Você também pode gostar
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoAinda não há avaliações
- Metodos Numericos Modulo 1Documento9 páginasMetodos Numericos Modulo 1Michel CavalcantiAinda não há avaliações
- Elevação Artificial Por Bombeio MecânicoNo EverandElevação Artificial Por Bombeio MecânicoAinda não há avaliações
- Projeto e Construcao de Celula de Carga Instrumentada Com ExtensometrosDocumento10 páginasProjeto e Construcao de Celula de Carga Instrumentada Com ExtensometrosEliabel Alves Barreto JuniorAinda não há avaliações
- Análise Estrutural de Silos MetálicosDocumento117 páginasAnálise Estrutural de Silos MetálicosMatheus S. LimaAinda não há avaliações
- Aula2 FragmentacaoDocumento43 páginasAula2 FragmentacaoDébora Muniz de SouzaAinda não há avaliações
- 1a Lista ExerciciosDocumento3 páginas1a Lista ExerciciosBernardo LemosAinda não há avaliações
- Instrumentos de PressãoDocumento56 páginasInstrumentos de PressãoLaboratorio Rocha BrancaAinda não há avaliações
- Artigo TFG II - Projeto de Barra Estabilizadora Traseira para o Veículo Baja SaeDocumento27 páginasArtigo TFG II - Projeto de Barra Estabilizadora Traseira para o Veículo Baja SaeAlessander SchmitzAinda não há avaliações
- Lista 1 Segundo Semestre 2014Documento10 páginasLista 1 Segundo Semestre 2014Grazielle Samara PereiraAinda não há avaliações
- Aula1 Vibraçoes PDFDocumento55 páginasAula1 Vibraçoes PDFAlexandre GiraldiAinda não há avaliações
- Experimento 6 RelatórioDocumento11 páginasExperimento 6 RelatórioMaria Clara Santos QueirozAinda não há avaliações
- ABNT NBR EB 2078 - 1990 - Bombas Hidraulicas de Fluxo RadiaDocumento7 páginasABNT NBR EB 2078 - 1990 - Bombas Hidraulicas de Fluxo RadiaJairo JuniorAinda não há avaliações
- Vibração Com Amortecimento ViscosoDocumento11 páginasVibração Com Amortecimento ViscosoJosé LimaAinda não há avaliações
- Apostila Performance Veicular Rev3Documento45 páginasApostila Performance Veicular Rev3Alexandre ChagasAinda não há avaliações
- #01 - Sistemas Com 1 GDLDocumento12 páginas#01 - Sistemas Com 1 GDLwillian lopes peçanhaAinda não há avaliações
- Aula - 13 - Apostila Instrumentação e TermometriaDocumento42 páginasAula - 13 - Apostila Instrumentação e Termometriawalter_tavares3713100% (1)
- Vibrações Lista 1Documento5 páginasVibrações Lista 1Mary LiceAinda não há avaliações
- PROVA 1-VibraçoesDocumento4 páginasPROVA 1-Vibraçoeswillian lopes peçanhaAinda não há avaliações
- CN 05 Atividade Projeto1Documento2 páginasCN 05 Atividade Projeto1Mepy MascaranhasAinda não há avaliações
- Mecânica de Autoveículos I - P1 - 2013 - Antônio Carlos CanaleDocumento3 páginasMecânica de Autoveículos I - P1 - 2013 - Antônio Carlos CanalekhuekhueAinda não há avaliações
- Universidade Tecnológica Federal Do Paraná Coordenação de Engenharia Mecânica Curso de Engenharia MecânicaDocumento87 páginasUniversidade Tecnológica Federal Do Paraná Coordenação de Engenharia Mecânica Curso de Engenharia MecânicaJoelma TurolaAinda não há avaliações
- 9958 - Prova Vibrações Mecânicas 2022 - SUBSTITUTIVA 02Documento5 páginas9958 - Prova Vibrações Mecânicas 2022 - SUBSTITUTIVA 02Gabriel Azevedo MoralAinda não há avaliações
- Casos de Excitação Harmônica PDFDocumento8 páginasCasos de Excitação Harmônica PDFRafael SenaAinda não há avaliações
- Relatório Vibrações Pratica 2Documento19 páginasRelatório Vibrações Pratica 2Matheus MarkiesAinda não há avaliações
- Introdução 2018Documento41 páginasIntrodução 2018Gabriela DinizAinda não há avaliações
- Usina de BeneficiamentoDocumento10 páginasUsina de BeneficiamentoFernanda CruzAinda não há avaliações
- Lista Cálculo NuméricoDocumento3 páginasLista Cálculo NuméricoBárbara CarvalhoAinda não há avaliações
- Python Equacao Da Reta ArtigoDocumento8 páginasPython Equacao Da Reta Artigom4r10Ainda não há avaliações
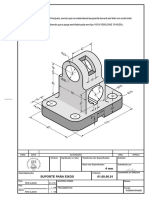
- 01.00.00.01 - Suporte para EixosDocumento3 páginas01.00.00.01 - Suporte para EixosGuilherme PeicheAinda não há avaliações
- Roteiro 3 Experimento Medidores de VazoDocumento8 páginasRoteiro 3 Experimento Medidores de VazoFábio BernalAinda não há avaliações
- Decremento Logarítmico Da AmplitudeDocumento2 páginasDecremento Logarítmico Da AmplitudeRui TsaiAinda não há avaliações
- AP3 - Métodos ComputacionaisDocumento15 páginasAP3 - Métodos ComputacionaisEduarda SantanaAinda não há avaliações
- Lista Avaliativa Temperatura PDFDocumento4 páginasLista Avaliativa Temperatura PDFDaniel Pereira NettoAinda não há avaliações
- Implementação Dos Métodos Numéricos para Resolução de EquaçõesDocumento7 páginasImplementação Dos Métodos Numéricos para Resolução de EquaçõesKenny RalphAinda não há avaliações
- Capítulo III - Vibração Excitada HarmonicamenteDocumento30 páginasCapítulo III - Vibração Excitada HarmonicamenteJefferson R. MeloAinda não há avaliações
- Lista 1Documento6 páginasLista 1NUÑEZ VILLA JULIO CESARAinda não há avaliações
- Relatório Técnico - Aula Prática 5 - INTRODUÇÃO A ANÁLISE MODALDocumento18 páginasRelatório Técnico - Aula Prática 5 - INTRODUÇÃO A ANÁLISE MODALFernando BittencourtAinda não há avaliações
- VibraçãoDocumento1 páginaVibraçãoLuciano Ferreira Dos SantosAinda não há avaliações
- Freios 1 PDFDocumento63 páginasFreios 1 PDFPaulo GomesAinda não há avaliações
- AV1, AV2 & AV3 Calculo Numerico - 2013-01NDocumento26 páginasAV1, AV2 & AV3 Calculo Numerico - 2013-01NLucas VieiraAinda não há avaliações
- LivroDocumento192 páginasLivroRicardo da S.AlencarAinda não há avaliações
- 2º Lista de ExercíciosDocumento4 páginas2º Lista de ExercíciosBruna AssisAinda não há avaliações
- Cálculo Numérico - Paulo Xavier PamplonaDocumento145 páginasCálculo Numérico - Paulo Xavier PamplonaLucas Franco CarvalhêdoAinda não há avaliações
- Capítulo II - Vibração Livre de Sistemas Com Um Grau de LiberdadeDocumento70 páginasCapítulo II - Vibração Livre de Sistemas Com Um Grau de LiberdadeJefferson R. MeloAinda não há avaliações
- Ficha AnamneseDocumento1 páginaFicha AnamneseIza ChanAinda não há avaliações
- Lista Exercícios VibDocumento24 páginasLista Exercícios VibFabio Barros100% (1)
- Análise Numérica - Aula 9 - Resolução de Equações Diferenciais Ordinárias de 1 OrdemDocumento8 páginasAnálise Numérica - Aula 9 - Resolução de Equações Diferenciais Ordinárias de 1 OrdemJorge EustaquioAinda não há avaliações
- Ode ScilabDocumento4 páginasOde ScilabOsmar BorgesAinda não há avaliações
- Aula 13 - Sistemas Com 2 GDL (Novo) In+¡cio Ao FimDocumento42 páginasAula 13 - Sistemas Com 2 GDL (Novo) In+¡cio Ao FimShueidy BragaAinda não há avaliações
- Atividade de Instrumentação - Medidor de PressãoDocumento6 páginasAtividade de Instrumentação - Medidor de PressãoHelvio LiraAinda não há avaliações
- (Programação) Apostila de Scilab (PT-BR)Documento76 páginas(Programação) Apostila de Scilab (PT-BR)Paulo CauásAinda não há avaliações
- Exame 14 Julho 2020Documento1 páginaExame 14 Julho 2020Patrícia TrindadeAinda não há avaliações
- Vibrações Mecânicas Resumo Da Teoria e ExercíciosDocumento214 páginasVibrações Mecânicas Resumo Da Teoria e ExercíciosMaia202Ainda não há avaliações
- 2016 - Capítulo 04 - Carroceria - Estrutura - 1 - 33 PDFDocumento36 páginas2016 - Capítulo 04 - Carroceria - Estrutura - 1 - 33 PDFSérgio A CruzAinda não há avaliações
- Apostila Básica para Curso de FresamentoDocumento19 páginasApostila Básica para Curso de FresamentoMarcos RobertoAinda não há avaliações
- Projetos de RoscasDocumento8 páginasProjetos de RoscasWilian De Oliveira GalterAinda não há avaliações
- Artigo - Rosca de ExtrusãoDocumento8 páginasArtigo - Rosca de ExtrusãoAtaliba LeonelAinda não há avaliações
- Trabalho Hidraulica 2Documento11 páginasTrabalho Hidraulica 2josecelioforex036Ainda não há avaliações
- Produção de Revestimento CerâmicoDocumento10 páginasProdução de Revestimento CerâmicoDouglas dos SantosAinda não há avaliações
- Teste FormativcDocumento5 páginasTeste FormativcMarina MarinhoAinda não há avaliações
- Apostila Fibra de Vidro PDFDocumento31 páginasApostila Fibra de Vidro PDFJone LopesAinda não há avaliações
- Combustao de PlasticosDocumento2 páginasCombustao de PlasticoswendjemorAinda não há avaliações
- Normalizacao Normas BrasileirasDocumento32 páginasNormalizacao Normas Brasileirasamericana327Ainda não há avaliações
- Trabalho Produção Filme BOPPDocumento44 páginasTrabalho Produção Filme BOPPcaverna_baAinda não há avaliações
- Tipos de Pavimentos Utilizados No Mercado - Vantagens e DesvantagensDocumento9 páginasTipos de Pavimentos Utilizados No Mercado - Vantagens e DesvantagensEder Félix100% (2)
- Aula de Polimeros e CompositosDocumento76 páginasAula de Polimeros e CompositosKegenaldo AlvesAinda não há avaliações
- Dormente Pneus InserviveisDocumento29 páginasDormente Pneus InserviveisGabriel AtaideAinda não há avaliações
- Polímeros BiodegradáveisDocumento14 páginasPolímeros BiodegradáveisPamela SouzaAinda não há avaliações
- Apostila de ImpermeabilizaçãoDocumento31 páginasApostila de Impermeabilizaçãoitamaridl100% (1)
- Correção Da Lista de ExercíciosDocumento3 páginasCorreção Da Lista de Exercíciosbrunorodrigoh1Ainda não há avaliações
- Químicos em TissueDocumento10 páginasQuímicos em TissueRafael VieiraAinda não há avaliações
- Lista Exerccios Agua, Solo e GestaoDocumento14 páginasLista Exerccios Agua, Solo e GestaoMicka VieiraAinda não há avaliações
- Danilo Do RosárioDocumento69 páginasDanilo Do RosárioCarlos AlmeidaAinda não há avaliações
- 6........ Lista de Exercedcios Ligae7f5es Quedmicas Fore7as Intermoleculares Materiais Modernos Propriedades Das Solue7f5esDocumento4 páginas6........ Lista de Exercedcios Ligae7f5es Quedmicas Fore7as Intermoleculares Materiais Modernos Propriedades Das Solue7f5esLarii SalesAinda não há avaliações
- Filtro PrensaDocumento17 páginasFiltro PrensarocadinhoAinda não há avaliações
- Selecao de Materiais para Projeto MecanicoDocumento18 páginasSelecao de Materiais para Projeto MecanicoAndré BoulancoAinda não há avaliações
- Estudo Reologico de Espessantes AcrilicosDocumento135 páginasEstudo Reologico de Espessantes AcrilicosProdução ImperlastAinda não há avaliações
- Roteiro de QuímicaDocumento9 páginasRoteiro de QuímicaiasmimAinda não há avaliações
- Componentes 2Documento49 páginasComponentes 2MAITA QUISPE EDY INESAinda não há avaliações
- ElastomerosDocumento30 páginasElastomerosGilson VieiraAinda não há avaliações
- Trabalho JayneDocumento9 páginasTrabalho JayneAlexandre RochaAinda não há avaliações
- Produção de Plásticos Biodegradáveis Por Fermentação (PHA e PHB)Documento27 páginasProdução de Plásticos Biodegradáveis Por Fermentação (PHA e PHB)Lorraine OliveiraAinda não há avaliações
- Bretas Reologia de Polimeros Fundidos 2 Edicao 1 76 PDFDocumento76 páginasBretas Reologia de Polimeros Fundidos 2 Edicao 1 76 PDFAmanda VianaAinda não há avaliações
- Aula 1 - Introdução Ao Processamento de Materiais PoliméricosDocumento50 páginasAula 1 - Introdução Ao Processamento de Materiais PoliméricosVitor Uehara MondaniAinda não há avaliações
- GuiaProdutosAnsell SiteDocumento94 páginasGuiaProdutosAnsell SiteFernando B. CruzAinda não há avaliações
- Aula 1 - Massa Molar PDFDocumento37 páginasAula 1 - Massa Molar PDFAmanda GirotoAinda não há avaliações
- Manual Hydro-Pex 2013Documento48 páginasManual Hydro-Pex 2013Maxwell_HammerAinda não há avaliações
- CIA ImperDocumento95 páginasCIA ImperAntonino Palmeri NetoAinda não há avaliações
- Embalagens Ativas e InteligentesDocumento4 páginasEmbalagens Ativas e InteligentesFernandaMüllingAinda não há avaliações
- University of Chicago Press Fall 2009 Distributed TitlesNo EverandUniversity of Chicago Press Fall 2009 Distributed TitlesNota: 1 de 5 estrelas1/5 (1)