Você também pode gostar
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 páginasManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Engenharia & Contabilidade: Princípios Lean e Performance Prism como auxílio na melhoria da qualidade de entrega de serviços contábeisNo EverandEngenharia & Contabilidade: Princípios Lean e Performance Prism como auxílio na melhoria da qualidade de entrega de serviços contábeisAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Análise de custos de falhas na fundição de alumínioDocumento11 páginasAnálise de custos de falhas na fundição de alumínioCarlos Alberto BaniskiAinda não há avaliações
- Lean Manufacturing Nova VisãoDocumento57 páginasLean Manufacturing Nova VisãoJose Donizetti MoraesAinda não há avaliações
- Introdução à Manutenção Produtiva Total (TPMDocumento25 páginasIntrodução à Manutenção Produtiva Total (TPMPaulo Cesar MayerAinda não há avaliações
- Implementação de Indicadores de Desempenho na Transportadora RAPIDLOGDocumento9 páginasImplementação de Indicadores de Desempenho na Transportadora RAPIDLOGHudson EduardoAinda não há avaliações
- Indicadores de DesempenhoDocumento12 páginasIndicadores de DesempenhoGuilherme PovedaAinda não há avaliações
- 2015 Documento Nacional AbramanDocumento7 páginas2015 Documento Nacional AbramanLais Melo MatiasAinda não há avaliações
- FMEA Morsa de BancadaDocumento36 páginasFMEA Morsa de BancadaMatheus Alves100% (1)
- Análise Pareto 7 passosDocumento2 páginasAnálise Pareto 7 passosalexfreitasAinda não há avaliações
- Conceitos de ConfiabilidadeDocumento18 páginasConceitos de ConfiabilidadeAndrerlã Rabelo de SiqueiraAinda não há avaliações
- Indicadores produção estratégia manufaturaDocumento7 páginasIndicadores produção estratégia manufaturaPaulo Roberto AndradeAinda não há avaliações
- Manutenção Centrada no Negócio: Bancos de Dados e RelatóriosDocumento13 páginasManutenção Centrada no Negócio: Bancos de Dados e RelatóriosclaudiogbgAinda não há avaliações
- Prevenção e Recuperação de FalhasDocumento26 páginasPrevenção e Recuperação de Falhascarlos Cavalcante100% (1)
- Anuario Sindirepa 2021Documento37 páginasAnuario Sindirepa 2021Genivaldo SantosAinda não há avaliações
- World Class Manufacturing (WCM) Implementação Melhoria Processo Setor AutomovelDocumento12 páginasWorld Class Manufacturing (WCM) Implementação Melhoria Processo Setor Automovelarmando.bastosAinda não há avaliações
- 5 dias-PPCM-Apostila-Completa-2023Documento528 páginas5 dias-PPCM-Apostila-Completa-2023Wildson MeloAinda não há avaliações
- Refrigerante R717 propriedades termodinâmicasDocumento1 páginaRefrigerante R717 propriedades termodinâmicasPauloAinda não há avaliações
- ESTRATÉGIAS DE TRANSIÇÃO PARA O SÉCULO XXIDocumento2 páginasESTRATÉGIAS DE TRANSIÇÃO PARA O SÉCULO XXISilvioMenezesAinda não há avaliações
- Filosofia Lean: Princípios e FerramentasDocumento73 páginasFilosofia Lean: Princípios e FerramentasCarolina Antunes AmadeuAinda não há avaliações
- Ean Six Sigma - MSA - Rev.3Documento66 páginasEan Six Sigma - MSA - Rev.3Renan PontesAinda não há avaliações
- Como Elaborar Um Plano de Manutenção ConsistenteDocumento12 páginasComo Elaborar Um Plano de Manutenção ConsistenteTonicheshAinda não há avaliações
- Apostila Fmea e Analise Do Valor 2010Documento30 páginasApostila Fmea e Analise Do Valor 2010Robério SouzaAinda não há avaliações
- 5 princípios Lean ThinkingDocumento2 páginas5 princípios Lean ThinkingandreastreichelAinda não há avaliações
- Normas de Qualidade de Software IDocumento20 páginasNormas de Qualidade de Software IschutzsmAinda não há avaliações
- Classificação Das BombasDocumento20 páginasClassificação Das BombasAlexandre Alcides Lifanico100% (1)
- FI PillarsDocumento34 páginasFI PillarsFelipe FonsecaAinda não há avaliações
- AnaisDocumento17 páginasAnaisLeonardo Campos100% (1)
- FMEA 4 Edição - MudançasDocumento9 páginasFMEA 4 Edição - MudançasIsmaël AlvësAinda não há avaliações
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDocumento41 páginasFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- Técnicas Lean e Seis SigmaDocumento16 páginasTécnicas Lean e Seis Sigmawiliam peleteiro100% (1)
- Engenharia Da ManutençãoDocumento22 páginasEngenharia Da ManutençãoFrancisco RamalhoAinda não há avaliações
- Lourival Tavares Sistemas de Gestao Integrada de ManutencaoDocumento10 páginasLourival Tavares Sistemas de Gestao Integrada de ManutencaoRobson AbrantesAinda não há avaliações
- Física - Formulário - EletrostáticaDocumento1 páginaFísica - Formulário - EletrostáticaFísica Concurso VestibularAinda não há avaliações
- Introdução ao Lean emDocumento181 páginasIntrodução ao Lean emVictória CastroAinda não há avaliações
- Anexo 11 (PPT) Gestão Da Manutenção - TPMDocumento34 páginasAnexo 11 (PPT) Gestão Da Manutenção - TPMssidnalvasilvaAinda não há avaliações
- DFMA conceitos projeto montagemDocumento5 páginasDFMA conceitos projeto montagemgarbazzaAinda não há avaliações
- RCM: Manutenção Centrada na Confiabilidade e suas principais definiçõesDocumento36 páginasRCM: Manutenção Centrada na Confiabilidade e suas principais definiçõesluizbandeiraAinda não há avaliações
- Aula 5 - Tipos de ManutençãoDocumento92 páginasAula 5 - Tipos de ManutençãoRoberto Souza67% (3)
- Engenharia da Confiabilidade: Conceitos e AplicaçõesDocumento48 páginasEngenharia da Confiabilidade: Conceitos e AplicaçõesRobertaAinda não há avaliações
- Apostila Introdução Ao LeanDocumento27 páginasApostila Introdução Ao LeanrutifelicianoAinda não há avaliações
- MSA - Análise de Sistemas de MediçãoDocumento57 páginasMSA - Análise de Sistemas de MediçãoDIEGO GUILHERME GOMESAinda não há avaliações
- Iso TS 16949Documento10 páginasIso TS 16949pett2012Ainda não há avaliações
- FMEA e RCFADocumento40 páginasFMEA e RCFAIvan Pamela PolettoAinda não há avaliações
- Planejamento e controle da produção em detalheDocumento52 páginasPlanejamento e controle da produção em detalheEdgar GonzalezAinda não há avaliações
- Cartilha SA8000 PDFDocumento20 páginasCartilha SA8000 PDFmackboss100% (1)
- Abordagem Econômica Da Qualidade FinalDocumento24 páginasAbordagem Econômica Da Qualidade FinallinspauloAinda não há avaliações
- Análise de Modo e Efeito de Falha (FMEA) PDFDocumento6 páginasAnálise de Modo e Efeito de Falha (FMEA) PDFNino PossaniAinda não há avaliações
- Aquecimento Solar para Piscinas e Banhos: Guia CompletoDocumento103 páginasAquecimento Solar para Piscinas e Banhos: Guia Completomdtecnologias0% (2)
- Processos Estocásticos - Processos de RenovaçãoDocumento26 páginasProcessos Estocásticos - Processos de RenovaçãoAdemir SantosAinda não há avaliações
- Apostila de ConfiabilidadeDocumento92 páginasApostila de ConfiabilidadeBreno VerdolinAinda não há avaliações
- RCM e AvariasDocumento28 páginasRCM e AvariasAnisio ManhiçaAinda não há avaliações
- 1-Curso-PlanejamentoRotinaParadaManutençãoDocumento326 páginas1-Curso-PlanejamentoRotinaParadaManutençãoMarcio TeixeiraAinda não há avaliações
- A evolução da manutenção desde os processos artesanais até a manutenção preditivaDocumento30 páginasA evolução da manutenção desde os processos artesanais até a manutenção preditivanick599Ainda não há avaliações
- RBM: Manutenção baseada em riscosDocumento5 páginasRBM: Manutenção baseada em riscosDercioAinda não há avaliações
- 123Documento3 páginas123Manutenção EucaturAinda não há avaliações
- E-Book Da Unidade 04Documento55 páginasE-Book Da Unidade 04Manutenção EucaturAinda não há avaliações
- Mid 128Documento130 páginasMid 128Manutenção EucaturAinda não há avaliações
- 3 - Sistema Financeiro NacionalDocumento42 páginas3 - Sistema Financeiro NacionalManutenção EucaturAinda não há avaliações
- Análise do OEE de empresa de tecnologiaDocumento15 páginasAnálise do OEE de empresa de tecnologiaGabriel MachadoAinda não há avaliações
- Medição de desempenho usando a eficácia geral do equipamento (OEEDocumento47 páginasMedição de desempenho usando a eficácia geral do equipamento (OEEManutenção EucaturAinda não há avaliações
- Fases Do Pensamento EstratégicoDocumento16 páginasFases Do Pensamento EstratégicoManutenção EucaturAinda não há avaliações
- OEEpaperDocumento17 páginasOEEpaperManutenção EucaturAinda não há avaliações
- 6 Experimentos Gerenciais para Se Fazer HojeDocumento5 páginas6 Experimentos Gerenciais para Se Fazer HojeManutenção EucaturAinda não há avaliações
- Untitled 0 1Documento8 páginasUntitled 0 1Manutenção EucaturAinda não há avaliações
- Gestão financeira - cálculos de juros compostos e empréstimosDocumento1 páginaGestão financeira - cálculos de juros compostos e empréstimosManutenção EucaturAinda não há avaliações
- MelSan Temperamento - Introvertido e AnimadoDocumento4 páginasMelSan Temperamento - Introvertido e AnimadoManutenção EucaturAinda não há avaliações
- Teoria Geral de FayolDocumento11 páginasTeoria Geral de FayolManutenção EucaturAinda não há avaliações
- Modelo de APR Movimentação de Cargas - Blog Segurança Do TrabalhoDocumento5 páginasModelo de APR Movimentação de Cargas - Blog Segurança Do TrabalhoEduardo BarbosaAinda não há avaliações
- PDF - Darllan Queiroz Da SilvaDocumento48 páginasPDF - Darllan Queiroz Da SilvaGraciano emilio VaquinaAinda não há avaliações
- Instalações elétricas: potências ativa e reativaDocumento2 páginasInstalações elétricas: potências ativa e reativaCarlos BrandãoAinda não há avaliações
- Concurso público PROCEMPA para Analista de NegócioDocumento16 páginasConcurso público PROCEMPA para Analista de NegóciodagianeAinda não há avaliações
- 85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Documento49 páginas85 Segredos Revelados para Seu Instagram Bombar As Vendas para 2021Site para Terapeutas Holísticos100% (1)
- LukeDocumento1 páginaLukedaviguilhermesaoresAinda não há avaliações
- Tutorial Programacao TPW-03Documento13 páginasTutorial Programacao TPW-03José Paulo Ramos Fernandes100% (1)
- Trocadores de Calor: tipos e aplicaçõesDocumento35 páginasTrocadores de Calor: tipos e aplicaçõesThiago Dias BarbosaAinda não há avaliações
- A Origem Do RadioDocumento2 páginasA Origem Do RadioCelia EEdilvo SilvaAinda não há avaliações
- Cobreq Catálogo Linha Leve GeralDocumento92 páginasCobreq Catálogo Linha Leve GeralLEODECIO BELO DE OLIVEIRAAinda não há avaliações
- Informe de Rendimentos Caixa TemDocumento2 páginasInforme de Rendimentos Caixa TemKelvin Da Silva LopesAinda não há avaliações
- 2075 - Configuração Do Caixa NFCEDocumento8 páginas2075 - Configuração Do Caixa NFCEJunior IfgAinda não há avaliações
- Educação InfantilDocumento3 páginasEducação InfantilJuliana Espírito Santo CóserAinda não há avaliações
- Defining Supply Chain ManagementDocumento18 páginasDefining Supply Chain ManagementAlanAinda não há avaliações
- Estudo Sobre Transdutor de Vacuo PDFDocumento11 páginasEstudo Sobre Transdutor de Vacuo PDFJoao Silva Lopes100% (4)
- RELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisDocumento47 páginasRELATÓRIOS DAS AULAS PRÁTICAS - Ensaio Dos MateriaisVinicius Eduardo Grigolo100% (9)
- Livro Banco de Dados Volume 04Documento76 páginasLivro Banco de Dados Volume 04Vilson Cristiano GärtnerAinda não há avaliações
- Plano de Negocio para Way BeerDocumento71 páginasPlano de Negocio para Way BeerVinícius Chiquetto FariaAinda não há avaliações
- AUT0278 Aula 02 - Mapeamento SonoroDocumento40 páginasAUT0278 Aula 02 - Mapeamento SonoroBaixar ApostilaAinda não há avaliações
- Segurança privada em presídiosDocumento3 páginasSegurança privada em presídiosJose Roberto SaldanhaAinda não há avaliações
- Contrato Vendedor Autônomo - Renan RibeiroDocumento5 páginasContrato Vendedor Autônomo - Renan RibeirorenanumcarinhaAinda não há avaliações
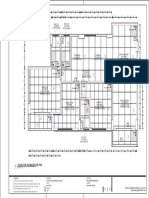
- Planta de PaginaçãoDocumento1 páginaPlanta de PaginaçãoKercia sampaioAinda não há avaliações
- Plano de Cargos AlemaDocumento44 páginasPlano de Cargos AlemaapcejamAinda não há avaliações
- Ficha de segurança para Flakeglass 500 D - Componente ADocumento10 páginasFicha de segurança para Flakeglass 500 D - Componente ASloane FreitasAinda não há avaliações
- NF 269832 Max MohrDocumento1 páginaNF 269832 Max MohrSthefany Maieski GonçalvesAinda não há avaliações
- Agricultura e AstrologiaDocumento1 páginaAgricultura e AstrologiashoxpamAinda não há avaliações
- Relatório de Arrasamento de Estaca - Pype Rack 09-07Documento1 páginaRelatório de Arrasamento de Estaca - Pype Rack 09-07Eng Fabio DantasAinda não há avaliações
- Acesso Pelo Hik-Connect NuvemDocumento9 páginasAcesso Pelo Hik-Connect NuvemErick OliveiraAinda não há avaliações
- História da ciência forense revela pioneiros excêntricosDocumento4 páginasHistória da ciência forense revela pioneiros excêntricoscaningar outroAinda não há avaliações