Você também pode gostar
- PLANO-DE-GERENCIAMENTO-DE-RESIDUOS-PGRS - Modelo PDFDocumento36 páginasPLANO-DE-GERENCIAMENTO-DE-RESIDUOS-PGRS - Modelo PDFLucas JoahayAinda não há avaliações
- Aplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsDocumento10 páginasAplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsJo AteliêD'artes100% (1)
- Aplicação Do Lean Manufacture em Uma Fábrica de MóveisDocumento20 páginasAplicação Do Lean Manufacture em Uma Fábrica de MóveisJORGE DA SOLEDADE CONCEICAOAinda não há avaliações
- Implementacao Do Lean Manufacturing em Uma Linha de Sublimacao de Canecas de Uma Empresa de EstampariaDocumento15 páginasImplementacao Do Lean Manufacturing em Uma Linha de Sublimacao de Canecas de Uma Empresa de Estampariamemem_azevedoAinda não há avaliações
- Resumo Do Artigo 3 - Ana Claudia Berto de AraujoDocumento5 páginasResumo Do Artigo 3 - Ana Claudia Berto de AraujoAna Claudia AraujoAinda não há avaliações
- 5-Ferramenta de Melhoria Contínua KaizenDocumento11 páginas5-Ferramenta de Melhoria Contínua KaizenLuiz Carlos SantosAinda não há avaliações
- A Inovação Na Perspectiva Do Controle de Custos de Processos Um Estudo de Caso em Usina TermoelétricaDocumento14 páginasA Inovação Na Perspectiva Do Controle de Custos de Processos Um Estudo de Caso em Usina TermoelétricaMandarini SilvaAinda não há avaliações
- TN STP 239 389 33820Documento15 páginasTN STP 239 389 33820Hemmylly CawanneAinda não há avaliações
- Artigo KaizenDocumento12 páginasArtigo KaizenSheila K. R. MargrafAinda não há avaliações
- Impressao 7Documento19 páginasImpressao 7Vanessa CunhaAinda não há avaliações
- Quali DadeDocumento14 páginasQuali DadejulianeAinda não há avaliações
- TN Sto 342 1751 39508Documento17 páginasTN Sto 342 1751 39508Anderson QueirozAinda não há avaliações
- Indicadores de DesempenhoDocumento13 páginasIndicadores de DesempenhoseristoneAinda não há avaliações
- 8 DesperdiciosDocumento4 páginas8 DesperdiciosALEXANDRE MAGNUS PEREIRA DE SOUZAAinda não há avaliações
- Mapeamento Do Fluxo de Valor: Otimização Do Processo Produtivo Sob A Ótica Da Engenharia Da ProduçãoDocumento16 páginasMapeamento Do Fluxo de Valor: Otimização Do Processo Produtivo Sob A Ótica Da Engenharia Da ProduçãoJonas .RezendeAinda não há avaliações
- Corpo-Artigo-ENEGEP-2021-THAISA SERVELINDocumento15 páginasCorpo-Artigo-ENEGEP-2021-THAISA SERVELINGille MeloAinda não há avaliações
- Lean ManufecturingDocumento5 páginasLean ManufecturingMilena Brondani BergalliAinda não há avaliações
- Lean OfficeDocumento13 páginasLean OfficeStefannia BarrosAinda não há avaliações
- Seis Sigma Filo Sofia LeanDocumento17 páginasSeis Sigma Filo Sofia LeanMarcelo BarrosAinda não há avaliações
- Tce 399 1955 45602Documento15 páginasTce 399 1955 45602phvilarinoAinda não há avaliações
- A Sistemática Da Gestão Da Produção e Suas Operações EstratégicasDocumento9 páginasA Sistemática Da Gestão Da Produção e Suas Operações EstratégicasMezengaAinda não há avaliações
- Técnnicas Avançadas Deprodução 3Documento16 páginasTécnnicas Avançadas Deprodução 3wiliam peleteiro100% (1)
- TN Sto 226 316 28655Documento12 páginasTN Sto 226 316 28655Suziane TavaresAinda não há avaliações
- TN Sto 293 1656 39118Documento13 páginasTN Sto 293 1656 39118Davi XavierAinda não há avaliações
- Abordagem Teorica de Gestão Da Qualidade Direcionada A Metodologia Lean Seis SigmaDocumento19 páginasAbordagem Teorica de Gestão Da Qualidade Direcionada A Metodologia Lean Seis SigmaAlex BarrosoAinda não há avaliações
- Abordagem Sobre A Produção EnxutaDocumento9 páginasAbordagem Sobre A Produção EnxutaStefannia BarrosAinda não há avaliações
- Artigo Lean UbsDocumento15 páginasArtigo Lean UbsDouglas ColettoAinda não há avaliações
- Gestao Da Qualidade e ProdutivDocumento16 páginasGestao Da Qualidade e ProdutivRafael MartinezAinda não há avaliações
- Trabalho Eng. MecanicaDocumento22 páginasTrabalho Eng. Mecanicaf.ddrafthomeAinda não há avaliações
- Artigo 6 Enegep 2009Documento15 páginasArtigo 6 Enegep 2009Taty MoreiraAinda não há avaliações
- Metodos, Análise e Solução de ProblemasDocumento7 páginasMetodos, Análise e Solução de ProblemasprsramosAinda não há avaliações
- Kaizen&wcm - AndersonDocumento14 páginasKaizen&wcm - AndersonPaulo SilvaAinda não há avaliações
- Aula Lean ManufacturingDocumento26 páginasAula Lean Manufacturingtairessilva1910Ainda não há avaliações
- Lean OfficeDocumento14 páginasLean OfficeGabriela SoaresAinda não há avaliações
- Lean ManufaturingDocumento14 páginasLean Manufaturingdaniel AlvesAinda não há avaliações
- Artigo 1 - o Processo de Desenvolvimento de Produtos em Pequena Empresa Um Estudo de CasoDocumento12 páginasArtigo 1 - o Processo de Desenvolvimento de Produtos em Pequena Empresa Um Estudo de Casolucas.taiba2Ainda não há avaliações
- Gestão Da Cadeia de AbastecimentoDocumento15 páginasGestão Da Cadeia de Abastecimentodaniel AlvesAinda não há avaliações
- Artigo Trabalho Gestão Da ProduçãoDocumento11 páginasArtigo Trabalho Gestão Da ProduçãoMatheus dos AnjosAinda não há avaliações
- Não Conformidades EsquadriaDocumento14 páginasNão Conformidades Esquadriaqualidadealumi3Ainda não há avaliações
- Circulos CCQDocumento12 páginasCirculos CCQTrabalhadores da Última HoraAinda não há avaliações
- Artigo - Ferramentas Da Qualidade - Estudo de CasoDocumento13 páginasArtigo - Ferramentas Da Qualidade - Estudo de CasoCarol PreviatelloAinda não há avaliações
- 2022-Vieira-Estudo de Caso-Aumento de Produtividade ... IndustriaDocumento11 páginas2022-Vieira-Estudo de Caso-Aumento de Produtividade ... IndustriaJose Renato KitaharaAinda não há avaliações
- Projeto de Pesquisa Sa3Documento9 páginasProjeto de Pesquisa Sa3Helena LyssyaAinda não há avaliações
- Análise de Desperdícios - Um Estudo de Caso em Uma Empresa de Cervejas Artesanais - Marcelo Dos Santos Póvais - Núcleo Conhecimento PDFDocumento28 páginasAnálise de Desperdícios - Um Estudo de Caso em Uma Empresa de Cervejas Artesanais - Marcelo Dos Santos Póvais - Núcleo Conhecimento PDFKaique CavalcanteAinda não há avaliações
- Trabalho de Gestao (Artigo)Documento8 páginasTrabalho de Gestao (Artigo)Geovanna LyssaAinda não há avaliações
- Lean - Conceitos e AplicaçõesDocumento3 páginasLean - Conceitos e AplicaçõesMarcosAinda não há avaliações
- Contabilidade Custos 6Documento14 páginasContabilidade Custos 6joniharaAinda não há avaliações
- Inovacao Na Gestao de Processos Uma ReviDocumento19 páginasInovacao Na Gestao de Processos Uma Revijorge CarvalhoAinda não há avaliações
- Enegep2012 TN STO 157 919 19974Documento10 páginasEnegep2012 TN STO 157 919 19974Gislaine BoriniAinda não há avaliações
- Jefferson Reis,+Conceitos+e+Fatores+Determinantes+Documento8 páginasJefferson Reis,+Conceitos+e+Fatores+Determinantes+Brainer RaniAinda não há avaliações
- Apostila de Engenharia de Métodos - Prof. Ernandes RizzoDocumento66 páginasApostila de Engenharia de Métodos - Prof. Ernandes RizzoalrbatistaAinda não há avaliações
- Trabalho Avaliativo - Projeto e Operações de Sistemas de Produção Feito2Documento9 páginasTrabalho Avaliativo - Projeto e Operações de Sistemas de Produção Feito2Weber Mardegan SardenbergAinda não há avaliações
- Atividade Contextualizada - Aol5Documento9 páginasAtividade Contextualizada - Aol5luiz carlosAinda não há avaliações
- TN ST 385 1908 45116Documento14 páginasTN ST 385 1908 45116Raiane BarrosAinda não há avaliações
- Mapeamento Do Fluxo de Valor - Uma Ferramenta PDFDocumento21 páginasMapeamento Do Fluxo de Valor - Uma Ferramenta PDFhenio13Ainda não há avaliações
- TCC ARTIGO - Bruno Renan PerazzoDocumento10 páginasTCC ARTIGO - Bruno Renan PerazzoBruno GarciaAinda não há avaliações
- LeanDocumento4 páginasLeanyasmim.p.ribeiroAinda não há avaliações
- Texto 4. DESIGN THINKING E INOVAO NA ESTRATGIA ORGANIZACIONADocumento6 páginasTexto 4. DESIGN THINKING E INOVAO NA ESTRATGIA ORGANIZACIONAMichelAinda não há avaliações
- Administração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?No EverandAdministração Enxuta (Lean Office): Processos críticos na Administração. Como identificá-los?Ainda não há avaliações
- Planilha de Calculo de Obra ExemploDocumento5 páginasPlanilha de Calculo de Obra ExemplomatsazAinda não há avaliações
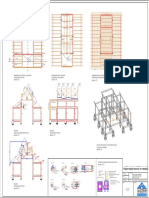
- ESTRUTURA DE MADEIRA-Centro de Recepção Ao VisitantesDocumento1 páginaESTRUTURA DE MADEIRA-Centro de Recepção Ao VisitantesEmanoel MartinsAinda não há avaliações
- Aula 01 - Desenho Técnico e TelhadosDocumento105 páginasAula 01 - Desenho Técnico e TelhadosGabriela Silva GarciaAinda não há avaliações
- Transiente Hidráulico - 1° ParteDocumento107 páginasTransiente Hidráulico - 1° PartecarlosAinda não há avaliações
- DP Tecnicas ConstrutivasDocumento58 páginasDP Tecnicas ConstrutivasLuan De La VegaAinda não há avaliações
- Lista de Fornecedores (Atualizada)Documento200 páginasLista de Fornecedores (Atualizada)Alex ThiedeAinda não há avaliações
- Aula 05 - Projeto ArquitetônicoDocumento32 páginasAula 05 - Projeto ArquitetônicoMMCG2008Ainda não há avaliações
- Quantificação-para-orçamento-até-VIGAS COBERTURA PDFDocumento8 páginasQuantificação-para-orçamento-até-VIGAS COBERTURA PDFMatheus AlvesAinda não há avaliações
- Concreto - Milton 3Documento359 páginasConcreto - Milton 3Rivaldo RibeiroAinda não há avaliações
- 105 Tipos de Acos Estruturais Aco IIDocumento75 páginas105 Tipos de Acos Estruturais Aco IIGuilherme NunesAinda não há avaliações
- Overview Corporate UPgrade Agenda 20171215Documento9 páginasOverview Corporate UPgrade Agenda 20171215Anonymous B1me3aAinda não há avaliações
- Levantamento de Quantitativos de ResidenciasDocumento26 páginasLevantamento de Quantitativos de ResidenciasKlayrton TecynhaAinda não há avaliações
- Exercícios de Vigas MistasDocumento43 páginasExercícios de Vigas MistasRenan Chama MartinAinda não há avaliações
- Relatório de Estágio - DiogoDocumento25 páginasRelatório de Estágio - DiogoPamela RenataAinda não há avaliações
- Apostila 05 Calculo EstruturalDocumento18 páginasApostila 05 Calculo EstruturalRoberto Rogerio Dos SantosAinda não há avaliações
- Planilha Orçamentária - Rev 7Documento49 páginasPlanilha Orçamentária - Rev 7Danilo GomesAinda não há avaliações
- Patologia Juntas ProblemasDocumento32 páginasPatologia Juntas ProblemasCamila GrainhoAinda não há avaliações
- NBR 8647Documento10 páginasNBR 8647RC COMERCIOAinda não há avaliações
- Tabela Condutibilidade TérmicaDocumento3 páginasTabela Condutibilidade TérmicaLucas Primon100% (1)
- Pre Moldados Notas de Aulas FundamentosDocumento116 páginasPre Moldados Notas de Aulas FundamentosMaria ElaineAinda não há avaliações
- Catalogo Acos GerdauDocumento106 páginasCatalogo Acos GerdauKaioRibeiroAinda não há avaliações
- Telhas 16 10 2018Documento8 páginasTelhas 16 10 2018Marcelo AlvesAinda não há avaliações
- Dosagem de Concreto Prof MSC Ricardo FerreiraDocumento22 páginasDosagem de Concreto Prof MSC Ricardo FerreirarobsonAinda não há avaliações