Você também pode gostar
- Redução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoNo EverandRedução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoAinda não há avaliações
- Aplicação da FMEA em linha de produção automotivaDocumento13 páginasAplicação da FMEA em linha de produção automotivaCesar Augusto Della PiazzaAinda não há avaliações
- Usinagem, Torno Convencional, Uma Aplicação Do Fmea No Laboratório Mecânico Do UgbDocumento3 páginasUsinagem, Torno Convencional, Uma Aplicação Do Fmea No Laboratório Mecânico Do Ugbpaulo11dAinda não há avaliações
- Sqmmi - Um Modelo Ágil De Garantia De Qualidade De SoftwareNo EverandSqmmi - Um Modelo Ágil De Garantia De Qualidade De SoftwareAinda não há avaliações
- MASP Método de Análise e Solução de ProblemasDocumento12 páginasMASP Método de Análise e Solução de ProblemasErick AguiarAinda não há avaliações
- Trabalho de Conclusao de Curso Aplicacao Do Metodo Fmea em Uma Industria de Massas Alimenticias Oliveira Jose Valber Vicente deDocumento18 páginasTrabalho de Conclusao de Curso Aplicacao Do Metodo Fmea em Uma Industria de Massas Alimenticias Oliveira Jose Valber Vicente dewanderson cintraAinda não há avaliações
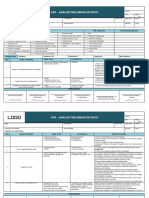
- 2023-08-04T19 - 28 - 04.250Z - Resultados - Preliminares - Montival - 040523 Corrigir Até Dia 20-05Documento8 páginas2023-08-04T19 - 28 - 04.250Z - Resultados - Preliminares - Montival - 040523 Corrigir Até Dia 20-05Leonardo MirandaAinda não há avaliações
- Fmea ApostilaDocumento12 páginasFmea Apostilamarcelocaiooliveira100% (1)
- Projeto TCC Ultima VersãoDocumento24 páginasProjeto TCC Ultima VersãoEduardo StachelskiAinda não há avaliações
- Implantação LSS FerFarmaDocumento10 páginasImplantação LSS FerFarmaAdiyani PrichuaAinda não há avaliações
- FERRAMENTAS DA QUALIDADE Estudo de Caso de Uma Serralheria em Barão de Cocais - MGDocumento22 páginasFERRAMENTAS DA QUALIDADE Estudo de Caso de Uma Serralheria em Barão de Cocais - MGFelipe CrisóstomoAinda não há avaliações
- 116756Documento17 páginas116756luizadeassis2Ainda não há avaliações
- FMEA como Ferramenta de Prevenção da QualidadeDocumento10 páginasFMEA como Ferramenta de Prevenção da QualidadeDaniel Jorge Da SilvaAinda não há avaliações
- Controle de qualidade em soldas automotivasDocumento21 páginasControle de qualidade em soldas automotivasWiliam RegoneAinda não há avaliações
- Análise de Modo e Efeito de Falha (FMEA) PDFDocumento6 páginasAnálise de Modo e Efeito de Falha (FMEA) PDFNino PossaniAinda não há avaliações
- Artigo PIZZARIADocumento16 páginasArtigo PIZZARIAPaulo SanchesAinda não há avaliações
- Aplicação Das Ferramentas Da Qualidade Melhoria Do Processo Produtivo em Um Laboratório Óptico No Sertão Central Do CearáDocumento11 páginasAplicação Das Ferramentas Da Qualidade Melhoria Do Processo Produtivo em Um Laboratório Óptico No Sertão Central Do CearáRafael CostaAinda não há avaliações
- edicao33_Rafael LucchesiDocumento11 páginasedicao33_Rafael LucchesiRoberta DamascenoAinda não há avaliações
- Melhoria processo DMAIC fábrica raçõesDocumento10 páginasMelhoria processo DMAIC fábrica raçõesBruna AlmeidaAinda não há avaliações
- FMEA Estudo de Caso PDFDocumento11 páginasFMEA Estudo de Caso PDFElvio JungesAinda não há avaliações
- Aplicação Do Método Dmaic para Análise de Problemas de Produção: Um Estudo de CasoDocumento14 páginasAplicação Do Método Dmaic para Análise de Problemas de Produção: Um Estudo de CasoGilberto TestoniAinda não há avaliações
- Diagnosticar e analisar falhas em equipamentos industriaisDocumento13 páginasDiagnosticar e analisar falhas em equipamentos industriaisildoAinda não há avaliações
- 5s Na MarcenariaDocumento16 páginas5s Na MarcenariaFernanda Luisa LuisaAinda não há avaliações
- 2021 - Artigo - Araujo e SilvaDocumento17 páginas2021 - Artigo - Araujo e SilvaVanderleia de SouzaAinda não há avaliações
- Principais Não Comformidades UsinagemDocumento13 páginasPrincipais Não Comformidades UsinagemWerigue Braga de OliveiraAinda não há avaliações
- Avaliação Da Aplicação Dos Métodos FMEA e DRBFM No Processo de Desenvolvimento de Produtos em Uma Empresa de AutopeçasDocumento10 páginasAvaliação Da Aplicação Dos Métodos FMEA e DRBFM No Processo de Desenvolvimento de Produtos em Uma Empresa de AutopeçasGirlaine SantosAinda não há avaliações
- Análise FMEADocumento9 páginasAnálise FMEAMarjorye AriadneAinda não há avaliações
- Modelo TCC PECEGE SusanaDocumento14 páginasModelo TCC PECEGE SusanaGustavoAinda não há avaliações
- FMEA Estudo de CasoDocumento11 páginasFMEA Estudo de CasoJabulani2010Ainda não há avaliações
- Monografia - André Ribeiro 2016008326Documento24 páginasMonografia - André Ribeiro 2016008326André RibeiroAinda não há avaliações
- Artigo 586ac29c ArquivoDocumento4 páginasArtigo 586ac29c ArquivoFelipe NardelliAinda não há avaliações
- 6 Sigma - Aplicacao Industria QuimicaDocumento8 páginas6 Sigma - Aplicacao Industria Quimicaalberton2012Ainda não há avaliações
- Melhoria do processo de abastecimento de mantasDocumento11 páginasMelhoria do processo de abastecimento de mantasAndressa LoffiAinda não há avaliações
- Aplicação de Ferramentas Da Qualidade em Processos AdministrativosDocumento9 páginasAplicação de Ferramentas Da Qualidade em Processos AdministrativosLeonardo RamosAinda não há avaliações
- Controle de Qualidade - ExerciciosDocumento3 páginasControle de Qualidade - ExerciciosGiovanni MilliAinda não há avaliações
- Ferramenta de QualidadeDocumento18 páginasFerramenta de QualidadeAline OliveiraAinda não há avaliações
- Principais ferramentas para garantia de qualidadeDocumento55 páginasPrincipais ferramentas para garantia de qualidadeLeticia EgerAinda não há avaliações
- FMEA Aplicacao No SetorDocumento10 páginasFMEA Aplicacao No Setorandrefs7Ainda não há avaliações
- administrador,+895-Arquivo+do+artigo+em+formato+DOCX-4148-1-15-20201208Documento11 páginasadministrador,+895-Arquivo+do+artigo+em+formato+DOCX-4148-1-15-20201208Veronica MaierAinda não há avaliações
- FmeaDocumento2 páginasFmeagarciarodrigoAinda não há avaliações
- 5432 47972153 1 PBDocumento8 páginas5432 47972153 1 PBLaércio FerreiraAinda não há avaliações
- Método PDCA indicadores qualidade indústria termoplásticaDocumento13 páginasMétodo PDCA indicadores qualidade indústria termoplásticaAlex MartinsAinda não há avaliações
- ADQ Introducao Ao FMEA CANALDocumento8 páginasADQ Introducao Ao FMEA CANALalvaro duarteAinda não há avaliações
- Aplicação da metodologia Lean Six Sigma em um processo industrial de leite de sojaDocumento15 páginasAplicação da metodologia Lean Six Sigma em um processo industrial de leite de sojajhoguitarAinda não há avaliações
- Artigo RESTAURANTEDocumento14 páginasArtigo RESTAURANTEPaulo SanchesAinda não há avaliações
- O Que É Oee PDFDocumento21 páginasO Que É Oee PDFLuiz HardmanAinda não há avaliações
- Jorge Henrique Momesso Friche - 2019Documento33 páginasJorge Henrique Momesso Friche - 2019Eduardo MonteiroAinda não há avaliações
- A importância das ferramentas de qualidadeDocumento13 páginasA importância das ferramentas de qualidadeValdinei Eder GallAinda não há avaliações
- Gestão Da Qualidade Uma Análise para Otimização Do Processo Produtivo de Uma Ferramentaria em Montes Claros - MGDocumento21 páginasGestão Da Qualidade Uma Análise para Otimização Do Processo Produtivo de Uma Ferramentaria em Montes Claros - MGAline Cardoso dos SantosAinda não há avaliações
- A Metodologia Lean Six SigmaDocumento15 páginasA Metodologia Lean Six Sigmadaniel AlvesAinda não há avaliações
- DMAIC Sustentabilidade AmbientalDocumento12 páginasDMAIC Sustentabilidade AmbientalzebatataisAinda não há avaliações
- Caso - Empresa Hoteleira PDFDocumento11 páginasCaso - Empresa Hoteleira PDFRubens FernandesAinda não há avaliações
- Controle estatístico da qualidade na metalúrgicaDocumento14 páginasControle estatístico da qualidade na metalúrgicaAlex Rovian ZonnerAinda não há avaliações
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDocumento41 páginasFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- Analise de Falhas Um Caminho para A ConfiabilidadeDocumento41 páginasAnalise de Falhas Um Caminho para A ConfiabilidadePatrícia Silva100% (1)
- Análise da aplicação do Gerenciamento da Rotina do Trabalho do Dia-a-dia (GRD) em uma empresa têxtilDocumento12 páginasAnálise da aplicação do Gerenciamento da Rotina do Trabalho do Dia-a-dia (GRD) em uma empresa têxtilMariana ValimAinda não há avaliações
- Uma investigação sobre o índice de perdas de embalagem em uma indústria farmacêuticaDocumento9 páginasUma investigação sobre o índice de perdas de embalagem em uma indústria farmacêuticaJoão CoelhoAinda não há avaliações
- TCC Rev finalDocumento82 páginasTCC Rev finalFilipe AlmeidaAinda não há avaliações
- Oração da Manhã JudaicaDocumento16 páginasOração da Manhã JudaicaFernandoSantosMorishitaSmart100% (6)
- Dimensionamento de Um Moto-RedutorDocumento27 páginasDimensionamento de Um Moto-RedutorTaynan SilvaAinda não há avaliações
- Jogos Divertidos Com Imagens PDFDocumento71 páginasJogos Divertidos Com Imagens PDFElton Robert Vieira PachecoAinda não há avaliações
- Arte e TecnologiaDocumento6 páginasArte e TecnologiaMagrãoAinda não há avaliações
- Edital SelecaoDocumento16 páginasEdital SelecaoHenrique Eduardo Guarani-kaiowáAinda não há avaliações
- Oficina de PizzaDocumento5 páginasOficina de PizzaHudson FreitasAinda não há avaliações
- O Narcisismo No Contexto Da Maternidade: Algumas Evidências EmpíricasDocumento8 páginasO Narcisismo No Contexto Da Maternidade: Algumas Evidências EmpíricasPaulo ConnorAinda não há avaliações
- Atividades de estudo sobre pronomesDocumento5 páginasAtividades de estudo sobre pronomesJanaína SousaAinda não há avaliações
- A MISSÃO Resumo FilmeDocumento3 páginasA MISSÃO Resumo FilmeDaywison Thales33% (3)
- Paes e Paula - Repensando Os Estudos OrganizacDocumento298 páginasPaes e Paula - Repensando Os Estudos OrganizacElisabete Stradiotto SiqueiraAinda não há avaliações
- Saúde PúblicaDocumento43 páginasSaúde Públicajoaca Galvão100% (3)
- Análise Combinatória Aula 01 PFC 21 02 2022 EAM ESA EEAR Lista 1Documento2 páginasAnálise Combinatória Aula 01 PFC 21 02 2022 EAM ESA EEAR Lista 1Sandro CarvalhoAinda não há avaliações
- Aula 1 - Introdução As Doenças Crônicas - A Realidade Do BrasilDocumento10 páginasAula 1 - Introdução As Doenças Crônicas - A Realidade Do BrasilVitor Silva LimaAinda não há avaliações
- Neuropsicologia ProvaDocumento13 páginasNeuropsicologia ProvaJozely Cruz100% (1)
- Regulamento Interno IMPD 2Documento17 páginasRegulamento Interno IMPD 2Agnaldo SilvaAinda não há avaliações
- Dicionário de BrandingDocumento2 páginasDicionário de BrandingIanaraTeixeiraAinda não há avaliações
- Kant - Exercício de AprendizagemDocumento17 páginasKant - Exercício de AprendizagemGeraldo NatanaelAinda não há avaliações
- Dilemas Bioéticos em NeonatologiaDocumento4 páginasDilemas Bioéticos em NeonatologiaMaginu MaginuAinda não há avaliações
- Caderno Dos EsportesDocumento1 páginaCaderno Dos EsportesRonald RegisAinda não há avaliações
- PHP 5, MySQL 5 e Ajax para desenvolvimento webDocumento166 páginasPHP 5, MySQL 5 e Ajax para desenvolvimento webFabio MattesAinda não há avaliações
- Lista 6Documento2 páginasLista 6Raquel Reis MartellotiAinda não há avaliações
- Análise de riscos para solda elétricaDocumento5 páginasAnálise de riscos para solda elétricaDaniel Oliveira100% (1)
- Lazarillo de TormesDocumento30 páginasLazarillo de TormesBeatriz VasconcelosAinda não há avaliações
- Unidade 4Documento6 páginasUnidade 4Raphael FerreiraAinda não há avaliações
- Computação I - Python Laboratório 1 funçõesDocumento2 páginasComputação I - Python Laboratório 1 funçõesFabricioAinda não há avaliações
- Projeto de regularização ambiental para oficinas mecânicasDocumento17 páginasProjeto de regularização ambiental para oficinas mecânicasAntonilson ConceiçãoAinda não há avaliações
- Protocolo de EndodontiaDocumento17 páginasProtocolo de EndodontiaMauricio DiasAinda não há avaliações
- Tratamento de efluentes rurais com Círculo de BananeirasDocumento6 páginasTratamento de efluentes rurais com Círculo de BananeirasEveraldo Borges da CostaAinda não há avaliações
- Ailton Branco - Arca Da InformaçãoDocumento126 páginasAilton Branco - Arca Da Informaçãobittencourt690Ainda não há avaliações
- O Bloqueio Nos 7 SegmentosDocumento7 páginasO Bloqueio Nos 7 SegmentosEscarroAinda não há avaliações
- Como Vender Valor: O revolucionário sistema Venda+Valor para resolver os problemas dos clientes e vencerNo EverandComo Vender Valor: O revolucionário sistema Venda+Valor para resolver os problemas dos clientes e vencerNota: 3 de 5 estrelas3/5 (2)
- Instagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNo EverandInstagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNota: 4 de 5 estrelas4/5 (35)
- Gerenciamento da rotina do trabalho do dia-a-diaNo EverandGerenciamento da rotina do trabalho do dia-a-diaNota: 5 de 5 estrelas5/5 (2)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- Email marketing eficaz: Como conquistar e fidelizar clientes com uma newsletterNo EverandEmail marketing eficaz: Como conquistar e fidelizar clientes com uma newsletterNota: 5 de 5 estrelas5/5 (1)
- Qualidade na recepção: Encantando o paciente no dia a diaNo EverandQualidade na recepção: Encantando o paciente no dia a diaAinda não há avaliações
- Gatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNo EverandGatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNota: 4 de 5 estrelas4/5 (107)
- A Bíblia e a Gestão de Pessoas: Trabalhando Mentes e CoraçõesNo EverandA Bíblia e a Gestão de Pessoas: Trabalhando Mentes e CoraçõesNota: 5 de 5 estrelas5/5 (1)
- Manual Prático do Plano de Projeto (6a. edição): utilizando o PMBOK GuideNo EverandManual Prático do Plano de Projeto (6a. edição): utilizando o PMBOK GuideNota: 5 de 5 estrelas5/5 (1)
- Comunicação organizacional estratégica: Aportes conceituais e aplicadosNo EverandComunicação organizacional estratégica: Aportes conceituais e aplicadosNota: 5 de 5 estrelas5/5 (1)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNo EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNota: 5 de 5 estrelas5/5 (1)
- O CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNo EverandO CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNota: 3.5 de 5 estrelas3.5/5 (17)
- Gestão e Melhoria de Processos: Conceitos, Técnicas e FerramentasNo EverandGestão e Melhoria de Processos: Conceitos, Técnicas e FerramentasNota: 3.5 de 5 estrelas3.5/5 (9)
- Gestão do Ponto de Venda: Os papéis do franqueado de sucessoNo EverandGestão do Ponto de Venda: Os papéis do franqueado de sucessoAinda não há avaliações
- Currículo: Políticas e práticasNo EverandCurrículo: Políticas e práticasNota: 4 de 5 estrelas4/5 (1)
- Libélula Negra: Gerenciamento de equipes para alta performance em 7 liçõesNo EverandLibélula Negra: Gerenciamento de equipes para alta performance em 7 liçõesAinda não há avaliações
- Sabedoria profunda em gerenciamento: Casos reais e orientações para uma boa gestãoNo EverandSabedoria profunda em gerenciamento: Casos reais e orientações para uma boa gestãoAinda não há avaliações
- 84 perguntas que vendem: Técnicas e ferramentas do coaching de vendas para maximizar os seus resultadosNo Everand84 perguntas que vendem: Técnicas e ferramentas do coaching de vendas para maximizar os seus resultadosNota: 3.5 de 5 estrelas3.5/5 (6)