursos necessrios
para completar cada atividade. Listar os ma-
teriais, equipamentos, mo de obra e outros
recursos necessrios.
2) Estimar os quantitativos bsicos de
cada atividade (toneladas, m2, peas).
3) Qualificar a razo entre as quantida-
des de unidades de recursos sero necess-
rios por unidade de cada atividade (ex.: Hh/t).
4) Quantificar os recursos necessrios
para a execuo de cada atividade.
5) Comparar os recursos necessrios
com os recursos disponveis.
6) Determinar o prazo da atividade e alo-
car recursos em funo deste prazo ou vice-
versa.
Estabelecendo Recursos
O primeiro passo para a alocao de re-
cursos a identificao de quais sero neces-
srios e estabelecer o custo por unidade ou
equipe para a concluso da atividade. A seguir,
considerar o nmero mximo de unidades dis-
ponveis de cada recurso. Aps se estabelecer
as necessidades e limites dos recursos neces-
srios, compara-se a demanda com a disponi-
bilidade. provvel que existam perodos onde
as necessidades excedem a disponibilidade e
em outros ocorra capacidade ociosa. Haver a
necessidade de nivelamento dos recursos ao
longo do tempo de forma a se utilizar o mximo
possvel a disponibilidade.
Para a execuo de uma obra de mon-
tagem podero estar presentes os seguintes
recursos:
Mo-de-obra indireta : constituda do
engenheiro residente ou do gerente do
contrato; supervisores tcnicos e admi-
nistrativos; auxiliares de apoio e de ad-
ministrao; controle de qualidade, segu-
rana do trabalho, pessoal dos servios
de manuteno, etc.
Mo-de-obra direta : formada pelos l-
deres de equipe; mestres ; encarregados
e por todos os profissionais envolvidos
diretamente na execuo dos servios,
como: montadores, maariqueiros, sol-
dadores, topgrafos, ajudantes, eletricis-
tas, etc.
Equipamentos : Guindastes, guindastes
veiculares, gruas, guinchos, compresso-
res, geradores, mquinas de solda, an-
daimes, etc.
Ferramental : estropos, esticadores,
manilhas, patescas, talhas-catraca, ta-
lhas-tirfor, chaves manuais, mquinas de
torque, cordas e cabos de ao, porta-ele-
trodos, conjunto oxi-acetileno, estufas, li-
xadeiras, cabos de solda, extenses el-
tricas, etc.
Canteiro de obras : Transformadores,
barraces, conteineres, escritrios, refei-
trio, alojamentos, banheiros e sanitrios,
ferramentaria e almoxarifado, guarita, te-
lefones, mveis, materiais de expediente,
cercas, tapumes, etc.
Veculos : automveis, caminhonetes,
caminho-carroceria, ambulncia, etc.
Materiais e consumveis : eletrodos de
solda, eletrodos de grafite, discos de cor-
te e de desbaste, bicos de corte, cilindros
de oxignio, GLP ou acetileno, tintas e
solventes, rolos e trinchas, equipamentos
de proteo individual, material de expe-
diente, leo diesel, gasolina, etc.
Nivelamento de Recursos
Ao se distribuir os recursos humanos ao
longo do tempo podem haver algumas jane-
las sem utilizao. Durante a obra de monta-
gem, no se pode mandar o trabalhador para
casa nestes dias ociosos e cham-lo nova-
mente depois. Para efeito de custos portanto,
no caso da montagem, o recurso ocioso con-
tinuar custando, pois em seguida o trabalha-
dor ser necessrio novamente. So recursos
que no se pode desmobilizar. Uma grua por
exemplo, pode ficar uma semana sem ser uti-
lizada. Todavia, no vivel desmont-la para
economizar nos custos de aluguel de alguns
128
dias. A grua estar a disposio at que se
possa desmobiliz-la definitivamente. At que
isso seja possvel, os custos de aluguel da
grua sero contnuos, devendo permanecer no
planejamento e no oramento todo o perodo a
disposio da obra. Desta forma, os recursos
devem ser alocados sem janelas que, na prti-
ca, no ocorrero.
9.5 Cronogramas
Para que se possa analisar as ativida-
des graficamente ao longo do tempo e em ter-
mos de inter-relaes entre si, apresenta-se o
planejamento fsico na forma de cronograma,
onde no eixo das ordenadas apresentam-se
as tarefas e no eixo das abscissas a linha do
tempo.
Geralmente os cronogramas so apre-
sentados na forma de diagrama de barras ou
grfico de GANTT, como conhecido. Cada
atividade parcial listada normalmente na or-
dem cronolgica de execuo, de cima para
baixo e direita, indica-se por unidade de tem-
po, a durao da atividade por meio de uma
barra horizontal.
(ver figura 9.2 - Exemplo de cronograma)
Histograma de mo-de-obra
O objetivo do Histograma de mo-de-
obra propiciar a visualizao das funes e o
nmero de profissionais de cada uma por uni-
dade de tempo. Geralmente apresentado na
forma de planilha, onde constam as especiali-
dades esquerda e o nmero de cada uma
direita.
(ver Figura 9.3 - Exemplos de histogramas)
Histograma de equipamentos
O Histograma de equipamentos se-
melhante ao de mo-de-obra e o objetivo
descrever ao longo do tempo a quantidade de
cada equipamento. Logicamente, um e outro
so frutos do planejamento da obra, que por
sua vez devem ser compatveis com o ora-
mento.
Os histogramas so muito teis para o
nivelamento de recursos, facilitando a visua-
lizao de janelas e superposies. Tambm
para a elaborao dos oramentos so im-
portantes, tanto para a listagem dos recursos
quanto para clculo do tempo de permanncia
de cada um.
9.6 Oramento
Cada oramentista cria o seu prprio m-
todo de trabalho. A empresa montadora de es-
truturas decide de que maneira ir apropriar os
custos das obras e este fato determina o modo
como os mesmos sero calculados na fase de
oramento.
O oramento deve ser abrangente, no
desprezando nada de relevante e ser isento
de contingenciamentos. A forma dada ao or-
amento deve em tudo ser compatvel com a
maneira e a caracterstica do controle a ser
exercido aps o incio da obra.
Outro aspecto relevante a qualidade e a
quantidade das informaes disponveis a res-
peito da obra na ocasio do oramento. A su-
perficialidade nas informaes a responsvel
por muitos insucessos.
So apresentados abaixo alguns mtodos
de elaborao do oramento de montagem:
1. O oramento poder ser elaborado
detalhadamente, contemplando todos os itens
necessrios sua realizao, baseando-se as
quantidades adotadas em dados histricos da
empresa, e os custos unitrios de mo-de-obra
e equipamentos levantados junto ao mercado.
Deve-se estimar a durao de cada atividade,
somando-se as horas trabalhadas de todos
os trabalhadores envolvidos diretamente bem
como os custos de todos os demais recursos
necessrios.
Planejamento e oramento de montagem
Figura 9.2 - Exemplo de cronograma
Figura 9.3 - Exemplos de histogramas
131
2. Baseando-se no peso estimado para
a estrutura e de posse do valor de mercado,
arbitrar um custo unitrio por tonelada (dedu-
zindo-se o BDI) que dever ser obtido quando
da execuo da obra.
3. Adotar uma produtividade em Hh/t con-
forme o tipo de obra e calcular o consumo total
de Hh baseado no peso da estrutura. Obter um
custo do Hh que contemple a mo-de-obra di-
reta, indireta, canteiro, equipamentos, consu-
mveis, taxas, etc. Multiplicar o total de Hh pelo
custo unitrio obtido.
No final, o oramentista extrair os ndi-
ces fsicos (Hh/t) e os ndices econmicos (R$/
t, R$/Hh) e verificar se esto de acordo com
as suas expectativas. O oramentista deve-
r ter uma expectativa quanto aos valores de
mercado. Estruturas idnticas podem ter cus-
tos de montagem totalmente diferentes apenas
por apresentarem diferenas quanto s condi-
es locais.
Para execuo da montagem, a monta-
dora contar com os seguintes profissionais:
1. Engenheiro responsvel pela obra
em todos os aspectos;
2. Mestre ou encarregado o lder da
equipe de montagem;
3. Topgrafo verificar topograficamen-
te as medidas, esquadro, nivelamento, prumo,
etc.
4. Mestre de solda o lder da equipe
de soldadores quando o tipo de solda exigir.
5. Administrativo auxiliar o engenheiro
nas tarefas de administrao do canteiro.
6. Ferramenteiro responsvel pela guar-
da e distribuio de ferramentas, consumveis
e EPIS.
7. Montador executar o iamento, ajus-
te e fixao das peas atravs de parafusos ou
ponteamento. Nas ligaes parafusadas que
exigirem, executar o torque.
8. Maariqueiro profissional que opera-
r o maarico de corte.
9. Pintor profissional responsvel pela
pintura das estruturas, preparao de tintas,
limpeza de superfcies e lixamento.
10. Soldador tambm chamado de ope-
rador de solda, executar a soldagem das pe-
as entre si utilizando mquinas retificadoras/
transformadoras de solda.
11. Ajudante auxilia todos os demais.
Para a elaborao do oramento detalha-
do apresenta-se abaixo um listagem dos itens
a serem apropriados na montagem de estru-
turas:
Custos do grupo Recursos Humanos:
(a) Salrios ;
(b) Encargos obrigatrios;
(c) Dirias e ajudas de custo;
(d) Equipamentos de proteo individual/
uniformes;
(e) Autnomos;
(f) Horas extras;
(g) Refeies;
(h) Vale-transporte;
Custos do grupo Materiais:
(a) Depreciao de equipamentos pr-
prios;
(a) Materiais de consumo;
(b) Aluguel de equipamentos;
(c) Equipamentos auxiliares;
(d) Reposio de ferramentas;
(e) Manuteno de equipamentos;
(f) Custos de operadores;
(g) Oxignio, GLP, acetileno.
Custos do grupo diversos:
(b) Construo do canteiro de obras;
(i) Passagens e despesas de viagens;
(h) Transporte de equipamentos
(i) Veculos;
(c) Manuteno do canteiro de obras;
(d) Despesas com mobilizao e desmo-
bilizao;
(e) Telefone, energia eltrica, gua pot-
vel;
(f) Sub-empreiteiras;
(j) Alojamentos;
132
(g) Materiais de expediente;
(h) CREA, Taxas municipais;
(i) Exames admisionais, demissionais,
peridicos;
(j) Combustveis para veculos.
9.7 Clculo do preo de venda e
proposta
A obteno dos preos de venda das
obras resultante de todo o trabalho dos di-
versos profissionais envolvidos no oramento
de custos e na soluo tcnica de montagem.
Seu objetivo o de ser apresentado para a
apreciao do cliente visando a contratao
da montagem. Na formao do preo de ven-
da estaro todos os custos apurados no ora-
mento, alm dos impostos incidentes, lucro e
despesas administrativas.
Preos de Servios
Os contratos de prestao de servios
so aqueles fornecimentos que no se limitam
ao fornecimento de materiais, nos quais existe
o fornecimento de mo-de-obra. A prestao
de servios de montagem fica patente sobretu-
do quando as estruturas de ao so fornecidas
por terceiros ou mesmo quando a matria pri-
ma adquirida pelo cliente.
Por exemplo, na montagem de estrutu-
ras, eventualmente a montadora ir executar
as juntas soldadas utilizando eletrodos de sol-
da de seu fornecimento. Mas a incidncia des-
tes materiais minoritria em relao ao obje-
to principal, ou seja a prestadora de servios
no est vendendo eletrodos, mas sim servi-
os de montagem. Os eletrodos no constaro
sequer em uma nota fiscal discriminados como
tal. Assim, ainda que possam envolver o con-
sumo de materiais, a prestao de servios
uma atividade eminentemente de fornecimen-
to de mo-de-obra.
Proposta
Aps a elaborao do oramento, o de-
partamento de vendas ir elaborar uma pro-
posta a ser enviada ao cliente. Trata-se de um
documento no qual a empresa enumerar to-
dos os servios ofertados e as condies de
fornecimento. Estas condies so solicitadas
pelo cliente em uma carta convite ou similar.
Quando o cliente for um rgo pblico, o pro-
cesso de concorrncia dever seguir a Lei de
Licitaes.
A proposta poder ser dividida em duas:
Proposta comercial, onde a proponente ir
apresentar os preos dos servios, e a propos-
ta tcnica onde informar as especificaes
dos servios e produtos ofertados.
BDI
O preo de venda ser ainda formado pe-
los custos apurados no oramento e pelo cha-
mado BDI, benefcios e despesas indiretas. Em
algumas empresas os impostos fazem parte do
BDI, em outras no. Neste exemplo o BDI ser
apresentado sendo formado apenas pelo lucro
e as despesas administrativas. Concebemos o
BDI composto de duas partes principais:
I. Lucro
II. Despesas administrativas
O lucro a remunerao que a empresa,
como pessoa jurdica, obter com a execuo
da obra. Este montante de recursos ir para o
caixa da empresa e servir para o seu cresci-
mento, para remunerar o capital investido pe-
los acionistas e seus colaboradores.
As despesas administrativas so os cus-
tos indiretos decorrentes do funcionamento da
empresa e que no esto diretamente envolvi-
dos nos trabalhos de campo durante a monta-
gem. De certa forma, estas despesas podem
ser interpretadas como os custos fixos que a
empresa incorre ao longo do ms e que no au-
mentam nem diminuem necessariamente com
a produo. Estes custos administrativos em
muitos casos so os custos daqueles depar-
tamentos de apoio s atividades de produo,
sem os quais no seria possvel realiz-los:
Planejamento e oramento de montagem
133
I. Salrios de pessoal de escritrio;
II. Encargos sociais obrigatrios;
III. Encargos financeiros;
IV. Tarifas bancrias;
V. Retiradas dos scios e remunerao
da diretoria;
VI. Honorrios diversos;
VII. Materiais de limpeza, expediente,
manuteno, caf, etc.
VIII. Aluguis de imveis;
IX. Despesas com veculos;
X. Propaganda, feiras e eventos;
XI. Despesas de viagens;
XII. Despesas de elaborao de propos-
tas e de vendas;
XIII. Empresas terceirizadas;
XIV. Despesas com vale-transporte, re-
feies, planos de sade, exames admis-
sionais do pessoal da administrao.
Estes custos devero ser reembolsados
pelas obras executadas, pois caso contrrio,
os lucros destes contratos estaro prejudi-
cados. Ainda que os custos de execuo da
montagem estejam dentro dos oramentos
previstos, se as despesas administrativas no
forem apropriadas adequadamente, as obras
podero dar prejuzo. H duas maneiras mais
comuns de apropriao das despesas admi-
nistrativas:
Levantamento de um percentual a ser
considerado por dentro dos preos de
venda dos servios;
Reembolso destas despesas por fora
dos custos de comercializao, como
verba prevista de um rateio previamente
definido.
Impostos
Existe em nosso pas um considervel
aparato tributrio e fiscal, de aplicao obriga-
tria. Os impostos devem ser embutidos nos
preos pois certamente significam menos re-
cursos a ingressarem nos cofres da empresa.
Ainda que o recolhimento dos impostos
no ocorra simultaneamente com o faturamen-
to, o fato de embuti-los nos preos funciona
como um aprovisionamento de verbas a serem
utilizadas no futuro. Entretanto, o nmero de
retenes efetuadas no ato da emisso das
notas fiscais j est to elevado, que a parcela
a ser recolhida futuramente est cada vez me-
nor. Para estes tributos, a empresa cria uma
reserva financeira que dever existir na opor-
tunidade em que efetivamente fizer o recolhi-
mento.
Existem tributos e contribuies inciden-
tes sobre o faturamento e outros que depen-
dem dos lucros auferidos no futuro e devem
ser estimados.
Proposta Tcnica
A segunda parte da proposta possui um
contedo tcnico. Nestes documentos a pro-
ponente ir demonstrar sobretudo conheci-
mento sobre as caractersticas tcnicas da
obra, apresentando:
a) Lista dos equipamentos a serem utili-
zados;
b) Histograma dos equipamentos;
c) Histogramas de mo de obra;
d) Lay-out do canteiro de obras;
e) Cronograma fsico das fases da obra;
f) Descritivo do processo construtivo;
g) Organograma do canteiro de obras;
h) Currculos dos profissionais alocados
no organograma;
i) Certificado de visita tcnica;
Qualificaes
Com o intuito de se prevenir contra pro-
blemas futuros com maus fornecedores, os
clientes exigem uma srie de qualificaes
prvias das proponentes. Poderamos classifi-
car estas qualificaes em trs grupos:
Qualificao Fiscal;
Qualificao jurdica;
Qualificao tcnica.
Qualificao Fiscal
134
A qualificao fiscal formada por cer-
tides negativas de dbito junto s fazendas
Federal, estadual e municipal. As proponentes
devem provar por meio da posse destes docu-
mentos, que pagam os impostos como ISSQN,
ICMS, PIS, contribuies como a COFINS,
INSS e ao FGTS. Neste quesito incluem-se
os balancetes e demonstrativos quanto situ-
ao de sade financeira da empresa.
Qualificao Jurdica
A qualificao jurdica formada pelas
provas de inscrio da empresa junto prefei-
tura, ao Estado e ao CNPJ (Ministrio da Fa-
zenda); alvar de funcionamento, inscrio no
Conselho de Engenharia, Arquitetura e Agro-
nomia.
Qualificao Tcnica
A qualificao tcnica a comprovao
de acervo tcnico registrado no CREA, de exe-
cuo de servios similares aos do objeto; pro-
va de possuir nos seu quadro de funcionrios
profissionais habilitados e com acervo tcnico
compatvel com o objeto do contrato.
Estas qualificaes sero exigidas em
concorrncias pblicas, entretanto crescen-
te o nmero de empreendedores privados que
exigem igualmente documentao semelhan-
te. As propostas so analisadas aps a fase de
qualificao estar atendida.
9.8 Contrato
Escolhida a empresa ganhadora da con-
corrncia, ser elaborado o contrato que espe-
lhar todas as negociaes feitas com o clien-
te. Nas contrataes por parte de entidades
privadas, o contrato baseado na proposta da
proponente e modificado nos pontos que forem
acertados entre as partes. Quando o contrato
celebrado com algum rgo da administra-
o pblica, o prprio edital freqentemente j
traz a minuta do contrato, com o qual a pro-
ponente concorda tacitamente ao participar da
licitao.
Planejamento e oramento de montagem
Os contratos so compostos de clusulas
e pargrafos, repetindo-se de maneira geral os
tpicos abordados nas propostas. Entretanto,
como instrumento jurdico que , o contrato
deve contemplar as circunstncias onde po-
der ser rescindido, as penalidades e multas
previstas na inobservncia de uma ou mais
clusulas por uma das partes.
A proposta poder ser citada como refe-
rncia contratual, ou ser substituda por ele.
As clusulas do contrato serviro para regular
todos os aspectos da relao entre o cliente e
a empresa de construo metlica. Um bom
contrato dever possuir clusulas sobre os se-
guintes tpicos:
1) Identificao da Contratante e da Con-
tratada;
2) Representantes legalmente habilita-
dos;
3) Documentao de referncia;
4) Caracterizao da obra, Objeto;
5) Os quantitativos bsicos e a planilha
de preos;
6) Prazo de execuo;
7) Obrigaes da contratante;
8) Obrigaes da contratada;
9) Forma de pagamento;
10) Critrios de medio;
11) Penalidades;
12) Reajustamento;
13) Foro.
Formas de Remunerao dos
Contratos
(a) Preo Global
Tambm chamado de contrato por em-
preitada por preo global, deve ter o objeto
muito bem definido. Este tipo de contrato d
tranqilidade ao contratante pois d uma vi-
so clara do custo total da obra. A contratada
tem um grande interesse em cumprir os prazos
contratuais, visto que uma maior permanncia
no canteiro de obras aumentaria seus custos,
alm de incorrer em multas contratuais. Ser-
vios fora do escopo, alm do objeto original,
so de difcil negociao.
135
(b) Preo Global com Itemizao
Semelhante ao anterior mas com os itens
que formam o preo global listados de forma
clara quanto s especificaes, quantidades e
preos unitrios. Desta forma, continua existin-
do uma previso do preo total, mas com maior
facilidade de negociao de quantidades dife-
rentes das contratuais.
(c) Preos Unitrios
O contrato complementado por uma
planilha de preos unitrios na qual se itemi-
zar toda a obra, com uma descrio resumida
e a quantidade prevista de cada item, o preo
unitrio e o subtotal resultante.
Neste tipo de contrato existe uma grande
liberdade de alterao das quantidades origi-
nais, visto que os preos unitrios so os va-
lores que comandam o contrato. Antes do in-
cio da obra, obviamente, existem quantidades
previstas para cada item que, dependendo da
exatido inicial, pouco vo variar at o final do
contrato. Semelhante ao anterior.
No caso das estruturas em ao, as quan-
tidades so medidas em peso, por quilogra-
ma ou por tonelada. Ainda que de aplicao
e acompanhamento muito facilitados, estas
quantidades expressas em peso no fazem
parte dos parmetros comuns aos empreen-
dedores, que costumam raciocinar em termos
de custos por metro quadrado. conveniente
sempre expressar a obra de estruturas de ao
para edifcios tambm em quantidades relati-
vas por metro quadrado, ou seja, kg/m.
Formas de Pagamento
A definio da forma de pagamento
muito importante para o equilbrio econmico
do contrato. O equilbrio desfeito quando o
contratante incorre em maiores despesas ou,
como mais comum, o empreiteiro gasta em
itens no previstos em seus oramentos ante-
riormente.
Uma obra por preo global por exemplo,
possui um valor nico. Ora, para a realizao
da obra sabemos que ser necessrio um per-
odo de tempo, e que em cada dia a empreiteira
ir aplicar recursos seus para realiz-la.
Alguns custos da montadora sero pa-
gos ao final do ms civil, como os salrios dos
funcionrios; outros, ao final de um perodo de
15 ou 30 dias, independentemente do calend-
rio civil. Outros custos sero quase aleatrios
como despesas do canteiro de obras; alguns
custos sero necessrios antes do incio da
obra; outros custos ocorrero aps seu trmi-
no.
Assim, a montadora ter de elaborar um
cronograma fsico-financeiro com os gastos
distribudos ao longo do tempo, para que pos-
sa avaliar um adequado cronograma de fatu-
ramento, ou forma de pagamento do contrato.
Afinal, em todos os preos ofertados ao clien-
te, devem estar embutidos os seus custos e o
lucro. Se acaso durante algum perodo o fatu-
ramento no cobrir os custos, o construtor ter
que lanar mo de emprstimos bancrios,
sob o risco de no honrar seus compromissos
e comprometer faturamentos futuros.
Formas de medio da Montagem
Como a montagem executada no local
da obra, extremamente simples constatar ou
no a execuo da montagem das estruturas
para a elaborao das medies. Os pagamen-
tos da montagem sero baseados nas quanti-
dades efetivamente montadas partir de me-
dies a cada 15 ou 30 dias, por exemplo.
A montagem caracteriza-se por ser uma
prestao de servios executada no local da
obra, com a unio das peas constantes dos
diagramas de montagem. A quantidade de
cada pea e seu respectivo peso consta dos
desenhos de detalhe. Para se calcular as quan-
tidades efetivamente montadas basta contar
quantas peas foram montadas e multiplicar
pelos seus pesos de desenho.
136
Planejamento e oramento de montagem
Fiscalizao
Para garantir o cumprimento das clusu-
las contratuais por parte da contratada, a con-
tratante credencia uma pessoa fsica ou jur-
dica para fiscalizar as diversas fases da obra.
Esta fiscalizao exercida durante a monta-
gem das estruturas em ao, observando-se as
tolerncias, a observncia dos procedimentos
qualificados de execuo e os ensaios no-
destrutivos.
Estes ensaios daro origem a relatrios
de inspeo que devem ser elaborados por
tcnicos qualificados por rgo qualificador
reconhecido, e aprovados pelo supervisor do
controle de qualidade e pelo fiscal.
Durante os trabalhos de montagem no
canteiro de obras a fiscalizao exige a aber-
tura de um livro de registro do relatrio dirio
de obra. Neste documento sero anotados os
equipamentos, o efetivo, os servios executa-
dos, bem como dever servir de comunicao
entre o responsvel pela obra e o fiscal.
Todos os certificados dos materiais, cer-
tificados dos inspetores, operadores de solda,
procedimentos qualificados de execuo, pla-
nos de montagem, procedimentos de solda, re-
latrios de inspeo e de liberao, as-built,
projetos e dirios de obra sero reunidos no
final no Data Book.
Ao final dos servios a fiscalizao dar
o aceite final das estruturas. Aps atendidas
eventuais exigncias da fiscalizao, a mesma
fornecer sem nus um atestado de realizao
dos servios, contratada.
Bibliograa
138
Bibliografia
LIVROS
CAMPBELL, B. Mobile Crane Today. To-
ronto, Canada: Operating Engineers Training
Institute of Ontario: 1996.
DAL PONT, E.; NASC, V. Tecniche di Mon-
taggio. Milo, Itlia: CISIA Editrice, 1975.
DICKIE, D. Rigging Manual. 2 impresso
revisada. Etobicoke, Canada: Construction
Safety Association of Ontario, 1997.
GARBY, R. IPTs Crane and Rigging Han-
dbook. Alberta, Canada: IPT Publishing and
Training Ltd., 1997.
OPPENHEIMER, S. Erecting Estructural
Steel. Nova York, EUA: McGraw-Hill Book
Company, 1960.
OWENS, GRAHAM W.; KNOWLES, PETER
R. Steel Designers Manual. Fifth edition. The
Steel Construction Institute.
BELLEI, ILDONY H.;PINHO, FERNANDO
O.;PINHO, MAURO O. Edifcios de Mltiplos
Andares em Ao. 1 edio. Pini, 2004.
PODOLNY, WALTER;SCALZI, JOHN Cons-
truction and Design of Cable-Stayed Bridges.
John Willey and Sons. NY.1976.
MUKHANOV, K. Estruturas em ao. Tradu-
o ASRYANTZ,K. Mir.Moscou.1980.
BELLEI, ILDONY H. Edifcios Industriais em
Ao. 4 Edio. Pini. So Paulo. 2003.
MANUAIS TCNICOS
General Erection Manual Ace Metal Buil-
dings.
Manual do Engenheiro Globo - Eletricidade.
Ed. Globo.1951.
Galpes para Usos Gerais CBCA.Reedi-
o 2003.
Manual de Projetos e Construo ABCEM.
2000.
Fabricators and Erectors Guide to Welded
Steel Construction The James F. Lincoln Arc
Welding Foundation. BLODGETT, OMER W.
et al. 1999.
Steel Bridge Fabricaton Guide Specification.
AASHTO/NSBA.2002.
Guia de Solues para Soldagem com Ele-
trodos Revestidos. Gerdau.
Apostila Arames Tubulares ESAB.2004.
Apostila Arco Submerso ESAB.2004.
Apostila Metalurgia da Soldagem
ESAB.2004.
Apostila Soldagem de Tubulaes
ESAB.2003.
Controle da Qualidade I Curso de Sol-
dagem. Fatec/SP. ANDREUCCI, RICARDO.
2003.
Controle da Qualidade II Curso de Sol-
dagem. Fatec/SP. ANDREUCCI, RICARDO.
2002.
Easy Welding Guide Technical Information.
Duragal/Tubemakers of Austrlia.2001.
Manual para Solda pelo Arco Eltrico. Sie-
mens/Schuckert S.A. MELLER, KARL. Tradu-
o: Bucken, Francisco. Rio de Janeiro. 1939.
Oxicorte Coleo Soldagem. AirLiquide/
SENAI. ALMEIDA, MARIO B. Q. Rio de Janei-
ro.2000.
Manual de Construo de Pontes Metlicas-
FEM. BORGES, CYRO A. Rio de Janeiro.
1986.
Manual de Tolerncias Dimensionais para
Edifcios de Estruturas em ao. COBRAPI.
MOTTA, ALVARO F. A . 1973.
O Manual do Montador - FEM- Traduo
SILVA, MARCIA; RICARDO, NILTON. RDL/
AUEW Manual. 1980.
Manual Brasileiro de Construo Metlica
- COBRAPI/AOMINAS /SIDERBRS. 1981.
Ligaes em Estruturas em ao CBCA.
Reedio 2003.
Manobras no Canteiro Curso de Monta-
139
gem de Plantas de Processo. IBP. CRISI,
GIOVANNI. 1993.
Arc Welding Fundamentals Lincoln Elec-
tric. 1994.
ARTIGOS TCNICOS
Cost Based Engineering and Production
of Steel Constructions AISC Conections
IV Proceedings. EVERS, H. G.; MAATJE, I.
2002.
Veculos e Suas Caractersticas- Escola de
Engenharia de So Carlos. USP. WIDMER,
JOO A. 2003.
DTI Instalation / Inspect for Ironworkers
and Other Bolt Installers. Applied Bolting Tech-
nology Inc. 1999.
Logstica Otimizao do Transporte e Es-
toques na Empresa. Curso de Ps-graduao
UFRJ. GOEBEL, DIETER. Vol I . 1996.
Ensuring Weld Quality in Structural Applica-
tions. James F. Lincoln Arc Welding Founda-
tion. Cleveland-Ohio.
Estruturas em ao Compactas de 69KV em
Permetro Urbano-Vantagens tcnico-econ-
micas. AES Sul. HOMRICH, CLAITON A.R.
XV SENDI. 2002.
Common Steel Erection Problems and Sug-
gested Solutions. Structural Steel Educational
Council. PUTKEY, JAMES J. 1993.
Utilizao e Aplicao do GLP no Sistema
de Oxi-corte. AMAZONAS, HEINTZ.
Uma Contribuio ao Estudo da Soldagem
a Arame Tubular Autoprotegido em Corrente
Pulsada. XXIV Encontro Nacional de Tecnolo-
gia da Soldagem. BRAGA, EDUARDO M. et
al. 1998.
Noes Bsicas de Processos de Soldagem
e Corte. SENAI-ES/CST.1997.
CATLOGOS
AGA Conjuntos e gases para solda e corte.
Alfra Furadeiras de base Magntica.
Balmer/merkle Mquinas de soldagem.
Bambozzi Mquinas de soldagem.
Bethlehem Steel Cabos de ao.
Ciser Parafusos Estruturais e conectores
de cisalhamento.
Cabotec Cabos de ao.
Cebora Mquinas de soldagem.
Columbus McKinnon Acessrios de ia-
mento.
Comercial Gerdau. Produtos siderrgicos.
Condor - Equipamentos e consumveis para
corte e solda.
Cormach Guindastes hidrulicos veicula-
res.
Crosby Group. Acessrios de iamento.
DeWalt Ferramentas e Compressores.
ESAB Equipamentos e consumveis para
soldagem.
Even Products - Tanques Metlicos.
Gerdau Produtos siderrgicos.
Gedore Ferramentas.
Grove Crane - Guindastes Telescpicos.
Gunnebo Acessrios e Cintas para ia-
mento.
Kato Works - Guindastes Telescpicos.
Kock Metalrgica - Acessrios de iamento.
Luna Guindastes Telescpicos.
Liebherr Guindastes Telescpicos.
Lincoln Electric Consumveis de solda.
Madal Palfinger Guindastes hidrulicos
veiculares.
Mannesmann Dematic Guindastes Mveis
Maquigeral Grupos geradores.
Metabo Mquinas Eltricas.
Miller Electric Mquinas de soldagem.
140
Morsing Cabos de ao.
MQ Power Generators Geradores.
Neade Acessrios de iamento/ cabos de
ao.
Ormig Guindastes Telescpicos.
PHD - Guindastes hidrulicos veiculares.
Randon Carrocerias Rodovirias.
Rental Center Manual de equipamentos de
construo.
Seccional Brasil S/A Torres para linhas de
transmisso.
Senebogen - Guindastes Mveis.
Skidmore-Wilhelm Calibradores Hidruli-
cos.
Snap-on Ferramentas.
Squiter Arruelas indicadoras de torque.
Stabila Ferramentas.
Tractel group Talha de alavanca.
Tecnotextil/Levtec Cintas de Polister.
White Martins - Equipamentos e consum-
veis para soldagem e corte.
REVISTAS
Modern Steel Construction- Economy in Ste-
el . CARTER, CHARLES J. et al. Abril/2000.
Welding Innovation Non Destructive Ins-
pection and Responsibility. CAMPBEL, HAR-
DY H.III.Vol. XVIII. N.1,2001.
International Cranes Intermat Crane Guide
April/2000.
Tank Storage Magazine May-2005.
NORMAS TCNICAS
Occupational Safety and Health Adminis-
tration Safety standards for Steel Erection;
Proposed Rules. PartII. 1998.
AISC Code of Standard Practice for Steel
Buildings and Bridges.2000.
AISC LRFD Especification for Structural
Steel Buildings.1999.
DNER Resoluo 2264/81.
DNER Resoluo 12/98.
ABNT Projeto e Execuo de Estruturas de
Ao a de Estruturas Mistas Ao-concreto de
Edifcios Projeto de reviso da NBR 8800
Ago 2003.
SITES INTERNET
www. antt. gov. br Agncia Nacional de
Transportes Terrestres.
www. feiradeciencias.com.br Mquinas
Simples.
www. canaldotransporte.com.br Tipos de
Cargas.
www. casamercosul.org.br Transportes.
www. vfco.com.br Tipos de vages.
www. eduquenet . net Equilbrio dos cor-
pos.
www. esab.com.br/literatura Ressecagem
de eletrodos revestidos.
www. centro-atlantica.com.br - Tipos de
vages.
www. enerpac.com Viaduto de Milleau.
www. dhn.mar.mil.br/bhm/publicao Mari-
nha do Brasil: Navegao Fluvial.
www. revistaferroviaria.com.br Vages ,
rodo-trens e malha ferroviria.
www2. uol.com.br/caminhosdaterra/reporta-
gens A Era do Trem.
www. enerpac.com Viaduto de Milleau.
www. enerpac.com Viaduto de Milleau.
www. enerpac.com Viaduto de Milleau.
www. enerpac.com Viaduto de Milleau.
Bibliografia
Anexos
142
Anexos
Tabela A.1 - ESTROPOS
Simples
Vertical
Simples
Enforcado
Simples
Cesta
60 45 30
pol mm kN kN kN kN kN kN
3/16"
4,8 2,7 2,0 5,4 4,8 3,9 2,7
1/4"
6,4 5,0 3,7 10,0 8,6 7,0 5,0
5/16"
8,0 7,5 5,7 15,0 12,9 10,7 7,5
3/8"
9,5 10,9 8,2 21,8 18,8 15,4 10,9
7/16"
11,1 14,5 10,9 29,0 25,2 20,4 14,5
1/2"
13,0 20,0 15,0 39,9 34,5 28,1 20,0
9/16"
14,3 24,0 18,1 48,1 41,7 34,0 24,0
5/8"
16,0 29,9 22,5 59,9 51,7 42,4 29,9
3/4"
19,0 43,1 32,2 86,2 74,8 60,8 43,1
7/8"
22,0 58,1 43,5 116,1 100,7 82,1 58,1
1"
26,0 75,8 56,7 151,5 131,1 107,0 75,8
1 1/8"
29,0 96,2 72,1 192,3 166,5 136,1 96,2
1 1/4"
32,0 118,8 89,4 237,7 205,9 167,8 118,8
1 3/8"
35,0 147,0 110,2 293,9 254,5 207,7 147,0
1 1/2"
38,0 174,2 130,6 348,4 301,6 246,3 174,2
1 5/8"
41,0 205,0 153,8 410,1 355,2 289,9 205,0
1 3/4"
45,0 235,9 176,9 471,7 408,2 333,4 235,9
1 7/8"
48,0 275,8 206,8 551,6 477,6 390,1 275,8
2"
52,0 306,6 230,0 613,3 531,2 433,6 306,6
2 1/4"
57,0 381,0 285,8 762,0 660,0 538,9 381,0
2 1/2"
64,0 471,7 353,8 943,5 816,9 666,8 471,7
2 3/4"
70,0 553,4 415,0 1106,8 958,5 782,5 553,4
Laos de cabo de ao Polido -
Classe 6 X 19 - alma de fibra - Carga
Mnima de Ruptura 180/205 Kgf/mm
Nota: Os valores tabelados so vlidos para laos dotados de sapatilhas nas duas extremidades, tranado flamengo com presilhas
de ao. Consultar tabelas dos fabricantes para valores exatos.
CAPACIDADE MXIMA EM kN ( Fator de Segurana = 5)
do Cabo de
Ao
do Cabo de
Ao
Dois Estropos em ngulo ou Cesta com Pernas
inclinadas
143
Tabela A.3 - MANILHAS
da Ala do Pino Capacidade Peso
pol. pol. kN Kg
1/4" 5/16" 2,5 0,04
5/16" 3/8" 4 0,09
3/8" 7/16" 6 0,17
1/2" 5/8" 10 0,37
5/8" 3/4" 16 0,76
3/4" 7/8" 25 1
7/8" 1" 32 1,9
1" 1 1/8" 40 2,5
1 1/8" 1 1/4" 50 2,900
1 1/4" 1 3/8" 63 4,000
1 3/8" 1 1/2" 80 5,500
1 1/2" 1 5/8" 100 8
1 3/4" 2" 125 13,000
2" 2 1/4" 160 19,000
2 1/4" 2 5/8" 200 28,000
2 1/2" 2 3/4" 250 36,000
2 3/4" 3" 320 50,000
3" 3 3/8" 400 62,000
Observao Importante: Para valores exatos, consultar tabelas dos fabricantes.
2
144
Anexos
Tabela A.6 - Clculo dos Esforos em Jogos de Roldanas
NMERO DE
ROLDANAS
NMERO DE LINHAS DE
CABO DE AO
TRAO DE
SUSPENSO
FATOR DE
MULTIPLICAO
VANTAGEM MECNICA
TRAO NO CABO
n N t F R P
t
1
P
1 2,05 1,05 0,95 1,05
C 0
t
1
P
1 2 1,55 1,10 1,81 0,55
C
t
2
P
1 3 1,39 1,16 2,59 0,39
C
t
2
P
2 4 1,30 1,22 3,29 0,30
C
t
3
P
2 5 1,26 1,28 3,92 0,26
C
t
3
P
3 6 1,22 1,34 4,48 0,22
C
t
4
P
3 7 1,20 1,41 4,97 0,20
C
t
4
P
4 8 1,18 1,48 5,41 0,18
C
1- Coeficiente de atrito de 5% para utilizao de cabo de ao e roldanas com buchas de bronze.
2- Carga suspensa C considerada unitria.
3- Para cargas C diferentes da unidade, multiplicar pelos valores da tabela.
OBSERVAES:
D
I
A
G
R
A
M
A
3
Você também pode gostar
- Manual de Construção em Aço - Interface Aço ConcretoDocumento94 páginasManual de Construção em Aço - Interface Aço ConcretoGanderlan100% (4)
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoNo EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Polímeros reforçados com fibras na construção civil: Dimensionamento de sistemas de reforço e armaduras não metálicas à flexão e ao cisalhamento segundo normas ACINo EverandPolímeros reforçados com fibras na construção civil: Dimensionamento de sistemas de reforço e armaduras não metálicas à flexão e ao cisalhamento segundo normas ACIAinda não há avaliações
- Construcao Metalica - COSIPADocumento20 páginasConstrucao Metalica - COSIPAGanderlan80% (5)
- Manual de Construção em Aço - Paineis de VedacaoDocumento59 páginasManual de Construção em Aço - Paineis de VedacaoGanderlanAinda não há avaliações
- Fabricacao Estruturas MetalicasDocumento64 páginasFabricacao Estruturas MetalicasPaulaMagalhães100% (1)
- Manual de Construção em Aço - Galpoes para Usos GeraisDocumento78 páginasManual de Construção em Aço - Galpoes para Usos GeraisGanderlan100% (5)
- Coletânea Do Uso Do Aço 1 - Interface Entre Perfis Estruturais Laminados e Sistemas ComplementaresDocumento55 páginasColetânea Do Uso Do Aço 1 - Interface Entre Perfis Estruturais Laminados e Sistemas Complementaresmnmlsm100% (2)
- Manual de Construção em Aço - AlvenariasDocumento52 páginasManual de Construção em Aço - AlvenariasGanderlan100% (2)
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Estruturas metálicas documentoDocumento75 páginasEstruturas metálicas documentoleandro_rafaelAinda não há avaliações
- Estruturas de Madeira e MetálicasDocumento244 páginasEstruturas de Madeira e Metálicasmorais355100% (1)
- Catalogo GalpaofacilDocumento6 páginasCatalogo GalpaofacilPatricia Mesquita100% (1)
- Projeto de de Edificações Com Perfis de Aço: Estruturas TubularesDocumento582 páginasProjeto de de Edificações Com Perfis de Aço: Estruturas TubularesJorge HenriqueAinda não há avaliações
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- Apostila Escoramento 2008Documento58 páginasApostila Escoramento 2008leonardo matsumuraAinda não há avaliações
- Trincas e Fissuras em Edificações: causadas por recalques diferenciaisNo EverandTrincas e Fissuras em Edificações: causadas por recalques diferenciaisAinda não há avaliações
- Aulas Estruturas MetálicasDocumento150 páginasAulas Estruturas Metálicasthiago09101083% (6)
- Steel Framing - DimensionamentoDocumento39 páginasSteel Framing - DimensionamentolcesserAinda não há avaliações
- 6 - TC - Cofragem e Escoramento - 27.02.2020 - RADocumento29 páginas6 - TC - Cofragem e Escoramento - 27.02.2020 - RAfrank moisesAinda não há avaliações
- Manual de Detalhamento de Estruturas MetálicasDocumento12 páginasManual de Detalhamento de Estruturas MetálicasEdvania Fernando0% (1)
- Metodologias de Detalhamento de Estruturas MetalicasDocumento399 páginasMetodologias de Detalhamento de Estruturas MetalicasPaulo CesarAinda não há avaliações
- Andaime 1 PDFDocumento16 páginasAndaime 1 PDFFilipe Sena100% (2)
- Projetos de estruturas metálicas manualDocumento44 páginasProjetos de estruturas metálicas manualAndré Luís Patrocínio100% (1)
- Projeto estrutural galpão metalDocumento153 páginasProjeto estrutural galpão metalRafael Tamanini Machado100% (2)
- Dados Projeto - Galpão Estrutura MetálicaDocumento2 páginasDados Projeto - Galpão Estrutura MetálicaGuilherme FlorêncioAinda não há avaliações
- Planta baixa e esquema da telha sanduícheDocumento1 páginaPlanta baixa e esquema da telha sanduícheSâmyla CottaAinda não há avaliações
- Aplicações de Geossintéticos no SaneamentoNo EverandAplicações de Geossintéticos no SaneamentoAinda não há avaliações
- Solos de baixa capacidade de suporte: estimativas de recalques em estruturas de concretoNo EverandSolos de baixa capacidade de suporte: estimativas de recalques em estruturas de concretoAinda não há avaliações
- Manual Técnico Steel DeckDocumento80 páginasManual Técnico Steel DeckFayner Aguiar100% (2)
- Curso Detalhamento Fundamentos e Prática AtualDocumento187 páginasCurso Detalhamento Fundamentos e Prática AtualProtenge Engenharia Ltda.Ainda não há avaliações
- Estrutura metálica residencialDocumento1 páginaEstrutura metálica residencialalanmalaquias100% (1)
- Galpão arco metálicoDocumento33 páginasGalpão arco metálicoJessica Amaral100% (1)
- MCI - Execucao de Estruturas MetalicasDocumento153 páginasMCI - Execucao de Estruturas MetalicasFernando Pereira RodriguesAinda não há avaliações
- Dimensionamento de Elementos Estruturais de Aço Enformados A Frio de Acordo Com o Eurocódigo 3Documento270 páginasDimensionamento de Elementos Estruturais de Aço Enformados A Frio de Acordo Com o Eurocódigo 3Hugo Verissimo100% (2)
- Projeto integrado de edifício comercial de aço com 5 pavimentosDocumento74 páginasProjeto integrado de edifício comercial de aço com 5 pavimentosAndré Guimarães LóssAinda não há avaliações
- UFGM reforço estruturas concretoDocumento31 páginasUFGM reforço estruturas concretofelipe_netto_1Ainda não há avaliações
- CimbramentoDocumento15 páginasCimbramentoJosé Teodoro Souza Jr100% (1)
- Princípios da mecânica dos solos e fundações para a construção civilNo EverandPrincípios da mecânica dos solos e fundações para a construção civilAinda não há avaliações
- Gerenciamento de Projetos de Construção Civil: uma adaptação da metodologia Basic Methodware®No EverandGerenciamento de Projetos de Construção Civil: uma adaptação da metodologia Basic Methodware®Ainda não há avaliações
- O Pequeno grande guia de Aprovação de Projetos de PrefeituraNo EverandO Pequeno grande guia de Aprovação de Projetos de PrefeituraNota: 5 de 5 estrelas5/5 (6)
- Estudo de Resíduos da Construção Civil para Concreto Estrutural Aplicado em Lajes Pré-MoldadasNo EverandEstudo de Resíduos da Construção Civil para Concreto Estrutural Aplicado em Lajes Pré-MoldadasAinda não há avaliações
- Manutenção de Vias em Minas a Céu Aberto: e suas relações causaisNo EverandManutenção de Vias em Minas a Céu Aberto: e suas relações causaisAinda não há avaliações
- Reologia do Concreto: Fatores influentes para previsão da retração e fluênciaNo EverandReologia do Concreto: Fatores influentes para previsão da retração e fluênciaAinda não há avaliações
- Manual Do Proprietário - Para Operação, Uso E Manutenção Das Edificações Residenciais.No EverandManual Do Proprietário - Para Operação, Uso E Manutenção Das Edificações Residenciais.Nota: 5 de 5 estrelas5/5 (1)
- Caderno de Encargos: Terraplenagem, Pavimentação e Serviços ComplementaresNo EverandCaderno de Encargos: Terraplenagem, Pavimentação e Serviços ComplementaresNota: 1 de 5 estrelas1/5 (1)
- Estabilidade do equilíbrio das estruturasNo EverandEstabilidade do equilíbrio das estruturasAinda não há avaliações
- Engenharia Civil: Concepção, Teoria E PráticaNo EverandEngenharia Civil: Concepção, Teoria E PráticaAinda não há avaliações
- Manual de Construção em Aço - Manual Tratamento de Superficie e PinturaDocumento96 páginasManual de Construção em Aço - Manual Tratamento de Superficie e PinturaGanderlan100% (3)
- Manual de Construção em Aço - Paineis de VedacaoDocumento59 páginasManual de Construção em Aço - Paineis de VedacaoGanderlanAinda não há avaliações
- Manual de Construção em Aço - Galpoes para Usos GeraisDocumento78 páginasManual de Construção em Aço - Galpoes para Usos GeraisGanderlan100% (5)
- Manual de Construção em Aço - AlvenariasDocumento52 páginasManual de Construção em Aço - AlvenariasGanderlan100% (2)
- Coletânea Do Uso Do Aço 1 - Interface Entre Perfis Estruturais Laminados e Sistemas ComplementaresDocumento55 páginasColetânea Do Uso Do Aço 1 - Interface Entre Perfis Estruturais Laminados e Sistemas Complementaresmnmlsm100% (2)
- Ligações em Estruturas MetálicasDocumento88 páginasLigações em Estruturas MetálicasAlessandra Gil100% (1)
- Edificios Pequeno Porte Estruturados AcoDocumento76 páginasEdificios Pequeno Porte Estruturados AcoJorge Hahns100% (1)
- Apostila de Projeto Geométrico de EstradasDocumento146 páginasApostila de Projeto Geométrico de EstradasGanderlan100% (7)
- Manual de Construção em Aço - Resistencia Ao Fogo Das Estruturas de AcoDocumento78 páginasManual de Construção em Aço - Resistencia Ao Fogo Das Estruturas de AcoGanderlan100% (2)
- Construcao Metalica - COSIPADocumento20 páginasConstrucao Metalica - COSIPAGanderlan80% (5)
- Técnicas Fundações Parte 02Documento25 páginasTécnicas Fundações Parte 02Ganderlan100% (2)
- Patologias 2Documento16 páginasPatologias 2GanderlanAinda não há avaliações
- Galpao Metalico - AcominasDocumento55 páginasGalpao Metalico - AcominasGanderlan100% (6)
- Patologias 1Documento14 páginasPatologias 1Ganderlan100% (1)
- Apostila - Patologia Na Construção Civil PDFDocumento29 páginasApostila - Patologia Na Construção Civil PDFCezar DantasAinda não há avaliações
- Apostila de Mecanica Dos SolosDocumento52 páginasApostila de Mecanica Dos SolosGanderlan100% (10)
- Manual de TopografiaDocumento205 páginasManual de Topografiapatrickjman83% (6)
- Manual de Drenagem de RodoviasDocumento337 páginasManual de Drenagem de RodoviasFernando MadrugaAinda não há avaliações
- Patologias em Estrutura ConcretoDocumento89 páginasPatologias em Estrutura ConcretoGanderlan100% (9)
- Técnicas Fundações Parte 03Documento18 páginasTécnicas Fundações Parte 03Ganderlan100% (2)
- Manutenção e Operação PWH-5000Documento20 páginasManutenção e Operação PWH-5000Anthony CollucciAinda não há avaliações
- Jeje e Seus VodunsDocumento12 páginasJeje e Seus VodunsNina FeijóAinda não há avaliações
- Definição Do Sector Da Acção SocialDocumento12 páginasDefinição Do Sector Da Acção SocialNovaz SliveAinda não há avaliações
- Prova de Conhecimentos Gerais Vestibular 2009Documento24 páginasProva de Conhecimentos Gerais Vestibular 2009Patricia NieriAinda não há avaliações
- Tecnicas HakushoDocumento24 páginasTecnicas HakushorsbenficaAinda não há avaliações
- Moçambique Ciclone Idai Avaliação de Necessidades Pós-Desastre Saúde e NutriçãoDocumento190 páginasMoçambique Ciclone Idai Avaliação de Necessidades Pós-Desastre Saúde e NutriçãoAnastacio Vicente RafaelAinda não há avaliações
- Diagnóstico e Análise Da Situação Actual: MacanetaDocumento24 páginasDiagnóstico e Análise Da Situação Actual: MacanetaArquitecturaAinda não há avaliações
- Gabarito ClimatologiaDocumento7 páginasGabarito ClimatologiaThiago de Paula e SilvaAinda não há avaliações
- A Gestão Empresarial Do "Risco Social" e A Neutralização Da CriticaDocumento14 páginasA Gestão Empresarial Do "Risco Social" e A Neutralização Da CriticaLuciana FerreiraAinda não há avaliações
- Manual Do Segurado - Assistencia 24 - Condomínio - IKEDocumento25 páginasManual Do Segurado - Assistencia 24 - Condomínio - IKEIptv TvAinda não há avaliações
- Elenin Nibiru PortuguesDocumento74 páginasElenin Nibiru PortuguesGsu Grupamento Socorro Urgência Tianguá-CeAinda não há avaliações
- Monopoli 10013997Documento73 páginasMonopoli 10013997Jordana FurmanAinda não há avaliações
- Teste de Avaliação de GeografiaDocumento7 páginasTeste de Avaliação de GeografiatelmapereiraAinda não há avaliações
- Agrometeorologia e agriculturaDocumento31 páginasAgrometeorologia e agriculturaRobenilson AlvesAinda não há avaliações
- 558f8a_629138890ac84ab0a4e28338a91afc38Documento10 páginas558f8a_629138890ac84ab0a4e28338a91afc38ranito zacariasAinda não há avaliações
- IOB Online 222Documento43 páginasIOB Online 222biancabartomAinda não há avaliações
- Furacão Irma atinge Flórida com ventos de 215km/hDocumento2 páginasFuracão Irma atinge Flórida com ventos de 215km/hCleber BragaAinda não há avaliações
- Ufcd 10181Documento193 páginasUfcd 10181ruiAinda não há avaliações
- Ae gpt11 T Global A Pág.297Documento11 páginasAe gpt11 T Global A Pág.297Mariana RibeiroAinda não há avaliações
- Monografia Moisés FaducoDocumento81 páginasMonografia Moisés FaducoMoisés FaducoAinda não há avaliações
- FronteirasCM PPGMarDocumento381 páginasFronteirasCM PPGMarThaís Garbin de AraújoAinda não há avaliações
- MDRMZ015 FbafnDocumento17 páginasMDRMZ015 FbafnEdvan PassadesAinda não há avaliações
- Mapa Mundo 9 - Caderno de Apoio Ao Professor 1Documento69 páginasMapa Mundo 9 - Caderno de Apoio Ao Professor 1Susana Araújo80% (5)
- Ciclones AulaDocumento79 páginasCiclones AulaNathaliaAinda não há avaliações
- 1 Exercícios Sobre Velocidade MédiaDocumento36 páginas1 Exercícios Sobre Velocidade MédiaReginaldo CoelhoAinda não há avaliações
- Os Extraterrestres e A SIRJA Ivan M Silva e PDFDocumento87 páginasOs Extraterrestres e A SIRJA Ivan M Silva e PDFmarcia.ismerim7875Ainda não há avaliações
- Atmosfera Terrestre - Composicao e EstruturaDocumento20 páginasAtmosfera Terrestre - Composicao e EstruturaFreddy00scribdAinda não há avaliações
- Análise da atuação militar em desastreDocumento17 páginasAnálise da atuação militar em desastreMarcos Bueno100% (1)
- Materiais e estrutura para construção de serra de madeiraDocumento10 páginasMateriais e estrutura para construção de serra de madeiraraneridas100% (1)
- Tempo e Clima na TerraDocumento81 páginasTempo e Clima na TerraMarcela SchneiderAinda não há avaliações