Você também pode gostar
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Dobras de LaminacaoDocumento7 páginasDobras de LaminacaoLeonardo Gomes de OliveiraAinda não há avaliações
- Influência do nível de deformação nas bandas de LüdersDocumento5 páginasInfluência do nível de deformação nas bandas de Lüdersjetta ldAinda não há avaliações
- MacrografiaDocumento27 páginasMacrografiaAlexandro Lopes SilvaAinda não há avaliações
- Análise microestrutural de aço e determinação de tamanho de grãoDocumento11 páginasAnálise microestrutural de aço e determinação de tamanho de grãoJose LucasAinda não há avaliações
- Influência da rugosidade superficial no coeficiente de atrito em ensaios de compressão do anelDocumento8 páginasInfluência da rugosidade superficial no coeficiente de atrito em ensaios de compressão do anelGian RemundiniAinda não há avaliações
- Comparação entre esclerometria e arrancamento para estimativa da resistência à compressão do concretoDocumento16 páginasComparação entre esclerometria e arrancamento para estimativa da resistência à compressão do concretoRonaldo Burgos FilhoAinda não há avaliações
- Tribological and Corrosion Testing of SurfacesDocumento8 páginasTribological and Corrosion Testing of Surfacesleandro.bettoni.ortegaAinda não há avaliações
- GLT 0444Documento15 páginasGLT 0444shoboruAinda não há avaliações
- Coteq034 - 03 FadigaDocumento7 páginasCoteq034 - 03 FadigaAdilmar E. NatãnyAinda não há avaliações
- TrefilaodefiosdecobreDocumento12 páginasTrefilaodefiosdecobremarcelo.echterhoff8041Ainda não há avaliações
- Soldagem de Costura em Um A o TripDocumento53 páginasSoldagem de Costura em Um A o TripcarecalcsmAinda não há avaliações
- Aplicativo para o Dimensionamento de Armaduras de Estruturas Laminares de ConcretoDocumento16 páginasAplicativo para o Dimensionamento de Armaduras de Estruturas Laminares de ConcretoSamuel BrilhanteAinda não há avaliações
- Aço 1010 PDFDocumento11 páginasAço 1010 PDFDavi Alex NaitzkeAinda não há avaliações
- Análise de falha de parafuso em prova teórica de técnicas estruturaisDocumento2 páginasAnálise de falha de parafuso em prova teórica de técnicas estruturaisHélio Magalhães JúniorAinda não há avaliações
- ListaDocumento4 páginasListaMatheus Yuri Sasaki FranzoniAinda não há avaliações
- Ensaios mecânicos de tração e flexãoDocumento16 páginasEnsaios mecânicos de tração e flexãoTainãUbirajara100% (1)
- Andre Martins Da SilvaDocumento8 páginasAndre Martins Da SilvaDérik AlexandreAinda não há avaliações
- Microscopia Eletrnicade Transmisso 2021Documento14 páginasMicroscopia Eletrnicade Transmisso 2021Alexandrre BezerraAinda não há avaliações
- Texto Do ArtigoDocumento5 páginasTexto Do Artigolarissa ronchiAinda não há avaliações
- Admin, BJD 834Documento15 páginasAdmin, BJD 834Douglas dos SantosAinda não há avaliações
- Análise de Falha em Pino de Ensacadeira PneumáticaDocumento8 páginasAnálise de Falha em Pino de Ensacadeira PneumáticaMarcos CarreroAinda não há avaliações
- Engenharia Mecânica Exame Tecnologia MecânicaDocumento6 páginasEngenharia Mecânica Exame Tecnologia MecânicaDuarte RoqueAinda não há avaliações
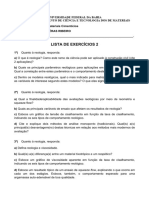
- ENG K25-ListadeExercicios2Documento4 páginasENG K25-ListadeExercicios2Ana Lázara M. OliveiraAinda não há avaliações
- Plano de Trabalho Universidade Federal de Campina GrandeDocumento11 páginasPlano de Trabalho Universidade Federal de Campina GrandeRaimundo CruzAinda não há avaliações
- Análise de falha por fratura em parafuso AllenDocumento9 páginasAnálise de falha por fratura em parafuso AllenRenan SantanaAinda não há avaliações
- Relatório de Aula MEVDocumento19 páginasRelatório de Aula MEVDemmys SousaAinda não há avaliações
- Condições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Documento14 páginasCondições de Soldagem em Campo Do Aço Sae 1045 Pelo Processo de Eletrodo Revestido (Smaw)Thiago R.Ainda não há avaliações
- Avaliação Do Envelhecimento Acelerado Com Lâmpada de Xenônio de Fibras de PeuapmDocumento4 páginasAvaliação Do Envelhecimento Acelerado Com Lâmpada de Xenônio de Fibras de PeuapmjhonyAinda não há avaliações
- Prova Ensaios MetalograficosDocumento4 páginasProva Ensaios MetalograficosAlexandroAinda não há avaliações
- Influência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasDocumento11 páginasInfluência Do Ângulo de Bisel No Cálculo de Tensões Residuais Através Do Método de Deslocamento de Pontos Coordenados (DPC) em Chapas Navais SoldadasVictor Hugo FarnesiAinda não há avaliações
- Tenacidade À Fratura de Cerâmicas Óxidas - Avaliação de Diferentes Métodos de DeterminaçãoDocumento11 páginasTenacidade À Fratura de Cerâmicas Óxidas - Avaliação de Diferentes Métodos de DeterminaçãoMagno LimaAinda não há avaliações
- A3 Comportamentos Dos MateriaisDocumento9 páginasA3 Comportamentos Dos MateriaisMailson Arruda De AzevedoAinda não há avaliações
- Exercícios Compressão e FlexãoDocumento3 páginasExercícios Compressão e FlexãoDanilo MoraesAinda não há avaliações
- Revestimento duro em equipamentos sucroalcooleirosDocumento4 páginasRevestimento duro em equipamentos sucroalcooleirosMarcelo Lima CardosoAinda não há avaliações
- Dissertação InfluenciaDocumento62 páginasDissertação InfluenciawergutzAinda não há avaliações
- Análise metalográfica de aços através da preparação de amostras e microscopia óticaDocumento9 páginasAnálise metalográfica de aços através da preparação de amostras e microscopia óticaRodrigo MendesAinda não há avaliações
- Avaliação da qualidade de blocos cerâmicos de vedação utilizados em obras de Mossoró-RNDocumento4 páginasAvaliação da qualidade de blocos cerâmicos de vedação utilizados em obras de Mossoró-RNPaulo GomesAinda não há avaliações
- Produção de Revestimento CerâmicoDocumento10 páginasProdução de Revestimento CerâmicoDouglas dos SantosAinda não há avaliações
- Propagação de Trincas Por FadigaDocumento105 páginasPropagação de Trincas Por FadigaJoão CarlosAinda não há avaliações
- Ensaio Mecanico Do PLA e ABSDocumento6 páginasEnsaio Mecanico Do PLA e ABSmichel rosaAinda não há avaliações
- Ensaio de Estampabilidade de ErichsenDocumento5 páginasEnsaio de Estampabilidade de ErichsenLuiz Fernando VieiraAinda não há avaliações
- Análise metalográfica do Aço Inox 304 submetido a esforços mecânicosDocumento6 páginasAnálise metalográfica do Aço Inox 304 submetido a esforços mecânicosLuizFAinda não há avaliações
- Effect of Shot Peening On Microstructure and Contact Fatigue Crack GrowthDocumento12 páginasEffect of Shot Peening On Microstructure and Contact Fatigue Crack GrowthAYRTON PABLO RAIOL MONROEAinda não há avaliações
- Artigo - ConecteDocumento10 páginasArtigo - ConecteGabriel TorresAinda não há avaliações
- Relatório 1 - MEV-EDSDocumento8 páginasRelatório 1 - MEV-EDSandersonAinda não há avaliações
- Influência da velocidade de ensaio na resistência do aço CA-50Documento9 páginasInfluência da velocidade de ensaio na resistência do aço CA-50Gabriel LançaAinda não há avaliações
- Corte e dobra de aços planosDocumento7 páginasCorte e dobra de aços planosHenrique FerreiraAinda não há avaliações
- Gabarito de Engenharia Mecânica com questões e respostas detalhadasDocumento16 páginasGabarito de Engenharia Mecânica com questões e respostas detalhadasDanusio Gadelha Guimarães FilhoAinda não há avaliações
- Processos de Conformação MecânicaDocumento6 páginasProcessos de Conformação Mecânicajmnascente100% (1)
- Análise de Falha Feixe de MolasDocumento9 páginasAnálise de Falha Feixe de Molasedson16087984100% (1)
- 48cbc 17 07Documento10 páginas48cbc 17 07Magno LimaAinda não há avaliações
- Resíduo de Corte de Rochas Ornamentais Como Carga Mineral em Compósitos de Matriz PoliméricaDocumento12 páginasResíduo de Corte de Rochas Ornamentais Como Carga Mineral em Compósitos de Matriz PoliméricaDaniel GomesAinda não há avaliações
- Microscopia Eletrnicade Transmisso 2021Documento14 páginasMicroscopia Eletrnicade Transmisso 2021Lucas GabrielAinda não há avaliações
- 2ºexame 2015-07-10Documento5 páginas2ºexame 2015-07-10Duarte RoqueAinda não há avaliações
- SodapdfDocumento11 páginasSodapdfdantas.julia.costaAinda não há avaliações
- Analise de Materiais e Dimensionamento de Peças Metalicas Utilizando Tomografia Computadorizada de Raios XDocumento9 páginasAnalise de Materiais e Dimensionamento de Peças Metalicas Utilizando Tomografia Computadorizada de Raios XDaniela Oliveira MarquesAinda não há avaliações
- Determinação curvas compressão concretoDocumento19 páginasDeterminação curvas compressão concretoAndreia NinceAinda não há avaliações
- Artigo - CubaDocumento7 páginasArtigo - CubaAntonio Carlos dos SantosAinda não há avaliações
- Ensaio metalográfico no controle de qualidadeDocumento47 páginasEnsaio metalográfico no controle de qualidadeBruno MaimoneAinda não há avaliações
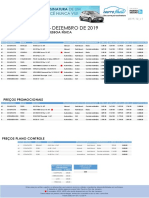
- 2019 - 12 - Tabela de Preços - CARRO FÁCILDocumento4 páginas2019 - 12 - Tabela de Preços - CARRO FÁCILRicardo UriasAinda não há avaliações
- Principais Propriedades Mecânicas Dos MateriaisDocumento11 páginasPrincipais Propriedades Mecânicas Dos MateriaisRicardo UriasAinda não há avaliações
- Chapas Grossas: Processo de Produção e AplicaçõesDocumento25 páginasChapas Grossas: Processo de Produção e AplicaçõesWagner Renato AraújoAinda não há avaliações
- Usiminas - Eletrogalvanizados PDFDocumento17 páginasUsiminas - Eletrogalvanizados PDFpierocarnelociAinda não há avaliações
- Operação grampeadora semi-automáticaDocumento1 páginaOperação grampeadora semi-automáticaRicardo UriasAinda não há avaliações
- Ebook FMEA Rev1Documento48 páginasEbook FMEA Rev1Kelly Almeida100% (2)
- Class AppDocumento1 páginaClass AppRicardo UriasAinda não há avaliações
- Class AppDocumento1 páginaClass AppRicardo UriasAinda não há avaliações
- Catálogo de lingerie feminina com preços e detalhes dos produtosDocumento80 páginasCatálogo de lingerie feminina com preços e detalhes dos produtosRicardo Urias50% (2)
- Ebook FMEA Rev1Documento48 páginasEbook FMEA Rev1Kelly Almeida100% (2)
- CORONAVÍRUSDocumento8 páginasCORONAVÍRUSRicardo UriasAinda não há avaliações
- 2019 - 12 - Tabela de Preços - CARRO FÁCILDocumento4 páginas2019 - 12 - Tabela de Preços - CARRO FÁCILRicardo UriasAinda não há avaliações
- ISO 9001:2015 para AuditoriasDocumento81 páginasISO 9001:2015 para AuditoriasRicardo UriasAinda não há avaliações
- ISO 9001:2015 para AuditoriasDocumento81 páginasISO 9001:2015 para AuditoriasRicardo UriasAinda não há avaliações
- Gestão Da Qualidade 1Documento40 páginasGestão Da Qualidade 1Shalon MeloAinda não há avaliações
- Ebook FMEA Rev1Documento48 páginasEbook FMEA Rev1Kelly Almeida100% (2)
- NBR 8400 - 1984 - Calculo de Equipamento para Levantamento e Movimentaçao de CargasDocumento108 páginasNBR 8400 - 1984 - Calculo de Equipamento para Levantamento e Movimentaçao de CargasRicardo UriasAinda não há avaliações
- Regulamento Mooca Pais2012Documento7 páginasRegulamento Mooca Pais2012Ricardo UriasAinda não há avaliações
- Processo de Fabricação de Molas e Barras de Torção para Automóveis, Caminhões e ÔnibusDocumento110 páginasProcesso de Fabricação de Molas e Barras de Torção para Automóveis, Caminhões e ÔnibusFelipeAinda não há avaliações
- Projeto de ConformaçãoDocumento13 páginasProjeto de Conformaçãoandrezaisis97Ainda não há avaliações
- Modelo de Programação LinearDocumento1 páginaModelo de Programação LinearFelipe MoreiraAinda não há avaliações
- Processos de Manufatura - TainaraDocumento4 páginasProcessos de Manufatura - TainaraTHIAGO FEITOSA DA SILVAAinda não há avaliações
- Gne316 - Processos de Fabricacao II - 32b - 2020 1Documento2 páginasGne316 - Processos de Fabricacao II - 32b - 2020 1Gustavo PereiraAinda não há avaliações
- Conformação chapasDocumento37 páginasConformação chapasTiagoMachadoAinda não há avaliações
- CHAPAS FINAS DE AÇO-CARBONO PARA ESTAMPAGEMDocumento5 páginasCHAPAS FINAS DE AÇO-CARBONO PARA ESTAMPAGEMPaulo RosaAinda não há avaliações
- ERICHSEN - Ensaio de Chapa Metalica - BRDocumento16 páginasERICHSEN - Ensaio de Chapa Metalica - BRM. AguiarAinda não há avaliações
- 05 Aula - Processos de FabricaçãoDocumento52 páginas05 Aula - Processos de FabricaçãoVinicius FonsecaAinda não há avaliações
- Aula 71 - Corte e DobraDocumento9 páginasAula 71 - Corte e DobraDouglas Gomes80% (5)
- Estudo do processo de corte de chapas por cisalhamentoDocumento65 páginasEstudo do processo de corte de chapas por cisalhamentoEdercleyMouraAinda não há avaliações
- Processos de Conformação Dos MetaisDocumento17 páginasProcessos de Conformação Dos MetaisDalbert de Souza BezerraAinda não há avaliações
- DOC-20230703-WA0012 en PTDocumento32 páginasDOC-20230703-WA0012 en PTRoberto VilaAinda não há avaliações
- Processos de FabricaçãoDocumento198 páginasProcessos de FabricaçãoFernando B. JamoAinda não há avaliações
- Processos de fabricação mecânicaDocumento28 páginasProcessos de fabricação mecânicahebsonbezerraAinda não há avaliações
- Soluções em Aço Completas da Soluções UsiminasDocumento72 páginasSoluções em Aço Completas da Soluções UsiminasNelson Antonio De Souza MendesAinda não há avaliações
- 2018 Mipg - 1544528388 PDFDocumento223 páginas2018 Mipg - 1544528388 PDFErica Andreia Cortez MonteiroAinda não há avaliações
- Lista de Exercícios Pneumáticos Práticos 2022Documento4 páginasLista de Exercícios Pneumáticos Práticos 2022Gabriel SolinoAinda não há avaliações
- Processo de Laminação - Processos de FabricaçãoDocumento16 páginasProcesso de Laminação - Processos de FabricaçãoisaiasAinda não há avaliações
- Práticas de Processos de Natureza MecânicaDocumento274 páginasPráticas de Processos de Natureza MecânicaItalo Soares100% (2)
- História e componentes de prensas hidráulicasDocumento25 páginasHistória e componentes de prensas hidráulicasEtivaldoRodriguesCgAinda não há avaliações
- Conclusões das 6as Jornadas Corrosão e Protecção de MateriaisDocumento36 páginasConclusões das 6as Jornadas Corrosão e Protecção de MateriaisAnonymous mq0U43UsPAinda não há avaliações
- Mapa - Usinagem e Conformação - 52-2023Documento4 páginasMapa - Usinagem e Conformação - 52-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- Chapter 16Documento48 páginasChapter 16Roque Luiz GobboAinda não há avaliações
- Tecnologias de EstampagemDocumento77 páginasTecnologias de EstampagemCarlos GabrielAinda não há avaliações
- Prensa PDFDocumento12 páginasPrensa PDFcabecavilAinda não há avaliações
- NBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDocumento5 páginasNBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDaniel Rocha100% (1)
- 1 Descreva As Etapas Do Processo de Estampagem Profunda..Documento2 páginas1 Descreva As Etapas Do Processo de Estampagem Profunda..Prime EducacionalAinda não há avaliações
- Processos de conformação e estampagem de chapasDocumento52 páginasProcessos de conformação e estampagem de chapasCarlos Gabriel100% (1)
- Conformação de Chapas: Corte, Dobramento e EmbutimentoDocumento65 páginasConformação de Chapas: Corte, Dobramento e EmbutimentoPeterson PereiraAinda não há avaliações