Você também pode gostar
- Livro de UtilidadesDocumento288 páginasLivro de UtilidadesfaelbritosAinda não há avaliações
- CaldeirasDocumento20 páginasCaldeirasElias GomesAinda não há avaliações
- Cap03 - Sistemas de Multiplos Estagios de PressãoDocumento70 páginasCap03 - Sistemas de Multiplos Estagios de PressãoGABRIEL BENTO DA SILVA SOUZAAinda não há avaliações
- 01 Compressão e Frio IndustrialDocumento35 páginas01 Compressão e Frio IndustrialMarcelo CarabajalAinda não há avaliações
- 01 Compressão e Frio IndustrialDocumento35 páginas01 Compressão e Frio IndustrialMarcelo CarabajalAinda não há avaliações
- Ciclo Real de RefrigeraçãoDocumento14 páginasCiclo Real de RefrigeraçãomilvascAinda não há avaliações
- 02 Compressão e Frio IndustrialDocumento35 páginas02 Compressão e Frio IndustrialDouglas Henrique CostaAinda não há avaliações
- Tanques, Vents, Perdas de Vapor e Lençol de NitrogênioDocumento6 páginasTanques, Vents, Perdas de Vapor e Lençol de NitrogênioRodrigo Rocha de LimaAinda não há avaliações
- Compressão Do Gás Natural CompletoDocumento11 páginasCompressão Do Gás Natural CompletoRafael CassimiroAinda não há avaliações
- Sistemas MultipressãoDocumento61 páginasSistemas MultipressãoMarcos Marchetto100% (2)
- Refrigeração IndustrialDocumento35 páginasRefrigeração IndustrialNuno FormigaAinda não há avaliações
- Compressores e Frio Industrial Do ISELDocumento35 páginasCompressores e Frio Industrial Do ISELppatrickkkAinda não há avaliações
- Compressor EsDocumento20 páginasCompressor EsDanimar R LazarettiAinda não há avaliações
- Cap10 Ref 2018Documento23 páginasCap10 Ref 2018guiAinda não há avaliações
- Con Dens AdoresDocumento17 páginasCon Dens AdoresStephanie BezdiguianAinda não há avaliações
- SHP - Aula - 2 - Cont PneumaticaDocumento61 páginasSHP - Aula - 2 - Cont PneumaticaJoão Vitor Santos SilvaAinda não há avaliações
- Sistema BoosterDocumento9 páginasSistema BoosterRossiano CasarinAinda não há avaliações
- CapÃ-tulo 05 Dutos Da ArDocumento70 páginasCapÃ-tulo 05 Dutos Da Arrafael1407Ainda não há avaliações
- ASHRAE Fundamentos-Termodinâmica-Ciclo BásicosDocumento7 páginasASHRAE Fundamentos-Termodinâmica-Ciclo BásicosMarcelo CarabajalAinda não há avaliações
- Aula 6 - Tipos de CompressoresDocumento56 páginasAula 6 - Tipos de CompressoresNatan BinotiAinda não há avaliações
- Vazão Mínima Bomba CentrifúgaDocumento4 páginasVazão Mínima Bomba CentrifúgaFelippe Matias Rocha100% (1)
- Ciclo de Motores e RefrigeraçãoDocumento5 páginasCiclo de Motores e Refrigeraçãoclaudiormartins100% (1)
- Cap3 Bombas4 Compressores 15 1 PDFDocumento30 páginasCap3 Bombas4 Compressores 15 1 PDFarilsonAinda não há avaliações
- Cap2 Produção Condic ArDocumento64 páginasCap2 Produção Condic ArHottonAinda não há avaliações
- CAVITAÇÃODocumento14 páginasCAVITAÇÃOVictor H. F. VitorAinda não há avaliações
- Pneumtica - Produo e Preparao Do Ar ComprimidoDocumento140 páginasPneumtica - Produo e Preparao Do Ar ComprimidoMATHEUS SILVAAinda não há avaliações
- Air LiftDocumento37 páginasAir LiftAlberto Ricardo100% (2)
- Ar Comprimido - Mod 2Documento78 páginasAr Comprimido - Mod 2Cosme Micael0% (1)
- Compressores - Parafusos 1 YORKDocumento9 páginasCompressores - Parafusos 1 YORKWagner RochaAinda não há avaliações
- Lista Exercicios Turbinas GasDocumento6 páginasLista Exercicios Turbinas GasRafael PerdigãoAinda não há avaliações
- Livro de UtilidadesDocumento288 páginasLivro de Utilidadessalfm08Ainda não há avaliações
- COMPRESSORESDocumento26 páginasCOMPRESSORESValjan Girio Jr.100% (1)
- 2 Aula PotênciaDocumento86 páginas2 Aula Potênciafelanjos100% (1)
- Apostila Refrigeração MustafaDocumento20 páginasApostila Refrigeração MustafaVictor RochaAinda não há avaliações
- Exercicio RefrigeradoresDocumento7 páginasExercicio RefrigeradoresRafael DouradoAinda não há avaliações
- Trabalho CavitaçãoDocumento8 páginasTrabalho CavitaçãoPeterSaintAinda não há avaliações
- Sistema de Freio A ArDocumento79 páginasSistema de Freio A ArRafael Do RegoAinda não há avaliações
- Minhas Aulas OlyDocumento224 páginasMinhas Aulas OlyBrunoOliveiraAinda não há avaliações
- Ac-Apo-Uema-Mendes - Refrigeração - Parte 1 - Compressores e Fluidos PDFDocumento20 páginasAc-Apo-Uema-Mendes - Refrigeração - Parte 1 - Compressores e Fluidos PDFDanielAinda não há avaliações
- Motores 02Documento8 páginasMotores 02zuntoy000Ainda não há avaliações
- Aula 8 - Compressores Com Inter-Resfriamento.Documento8 páginasAula 8 - Compressores Com Inter-Resfriamento.Augusto KogaAinda não há avaliações
- TermodinâmicaDocumento12 páginasTermodinâmicaFilipeufcAinda não há avaliações
- Automação - PneumáticaDocumento58 páginasAutomação - PneumáticaAugusto DiasAinda não há avaliações
- Ciclos de RefrigeraçãoDocumento15 páginasCiclos de RefrigeraçãoRapha MingAinda não há avaliações
- 45 Capítulo 2Documento66 páginas45 Capítulo 2Bruno Nogueira DiogenesAinda não há avaliações
- 3 - Compressores, Ventiladores e Sopradores PDFDocumento41 páginas3 - Compressores, Ventiladores e Sopradores PDFadilsonananiasAinda não há avaliações
- Producao Ac Material de LeituraDocumento10 páginasProducao Ac Material de LeituraVitor HugoAinda não há avaliações
- Ventiladores UFRNDocumento9 páginasVentiladores UFRNTed1000Ainda não há avaliações
- Dimensionamento Acumulador 3Documento12 páginasDimensionamento Acumulador 3Eufrasio NetoAinda não há avaliações
- Apostila Eletro-Hidro-PneumáticaDocumento18 páginasApostila Eletro-Hidro-Pneumáticaaker_se14Ainda não há avaliações
- Eusempore SoubveDocumento41 páginasEusempore SoubveZé TóAinda não há avaliações
- TermoAp-05 (ALUNO - 1210102321)Documento21 páginasTermoAp-05 (ALUNO - 1210102321)Felipe ThomazAinda não há avaliações
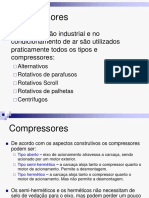
- Compressores. Na Refrigeração Industrial e No Condicionamento de Ar São Utilizados Praticamente Todos Os Tipos e CompressoresDocumento22 páginasCompressores. Na Refrigeração Industrial e No Condicionamento de Ar São Utilizados Praticamente Todos Os Tipos e Compressoresth34560Ainda não há avaliações
- Ciclo de Refrigeração CombinadoDocumento18 páginasCiclo de Refrigeração Combinadohkatzer100% (1)
- Roteiro de Prática 3 DinamômetroDocumento13 páginasRoteiro de Prática 3 DinamômetroJonas Drumond Alves SoaresAinda não há avaliações
- BoletoDocumento1 páginaBoletoNicole LiraAinda não há avaliações
- História Da América Astecas, Maias, Incas e Tupis-Certificado Digital 881332Documento2 páginasHistória Da América Astecas, Maias, Incas e Tupis-Certificado Digital 881332Nicole LiraAinda não há avaliações
- Administração Fundamentos-Certificado Digital 881323Documento2 páginasAdministração Fundamentos-Certificado Digital 881323Nicole LiraAinda não há avaliações
- História Da América Astecas, Maias, Incas e Tupis-Certificado Digital 881332Documento2 páginasHistória Da América Astecas, Maias, Incas e Tupis-Certificado Digital 881332Nicole LiraAinda não há avaliações
- Filosofia I-Certificado Digital 1254516Documento2 páginasFilosofia I-Certificado Digital 1254516Nicole LiraAinda não há avaliações
- TOM e ExerciciosDocumento3 páginasTOM e ExerciciosAndrade29Ainda não há avaliações
- Brastemp Bvg24Hb: Marca: MSFZ0026 Modelos: 01/08/2013 Assunto: Lançamento Freezer Vertical Clean 197L Frost Free R 0.0Documento39 páginasBrastemp Bvg24Hb: Marca: MSFZ0026 Modelos: 01/08/2013 Assunto: Lançamento Freezer Vertical Clean 197L Frost Free R 0.01000tech refrigeracaoAinda não há avaliações
- Avaliação - 2º Ano - 2º BimestreDocumento2 páginasAvaliação - 2º Ano - 2º BimestreEliane AlmasAinda não há avaliações
- Res Lista 07 PDFDocumento19 páginasRes Lista 07 PDFkjp americoAinda não há avaliações
- Revisão para A Primeira Prova 2.o Semestre 2019 - GabaritoDocumento11 páginasRevisão para A Primeira Prova 2.o Semestre 2019 - GabaritoIgor SantosAinda não há avaliações
- Apresentação PFC Maiquel Final 777Documento47 páginasApresentação PFC Maiquel Final 777maiquelAinda não há avaliações
- Raio-X 2024 - Física - DinâmicaDocumento4 páginasRaio-X 2024 - Física - DinâmicaKatrine RiccaldoniAinda não há avaliações
- GasesDocumento5 páginasGasesedsonsinopAinda não há avaliações
- Material de Apoio - Química - Geral - João VictorDocumento94 páginasMaterial de Apoio - Química - Geral - João Victorgustavoluisf10Ainda não há avaliações
- Treinamento de Produto PTS PNS PTE 2Documento258 páginasTreinamento de Produto PTS PNS PTE 2Daniel MoczakAinda não há avaliações
- Terceira Lista de Fisica 2018Documento4 páginasTerceira Lista de Fisica 2018Gian MoritaAinda não há avaliações
- Física - Óptica - Geometria ÓticaDocumento26 páginasFísica - Óptica - Geometria ÓticaFísica Concurso Vestibular100% (1)
- Fisica TermodinamicaDocumento4 páginasFisica TermodinamicaDeyse MayaraAinda não há avaliações
- Forwarder Saur Fw1467revisao - ADocumento120 páginasForwarder Saur Fw1467revisao - ASaur EquipamentosAinda não há avaliações
- Simulado - FísicaDocumento8 páginasSimulado - FísicaYberê CampeloAinda não há avaliações
- Primeira e Segunda Lei Da TermodinâmicaDocumento8 páginasPrimeira e Segunda Lei Da TermodinâmicaAntLeitaoAinda não há avaliações
- PMR 3203 - A06 - Metalurgia Do Pó - 2019-RLSDocumento47 páginasPMR 3203 - A06 - Metalurgia Do Pó - 2019-RLSJonatas SilvaAinda não há avaliações
- Curso de TurbinaDocumento29 páginasCurso de TurbinaMonique Santana100% (1)
- Fisica Energia Mecanica MedioDocumento13 páginasFisica Energia Mecanica MedioThays BordalloAinda não há avaliações
- Bombas Imbil Serie IsDocumento64 páginasBombas Imbil Serie IsRenzo VictorAinda não há avaliações
- IME 2020 - Prova Discursiva de FisicaDocumento16 páginasIME 2020 - Prova Discursiva de FisicaJARDEL LEITEAinda não há avaliações
- Óptica Lista ExerciciosDocumento8 páginasÓptica Lista ExerciciosJoalle BarrosAinda não há avaliações
- Met - Fisicos Aula - 6 Simetria Zeca 2019Documento39 páginasMet - Fisicos Aula - 6 Simetria Zeca 2019Dante RodriguesAinda não há avaliações
- Física 1 Ano C (Avaliação Ii Bimestre 2023) AlunoDocumento3 páginasFísica 1 Ano C (Avaliação Ii Bimestre 2023) AlunoJo MaestroAinda não há avaliações
- Relatório Aula Prática 1Documento9 páginasRelatório Aula Prática 1Diego CoutinhoAinda não há avaliações
- Resumo - 2246040 Kiteria Karoline Dos Santos Alves - 85113900 Fisica Espcex Aula 08 Movimento Retilineo Uniforme e Uniformemente Variado ExerciciosDocumento6 páginasResumo - 2246040 Kiteria Karoline Dos Santos Alves - 85113900 Fisica Espcex Aula 08 Movimento Retilineo Uniforme e Uniformemente Variado ExercicioswhindersonnunesAinda não há avaliações
- Subresfriamento e SuperaquecimentoDocumento2 páginasSubresfriamento e Superaquecimentogatiha86% (7)
- Definições e Classificações de Aletas e Dissipadores de Calor.Documento24 páginasDefinições e Classificações de Aletas e Dissipadores de Calor.Vinícius PiresAinda não há avaliações
- Aplicação de Máquinas TérmicasDocumento2 páginasAplicação de Máquinas TérmicasOperadores de SondaAinda não há avaliações
- AS CHUVAS - para IntercalaçãoDocumento8 páginasAS CHUVAS - para IntercalaçãoEdson MiguelAinda não há avaliações