Você também pode gostar
- Manutencao 30manu2Documento8 páginasManutencao 30manu2Profissional SENAIAinda não há avaliações
- 30 Recuperacao de Guias Ou Vias Deslizantes IIDocumento8 páginas30 Recuperacao de Guias Ou Vias Deslizantes IIDélcio Banga100% (1)
- RectificadorasDocumento48 páginasRectificadorasEtivaldoRodriguesCgAinda não há avaliações
- Processo Fabric 66procDocumento6 páginasProcesso Fabric 66procProfissional SENAIAinda não há avaliações
- Afiacao - FresaDocumento7 páginasAfiacao - FresaSandro GoularteAinda não há avaliações
- Processos de RetificaçãoDocumento16 páginasProcessos de RetificaçãoLê IsmahAinda não há avaliações
- Retificação RarzDocumento7 páginasRetificação RarzAndersonprocessosAinda não há avaliações
- Mandrilamento PDFDocumento6 páginasMandrilamento PDFMaria Júlia XavierAinda não há avaliações
- Senai - Ajustador MecanicoDocumento136 páginasSenai - Ajustador MecanicoOlavo Pastore50% (2)
- Retificação - Conceitos e EquipamentosDocumento7 páginasRetificação - Conceitos e Equipamentosrginunes9044Ainda não há avaliações
- FresamentoDocumento14 páginasFresamentoromao10Ainda não há avaliações
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Metr 14Documento10 páginasMetr 14Ederronio Menezes MedeirosAinda não há avaliações
- Funilaria DessamassamentoDocumento19 páginasFunilaria DessamassamentoJefferson Jorge Martinez0% (1)
- 09 Aula MandriladorasDocumento65 páginas09 Aula MandriladorasEtivaldoRodriguesCgAinda não há avaliações
- (Apostila) Traçagem - SENAIDocumento10 páginas(Apostila) Traçagem - SENAIEduardo Bandeira100% (1)
- Apostila Nova de AjustagemDocumento137 páginasApostila Nova de Ajustagemgabriel costaAinda não há avaliações
- Ajustagem MecânicaDocumento129 páginasAjustagem MecânicaGleidson AlmeidaAinda não há avaliações
- Workshop de Processos Iscar 15 08 2014 (2) - CópiaDocumento67 páginasWorkshop de Processos Iscar 15 08 2014 (2) - CópiaGuilherme BrandãoAinda não há avaliações
- 05 - LaminaçãoDocumento63 páginas05 - LaminaçãoEFJTECAinda não há avaliações
- Processos de Usinagem IDocumento167 páginasProcessos de Usinagem Ijoao0honoratoAinda não há avaliações
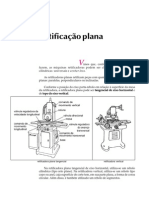
- Retificação PlanaDocumento6 páginasRetificação PlanaValter GarciaAinda não há avaliações
- Mandril ADocumento5 páginasMandril AthomaswilhelmsAinda não há avaliações
- Apostila Retificacao CilindricaDocumento5 páginasApostila Retificacao CilindricaHTibagiAinda não há avaliações
- PCF I - 1 Parte (Lima, Traçagem, Verific, Serra)Documento87 páginasPCF I - 1 Parte (Lima, Traçagem, Verific, Serra)Elizeu SantosAinda não há avaliações
- 58proc3, Afiação de FerramentasDocumento7 páginas58proc3, Afiação de FerramentasAntonio da LuzAinda não há avaliações
- Aula 2 - LaminaçãoDocumento40 páginasAula 2 - LaminaçãoLuiz SouzaAinda não há avaliações
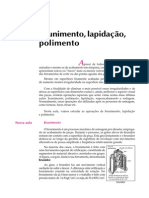
- Brunimento, Lapidação e PolimentoDocumento5 páginasBrunimento, Lapidação e PolimentotanzomatAinda não há avaliações
- 14 Verificadores PDFDocumento10 páginas14 Verificadores PDFLuciano BroboskiAinda não há avaliações
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto FerreiraAinda não há avaliações
- Capitulo 18 - QuinagemDocumento19 páginasCapitulo 18 - QuinagemLeandro B. CastellanosAinda não há avaliações
- AULA 11 Sem Centros PDFDocumento21 páginasAULA 11 Sem Centros PDFMarcos SídneyAinda não há avaliações
- Ajustagem MecanicaDocumento129 páginasAjustagem MecanicaLaisAlbinaAinda não há avaliações
- LimagemDocumento57 páginasLimagemCaio Jose do Espirito SantoAinda não há avaliações
- AULA '1 e 2 - AMFCDocumento13 páginasAULA '1 e 2 - AMFCneltonmoura.neltonAinda não há avaliações
- Tab Tcnica Desenho-Rugosidade SuperficialDocumento4 páginasTab Tcnica Desenho-Rugosidade SuperficialdreisguimaAinda não há avaliações
- Processo de Fabricação - Vol. 02 - Cap. 28Documento8 páginasProcesso de Fabricação - Vol. 02 - Cap. 28Roberto De OliveiraAinda não há avaliações
- Manutenção de MáquinasDocumento57 páginasManutenção de Máquinast3lmeraAinda não há avaliações
- FMEA-CAE - Xlsxplanilha de FmeaDocumento8 páginasFMEA-CAE - Xlsxplanilha de FmeaRodmam MouraAinda não há avaliações
- RedutoresDocumento78 páginasRedutoresRodmam MouraAinda não há avaliações
- Brocas HelicoidaisDocumento33 páginasBrocas HelicoidaisRodmam MouraAinda não há avaliações
- Exercicio de BombasDocumento23 páginasExercicio de BombasRodmam MouraAinda não há avaliações
- Motores ElétricosDocumento10 páginasMotores ElétricosRodmam MouraAinda não há avaliações
- AT102 Aula07Documento31 páginasAT102 Aula07LuizCarrilho100% (1)
- Exercicio Bomba CentrifugaDocumento7 páginasExercicio Bomba CentrifugaRodmam MouraAinda não há avaliações
- Elementos de TransmissãoDocumento52 páginasElementos de TransmissãoRodmam MouraAinda não há avaliações
- 5 SDocumento31 páginas5 SRodmam MouraAinda não há avaliações
- Dimensionamento de Bomba CompleDocumento44 páginasDimensionamento de Bomba CompleRodmam MouraAinda não há avaliações
- Bombas CentrifugaDocumento83 páginasBombas CentrifugaRodmam MouraAinda não há avaliações
- Estrututuras CúbicasDocumento24 páginasEstrututuras CúbicasRodmam MouraAinda não há avaliações
- Afiação de FerramentasDocumento30 páginasAfiação de FerramentasRodmam MouraAinda não há avaliações
- Eixos e Arvores AULA 1Documento22 páginasEixos e Arvores AULA 1Rodmam MouraAinda não há avaliações
- Aula de Motores Eletricos - ReparadoDocumento56 páginasAula de Motores Eletricos - ReparadoRodmam MouraAinda não há avaliações
- Dimensionamento de ChavetasDocumento46 páginasDimensionamento de ChavetasRodmam MouraAinda não há avaliações
- Caculo Do Torque Do MotorDocumento3 páginasCaculo Do Torque Do MotorRodmam MouraAinda não há avaliações
- Atividade de RasqueteamentoDocumento2 páginasAtividade de RasqueteamentoRodmam MouraAinda não há avaliações
- Administração Da ManutençãoDocumento7 páginasAdministração Da ManutençãoRodmam MouraAinda não há avaliações
- Eixos e Arvores AULA 1Documento22 páginasEixos e Arvores AULA 1Rodmam MouraAinda não há avaliações
- Classe de Resistencia Dos ParafusosDocumento66 páginasClasse de Resistencia Dos ParafusosRodmam MouraAinda não há avaliações
- Elementos de FixaçãoDocumento68 páginasElementos de FixaçãoRodmam MouraAinda não há avaliações
- Aula de Ferramnetas ManuaisDocumento36 páginasAula de Ferramnetas ManuaisRodmam MouraAinda não há avaliações
- Tecnicas de ManutençãoDocumento38 páginasTecnicas de ManutençãoRodmam MouraAinda não há avaliações
- Mancais de Desliza e RolamnetosDocumento117 páginasMancais de Desliza e RolamnetosRodmam MouraAinda não há avaliações
- Apostila de Elementos FinittosDocumento33 páginasApostila de Elementos FinittosRodmam MouraAinda não há avaliações
- Analise de VibraçãoDocumento30 páginasAnalise de VibraçãoRodmam MouraAinda não há avaliações
- UntitledDocumento20 páginasUntitledRodmam MouraAinda não há avaliações
- Alinhamento TornoDocumento4 páginasAlinhamento TornoRodmam MouraAinda não há avaliações
- Catalogo ProtecoDocumento3 páginasCatalogo ProtecoRoger SantosAinda não há avaliações
- UNIRIO - Dados Do SIAPE - Setembro de 2021Documento1 páginaUNIRIO - Dados Do SIAPE - Setembro de 2021Davi EstevamAinda não há avaliações
- Condicoes Gerais Contrato Energia Plano EDP ContinenteDocumento4 páginasCondicoes Gerais Contrato Energia Plano EDP ContinenteSimão SantosAinda não há avaliações
- Fox McDonald Aula Cap1-1 2022Documento14 páginasFox McDonald Aula Cap1-1 2022VINNYCIUS RIBEIRO DE VARGASAinda não há avaliações
- TCC - Ismael-Rafael Testes e Ensaios de Campo em TransformadoresDocumento109 páginasTCC - Ismael-Rafael Testes e Ensaios de Campo em TransformadoresMarcos C I SAinda não há avaliações
- Análise de Superação de Disjuntores Quanto A Curto Circuito e Tensão de Restabelecimento Transitória No Planejamento ChesfDocumento8 páginasAnálise de Superação de Disjuntores Quanto A Curto Circuito e Tensão de Restabelecimento Transitória No Planejamento ChesfFelipe Mafioletti SchuartzAinda não há avaliações
- Relatorio Exp5 GrupoDDocumento5 páginasRelatorio Exp5 GrupoDMillena AlvesAinda não há avaliações
- Ficha de Avaliação FormativaDocumento4 páginasFicha de Avaliação FormativaAnonymous dPwFX8TIBMAinda não há avaliações
- ETM SAI371 Notas 04 Geradores CC 6p Rev4Documento6 páginasETM SAI371 Notas 04 Geradores CC 6p Rev4ggffv0% (1)
- Pesquisa ICMODocumento42 páginasPesquisa ICMORenata EliasAinda não há avaliações
- Fontes Chaveadas CtaDocumento76 páginasFontes Chaveadas CtaAnonymous eGjPsFzx3100% (1)
- Lista Edo Primeira Ordem C3 2020.1Documento14 páginasLista Edo Primeira Ordem C3 2020.1Joao HenriqueAinda não há avaliações
- Manual Do Psicotécnico - Tutoriais Sobre Exames de RH e Concursos - RE - Raciocínio EspacialDocumento17 páginasManual Do Psicotécnico - Tutoriais Sobre Exames de RH e Concursos - RE - Raciocínio EspacialMarques Pescê100% (1)
- TCC Automacao Cervejaria PDFDocumento55 páginasTCC Automacao Cervejaria PDFFabiano SchincariolAinda não há avaliações
- Introdução Aos Acionamentos ElétricosDocumento13 páginasIntrodução Aos Acionamentos Elétricosjdionisio20120% (1)
- Apostila - TerraDocumento5 páginasApostila - Terratati_lobattoAinda não há avaliações
- Metodo Das Alturas PonderadasDocumento5 páginasMetodo Das Alturas PonderadasKelly Ane SantosAinda não há avaliações
- Tegula Folheto Tecnico TelhaDocumento8 páginasTegula Folheto Tecnico TelhaThiago LimaAinda não há avaliações
- Sika Repair 222 BR - Msds-471-00Documento8 páginasSika Repair 222 BR - Msds-471-00silvioaraujolinharesAinda não há avaliações
- 1807 0310 Psoc 30 E189741Documento14 páginas1807 0310 Psoc 30 E189741Glaidson da SilvaAinda não há avaliações
- Gestalt e SemioticaDocumento3 páginasGestalt e SemioticaDelbianoGomesBarbosaAinda não há avaliações
- O Segredo de Esplendora - Ascensão (Livro 02)Documento58 páginasO Segredo de Esplendora - Ascensão (Livro 02)Tatiana Mareto SilvaAinda não há avaliações
- O Segredo Da Pedra FilosofalDocumento39 páginasO Segredo Da Pedra Filosofalलुकास विडाल100% (2)
- Poemas de Walt WhitmanDocumento66 páginasPoemas de Walt WhitmanperegrynoAinda não há avaliações
- Atividades Mesa de GaltonDocumento1 páginaAtividades Mesa de GaltonPETRUCIO BARROZO DA SILVAAinda não há avaliações
- Ponte Rolante Power Point PDFDocumento68 páginasPonte Rolante Power Point PDFPriscila Canhas Paiva67% (3)
- Escola Superior de Química: Conceitos Fundamentais de EngenhariaDocumento13 páginasEscola Superior de Química: Conceitos Fundamentais de EngenhariaLaisse Dias RibeiroAinda não há avaliações
- Catalog OeoDocumento147 páginasCatalog OeoLOPESABILIOLOPESAinda não há avaliações
- Os Efeitos Do Choque Eletrico e As Suas ConsequenciasDocumento49 páginasOs Efeitos Do Choque Eletrico e As Suas ConsequenciasJabulani2010Ainda não há avaliações
- Solucion Fox Cap 4Documento83 páginasSolucion Fox Cap 4Ruth BezerraAinda não há avaliações