Você também pode gostar
- Defeitos em Soldagem PDFDocumento32 páginasDefeitos em Soldagem PDFFernando VittoAinda não há avaliações
- Trinca A Frio em Arbl CR MoDocumento16 páginasTrinca A Frio em Arbl CR MocarecalcsmAinda não há avaliações
- Soldagem Lista 1Documento6 páginasSoldagem Lista 1Walter Gabriel de Abreu JúniorAinda não há avaliações
- Resumo - CorrosãoDocumento10 páginasResumo - CorrosãoEdgar Henrique DavinAinda não há avaliações
- Principios Da Galvanizacao A FogoDocumento30 páginasPrincipios Da Galvanizacao A FogoìanbauAinda não há avaliações
- (20170302170602) Metalurgia Da Soldagem - Parte 2Documento45 páginas(20170302170602) Metalurgia Da Soldagem - Parte 2Rodolfo Aventino GomesAinda não há avaliações
- Artigo Pannoni - Principios-Da-Galvanizacao-A-Fogo PDFDocumento30 páginasArtigo Pannoni - Principios-Da-Galvanizacao-A-Fogo PDFRodolfo ShamáAinda não há avaliações
- Corrosão Associada Á Solicitações MecânicasDocumento53 páginasCorrosão Associada Á Solicitações MecânicasJéssica Lopes50% (2)
- Revisão - SoldagemDocumento38 páginasRevisão - SoldagemADRIANOAinda não há avaliações
- Escoamento e Patamar de EscoamentoDocumento5 páginasEscoamento e Patamar de EscoamentoClaudio Alves SouzaAinda não há avaliações
- Relatório 1 - Soldagem - Eletrodos RevestidosDocumento6 páginasRelatório 1 - Soldagem - Eletrodos RevestidosFelipe MeirelesAinda não há avaliações
- Soldagem Ao Arco SubmersoDocumento52 páginasSoldagem Ao Arco Submersovinente100% (1)
- Aula de Metalurgia Da SoldagemDocumento22 páginasAula de Metalurgia Da SoldagemDiego AraújoAinda não há avaliações
- P3Documento13 páginasP3gustavoAinda não há avaliações
- Corrosão Associada A Solicitações MecânicasDocumento28 páginasCorrosão Associada A Solicitações MecânicasCaroline CostaAinda não há avaliações
- Fissuração Na SoldaduraDocumento11 páginasFissuração Na SoldaduraFilipa RochaAinda não há avaliações
- Painel Defeitos de SoldagemDocumento1 páginaPainel Defeitos de SoldagemNeto Freire100% (1)
- Trincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosDocumento31 páginasTrincas Causas e Metodos de Prevencao em Acos Estruturais SoldadosTiago CamposAinda não há avaliações
- Princípios Dos Materiais Consumíveis de SoldagemDocumento3 páginasPrincípios Dos Materiais Consumíveis de SoldagemRaian DuqueAinda não há avaliações
- Brasagem Soldabrasagem e Soldagem Branda PDFDocumento30 páginasBrasagem Soldabrasagem e Soldagem Branda PDFMikael Bezerra Cotias Dos SantosAinda não há avaliações
- Brasagem, Soldabrasagem e Soldagem BrandaDocumento30 páginasBrasagem, Soldabrasagem e Soldagem Brandageerhardusvos0% (1)
- 09aula.09 06.eletrocorrDocumento53 páginas09aula.09 06.eletrocorrBruno HerdyAinda não há avaliações
- Soldagem - ResumoDocumento9 páginasSoldagem - ResumoRenato MantaAinda não há avaliações
- Corrosoemestruturadeconcretoarmado Projetofinal 110615205239 Phpapp01Documento24 páginasCorrosoemestruturadeconcretoarmado Projetofinal 110615205239 Phpapp01Gleyce MoreiraAinda não há avaliações
- A Reparacao Do Betao Armado PDFDocumento7 páginasA Reparacao Do Betao Armado PDFRicardo Jorge Barbosa SantosAinda não há avaliações
- Corrosao - Resumo Livro Vicente Gentil 3° Ediçao Capitulos 14,15 e 16Documento51 páginasCorrosao - Resumo Livro Vicente Gentil 3° Ediçao Capitulos 14,15 e 16André MartinsAinda não há avaliações
- Aula 4 Soldagem UniritterDocumento28 páginasAula 4 Soldagem UniritterBrick FacilAinda não há avaliações
- CorrosãoDocumento81 páginasCorrosãoamaroAinda não há avaliações
- SOLDAGEMDocumento9 páginasSOLDAGEMKamila PaschoalAinda não há avaliações
- Anexo 5 (PPT) Apresentação Eletrodo RevestidoDocumento19 páginasAnexo 5 (PPT) Apresentação Eletrodo RevestidoJoão Vitor Santos SilvaAinda não há avaliações
- Gabarito Lista de SoldagemDocumento7 páginasGabarito Lista de SoldagemRuanLukasPinheiroRicardoAinda não há avaliações
- Inclusões de Óxidos em Ligas de AlumínioDocumento6 páginasInclusões de Óxidos em Ligas de AlumínioAlex PereiraAinda não há avaliações
- Apostila SoldagemDocumento26 páginasApostila SoldagemDouglas GoiosAinda não há avaliações
- Tipos de ElectrodosDocumento9 páginasTipos de ElectrodosfernandoAinda não há avaliações
- Previsão Da Soldabilidade Dos Aços InoxidáveisDocumento53 páginasPrevisão Da Soldabilidade Dos Aços InoxidáveisBruno CamposAinda não há avaliações
- CorrosãoDocumento64 páginasCorrosãojconde1948100% (1)
- Aula Microinclusoes MINIiiiiiiDocumento39 páginasAula Microinclusoes MINIiiiiiiFelipe Camolesi ModestoAinda não há avaliações
- Diferentes Tipos e Formas de CorrosãoDocumento11 páginasDiferentes Tipos e Formas de CorrosãoClaudio MillanAinda não há avaliações
- TS - Aula 05 Defeitos Na SoldagemDocumento14 páginasTS - Aula 05 Defeitos Na SoldagemjoaoAinda não há avaliações
- Modulo 2 Processos de Soldagem e DisciplinaDocumento32 páginasModulo 2 Processos de Soldagem e DisciplinapissiniAinda não há avaliações
- Solda Eletrica Eletrodo RevestidoDocumento14 páginasSolda Eletrica Eletrodo RevestidorumpontomoraisAinda não há avaliações
- Soldagem A Arco Submerso (SAW)Documento10 páginasSoldagem A Arco Submerso (SAW)seller mecânicaAinda não há avaliações
- S OLDAGEMDocumento20 páginasS OLDAGEMJoão Paulo RamosAinda não há avaliações
- Aula11 Corrosão ErosãoDocumento19 páginasAula11 Corrosão ErosãoLuíza Wanderley100% (1)
- Soldagem Inoxidável - 2015Documento80 páginasSoldagem Inoxidável - 2015Weniton OliveiraAinda não há avaliações
- Soldagem SMAW - ELETRODO REVESTIDODocumento5 páginasSoldagem SMAW - ELETRODO REVESTIDOLimaAinda não há avaliações
- Manual de Soldagem de AluminioDocumento26 páginasManual de Soldagem de AluminioFrancisco RochaAinda não há avaliações
- Soldagem - Aula 05 - Unidade 2 - Seção 2.2Documento44 páginasSoldagem - Aula 05 - Unidade 2 - Seção 2.2rokayw1Ainda não há avaliações
- 6 - Relatório Soldagem Eletrodo RevestidoDocumento20 páginas6 - Relatório Soldagem Eletrodo RevestidoAlmir SktAinda não há avaliações
- Corrosão IntergranularDocumento7 páginasCorrosão IntergranularEdson BAinda não há avaliações
- Arco SubmersoDocumento15 páginasArco Submersoeder_peruchAinda não há avaliações
- Aula - Trincas e Ensaios de FissuraçãoDocumento59 páginasAula - Trincas e Ensaios de FissuraçãoÉrika De Oliveira SilvaAinda não há avaliações
- Pilhas de Corrosao AulaDocumento285 páginasPilhas de Corrosao AulaTarcio SantanaAinda não há avaliações
- Soldagem Por Eletroescória (ESW)Documento8 páginasSoldagem Por Eletroescória (ESW)seller mecânicaAinda não há avaliações
- Formas de CorrosaoDocumento13 páginasFormas de CorrosaoBianca BugdanoviczAinda não há avaliações
- Brasagem e RevestimentoDocumento25 páginasBrasagem e RevestimentoErnestoChavesAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Horario Proximo Periodo - Página1Documento1 páginaHorario Proximo Periodo - Página1Gabriel Felix BerrielAinda não há avaliações
- Módulo 1 - Power BIDocumento2 páginasMódulo 1 - Power BIGabriel Felix BerrielAinda não há avaliações
- Aula Síncrona Economia - Semana 2Documento14 páginasAula Síncrona Economia - Semana 2Gabriel Felix BerrielAinda não há avaliações
- Bens Subistitutos e Complementares - Gabriel FelixDocumento2 páginasBens Subistitutos e Complementares - Gabriel FelixGabriel Felix BerrielAinda não há avaliações
- Exercícios de Máquinas de Fluxo 2Documento9 páginasExercícios de Máquinas de Fluxo 2Gabriel Felix BerrielAinda não há avaliações
- Exercícios - Perdas e Rendimentos em - Máquinas - FluxosDocumento1 páginaExercícios - Perdas e Rendimentos em - Máquinas - FluxosGabriel Felix BerrielAinda não há avaliações
- Atividade 4 - Gabriel Felix Berriel de AndradeDocumento5 páginasAtividade 4 - Gabriel Felix Berriel de AndradeGabriel Felix BerrielAinda não há avaliações
- Revisão de LubrificaçãoDocumento3 páginasRevisão de LubrificaçãoGabriel Felix BerrielAinda não há avaliações
- Relatorio de PPQDocumento48 páginasRelatorio de PPQSoares Samuel MuchavaAinda não há avaliações
- APOSTILA QUI INORGÂNICA Parte2 1Documento33 páginasAPOSTILA QUI INORGÂNICA Parte2 1Danilo CoelhoAinda não há avaliações
- Nalco® 47503Documento9 páginasNalco® 47503Ikarus2903Ainda não há avaliações
- 1o Teste q12 2Documento4 páginas1o Teste q12 2Madalena DuqueAinda não há avaliações
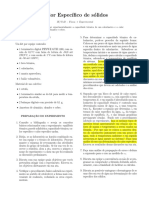
- 9 - Calor EspecíficoDocumento2 páginas9 - Calor EspecíficoBárbara MourãoAinda não há avaliações
- Exercício 1 - Gases e Mudança de FasesDocumento7 páginasExercício 1 - Gases e Mudança de FasesEvandro CoelhoAinda não há avaliações
- Troca de CalorDocumento2 páginasTroca de Calormarlon felipeAinda não há avaliações
- Karl FischerDocumento15 páginasKarl FischerRuth OliveiraAinda não há avaliações
- Extração Do EugenolDocumento21 páginasExtração Do EugenolLucas KozlinskeiAinda não há avaliações
- EdtaDocumento1 páginaEdtaOvidio CabralAinda não há avaliações
- Capitulo 4 Oxidacao e Reducao PilhasDocumento28 páginasCapitulo 4 Oxidacao e Reducao PilhasJoão GrandoAinda não há avaliações
- Resolução de Exame de Admissão de ISCISA 2015Documento2 páginasResolução de Exame de Admissão de ISCISA 2015Tony Matusse86% (21)
- Seminário FísicaDocumento53 páginasSeminário FísicaWilliam PereiraAinda não há avaliações
- Uni224 Avi1708458895228-2Documento10 páginasUni224 Avi1708458895228-2Beatriz VieiraAinda não há avaliações
- Eletroquímica SeminarioDocumento10 páginasEletroquímica SeminarioIB GetsêmaniAinda não há avaliações
- Perdas Nos Gases de CombustãoDocumento36 páginasPerdas Nos Gases de CombustãoGiulia OhanaAinda não há avaliações
- Avaliacao Do Comportamento Da Secagem em Spray A PDocumento10 páginasAvaliacao Do Comportamento Da Secagem em Spray A PRamos JuanAinda não há avaliações
- Tabela PeriódicaDocumento38 páginasTabela PeriódicaLuizaAinda não há avaliações
- Tabela PeriodicaDocumento1 páginaTabela PeriodicaDesson DragAinda não há avaliações
- Edwin Herbert HallDocumento3 páginasEdwin Herbert HallValdiélio MenezesAinda não há avaliações
- Texto de Apoio 12aDocumento4 páginasTexto de Apoio 12ahelio magueleAinda não há avaliações
- Condução TérmicaDocumento12 páginasCondução TérmicaJuresvalda MarcelaAinda não há avaliações
- Lista Exercicios Cap6 R v2Documento5 páginasLista Exercicios Cap6 R v2Raquel VieiraAinda não há avaliações
- Estequiometria Com GasesDocumento13 páginasEstequiometria Com GasesJardel TeixeiraAinda não há avaliações
- Composição Molecular Das Celulas PDFDocumento60 páginasComposição Molecular Das Celulas PDFgambitAinda não há avaliações
- 02 Teste 2 Energia Eletroes AtomosDocumento4 páginas02 Teste 2 Energia Eletroes AtomosRicardo QuiteresAinda não há avaliações
- Lista de Exercícios de Cinética - Físico Química Avançada - 2022Documento3 páginasLista de Exercícios de Cinética - Físico Química Avançada - 2022Fagner MouraAinda não há avaliações
- Exercícios Sobre Redes ÓpticasDocumento3 páginasExercícios Sobre Redes ÓpticasAfonso LeiteAinda não há avaliações
- Processos de Fabricação-1Documento4 páginasProcessos de Fabricação-1lucasmsn38Ainda não há avaliações
- Balanços em Colunas de Destilação Multiestágios - Lista 6Documento2 páginasBalanços em Colunas de Destilação Multiestágios - Lista 6Octavio JacksonAinda não há avaliações