Você também pode gostar
- Estimando a variabilidade de sistemas de mediçãoDocumento7 páginasEstimando a variabilidade de sistemas de mediçãoNathan SilvaAinda não há avaliações
- Resumo de MetrologiaDocumento6 páginasResumo de MetrologiaVictor Hugo PereiraAinda não há avaliações
- Ánalise de Vibração de Compressores de ParafusosDocumento12 páginasÁnalise de Vibração de Compressores de ParafusosAlessandro Gonçalves dos Santos100% (1)
- BR-Sist Planej ManutDocumento9 páginasBR-Sist Planej ManutzavvuAinda não há avaliações
- Medição e Ajuste: Fundamentos da MetrologiaDocumento98 páginasMedição e Ajuste: Fundamentos da MetrologiaShueidy BragaAinda não há avaliações
- CalibraçãoDocumento3 páginasCalibraçãodlonguinhoAinda não há avaliações
- Abnt NBR - 14105Documento21 páginasAbnt NBR - 14105Luis Felipe CarvalhoAinda não há avaliações
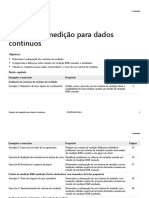
- Medição de sistemas para dados contínuosDocumento22 páginasMedição de sistemas para dados contínuosleonardoAinda não há avaliações
- Resumo-ABNT - NBR 14105Documento21 páginasResumo-ABNT - NBR 14105Leila RibeiroAinda não há avaliações
- MSA Quarta EdiçãoDocumento186 páginasMSA Quarta EdiçãoDaniel SouzaAinda não há avaliações
- Classe de exatidão de manômetrosDocumento21 páginasClasse de exatidão de manômetrosDiegoAinda não há avaliações
- Análise completa do sistema de medição de dimensõesDocumento97 páginasAnálise completa do sistema de medição de dimensõeszeqs9Ainda não há avaliações
- Apostila Técnicas de Medição Dimensional - Documentos GoogleDocumento57 páginasApostila Técnicas de Medição Dimensional - Documentos GoogleHelbert SabadinAinda não há avaliações
- Manutenção Automotiva - Guia completo de metrologiaDocumento97 páginasManutenção Automotiva - Guia completo de metrologiaCarla MiriamAinda não há avaliações
- Analise Sistema Medição - R&R CurtoDocumento7 páginasAnalise Sistema Medição - R&R CurtoFernando BarrosAinda não há avaliações
- Aula 5Documento16 páginasAula 5Cecília CardozoAinda não há avaliações
- Medição TridimensionalDocumento10 páginasMedição TridimensionalHilvanirAinda não há avaliações
- O Erro Máximo Admissível e a diferença entre Faixa de Indicação e Faixa de MediçãoDocumento4 páginasO Erro Máximo Admissível e a diferença entre Faixa de Indicação e Faixa de Mediçãofts30fdsAinda não há avaliações
- Como realizar MSA na Medição 3D de acordo com a normaDocumento12 páginasComo realizar MSA na Medição 3D de acordo com a normaLindgrenAinda não há avaliações
- MSA Quarta Edicao - Análise Dos Sistemas de MediçãoDocumento240 páginasMSA Quarta Edicao - Análise Dos Sistemas de MediçãoBrunaAinda não há avaliações
- MSA e CEP 1Documento35 páginasMSA e CEP 1Rudiney TrombettaAinda não há avaliações
- 20574-Texto Do Artigo-54061-1-2-20211018Documento5 páginas20574-Texto Do Artigo-54061-1-2-20211018caio ximenesAinda não há avaliações
- Conceitos de usinagem e metrologiaDocumento120 páginasConceitos de usinagem e metrologiaRogério Cerqueira LimaAinda não há avaliações
- Livro MetrologiaDocumento14 páginasLivro MetrologiaWellington OliveiraAinda não há avaliações
- Medição de grandezas físicasDocumento5 páginasMedição de grandezas físicasJoao Vitor Gato AraujoAinda não há avaliações
- Erros micrômetros influência medidasDocumento6 páginasErros micrômetros influência medidasBrian Lipczynski MartinsAinda não há avaliações
- Gabarito Lista 01Documento5 páginasGabarito Lista 01VICTOR MBEBE100% (1)
- NBR 10012 - 2004 (Em Vigor)Documento26 páginasNBR 10012 - 2004 (Em Vigor)anifrancoAinda não há avaliações
- 00despmec - Tolerância DimensionalDocumento35 páginas00despmec - Tolerância DimensionalMichael Alberto Ferreira da ConceiçãoAinda não há avaliações
- Relatório de InstumentaçãoDocumento9 páginasRelatório de Instumentaçãoandrezaisis97Ainda não há avaliações
- Requisitos Tecnicos para Uma Calibracao AdequadaDocumento11 páginasRequisitos Tecnicos para Uma Calibracao AdequadaNatasha CarolineAinda não há avaliações
- MSA 4. Ed. - Estat Camp - 2015-06Documento132 páginasMSA 4. Ed. - Estat Camp - 2015-06Valério Lucas GonçalvesAinda não há avaliações
- GD&T - Dimensionamento e Tolerâncias GeométricasDocumento175 páginasGD&T - Dimensionamento e Tolerâncias GeométricasJoelmir Arantes67% (3)
- Manual - MSA - Análise Do Sistma de Medição - 4 EdiçãoDocumento318 páginasManual - MSA - Análise Do Sistma de Medição - 4 EdiçãoNicolas De Nadai91% (11)
- Aula TridimensionalDocumento14 páginasAula TridimensionalLuciano DantasAinda não há avaliações
- Guia de calibraçãoDocumento12 páginasGuia de calibraçãoLucas SoterAinda não há avaliações
- Principios básicos de corte industrialDocumento4 páginasPrincipios básicos de corte industrialOdilia DFreitasAinda não há avaliações
- Exercícios Med Grand MecDocumento10 páginasExercícios Med Grand MecRafael MironAinda não há avaliações
- Template - artigo-TCC - TMFDocumento20 páginasTemplate - artigo-TCC - TMFdryele.sassoAinda não há avaliações
- Instrumentos de medição essenciais para controle de processos industriaisDocumento24 páginasInstrumentos de medição essenciais para controle de processos industriaiszasyyAinda não há avaliações
- 324-Apostila Metrologia IndustrialDocumento90 páginas324-Apostila Metrologia Industrialsandromelo007Ainda não há avaliações
- Relógio ComparadorDocumento21 páginasRelógio ComparadorLatícia AraujoAinda não há avaliações
- Caracteristicas Padrao PDFDocumento3 páginasCaracteristicas Padrao PDFRobson Freitas WerlingAinda não há avaliações
- Instrumentação Eletrônica - Aula 1Documento54 páginasInstrumentação Eletrônica - Aula 1marcosrebyahoo.comAinda não há avaliações
- NBR 14105 - Manometros Com Sensor de Elemento Elastico - Recomendacoes de Fabricacao e UsoDocumento20 páginasNBR 14105 - Manometros Com Sensor de Elemento Elastico - Recomendacoes de Fabricacao e Usowagnertr916250% (2)
- Manutenção de equipamentos e medição de posiçõesDocumento51 páginasManutenção de equipamentos e medição de posiçõesAlfeu EduardoAinda não há avaliações
- Apostila Metrologia - Unidade 1-2 e 3Documento25 páginasApostila Metrologia - Unidade 1-2 e 3es_moraes4950Ainda não há avaliações
- Estudo de tempos e métodos: cronometragem e análiseDocumento59 páginasEstudo de tempos e métodos: cronometragem e análiseEduardo Yam100% (1)
- MetrologiaDocumento34 páginasMetrologiaLeonardo AlexAinda não há avaliações
- Metrologia - Rotas - Aula 5Documento29 páginasMetrologia - Rotas - Aula 5Alex BalduinoAinda não há avaliações
- Medindo O Valor De Pico Fluxo De Massa Programado Em Arduino No Stm8No EverandMedindo O Valor De Pico Fluxo De Massa Programado Em Arduino No Stm8Ainda não há avaliações
- Controle DigitalNo EverandControle DigitalAinda não há avaliações
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XvNo EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XvAinda não há avaliações
- Projetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XiNo EverandProjetos Com Arm Programado Em Arduino Com Base No Modelo Stm32f103c8 Parte XiAinda não há avaliações
- Enviando A Medição De Fluxo De Massa Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Fluxo De Massa Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoAinda não há avaliações
- O Bloqueio Nos 7 SegmentosDocumento7 páginasO Bloqueio Nos 7 SegmentosEscarroAinda não há avaliações
- Lista 6 ABC e Custeio VariávelDocumento5 páginasLista 6 ABC e Custeio Variávelroneisantos2011Ainda não há avaliações
- Saúde PúblicaDocumento43 páginasSaúde Públicajoaca Galvão100% (3)
- 5ef PDFDocumento29 páginas5ef PDFCleunice AlmeidaAinda não há avaliações
- Oficina de PizzaDocumento5 páginasOficina de PizzaHudson FreitasAinda não há avaliações
- Atualizacao Geral Avancada 1 para 2edDocumento139 páginasAtualizacao Geral Avancada 1 para 2edWellington PereiraAinda não há avaliações
- Análise Combinatória Aula 01 PFC 21 02 2022 EAM ESA EEAR Lista 1Documento2 páginasAnálise Combinatória Aula 01 PFC 21 02 2022 EAM ESA EEAR Lista 1Sandro CarvalhoAinda não há avaliações
- Análise Do Poema - Ode Triunfal - de Álvaro de CamposDocumento5 páginasAnálise Do Poema - Ode Triunfal - de Álvaro de CamposFrancisco MesquitaAinda não há avaliações
- Amor e CuidadoDocumento28 páginasAmor e CuidadomarcosagnerAinda não há avaliações
- Guia do ombro: anatomia, biomecânica e patologiaDocumento149 páginasGuia do ombro: anatomia, biomecânica e patologiaRoberto Carvalho100% (3)
- Lazarillo de TormesDocumento30 páginasLazarillo de TormesBeatriz VasconcelosAinda não há avaliações
- A EJA e seus desafios históricos e atuaisDocumento8 páginasA EJA e seus desafios históricos e atuaisMariane Fernandes100% (1)
- Introdução ao Parnasianismo brasileiroDocumento8 páginasIntrodução ao Parnasianismo brasileiroAna Carolina MoreiraAinda não há avaliações
- A Invenção Do Ser Humano (Ou Manual de Instruções)Documento2 páginasA Invenção Do Ser Humano (Ou Manual de Instruções)Hugo AlbuquerqueAinda não há avaliações
- Ailton Branco - Arca Da InformaçãoDocumento126 páginasAilton Branco - Arca Da Informaçãobittencourt690Ainda não há avaliações
- Anatomia dos ossosDocumento63 páginasAnatomia dos ossossgtwelber100% (1)
- Caderno Dos EsportesDocumento1 páginaCaderno Dos EsportesRonald RegisAinda não há avaliações
- Computação I - Python Laboratório 1 funçõesDocumento2 páginasComputação I - Python Laboratório 1 funçõesFabricioAinda não há avaliações
- Kant e o idealismo na Crítica da Razão PuraDocumento20 páginasKant e o idealismo na Crítica da Razão PuraIsmael De Oliveira GerolamoAinda não há avaliações
- Cristãos Vinde TodosDocumento2 páginasCristãos Vinde TodosTereza J PereiraAinda não há avaliações
- Dimensionamento de Um Moto-RedutorDocumento27 páginasDimensionamento de Um Moto-RedutorTaynan SilvaAinda não há avaliações
- Processo N.º 23-18-L (Erro de Direito)Documento3 páginasProcesso N.º 23-18-L (Erro de Direito)Miguel Augusto PmfAinda não há avaliações
- Protocolo de Ouro PretoDocumento23 páginasProtocolo de Ouro PretoWalter LangaAinda não há avaliações
- 05-Teoria Da FirmaDocumento26 páginas05-Teoria Da FirmaFolashade Airam OluwatuyiAinda não há avaliações
- Amazônia Azul e seus impactosDocumento26 páginasAmazônia Azul e seus impactosMeiko H.Ainda não há avaliações
- Banner ProntoDocumento1 páginaBanner ProntoIsis MoreiraAinda não há avaliações
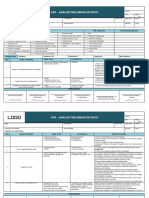
- Análise de riscos para solda elétricaDocumento5 páginasAnálise de riscos para solda elétricaDaniel Oliveira100% (1)
- Edm QgisDocumento78 páginasEdm QgisVinícius DuarteAinda não há avaliações
- Tratamento de efluentes rurais com Círculo de BananeirasDocumento6 páginasTratamento de efluentes rurais com Círculo de BananeirasEveraldo Borges da CostaAinda não há avaliações
- Neuropsicologia ProvaDocumento13 páginasNeuropsicologia ProvaJozely Cruz100% (1)