Você também pode gostar
- A hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroNo EverandA hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroAinda não há avaliações
- A História da Política Nacional de Resíduos Sólidos: reflexões acerca do seu tímido avançoNo EverandA História da Política Nacional de Resíduos Sólidos: reflexões acerca do seu tímido avançoAinda não há avaliações
- As TintasDocumento13 páginasAs TintasMarylene Pereira FernandesAinda não há avaliações
- Celulose e Papel EstudoDocumento139 páginasCelulose e Papel Estudoluis_renebAinda não há avaliações
- Impressão OffsetDocumento17 páginasImpressão OffsetA jolie julieAinda não há avaliações
- Apostila SAG 2011 PrePressDocumento71 páginasApostila SAG 2011 PrePresspatriciapimentaAinda não há avaliações
- Aplicação de Cold Stamping em FlexografiaDocumento4 páginasAplicação de Cold Stamping em Flexografiabbkelly0% (1)
- Mapa Mental ApresentacaoDocumento1 páginaMapa Mental Apresentacaofiorillo84920% (1)
- Laminados Organicos MLDocumento11 páginasLaminados Organicos MLMarcos LopesAinda não há avaliações
- Pantone Ed71Documento2 páginasPantone Ed71Cássia RosadoAinda não há avaliações
- NOrmalizaçãoDocumento9 páginasNOrmalizaçãoruben_mAinda não há avaliações
- Parte Escrita - FlexografiaDocumento4 páginasParte Escrita - FlexografiaRodolfo Godoy MarquesAinda não há avaliações
- Mesa "Raphel"Documento48 páginasMesa "Raphel"Michel Barbosa100% (1)
- 000696Documento79 páginas000696Wilton Wagner de CarvalhoAinda não há avaliações
- Construção de Máquinas - Fabricação de Uma Caneta BICDocumento6 páginasConstrução de Máquinas - Fabricação de Uma Caneta BICKalyude Diógenes0% (1)
- Abnt Iso TR-14062 PDFDocumento32 páginasAbnt Iso TR-14062 PDFferreirasrodrigo27Ainda não há avaliações
- Arranjo Fisico IndustrialDocumento84 páginasArranjo Fisico IndustrialBerPessuttoAinda não há avaliações
- FDT Engecret 1000Documento1 páginaFDT Engecret 1000dsimpliAinda não há avaliações
- Resumo Cap 4Documento5 páginasResumo Cap 4Gabriel FreitasAinda não há avaliações
- Modelo Instrução de Serviço - Fundações - Estacas Tipo StraussDocumento4 páginasModelo Instrução de Serviço - Fundações - Estacas Tipo StraussduanbalduinoAinda não há avaliações
- Redução Do Tamanho Das PartículasDocumento6 páginasRedução Do Tamanho Das PartículasmubandradeAinda não há avaliações
- MDF, MDP, Aglomerado e CompensadoDocumento4 páginasMDF, MDP, Aglomerado e CompensadoDjan NunesAinda não há avaliações
- Escritório de Projetos - 2 AulaDocumento43 páginasEscritório de Projetos - 2 AulaClaudio Albués Alves100% (1)
- Di-Pl Mod Ele e Pl+det Forro GessoDocumento95 páginasDi-Pl Mod Ele e Pl+det Forro Gessolaialara100% (1)
- A Relação Entre A Lineatura Do Anilox e A Do ClichêDocumento6 páginasA Relação Entre A Lineatura Do Anilox e A Do ClichêLuizz MacedoAinda não há avaliações
- Licitação Viaduto - Memorial DescritivoDocumento26 páginasLicitação Viaduto - Memorial Descritivomarcus fidelis100% (5)
- Hempel Iso PT 0211finalDocumento21 páginasHempel Iso PT 0211finalvandobernardoAinda não há avaliações
- Processos de FabricoDocumento26 páginasProcessos de FabricojoseribeiropraAinda não há avaliações
- Guia Programação Aplicada 2022vol1Documento16 páginasGuia Programação Aplicada 2022vol1Davi MendesAinda não há avaliações
- Manual Extrusão de PeDocumento39 páginasManual Extrusão de Peartur FerreiraAinda não há avaliações
- Anilox - Da Escolha A ManutêncãoDocumento5 páginasAnilox - Da Escolha A ManutêncãoLuizz MacedoAinda não há avaliações
- Aula+4+ +Rebaixamento+de+Teto+ +gessoDocumento59 páginasAula+4+ +Rebaixamento+de+Teto+ +gessoMonique Candeia100% (1)
- Project Model Canvas - Editável em PortuguêsDocumento1 páginaProject Model Canvas - Editável em PortuguêsHaniel PradoAinda não há avaliações
- E Book Gerenciamento de ProjetosDocumento42 páginasE Book Gerenciamento de ProjetosJoão SecatoAinda não há avaliações
- Instruções Gerais para Elaboração de Um Fluxo de CaixaDocumento35 páginasInstruções Gerais para Elaboração de Um Fluxo de CaixaRaphael Alves BrochadoAinda não há avaliações
- Resumo ArgamassaDocumento4 páginasResumo ArgamassaLaiza LeticiaAinda não há avaliações
- Aqui TODOS Encontram As Madeiras Que Precisam: Consumidor Carpinteiro Hobista MarceneiroDocumento54 páginasAqui TODOS Encontram As Madeiras Que Precisam: Consumidor Carpinteiro Hobista Marceneirothallesrps0Ainda não há avaliações
- 15 - Sistema de ProvasDocumento31 páginas15 - Sistema de ProvasGabi Galvani100% (1)
- Perspectiva IsométricaDocumento41 páginasPerspectiva IsométricaWalter Belarmino100% (1)
- NBR 12988Documento2 páginasNBR 12988Anderson DonizeteAinda não há avaliações
- 2022 - Metodologia para Interoperabilidade BIM FM PDFDocumento11 páginas2022 - Metodologia para Interoperabilidade BIM FM PDFAlberto CaeiroAinda não há avaliações
- EXTRUSÃODocumento21 páginasEXTRUSÃOMarcus Vinícius Almeida de BarrosAinda não há avaliações
- CarolinaCosta DISSERTDocumento386 páginasCarolinaCosta DISSERTAndrea CarolinoAinda não há avaliações
- NBR 05980 2005 Embalagem de Papelao Ondulado PDFDocumento63 páginasNBR 05980 2005 Embalagem de Papelao Ondulado PDFAscanio BarbosaAinda não há avaliações
- Simposio Brasileiro de Design SustentavelDocumento1.102 páginasSimposio Brasileiro de Design SustentavelMahu Pessoa100% (1)
- Metdo Pastilha MCTDocumento10 páginasMetdo Pastilha MCTluizstedileAinda não há avaliações
- Logística Orientada para o ClienteDocumento6 páginasLogística Orientada para o ClienteIanaraTeixeira100% (3)
- (Livro 5) Tipografia - Familias e ClassificaçãoDocumento79 páginas(Livro 5) Tipografia - Familias e ClassificaçãoSaymon Costa100% (1)
- Apoio Tintas e VernizDocumento7 páginasApoio Tintas e VernizLucas PrimonAinda não há avaliações
- A Editoração EletrônicaDocumento3 páginasA Editoração EletrônicaFatima Rosalia Schmidt CrovaceAinda não há avaliações
- Impressos e FormuláriosDocumento243 páginasImpressos e FormuláriosHumbertto Mårtensson AlmeidaAinda não há avaliações
- Desafio Final2Documento5 páginasDesafio Final2izaqueAinda não há avaliações
- Iso Catalogo Folder Laminas Forrovid Isover 2015 v6Documento2 páginasIso Catalogo Folder Laminas Forrovid Isover 2015 v6Gilmar Caetano GarciaAinda não há avaliações
- Boas DanielVillas D PDFDocumento183 páginasBoas DanielVillas D PDFEmerson SousaAinda não há avaliações
- Slides EstocaDocumento23 páginasSlides EstocaCarlos GabrielAinda não há avaliações
- 0 Aula Estampagem Prof - MIltonDocumento77 páginas0 Aula Estampagem Prof - MIltonCarlos GabrielAinda não há avaliações
- Bibliografia Básica - CivílDocumento54 páginasBibliografia Básica - CivílCarlos GabrielAinda não há avaliações
- Projeto Final - Marianna Fernandes de Leais Andradas - Sem AssinaturaDocumento89 páginasProjeto Final - Marianna Fernandes de Leais Andradas - Sem AssinaturaEdson Gomes100% (1)
- Material Da PeçaDocumento3 páginasMaterial Da PeçaCarlos GabrielAinda não há avaliações
- Roteiro para A Apresentação Do Projeto de PesquisaDocumento4 páginasRoteiro para A Apresentação Do Projeto de PesquisaLidi GonzalesAinda não há avaliações
- GabaritoDocumento2 páginasGabaritoCarlos GabrielAinda não há avaliações
- 14 - Forjamento A QuenteDocumento8 páginas14 - Forjamento A QuenteRodrigo M BrandelliAinda não há avaliações
- Interpoladores PDFDocumento11 páginasInterpoladores PDFCarlos GabrielAinda não há avaliações
- Manual Do VW Fusca 84-86Documento59 páginasManual Do VW Fusca 84-86fast_jackAinda não há avaliações
- Contas - RepDocumento59 páginasContas - RepCarlos GabrielAinda não há avaliações
- Trabalho P2Documento2 páginasTrabalho P2Carlos GabrielAinda não há avaliações
- CN Capt6Documento15 páginasCN Capt6Adauri SilvaAinda não há avaliações
- RESPOSTAS - Um Curso de Cálculo - Vol.1 - 5º Ed..GuidorizziDocumento40 páginasRESPOSTAS - Um Curso de Cálculo - Vol.1 - 5º Ed..GuidorizziEdenilton Oliveira67% (6)
- Avaliação Das Propriedades de Uma Argila Refratária Aditivada Com Um Rejeito Industrial À Base de Al O - TioDocumento11 páginasAvaliação Das Propriedades de Uma Argila Refratária Aditivada Com Um Rejeito Industrial À Base de Al O - TioCarlos GabrielAinda não há avaliações
- Exercícios Cap 16 e 18 - Carter e NortonDocumento12 páginasExercícios Cap 16 e 18 - Carter e NortonCarlos GabrielAinda não há avaliações
- Introducao - Conceito Termonologis - MinasDocumento45 páginasIntroducao - Conceito Termonologis - MinasCarlos GabrielAinda não há avaliações
- DECLARAÇÃODocumento1 páginaDECLARAÇÃOCarlos GabrielAinda não há avaliações
- Roteiro para A Apresentação Do Projeto de PesquisaDocumento4 páginasRoteiro para A Apresentação Do Projeto de PesquisaLidi GonzalesAinda não há avaliações
- I SociedadecivilDocumento3 páginasI SociedadecivilCarlos GabrielAinda não há avaliações
- Aula - 03 e 04 - Estrutura Ceramica PDFDocumento47 páginasAula - 03 e 04 - Estrutura Ceramica PDFCarlos GabrielAinda não há avaliações
- Aula 2Documento43 páginasAula 2patriciaapAinda não há avaliações
- Trat Minerio 5a Edicao (Adao, Sampaio e SilviaDocumento963 páginasTrat Minerio 5a Edicao (Adao, Sampaio e SilviaEdvaldo Oliveira100% (5)
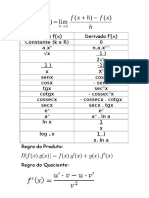
- Tabela de DerivadasDocumento2 páginasTabela de DerivadasCarlos GabrielAinda não há avaliações
- Aula - 1 Quimica 1Documento45 páginasAula - 1 Quimica 1Carlos GabrielAinda não há avaliações
- Livro Cerâmica TraduzidoDocumento648 páginasLivro Cerâmica TraduzidoDemouthie Esmeraldo0% (3)
- AulaCerâmica1 (Estruturas) 2013Documento78 páginasAulaCerâmica1 (Estruturas) 2013erikvsilvaAinda não há avaliações
- Ebook II Seminrio 4 PDFDocumento319 páginasEbook II Seminrio 4 PDFPris SousaAinda não há avaliações
- Normas Aplicáveis para Uma SerralheriaDocumento16 páginasNormas Aplicáveis para Uma Serralheriacontrole de qualidadeAinda não há avaliações
- Aula 7 - Wundt 2Documento15 páginasAula 7 - Wundt 2sracolorartAinda não há avaliações
- Shadowrun 5 Modulo BasicoDocumento91 páginasShadowrun 5 Modulo BasicoLucas CarvalhoAinda não há avaliações
- A Ação Dos Sismos Sobre Os EdifíciosDocumento38 páginasA Ação Dos Sismos Sobre Os EdifíciosAntónio CaldeiraAinda não há avaliações
- Fisiologia 1Documento17 páginasFisiologia 1Bernardo VasconcelosAinda não há avaliações
- Cartilha Emenda 2019Documento25 páginasCartilha Emenda 2019Vanessa MachadoAinda não há avaliações
- Correção PalográficoDocumento18 páginasCorreção PalográficoMariaLuciaAlvim75% (4)
- Dissertação ClebemiltonDocumento196 páginasDissertação ClebemiltonBruna Siqueira FrançaAinda não há avaliações
- Indutores Acoplados e Indutância MútuaDocumento15 páginasIndutores Acoplados e Indutância Mútuaivan bragaAinda não há avaliações
- The Shining - Literatura e Cinema Pós-68Documento26 páginasThe Shining - Literatura e Cinema Pós-68Du CarnielAinda não há avaliações
- Fundamentos Do Biomagnetismo MedicinalDocumento33 páginasFundamentos Do Biomagnetismo MedicinalJulaniAinda não há avaliações
- DrosophilaDocumento14 páginasDrosophilaAna 2005Ainda não há avaliações
- Monografia Final Sara Gonzalez MoronDocumento62 páginasMonografia Final Sara Gonzalez MoronThomas AraujoAinda não há avaliações
- Manual Da Ação LibertariaDocumento145 páginasManual Da Ação LibertariaHanzo Hasashi100% (1)
- Apostila de Lei Do Inquilinato AtualizadaDocumento23 páginasApostila de Lei Do Inquilinato AtualizadaWickeniAinda não há avaliações
- Filo-Socio AdaptaçãoDocumento19 páginasFilo-Socio AdaptaçãoMarcos TAd RodAinda não há avaliações
- + Esperto Que o DiaboDocumento5 páginas+ Esperto Que o DiaboGabriel Modesto Deraldo100% (1)
- Ebook - AndragogiaDocumento13 páginasEbook - AndragogiaDebora NecoAinda não há avaliações
- Apostila Completa Reels TurboDocumento86 páginasApostila Completa Reels TurbokemillyAinda não há avaliações
- Fixando Conceitos - Perfil de Competências e Finanças ComportamentaisDocumento4 páginasFixando Conceitos - Perfil de Competências e Finanças ComportamentaisGustavo BrumAinda não há avaliações
- Manual ACO - 2021-2 - EAD - SemiDocumento9 páginasManual ACO - 2021-2 - EAD - SemiBruna BiscalchinAinda não há avaliações
- História 6° ANoDocumento3 páginasHistória 6° ANoGabriel Rodrigues de OliveiraAinda não há avaliações
- Texto 5 - Familia Violenta Teoria EcologicaDocumento14 páginasTexto 5 - Familia Violenta Teoria Ecologicanegro2sterAinda não há avaliações
- IP ProvasAfericao 5ano 2017Documento62 páginasIP ProvasAfericao 5ano 2017José SousaAinda não há avaliações
- Esquemas de ReforçoDocumento19 páginasEsquemas de ReforçoVictoria SantiagoAinda não há avaliações
- Existência - Wikipédia, A Enciclopédia LivreDocumento2 páginasExistência - Wikipédia, A Enciclopédia LivreHeitor CamposAinda não há avaliações
- 2 Avaliação - The Mind in The CaveDocumento7 páginas2 Avaliação - The Mind in The CaveLuísa Brites Ferreira100% (6)
- SEI - UFU - 2233952 - EditalDocumento15 páginasSEI - UFU - 2233952 - EditalMeu HomemAinda não há avaliações
- Curso 274813 Aula 09 Prof Ricardo Campanario 3f37 CompletoDocumento129 páginasCurso 274813 Aula 09 Prof Ricardo Campanario 3f37 Completogiovana alvaradoAinda não há avaliações