Você também pode gostar
- Memorial de Calculo - Projeto de Um GalpãoDocumento50 páginasMemorial de Calculo - Projeto de Um GalpãoDebora souzaAinda não há avaliações
- Estruturas de Aço - Conceitos, Técnicas e LinguagemDocumento158 páginasEstruturas de Aço - Conceitos, Técnicas e LinguagemMarcio Antonio dos SantosAinda não há avaliações
- Tabela Vãos e Cargas PDFDocumento74 páginasTabela Vãos e Cargas PDFVicente De Paulo Alves100% (1)
- N 2684 - PETROBRAS - Estruturas Oceânicas - Olhal de Içamento - DimensionamentoDocumento14 páginasN 2684 - PETROBRAS - Estruturas Oceânicas - Olhal de Içamento - DimensionamentohydroAinda não há avaliações
- Cálculo de Chapa XadrezDocumento7 páginasCálculo de Chapa XadrezRicardo Dos Santos LopesAinda não há avaliações
- GERDAU AÇOMINAS - GalpoesDocumento4 páginasGERDAU AÇOMINAS - GalpoesAndreAinda não há avaliações
- VIGASDocumento5 páginasVIGASJunior BrambillaAinda não há avaliações
- Cálculos de Vigas Metálicas.Documento14 páginasCálculos de Vigas Metálicas.Reginaldo DiasAinda não há avaliações
- Projeto de Maquinas VL10Documento14 páginasProjeto de Maquinas VL10LucianoLuna100% (1)
- Com Met PB 01 R00Documento1 páginaCom Met PB 01 R00delta duxAinda não há avaliações
- Exemplos de Dimensionamento de Lajes PDFDocumento19 páginasExemplos de Dimensionamento de Lajes PDFCamila BrasilAinda não há avaliações
- UFPR - Apostila 2012Documento125 páginasUFPR - Apostila 2012Henrique CardosoAinda não há avaliações
- Calculo de ParafusosDocumento7 páginasCalculo de ParafusosFabricioAinda não há avaliações
- Planilha Cálc Estruturas de Aço CGDocumento4 páginasPlanilha Cálc Estruturas de Aço CGRobertoVitorianoAinda não há avaliações
- Aula 3-Dureza e Impacto IEMDocumento75 páginasAula 3-Dureza e Impacto IEMBruna MacedoAinda não há avaliações
- CYPECAD Memoria de CalculoDocumento122 páginasCYPECAD Memoria de CalculoMary Capas Sob MedidaAinda não há avaliações
- Dimensionamento Viga RolamentoDocumento38 páginasDimensionamento Viga RolamentoCleiton Jose NevesAinda não há avaliações
- Anexo 5 Calculo de Esforco MecanicoDocumento129 páginasAnexo 5 Calculo de Esforco MecanicoGuilhermeLuísEberhardtAinda não há avaliações
- Pré Dim de Estruturas MetálicasDocumento51 páginasPré Dim de Estruturas MetálicasValmir Neto100% (1)
- Análise Tensões Deformações Enrijecedores Curvatura Dutos FlexíveisDocumento80 páginasAnálise Tensões Deformações Enrijecedores Curvatura Dutos FlexíveisFilipe BretasAinda não há avaliações
- E.v.T.E. de Pipe-Rack em Indústria SucroalcooleiraDocumento94 páginasE.v.T.E. de Pipe-Rack em Indústria SucroalcooleiraGustavo ZamaroAinda não há avaliações
- Estruturas Metalicas GalpoesDocumento56 páginasEstruturas Metalicas GalpoesJoseAinda não há avaliações
- Dimensionamento GuindasteDocumento20 páginasDimensionamento GuindasteCarlos JuniorAinda não há avaliações
- 1 AçomadeiraDocumento83 páginas1 AçomadeiraMagno aula SilvaAinda não há avaliações
- Aulas Estruturas MetálicasDocumento150 páginasAulas Estruturas Metálicasthiago09101083% (6)
- Univiga Ponte Rolante 12 ToneladasDocumento61 páginasUniviga Ponte Rolante 12 ToneladasCleiton Jose NevesAinda não há avaliações
- Apostila D Máquinas de Elevação 2012Documento189 páginasApostila D Máquinas de Elevação 2012Rodrigo PachecoAinda não há avaliações
- Planilha PontesDocumento16 páginasPlanilha PontesAndré OliveiraAinda não há avaliações
- Projeto GalpãoDocumento83 páginasProjeto GalpãoJosimar MachadoAinda não há avaliações
- Chapa de Base2Documento43 páginasChapa de Base2Paulo HenriqueAinda não há avaliações
- Rodas PontesDocumento87 páginasRodas PonteseducrocoAinda não há avaliações
- Apontamentos Materiais de ConstruçãoDocumento56 páginasApontamentos Materiais de ConstruçãoPedro MalheiroAinda não há avaliações
- Área 1 - EscadaDocumento97 páginasÁrea 1 - EscadaRafael AlvesAinda não há avaliações
- Trabalho Estruturas MetálicasDocumento2 páginasTrabalho Estruturas MetálicasRobson MoreiraAinda não há avaliações
- Estr MetalicasDocumento35 páginasEstr Metalicaseng CorreiaAinda não há avaliações
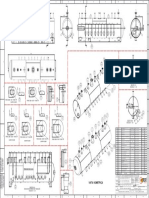
- Vista Isometrica: Seção C-C Escala 1: 30Documento1 páginaVista Isometrica: Seção C-C Escala 1: 30Leonardo PestanaAinda não há avaliações
- Ponte RolanteDocumento89 páginasPonte RolanteGuilherme 1234Ainda não há avaliações
- Planilha S.A.P.oguila PILARESDocumento35 páginasPlanilha S.A.P.oguila PILARESJose Maria FernandesAinda não há avaliações
- Banzo Sup Treliça U PFFDocumento3 páginasBanzo Sup Treliça U PFFTiago Carnovali Pessoa100% (1)
- Trab ProtendidoDocumento81 páginasTrab ProtendidoLuís Felipe TrentoAinda não há avaliações
- 512 - Policorte Que Atende A nr12 Toda Adequada Teclago cs100 PDFDocumento1 página512 - Policorte Que Atende A nr12 Toda Adequada Teclago cs100 PDFClaudioLuisThiessenAinda não há avaliações
- Ligacão SoldadaDocumento18 páginasLigacão SoldadaPatrickAndradeAinda não há avaliações
- Calculo Material - Tanques e CaixasDocumento29 páginasCalculo Material - Tanques e CaixasCássio AlvesAinda não há avaliações
- Montagem Offshore Rigging e Heavy LiftDocumento1 páginaMontagem Offshore Rigging e Heavy LiftLeonardo RoncettiAinda não há avaliações
- DImensionamento Dos EixosDocumento23 páginasDImensionamento Dos EixosPedro AraujoAinda não há avaliações
- Resumo AndaimesDocumento34 páginasResumo Andaimes084250Ainda não há avaliações
- Calha PlatibandaDocumento5 páginasCalha Platibandafelipemosci7733Ainda não há avaliações
- Dispositivo de Fabricação de Fivela para Amarração de FardosDocumento20 páginasDispositivo de Fabricação de Fivela para Amarração de FardosEtec Rubens de FariaAinda não há avaliações
- PT Ponte Rolante Caldeiraria Rev3Documento32 páginasPT Ponte Rolante Caldeiraria Rev3LuizFernandoCarvalho100% (1)
- Aula 4 - Resistencia Dos MateriaisDocumento21 páginasAula 4 - Resistencia Dos Materiaisengeproduezo100% (2)
- Curso Estrutura Metálica-002Documento55 páginasCurso Estrutura Metálica-002Lima Rocha100% (1)
- 3 - Artigo - Projeto de Filtro de Mangas Auxiliado Por Simulação Computacional - 5pDocumento5 páginas3 - Artigo - Projeto de Filtro de Mangas Auxiliado Por Simulação Computacional - 5pTito PachecoAinda não há avaliações
- Trabalho de Estruturas de AçoDocumento8 páginasTrabalho de Estruturas de AçoThiago AkymAinda não há avaliações
- Utilização Do Aço Na Construção CivilDocumento8 páginasUtilização Do Aço Na Construção CivilHugorsbarrosAinda não há avaliações
- Estrutura MetalicaDocumento62 páginasEstrutura MetalicaMateus SerafimAinda não há avaliações
- 1 Lista MCCDocumento4 páginas1 Lista MCCAndré Luis SchulkaAinda não há avaliações
- Apresentacao Concreto I - 7º Dia 20.09.2022Documento94 páginasApresentacao Concreto I - 7º Dia 20.09.2022Michele Gomes SaraivaAinda não há avaliações
- Aula 01 - Estruturas de Aço e MadeiraDocumento62 páginasAula 01 - Estruturas de Aço e MadeiraElson GuerraAinda não há avaliações
- Revista Pontes de Aco Set2015Documento36 páginasRevista Pontes de Aco Set2015FredAinda não há avaliações
- Apostila de Estrutura Metalica - Teoria 1 - Prof. CláudioDocumento52 páginasApostila de Estrutura Metalica - Teoria 1 - Prof. CláudiosdgedeaoAinda não há avaliações
- (Aula 5) Materiais-Aços para ArmaduraDocumento18 páginas(Aula 5) Materiais-Aços para ArmaduraTiago AraujoAinda não há avaliações
- Relatorio Aço EstruturalDocumento7 páginasRelatorio Aço EstruturalHayssa CavalcanteAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Questões Resolvidas Eng Mecanica - Alguns ConcursosDocumento10 páginasQuestões Resolvidas Eng Mecanica - Alguns ConcursosEdivaldo VisqueAinda não há avaliações
- Metalurgia e Metálomecânica IDocumento34 páginasMetalurgia e Metálomecânica IFernando cardosoAinda não há avaliações
- 12 Cerâmica PDFDocumento38 páginas12 Cerâmica PDFJosé Renato StelaAinda não há avaliações
- SPECHT 2000 Artigo Solos e RochasDocumento32 páginasSPECHT 2000 Artigo Solos e RochasLoret LIAinda não há avaliações
- Explicando A Matéria - Resiliência e Tenacidade - Jornal A MatériaDocumento4 páginasExplicando A Matéria - Resiliência e Tenacidade - Jornal A MatériavitorAinda não há avaliações
- Hassan Metalicas JobDocumento21 páginasHassan Metalicas JobKanú Mário NamandagaAinda não há avaliações
- Aula - Ensaio de DobramentoDocumento23 páginasAula - Ensaio de DobramentoSamuel Cabral Vilanova100% (1)
- Ecânica Dos Olos: RasíliaDocumento117 páginasEcânica Dos Olos: RasíliaraissaAinda não há avaliações
- Prova Ensaios MetalograficosDocumento4 páginasProva Ensaios MetalograficosAlexandroAinda não há avaliações
- Exercicios MCM IDocumento23 páginasExercicios MCM IPauloHenriqueAinda não há avaliações
- PROVA 1 - Corrigida Metal MecanicaDocumento2 páginasPROVA 1 - Corrigida Metal MecanicaMateus MendesAinda não há avaliações
- Prova - Av1 - 2023.1 - Materiais e Tecnicas ConstrutivasDocumento3 páginasProva - Av1 - 2023.1 - Materiais e Tecnicas ConstrutivasViviane GodinhoAinda não há avaliações
- Concreto Reforçado Com Fibras - Concretos EspeciaisDocumento77 páginasConcreto Reforçado Com Fibras - Concretos EspeciaisIrosemberg AraujoAinda não há avaliações
- Apostila Materiais 1 - 2005Documento108 páginasApostila Materiais 1 - 2005FelipemaccariAinda não há avaliações
- TCC Estruturas de Aco e Madeira - Apostila 110315Documento46 páginasTCC Estruturas de Aco e Madeira - Apostila 110315Barbantin100% (1)
- Relatório Fadiga Final PDFDocumento22 páginasRelatório Fadiga Final PDFIorlandaThalesAinda não há avaliações
- Tensão X Deformação 2021Documento17 páginasTensão X Deformação 2021Rodrigo Felix33100% (1)
- Aula Deformação PlásticaDocumento57 páginasAula Deformação PlásticaFelipe RufattoAinda não há avaliações
- Propriedades MecanicasDocumento11 páginasPropriedades MecanicastbrolloAinda não há avaliações
- Resistencia Dos MateriaisDocumento60 páginasResistencia Dos MateriaisAilton MulinaAinda não há avaliações
- Propriedades Mecânicas Dos Materiais DentáriosDocumento6 páginasPropriedades Mecânicas Dos Materiais DentáriosAndrea Rebelo100% (3)
- UFCD6649 Construcoes Metalomecanicas SerralhariaDocumento64 páginasUFCD6649 Construcoes Metalomecanicas SerralhariaJosé Luis MouraAinda não há avaliações
- Aula 01 - IntroduçãoDocumento107 páginasAula 01 - IntroduçãoDadazinha248Ainda não há avaliações
- Metalurgia Mecanica, 2ed - Dieter G. E - 1Documento11 páginasMetalurgia Mecanica, 2ed - Dieter G. E - 1RUTH ALLYSON QUINTANA CABADAAinda não há avaliações
- Corrosão Por HidrogênioDocumento34 páginasCorrosão Por HidrogênioYgor XavierAinda não há avaliações
- Resmat FinalDocumento22 páginasResmat FinalJean HirotaAinda não há avaliações