Você também pode gostar
- Manutencao IndustrialDocumento66 páginasManutencao IndustrialCamila DiasAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Indicadores de Manutenção IndustrialDocumento16 páginasIndicadores de Manutenção IndustrialNewton MagalhãesAinda não há avaliações
- 8 indicadores para gestão da manutençãoDocumento17 páginas8 indicadores para gestão da manutençãoRodrigo ModestoAinda não há avaliações
- Aula Manutenção Eletrica 1Documento43 páginasAula Manutenção Eletrica 1Luciano Paulo da Silva100% (2)
- Manutenção preventiva x preditivaDocumento7 páginasManutenção preventiva x preditivaalvaroAinda não há avaliações
- Manutenção de Equipamentos: Conceitos e EvoluçãoDocumento146 páginasManutenção de Equipamentos: Conceitos e EvoluçãoLuciano Paulo da Silva100% (1)
- Gestão da Manutenção: Introdução, Histórico e ConceitosDocumento38 páginasGestão da Manutenção: Introdução, Histórico e ConceitosTatiane Conceição do NascimentoAinda não há avaliações
- Como um concurseiro conquistou sucesso compartilhando conhecimentoDocumento15 páginasComo um concurseiro conquistou sucesso compartilhando conhecimentoJoni Trader100% (1)
- Criar aplicações empresariais em C Um guia passo-a-passo para o desenvolvimento de aplicações empresariaisNo EverandCriar aplicações empresariais em C Um guia passo-a-passo para o desenvolvimento de aplicações empresariaisAinda não há avaliações
- Engrenagens e soldas notas aulaDocumento21 páginasEngrenagens e soldas notas aulaRobsonstatisticsAinda não há avaliações
- As colunas na Maçonaria: significado simbólicoDocumento7 páginasAs colunas na Maçonaria: significado simbólicoFranciano Vieira Pires100% (1)
- A Introducao A ManutencaoDocumento42 páginasA Introducao A ManutencaoLuciano Paulo da SilvaAinda não há avaliações
- RESUMO - Gestão Da ManutençãoDocumento166 páginasRESUMO - Gestão Da ManutençãoCarlos OliveiraAinda não há avaliações
- Apostila PCMDocumento18 páginasApostila PCMsidneilojAinda não há avaliações
- Manutenção e Sua PráticaDocumento4 páginasManutenção e Sua PráticaEdnaldo Silveira100% (1)
- Pcmso - Log Brasil - 2021Documento31 páginasPcmso - Log Brasil - 2021David Augusto0% (1)
- Aula 01 - Introdução À ManutençãoDocumento5 páginasAula 01 - Introdução À ManutençãoDouglas Gomes100% (13)
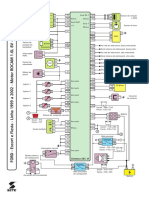
- FORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VIDocumento1 páginaFORD Escort Fiesta Linha 1999 A 2002 Motor ROCAM 1.6L 8V Sistema EEC VICristianoAinda não há avaliações
- Slide 1 - Técnicas de Manutenção PDFDocumento44 páginasSlide 1 - Técnicas de Manutenção PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- Eng. de ManutençãoDocumento11 páginasEng. de ManutençãoMauricio Gonçalves FernandesAinda não há avaliações
- Ficha Avaliação EL - Robinson Crusoe - (Correção)Documento4 páginasFicha Avaliação EL - Robinson Crusoe - (Correção)Patrícia Valente100% (1)
- Avaliar a caminhada da catequeseDocumento13 páginasAvaliar a caminhada da catequeseJoão MeloAinda não há avaliações
- Pratica Textual em Lingua PortuguesaDocumento5 páginasPratica Textual em Lingua PortuguesaCristiano Santos100% (2)
- Manutenção ElétricaDocumento66 páginasManutenção ElétricaUdielly FumianAinda não há avaliações
- Relação de contas bancárias para transferência de valoresDocumento66 páginasRelação de contas bancárias para transferência de valoresRoberto Silva reibeAinda não há avaliações
- Introdução à manutenção: conceitos, objetivos e tiposDocumento73 páginasIntrodução à manutenção: conceitos, objetivos e tiposPaulo RenatoAinda não há avaliações
- Problemas e soluções na manutenção preventiva de confecçõesDocumento9 páginasProblemas e soluções na manutenção preventiva de confecçõesRodrigo LacerdaAinda não há avaliações
- 001 - Volume I - P. 5 A 97 - para Compor Com Demais Arquivos - FinalDocumento93 páginas001 - Volume I - P. 5 A 97 - para Compor Com Demais Arquivos - FinalWilliam CazelottoAinda não há avaliações
- 1 Introduomanuteno 140714093758 Phpapp02Documento10 páginas1 Introduomanuteno 140714093758 Phpapp02edson vulcaoAinda não há avaliações
- Implementação de Um Plano de Manutenção Na Empresa Matrik SandeskiDocumento13 páginasImplementação de Um Plano de Manutenção Na Empresa Matrik SandeskiEmerson GomesAinda não há avaliações
- 11 - ManutencaoDocumento12 páginas11 - ManutencaoaafgaloAinda não há avaliações
- Implementação de Manutenção em Máquinas CNCDocumento7 páginasImplementação de Manutenção em Máquinas CNCJean CadastroAinda não há avaliações
- Planejamento de manutenção: partes necessáriasDocumento14 páginasPlanejamento de manutenção: partes necessáriasLucas Frederico Ribeiro0% (1)
- Almeida, M. T. - Manutenção PreditivaDocumento5 páginasAlmeida, M. T. - Manutenção PreditivaMariane Chludzinski100% (2)
- Tipos - de - Manutencao - Unidade - II - Manutenção PreventivaDocumento25 páginasTipos - de - Manutencao - Unidade - II - Manutenção PreventivaIgorAinda não há avaliações
- MPT PDFDocumento55 páginasMPT PDFgabao123Ainda não há avaliações
- TCC - TPM Industria CalçadistaDocumento15 páginasTCC - TPM Industria CalçadistaLucas KenjiAinda não há avaliações
- Implantação da manutenção autônoma em frigoríficoDocumento17 páginasImplantação da manutenção autônoma em frigoríficoRicardo BrunnerAinda não há avaliações
- MTBF MTTR DF Metodologia de Implantação de Indicadores de Gestão Da ManutençãoDocumento8 páginasMTBF MTTR DF Metodologia de Implantação de Indicadores de Gestão Da ManutençãoRegis XnaldoAinda não há avaliações
- Implementação do pilar Manutenção Autônoma na TPMDocumento20 páginasImplementação do pilar Manutenção Autônoma na TPMandrecalpad100% (1)
- TCC ApresentaçãoDocumento27 páginasTCC ApresentaçãoWanderlei GoncalvesAinda não há avaliações
- 1) Politicas de ManutençãoDocumento218 páginas1) Politicas de ManutençãoJuliana QueirozAinda não há avaliações
- 791-Arquivo Do Artigo em Formato DOCX-3465-1-10-20200802Documento13 páginas791-Arquivo Do Artigo em Formato DOCX-3465-1-10-20200802Lucas ÁtilaAinda não há avaliações
- A importância da manutenção para a qualidade total e competitividadeDocumento5 páginasA importância da manutenção para a qualidade total e competitividadeDélcio BangaAinda não há avaliações
- TCC I João Vitor Pawlik v1.2Documento16 páginasTCC I João Vitor Pawlik v1.2João Vitor PawlikAinda não há avaliações
- 9 Livro de Adm Da Prod Cap 9 ManutençãoDocumento29 páginas9 Livro de Adm Da Prod Cap 9 Manutençãojuliano30profAinda não há avaliações
- MCC e TPM - Gerencia de ManutencaoDocumento13 páginasMCC e TPM - Gerencia de ManutencaoIvan TumaAinda não há avaliações
- A importância da manutenção preditiva em motores elétricos - TCC Versão Final (1) (2)Documento23 páginasA importância da manutenção preditiva em motores elétricos - TCC Versão Final (1) (2)arimateia alvesAinda não há avaliações
- Estudo de Teorias de Manutenção. Tipos e Tendências AtuaisDocumento11 páginasEstudo de Teorias de Manutenção. Tipos e Tendências AtuaisDouglas Darmani Marques LimaAinda não há avaliações
- A História Da Evolução Do Sistema de Gestão de ManutençãoDocumento9 páginasA História Da Evolução Do Sistema de Gestão de ManutençãoGutemberg Rodrigues PinheiroAinda não há avaliações
- Gestão da ManutençãoDocumento160 páginasGestão da ManutençãoJosé Hélio SouzaAinda não há avaliações
- Artigo - A História Da Evolução Do Sistema de Gestão de ManutençãoDocumento3 páginasArtigo - A História Da Evolução Do Sistema de Gestão de ManutençãoJose LucasAinda não há avaliações
- TCC JoãoDocumento21 páginasTCC Joãoeve.kellyAinda não há avaliações
- plano de manutençãoDocumento10 páginasplano de manutençãovaniareginavellosoAinda não há avaliações
- Manutenção CorrectivaDocumento2 páginasManutenção CorrectivaJoão Pedro CatarinoAinda não há avaliações
- Manutenção preventiva em comércio automóveisDocumento12 páginasManutenção preventiva em comércio automóveisMauricio NunesAinda não há avaliações
- Gestão Manut IndusDocumento12 páginasGestão Manut IndusRicardo GalindoAinda não há avaliações
- Manutenção IndustrialDocumento5 páginasManutenção IndustrialHaitzmannAinda não há avaliações
- 1-Aula 1Documento20 páginas1-Aula 1João Vitor RamosAinda não há avaliações
- MTTR MoinhoDocumento15 páginasMTTR Moinhoflavio82pnAinda não há avaliações
- Lourival Tavares Sistemas de Gestao Integrada de ManutencaoDocumento10 páginasLourival Tavares Sistemas de Gestao Integrada de ManutencaoRobson AbrantesAinda não há avaliações
- Manutencao AutonomaDocumento14 páginasManutencao Autonomaegomesbrandao100% (4)
- Livro Digital 245 Manutenção Industrial Situação PraticaDocumento1 páginaLivro Digital 245 Manutenção Industrial Situação Praticaanderson2201Ainda não há avaliações
- Aplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3Documento13 páginasAplicação Da Metodologia Lean Manufacturing À Gestão Da Manutenção - André Genuino de Santana (201804973) 3lucasgasparmadastaAinda não há avaliações
- 3 - Teoria Da ManutencaoDocumento25 páginas3 - Teoria Da ManutencaoAntonioTeixeiraAinda não há avaliações
- Aula 1 - Manutenção de Equipamentos IndustriaisDocumento31 páginasAula 1 - Manutenção de Equipamentos IndustriaisMikhail Tibes SoaresAinda não há avaliações
- Jornada Educacional Trader: Provedor de Liquidez (RLP)Documento4 páginasJornada Educacional Trader: Provedor de Liquidez (RLP)Joni TraderAinda não há avaliações
- Atestado médico 3 dias CID B34.9 Dr Danilo HojoDocumento1 páginaAtestado médico 3 dias CID B34.9 Dr Danilo HojoJoni TraderAinda não há avaliações
- Chá de Fraudas6a4x4Documento1 páginaChá de Fraudas6a4x4Joni TraderAinda não há avaliações
- Nota Fiscal de Serviços com Cartões de VisitaDocumento1 páginaNota Fiscal de Serviços com Cartões de VisitaJoni TraderAinda não há avaliações
- MPDFDocumento1 páginaMPDFJoni TraderAinda não há avaliações
- Torneamento - Sinumerik 808d - Proramação e Operação Parte 2Documento232 páginasTorneamento - Sinumerik 808d - Proramação e Operação Parte 2Joni TraderAinda não há avaliações
- Masculino e FemininoDocumento1 páginaMasculino e FemininoJoni TraderAinda não há avaliações
- PDF Jacksonbezerra Portugues GM Cascavel TeoriaDocumento91 páginasPDF Jacksonbezerra Portugues GM Cascavel TeoriaJoni TraderAinda não há avaliações
- Decreto #10.630, de 12 de Fevereiro de 2021Documento5 páginasDecreto #10.630, de 12 de Fevereiro de 2021atiradordomatoAinda não há avaliações
- Termux MiniCurso (Aula 1)Documento3 páginasTermux MiniCurso (Aula 1)Joni TraderAinda não há avaliações
- Certidao Crimes EleitoralDocumento1 páginaCertidao Crimes EleitoralJoni TraderAinda não há avaliações
- PDF Jacksonbezerra Portugues GM Cascavel TeoriaDocumento91 páginasPDF Jacksonbezerra Portugues GM Cascavel TeoriaJoni TraderAinda não há avaliações
- Cartão Intteerraatiivo1Documento1 páginaCartão Intteerraatiivo1Joni TraderAinda não há avaliações
- Diretivas de Privacidade NextDocumento4 páginasDiretivas de Privacidade NextJoni TraderAinda não há avaliações
- Review Instagram 1585527449Documento2 páginasReview Instagram 1585527449Joni TraderAinda não há avaliações
- Justiça Eleitoral Tribunal Superior Eleitoral CertidãoDocumento1 páginaJustiça Eleitoral Tribunal Superior Eleitoral CertidãoJoni TraderAinda não há avaliações
- Personalização Termux e Shell Script BásicoDocumento5 páginasPersonalização Termux e Shell Script BásicoJoni TraderAinda não há avaliações
- Certidao 1404584223042Documento13 páginasCertidao 1404584223042Leonardo SpillerAinda não há avaliações
- GABcp 2 APROF2016 AFIMQUADRAula 1Documento8 páginasGABcp 2 APROF2016 AFIMQUADRAula 1RafaelLaurentinoAinda não há avaliações
- Seminário de Dissertações e Teses em AndamentoDocumento91 páginasSeminário de Dissertações e Teses em AndamentoRaquel CardosoAinda não há avaliações
- Document - Onl - o Maior Segredo de Todos Os Tempos para Criar Dinheiro Joe VitaleDocumento51 páginasDocument - Onl - o Maior Segredo de Todos Os Tempos para Criar Dinheiro Joe VitaleAzevedoAinda não há avaliações
- IbamaDocumento17 páginasIbamaanon_700777709Ainda não há avaliações
- Resumo de Psicofarmacologia da Faculdade Internacional da ParaíbaDocumento6 páginasResumo de Psicofarmacologia da Faculdade Internacional da ParaíbaAphrouddy (Koi Ni Furu)Ainda não há avaliações
- As 10 Novas Habilidades para o Trabalho PDFDocumento5 páginasAs 10 Novas Habilidades para o Trabalho PDFFabrício ZandonáAinda não há avaliações
- Gestão da Produção - Introdução e Evolução HistóricaDocumento5 páginasGestão da Produção - Introdução e Evolução Históricaanonimovw0% (1)
- Formação do solo e seus fatoresDocumento8 páginasFormação do solo e seus fatoresDouglas AlexandreAinda não há avaliações
- Transtorno de LinguagemDocumento8 páginasTranstorno de LinguagemmetalliraphaAinda não há avaliações
- Livro Secagem de MadeirasDocumento26 páginasLivro Secagem de MadeirasGreyce MaasAinda não há avaliações
- Exercicio de CircuitosDocumento2 páginasExercicio de CircuitosFrancisco SilvaAinda não há avaliações
- Ficha Nº 4 O NomeDocumento9 páginasFicha Nº 4 O NomeFilipa DraiblateAinda não há avaliações
- Sumariospnmgulsumariospdf23o20sumario PDFDocumento96 páginasSumariospnmgulsumariospdf23o20sumario PDFpedro manjarres figueredoAinda não há avaliações
- Os Fatores de Localização e Distribuição Das IndústriasDocumento37 páginasOs Fatores de Localização e Distribuição Das IndústriasL Antonio Savino Athayde100% (1)
- Circuito Elétrico Simulado 2Documento3 páginasCircuito Elétrico Simulado 2mlcsdrAinda não há avaliações
- In - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFDocumento63 páginasIn - 001 - Procedimentos Administrativo-Parte 2 - (18.12.2019) PDFLuiz Henrique C. LumertzAinda não há avaliações
- Gestao de Residuos Solidos em PembaDocumento16 páginasGestao de Residuos Solidos em PembaJunety DamasAinda não há avaliações
- SerDocumento8 páginasSerDiego BeckAinda não há avaliações
- Garrafa Térmica Arabic Classhome 1 Litro - BrancoDocumento3 páginasGarrafa Térmica Arabic Classhome 1 Litro - Brancodaysa joanita dos santos souzaAinda não há avaliações
- Lentes e visão: exercícios sobre lentes convergentes e divergentesDocumento6 páginasLentes e visão: exercícios sobre lentes convergentes e divergentesleugimfisicaAinda não há avaliações
- Minicurso SBSI 2017 - Slides - SdSI e ECOS - Conceitos e AplicaçõesDocumento59 páginasMinicurso SBSI 2017 - Slides - SdSI e ECOS - Conceitos e AplicaçõesNeto GracianoAinda não há avaliações
- Caracterização funcional da vegetação da Barra da TijucaDocumento56 páginasCaracterização funcional da vegetação da Barra da TijucaJoão MouraAinda não há avaliações
- Spink - Frezza - Práticas DiscursivasDocumento23 páginasSpink - Frezza - Práticas DiscursivasClara RodriguesAinda não há avaliações
- Farmacologia cardiovascular: tratamentos e mecanismos de açãoDocumento5 páginasFarmacologia cardiovascular: tratamentos e mecanismos de açãoLARA GONÇALVES DA SILVAAinda não há avaliações