Você também pode gostar
- Planejamento e Controle da Produção na Manufatura EnxutaDocumento28 páginasPlanejamento e Controle da Produção na Manufatura EnxutaRubens BirchAinda não há avaliações
- Definindo o Lean Manufacturing de forma concisaDocumento11 páginasDefinindo o Lean Manufacturing de forma concisaGustavo MoreiraAinda não há avaliações
- Desenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPRODocumento11 páginasDesenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPROLaís Fernanda Arena MarcicanoAinda não há avaliações
- Paper Manufatura EnxutaDocumento5 páginasPaper Manufatura EnxutaAmarildo Moreira SantosAinda não há avaliações
- Aumento da produtividade através do Lean ManufacturingDocumento11 páginasAumento da produtividade através do Lean ManufacturingJose Renato KitaharaAinda não há avaliações
- Lean ThinkingDocumento7 páginasLean ThinkingAlvanir BarrosAinda não há avaliações
- Artigo Sergio Dias - Encontro Nacional de Manutencao Set 2007Documento14 páginasArtigo Sergio Dias - Encontro Nacional de Manutencao Set 2007Evandro AntonettiAinda não há avaliações
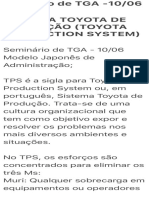
- Sistema Toyota de Produção (TPSDocumento42 páginasSistema Toyota de Produção (TPSAlan JeffersonAinda não há avaliações
- Introdução ao Lean Manufacturing: origem, princípios e ferramentasDocumento42 páginasIntrodução ao Lean Manufacturing: origem, princípios e ferramentaspescareAinda não há avaliações
- Aplicação de conceitos da manufatura enxuta em linha de produção alimentíciaDocumento11 páginasAplicação de conceitos da manufatura enxuta em linha de produção alimentíciaMatheus dos AnjosAinda não há avaliações
- 14 Princípios ToyotaDocumento17 páginas14 Princípios ToyotaAmandaHenriquedeFariaAinda não há avaliações
- Contabilidade Custos 6Documento14 páginasContabilidade Custos 6joniharaAinda não há avaliações
- Dinamica - Lego Rev. ProfDocumento11 páginasDinamica - Lego Rev. ProfThiago Camargo100% (1)
- Slides Aula 4.2Documento20 páginasSlides Aula 4.2Joao NunesAinda não há avaliações
- Produção enxuta na Solaris EquipamentosDocumento8 páginasProdução enxuta na Solaris EquipamentosGeovanna LyssaAinda não há avaliações
- Implantação Do Sistema de Produção Enxuta - ESTÁCIODocumento24 páginasImplantação Do Sistema de Produção Enxuta - ESTÁCIOLuiz David MendesAinda não há avaliações
- MFVDocumento7 páginasMFVNathalia FernandesAinda não há avaliações
- Sistema de Gestao da Qualidade - Cap_3Documento32 páginasSistema de Gestao da Qualidade - Cap_3Manoel FilhoAinda não há avaliações
- Sistema Toyota de ProduçãoDocumento9 páginasSistema Toyota de ProduçãoVictória DuarteAinda não há avaliações
- Gestão Da Qualidade CópiaDocumento5 páginasGestão Da Qualidade CópiaANA CLARA DA SILVA LIMAAinda não há avaliações
- Atcc - Implementação Da Filosofia Lean Manufacturing Na Indústria de Distribuição de GLPDocumento30 páginasAtcc - Implementação Da Filosofia Lean Manufacturing Na Indústria de Distribuição de GLPBruno GuerraAinda não há avaliações
- Gpi (2758481) - Paper Seminário LegoDocumento14 páginasGpi (2758481) - Paper Seminário LegoIvan da SilvaAinda não há avaliações
- 2 Revisão BibliográficaDocumento17 páginas2 Revisão BibliográficaFrancisco W SilvaAinda não há avaliações
- Manufatura enxuta e competitividade baseada na dimensão tempoDocumento9 páginasManufatura enxuta e competitividade baseada na dimensão tempocybelleAinda não há avaliações
- Introdução ao Sistema Toyota de ProduçãoDocumento7 páginasIntrodução ao Sistema Toyota de ProduçãoBartolomeu Guilerme Dos Santos67% (3)
- Sistema Just in Time conceitos essenciaisDocumento6 páginasSistema Just in Time conceitos essenciaisViviane Rezende PratesAinda não há avaliações
- Aula Lean ManufacturingDocumento26 páginasAula Lean Manufacturingtairessilva1910Ainda não há avaliações
- Gestão Da Cadeia de AbastecimentoDocumento15 páginasGestão Da Cadeia de Abastecimentodaniel AlvesAinda não há avaliações
- Lean ThinkingDocumento5 páginasLean ThinkingComunidade Lean Thinking0% (1)
- A Filosofia Just in Time Como Otimizacao de Metodo de ProducaoDocumento13 páginasA Filosofia Just in Time Como Otimizacao de Metodo de ProducaoGil ColoiaAinda não há avaliações
- Abordagem Sobre A Produção EnxutaDocumento9 páginasAbordagem Sobre A Produção EnxutaStefannia BarrosAinda não há avaliações
- Seminario de GestãoDocumento8 páginasSeminario de GestãoJailson RamosAinda não há avaliações
- Perspectiva Lean no EmpreendedorismoDocumento69 páginasPerspectiva Lean no EmpreendedorismoDaniel KawamuraAinda não há avaliações
- Metodologias LeanDocumento9 páginasMetodologias LeanAntónioSimõesBorbaAinda não há avaliações
- ENEGEP2001_TR12_0305Documento8 páginasENEGEP2001_TR12_0305nathaliagacAinda não há avaliações
- Artigo FormatadoDocumento15 páginasArtigo FormatadoThiago PereiraAinda não há avaliações
- 8 DesperdiciosDocumento4 páginas8 DesperdiciosALEXANDRE MAGNUS PEREIRA DE SOUZAAinda não há avaliações
- Artigo KaizenDocumento12 páginasArtigo KaizenSheila K. R. MargrafAinda não há avaliações
- Just in timeDocumento16 páginasJust in timetpires2023Ainda não há avaliações
- Trabalho Sobre ToyotismoDocumento12 páginasTrabalho Sobre ToyotismodanigordilhoAinda não há avaliações
- Manufatura Enxuta: Princípios e BenefíciosDocumento3 páginasManufatura Enxuta: Princípios e BenefíciosJoao Lucas Leite FreireAinda não há avaliações
- METODOLOGIA LEANDocumento11 páginasMETODOLOGIA LEANPriscila SaitoAinda não há avaliações
- Artigo Combepro CDLDocumento13 páginasArtigo Combepro CDLVinicius CarrijoAinda não há avaliações
- Aplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsDocumento10 páginasAplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsJo AteliêD'artes100% (1)
- Produção enxuta como vantagem competitiva no setor automotivoDocumento4 páginasProdução enxuta como vantagem competitiva no setor automotivoPedro SantosAinda não há avaliações
- Trabalho 1 - Gestão Da Qualidade - Thayná C. TréssinoDocumento14 páginasTrabalho 1 - Gestão Da Qualidade - Thayná C. TréssinoThayná Caroline TréssinoAinda não há avaliações
- Apostila de Administração Da Produção - Formato para Os Alunos.Documento31 páginasApostila de Administração Da Produção - Formato para Os Alunos.joejonasjb3100% (1)
- Seminario de GestãoDocumento8 páginasSeminario de GestãoJailson RamosAinda não há avaliações
- Formação White Belt PDFDocumento60 páginasFormação White Belt PDFRogerioSantanaPamelaSilvaAinda não há avaliações
- Trabalho Lean ManufacturingDocumento16 páginasTrabalho Lean ManufacturingMurilloNardiAinda não há avaliações
- Kaizen, Kanban e JITDocumento6 páginasKaizen, Kanban e JITFelix Adrian Garmendia GonzalezAinda não há avaliações
- Introdução aos princípios básicos da manufatura enxutaDocumento28 páginasIntrodução aos princípios básicos da manufatura enxutaLuciano Marcelo OliveiraAinda não há avaliações
- 080 - Indtrodução LeanDocumento31 páginas080 - Indtrodução LeanMichelle OliveiraAinda não há avaliações
- O que é LeanDocumento4 páginasO que é LeanVanderleiAinda não há avaliações
- Atividade Avaliativa - Qualidade e ProdutividadeDocumento5 páginasAtividade Avaliativa - Qualidade e ProdutividadeLaiz MattosAinda não há avaliações
- Lean OfficeDocumento13 páginasLean OfficeStefannia BarrosAinda não há avaliações
- Uma Visão Sistemática Dos Princípios Lean - Reflexão Após 16 PDFDocumento25 páginasUma Visão Sistemática Dos Princípios Lean - Reflexão Após 16 PDFjfelipemoralesAinda não há avaliações
- Ferramenta Kaizen melhoriaDocumento11 páginasFerramenta Kaizen melhoriaLuiz Carlos SantosAinda não há avaliações
- Acreditação Hospitalar X Qualidade Do SeviçoDocumento2 páginasAcreditação Hospitalar X Qualidade Do Seviçodaniel AlvesAinda não há avaliações
- Posto de Trabalho, Projeto e Arranjo Físico Sob A Ótica Da ErgonomiaDocumento16 páginasPosto de Trabalho, Projeto e Arranjo Físico Sob A Ótica Da Ergonomiadaniel AlvesAinda não há avaliações
- Sistemas, Métodos de Análise e Exemplos de Ferramentas ErgonômicasDocumento22 páginasSistemas, Métodos de Análise e Exemplos de Ferramentas Ergonômicasdaniel AlvesAinda não há avaliações
- Acessibilidade e ErgonomiaDocumento15 páginasAcessibilidade e Ergonomiadaniel AlvesAinda não há avaliações
- Ad2 2019-1 Contabilidade e CustosDocumento5 páginasAd2 2019-1 Contabilidade e CustosZefere Salvo e servo de CristoAinda não há avaliações
- AcosInoxidaveis EspecificacoestecnicasDocumento1 páginaAcosInoxidaveis EspecificacoestecnicasJosé ReinaldoAinda não há avaliações
- Estrategia Lean PDFDocumento18 páginasEstrategia Lean PDFAntonio FedatoAinda não há avaliações
- Fordismo, Toyotismo, Taylorismo e Volvismo PDFDocumento12 páginasFordismo, Toyotismo, Taylorismo e Volvismo PDFluizAinda não há avaliações
- Catálogo de peças hidráulicasDocumento20 páginasCatálogo de peças hidráulicasVadinho BenezAinda não há avaliações
- Planejamento e Controle da Produção (PCPDocumento57 páginasPlanejamento e Controle da Produção (PCPRafaela GoncalvesAinda não há avaliações
- Relatório técnico para cozinha ou indústria de alimentosDocumento2 páginasRelatório técnico para cozinha ou indústria de alimentosMilla PereiraAinda não há avaliações
- 01 - Manual Prático Do Plano de ProjetoDocumento17 páginas01 - Manual Prático Do Plano de Projetowesley274Ainda não há avaliações
- Contabilidade de Custos: exercícios sobre classificação, cálculo e DREDocumento6 páginasContabilidade de Custos: exercícios sobre classificação, cálculo e DREKalyne SantosAinda não há avaliações
- Plano Qualidade Obra Condomínio Jardim AtlânticoDocumento18 páginasPlano Qualidade Obra Condomínio Jardim AtlânticoKélcio MaruyamaAinda não há avaliações
- Recebimento de produtos nutricionaisDocumento1 páginaRecebimento de produtos nutricionaisCatherine AndradeAinda não há avaliações
- Padrões de Qualidade - Normas ISO 9000 e 14000Documento2 páginasPadrões de Qualidade - Normas ISO 9000 e 14000ElenitaSchmidtAinda não há avaliações
- 05-Teoria Da FirmaDocumento26 páginas05-Teoria Da FirmaFolashade Airam OluwatuyiAinda não há avaliações
- Sistema Ensino ConectadoDocumento25 páginasSistema Ensino ConectadoAnderson Roberto Gentilin Adao100% (1)
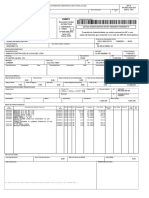
- NF-e de venda de produtos para construçãoDocumento1 páginaNF-e de venda de produtos para construçãoThaynaraAinda não há avaliações
- Gerenciamento 5S - Armazém JundiaíDocumento12 páginasGerenciamento 5S - Armazém JundiaíSAYFUDDINSG100% (1)
- Introdução ao Lean Manufacturing: origem, princípios e ferramentasDocumento42 páginasIntrodução ao Lean Manufacturing: origem, princípios e ferramentaspescareAinda não há avaliações
- Texto 7 MRP PeinadoDocumento14 páginasTexto 7 MRP PeinadoAlessandraAinda não há avaliações
- Unidade 3 - Desenvolvimento Integrado de ProdutosDocumento30 páginasUnidade 3 - Desenvolvimento Integrado de ProdutosMauricioAinda não há avaliações
- Introdução às Normas ISO 9000Documento12 páginasIntrodução às Normas ISO 9000annecmrAinda não há avaliações
- Aula 03 - Análise de Custos - Métodos de CusteioDocumento9 páginasAula 03 - Análise de Custos - Métodos de CusteioKleopatra D El Rey do VaboAinda não há avaliações
- Treinamento Yellow Belt Master MétodoDocumento84 páginasTreinamento Yellow Belt Master MétodoglinfordeAinda não há avaliações
- Ray LaneDocumento4 páginasRay Laneray_lane12350% (2)
- NF-e de venda de embalagem reciclávelDocumento1 páginaNF-e de venda de embalagem reciclávelPassei DiretoAinda não há avaliações
- Gestão de MateriaisDocumento15 páginasGestão de MateriaisThais OliveiraAinda não há avaliações
- CATALOGO ANUAL 2021 22 - Final-WebDocumento132 páginasCATALOGO ANUAL 2021 22 - Final-WebLucas MiguelAinda não há avaliações
- Estoque e demanda de produtoDocumento27 páginasEstoque e demanda de produtoguilherme buenoAinda não há avaliações
- Catalog PradoluxDocumento108 páginasCatalog PradoluxErick FigueirôaAinda não há avaliações
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Liberdade digital: O mais completo manual para empreender na internet e ter resultadosNo EverandLiberdade digital: O mais completo manual para empreender na internet e ter resultadosNota: 5 de 5 estrelas5/5 (10)
- A lógica do jogo: Recriando clássicos da história dos videogamesNo EverandA lógica do jogo: Recriando clássicos da história dos videogamesAinda não há avaliações
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Introdução a Data Science: Algoritmos de Machine Learning e métodos de análiseNo EverandIntrodução a Data Science: Algoritmos de Machine Learning e métodos de análiseAinda não há avaliações
- Caixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasNo EverandCaixa de ferramentas da Arquitetura de Software: Como tornar suas aplicações mais escaláveis, confiáveis e segurasAinda não há avaliações
- Liderança: Guia De Gestão Para Ser Excepcional Em Influencia, Comunicação E Tomada De DecisãoNo EverandLiderança: Guia De Gestão Para Ser Excepcional Em Influencia, Comunicação E Tomada De DecisãoAinda não há avaliações
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNo EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupNota: 5 de 5 estrelas5/5 (25)
- Como Vender Valor: O revolucionário sistema Venda+Valor para resolver os problemas dos clientes e vencerNo EverandComo Vender Valor: O revolucionário sistema Venda+Valor para resolver os problemas dos clientes e vencerNota: 3 de 5 estrelas3/5 (2)
- JavaScript: Um Guia para Aprender a Linguagem de Programação JavaScriptNo EverandJavaScript: Um Guia para Aprender a Linguagem de Programação JavaScriptNota: 4.5 de 5 estrelas4.5/5 (4)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Instagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNo EverandInstagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNota: 4 de 5 estrelas4/5 (35)
- Gatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNo EverandGatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNota: 4 de 5 estrelas4/5 (107)
- O CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNo EverandO CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNota: 3.5 de 5 estrelas3.5/5 (17)
- IoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNo EverandIoT: Como Usar a "Internet Das Coisas" Para Alavancar Seus NegóciosNota: 4 de 5 estrelas4/5 (2)
- Agência Enxuta: Como montar uma agência de marketing digital e ganhar dinheiro com o seu conhecimentoNo EverandAgência Enxuta: Como montar uma agência de marketing digital e ganhar dinheiro com o seu conhecimentoNota: 4 de 5 estrelas4/5 (4)
- Estratégia de Negociação de Opções Binárias Vencedoras: Segredo simples de fazer dinheiro com opções binárias de negociaçãoNo EverandEstratégia de Negociação de Opções Binárias Vencedoras: Segredo simples de fazer dinheiro com opções binárias de negociaçãoNota: 4.5 de 5 estrelas4.5/5 (12)