Você também pode gostar
- Tratamentos de Superfície III - Slides SuplementaresDocumento81 páginasTratamentos de Superfície III - Slides SuplementaresJaqueline GontijoAinda não há avaliações
- CorrosãoDocumento56 páginasCorrosãoLuciano AlmeidaAinda não há avaliações
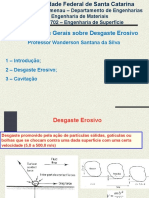
- ErosaoDocumento24 páginasErosaoJaqueline GontijoAinda não há avaliações
- Citrox NitrionDoBrasil-1Documento4 páginasCitrox NitrionDoBrasil-1utinanchuAinda não há avaliações
- Galvanização B - GALVANIZAÇÃO A QUENTEDocumento35 páginasGalvanização B - GALVANIZAÇÃO A QUENTERUI MIGUEL SILVA100% (1)
- NitretaçãoDocumento30 páginasNitretaçãoLucas PereiraAinda não há avaliações
- Revestimentos Por Metalização e SoldagemDocumento47 páginasRevestimentos Por Metalização e SoldagemClewerton BagnhukAinda não há avaliações
- Tde IiDocumento6 páginasTde IiPaulaAinda não há avaliações
- NITRETAÇÃODocumento3 páginasNITRETAÇÃOfilipercastro2736Ainda não há avaliações
- Cromo DuroDocumento18 páginasCromo DuroPriscila PereiraAinda não há avaliações
- Aços para NitretaçãoDocumento10 páginasAços para NitretaçãoFabio TolentinoAinda não há avaliações
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDocumento50 páginasProcesso de Galvanização Por Imersão A Quente - CSN-KruppJefferson PeilAinda não há avaliações
- Tratamento Termoquímico Dos AçosDocumento42 páginasTratamento Termoquímico Dos AçosEmílio DavidAinda não há avaliações
- Os Tratamentos Termoqui769micosDocumento96 páginasOs Tratamentos Termoqui769micosTiago SilvaAinda não há avaliações
- Revestimentos Por Metalização e SoldagemDocumento46 páginasRevestimentos Por Metalização e SoldagemLindonor Rosa NetoAinda não há avaliações
- Resumo Da P1Documento10 páginasResumo Da P1José Alves Pinheiro JúniorAinda não há avaliações
- Os Tratamentos TermoquímicosDocumento97 páginasOs Tratamentos Termoquímicoscosma santosAinda não há avaliações
- Aula 3 - 2 - 08 - 03Documento37 páginasAula 3 - 2 - 08 - 03Sara_ParkerAinda não há avaliações
- Aulas 49 A 56 - Processos Industriais - Convertedor e FEA Vers OnlineDocumento71 páginasAulas 49 A 56 - Processos Industriais - Convertedor e FEA Vers OnlineMariana Melo0% (1)
- Processos de Revestimento Por Adição de CamadasDocumento50 páginasProcessos de Revestimento Por Adição de CamadasMateus RodriguesAinda não há avaliações
- Aula 17 - Tratamentos Termicos Parte 2Documento53 páginasAula 17 - Tratamentos Termicos Parte 2Bruno Alves MartinsAinda não há avaliações
- Cementação PDFDocumento3 páginasCementação PDFfilipercastro2736Ainda não há avaliações
- Cromo DuroDocumento10 páginasCromo Durotiago_mataoAinda não há avaliações
- 02-Projetista de Tubulação - II-MATERIAIS - BDocumento119 páginas02-Projetista de Tubulação - II-MATERIAIS - BLuis Barbo100% (1)
- Materiais CeramicosDocumento49 páginasMateriais CeramicosFlávio Augusto Buge Zucateli100% (1)
- FUNDICAODocumento86 páginasFUNDICAODaniel ContenteAinda não há avaliações
- Tratamento Superficial SenaiDocumento38 páginasTratamento Superficial SenaicarlfelipeAinda não há avaliações
- Nitretação em Banho de Sais e IonicaDocumento5 páginasNitretação em Banho de Sais e IonicaVitória SalazarAinda não há avaliações
- Metalografia de Ligas de NiDocumento55 páginasMetalografia de Ligas de NiWerner Arêdes MatosAinda não há avaliações
- 03 - Métodos para Combater A CorrosãoDocumento47 páginas03 - Métodos para Combater A CorrosãoLucas SouzaAinda não há avaliações
- Arco CatódicoDocumento108 páginasArco CatódicoPatrícia SilvaAinda não há avaliações
- Apostila Tratamento Térmico - MFQDocumento16 páginasApostila Tratamento Térmico - MFQMauro OnishiAinda não há avaliações
- Metalurgia Do Pó - Propriedades Do Carbeto de TungstênioDocumento6 páginasMetalurgia Do Pó - Propriedades Do Carbeto de TungstênioGabriel JamesAinda não há avaliações
- Seleção Dos Materiais: Professor Jéferson A. Moreto, PHD Departamento de Engenharia de MateriaisDocumento78 páginasSeleção Dos Materiais: Professor Jéferson A. Moreto, PHD Departamento de Engenharia de MateriaisSilvia Juliana Patiño PedrazaAinda não há avaliações
- Tratamentos Termoquímocos - IMPORTANTEDocumento51 páginasTratamentos Termoquímocos - IMPORTANTEJose Luis Valin RiveraAinda não há avaliações
- Tecnica Da Nitretacao A PlasmaDocumento8 páginasTecnica Da Nitretacao A PlasmautinanchuAinda não há avaliações
- Acos para A Industria Do Petroleo PDFDocumento52 páginasAcos para A Industria Do Petroleo PDFArgonauta_navegadorAinda não há avaliações
- Curso Liquido Penetrante MetaisDocumento17 páginasCurso Liquido Penetrante MetaisMarcello AmaranteAinda não há avaliações
- 2.3 - Galvanização, Oxidação Negra, Anodização, PVD, PDC, Pintura, E-CoatDocumento67 páginas2.3 - Galvanização, Oxidação Negra, Anodização, PVD, PDC, Pintura, E-CoatGLAUCIO DOS SANTOS SILVAAinda não há avaliações
- Catalogo Tecnico FacilitDocumento34 páginasCatalogo Tecnico Facilitwilker_alves488Ainda não há avaliações
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDocumento50 páginasProcesso de Galvanização Por Imersão A Quente - CSN-KruppPaulo CitrânguloAinda não há avaliações
- Resposta Segunda Avaliação MateriaisDocumento3 páginasResposta Segunda Avaliação MateriaisGaa castelaniAinda não há avaliações
- Propriedades Mecânicas Dos Materiais CerâmicosDocumento38 páginasPropriedades Mecânicas Dos Materiais CerâmicosJulio Cesar de MoraesAinda não há avaliações
- Laminacao de Folhas de AluminioDocumento27 páginasLaminacao de Folhas de Aluminiotiago.trad6924Ainda não há avaliações
- 1 - Dip Coating - MarianaDocumento16 páginas1 - Dip Coating - MarianaantoniovdecastroAinda não há avaliações
- Soldagem Com Eletrodo RevestidoDocumento48 páginasSoldagem Com Eletrodo RevestidoAugusto PizarroAinda não há avaliações
- Fundamentos Da UsinagemDocumento12 páginasFundamentos Da UsinagembarroshectorAinda não há avaliações
- Tratamento de Superfície IDocumento54 páginasTratamento de Superfície IJaqueline GontijoAinda não há avaliações
- DecapagemDocumento6 páginasDecapagemFrancisco CuambeAinda não há avaliações
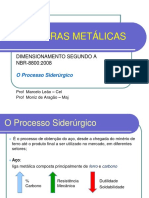
- ESTRUTURAS METÁLICAS DIMENSIONAMENTO SEGUNDO A NBR-8800 - 2008. O Processo Siderúrgico. Prof Marcelo Leão Cel Prof Moniz de Aragão MajDocumento22 páginasESTRUTURAS METÁLICAS DIMENSIONAMENTO SEGUNDO A NBR-8800 - 2008. O Processo Siderúrgico. Prof Marcelo Leão Cel Prof Moniz de Aragão MajGilmar A. NogueiraAinda não há avaliações
- Revestimentos Metálicos para Proteção Contra CorrosãoDocumento12 páginasRevestimentos Metálicos para Proteção Contra Corrosãodarthagnan84Ainda não há avaliações
- J - Porquepintaracogalvanizado2004Documento6 páginasJ - Porquepintaracogalvanizado2004Fagner FernandesAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Monitorando A Concentração De Co2 Através Do Telegram Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandMonitorando A Concentração De Co2 Através Do Telegram Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Monitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Co2 No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- PG Damec 2012 1 01Documento63 páginasPG Damec 2012 1 01Jaqueline GontijoAinda não há avaliações
- Falhas Amortecedores Fort PeçasDocumento17 páginasFalhas Amortecedores Fort PeçasJaqueline GontijoAinda não há avaliações
- 03 TribologiaDocumento91 páginas03 TribologiaJaqueline GontijoAinda não há avaliações
- Jate Amen ToDocumento11 páginasJate Amen ToJaqueline GontijoAinda não há avaliações
- Estudo Comparativo Da Resistência Ao Desgaste Erosivo de Revestimentos Obtidos Por Aspersão TérmicaDocumento2 páginasEstudo Comparativo Da Resistência Ao Desgaste Erosivo de Revestimentos Obtidos Por Aspersão TérmicaJaqueline GontijoAinda não há avaliações
- Enegep2003 TR1005 0875Documento8 páginasEnegep2003 TR1005 0875Jaqueline GontijoAinda não há avaliações
- DISS LuisVarelaDocumento104 páginasDISS LuisVarelaJaqueline GontijoAinda não há avaliações
- CP PPGEM M Sanches, Rafaela Guergolet 2018Documento69 páginasCP PPGEM M Sanches, Rafaela Guergolet 2018Jaqueline GontijoAinda não há avaliações
- Aspersão (Comportamento Tribologico)Documento12 páginasAspersão (Comportamento Tribologico)Jaqueline GontijoAinda não há avaliações
- Dialnet KAIZEN 7457927Documento17 páginasDialnet KAIZEN 7457927Jaqueline GontijoAinda não há avaliações
- 08569Documento6 páginas08569Jaqueline GontijoAinda não há avaliações
- DesengraxanteDocumento14 páginasDesengraxanteJaqueline GontijoAinda não há avaliações
- Apostila Tecnologia MecanicaDocumento30 páginasApostila Tecnologia MecanicaJaqueline GontijoAinda não há avaliações
- CavitaçãoDocumento34 páginasCavitaçãoJaqueline GontijoAinda não há avaliações
- CAVITACAODocumento12 páginasCAVITACAOJaqueline GontijoAinda não há avaliações
- Tec Turning Tool Navi PT-BRDocumento1 páginaTec Turning Tool Navi PT-BRJaqueline GontijoAinda não há avaliações
- Caract Microestrutural Aço Inox Supermartensítico HvofDocumento110 páginasCaract Microestrutural Aço Inox Supermartensítico HvofJaqueline GontijoAinda não há avaliações
- Tec Turning Precision PT-BRDocumento2 páginasTec Turning Precision PT-BRJaqueline GontijoAinda não há avaliações
- Cat 785Documento28 páginasCat 785Jaqueline GontijoAinda não há avaliações
- Tec Turning Rake Angle PT-BRDocumento1 páginaTec Turning Rake Angle PT-BRJaqueline GontijoAinda não há avaliações
- NBR 5281Documento6 páginasNBR 5281silvioAinda não há avaliações
- Tec Turning Optimum Grades PT-BRDocumento16 páginasTec Turning Optimum Grades PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Micro Grain PT-BRDocumento1 páginaTec Turning Micro Grain PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Radius PT-BRDocumento1 páginaTec Turning Radius PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Diacoat PVD PT-BRDocumento1 páginaTec Turning Diacoat PVD PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Coated Cermet PT-BRDocumento1 páginaTec Turning Coated Cermet PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Cemented Carbide PT-BRDocumento1 páginaTec Turning Cemented Carbide PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Flank Angle PT-BRDocumento1 páginaTec Turning Flank Angle PT-BRJaqueline GontijoAinda não há avaliações
- Tec Turning Effects PT-BRDocumento2 páginasTec Turning Effects PT-BRJaqueline GontijoAinda não há avaliações
- E Book Metalizacao AluSoldaDocumento37 páginasE Book Metalizacao AluSoldaJaqueline GontijoAinda não há avaliações
- Exerccios de Ácidos e BasesDocumento2 páginasExerccios de Ácidos e BasesElson Juliani100% (1)
- Poliuretano PDFDocumento2 páginasPoliuretano PDFZosmo Simiao CostaAinda não há avaliações
- HDS SercabolDocumento6 páginasHDS SercabolJordana ChávezAinda não há avaliações
- Abracadeira Rosca Sem Fim W9 PDFDocumento3 páginasAbracadeira Rosca Sem Fim W9 PDFTadeu GanzellaAinda não há avaliações
- Grafitex 904Documento2 páginasGrafitex 904Waldicyr Favoretti FilhoAinda não há avaliações
- Estrutura Romagnole 411846 RS-223Documento4 páginasEstrutura Romagnole 411846 RS-223ANDRE BORGESAinda não há avaliações
- Catalogo 2022.9 - EspeciaisDocumento53 páginasCatalogo 2022.9 - EspeciaisCarlos Borges GomesAinda não há avaliações
- Catalogo Tecnico Placa Cimenticia Doc 11Documento14 páginasCatalogo Tecnico Placa Cimenticia Doc 11Lucas AguiarAinda não há avaliações
- Estudo Das Tecnicas de Reforço A Flexão Simples Com Chapas de Aço ColadasDocumento69 páginasEstudo Das Tecnicas de Reforço A Flexão Simples Com Chapas de Aço ColadasBuczenkoAinda não há avaliações
- Prova Específica ME - AbendiDocumento4 páginasProva Específica ME - AbendiFabio Cavalcante100% (5)
- Lista 3 - Propriedades PeriódicasDocumento4 páginasLista 3 - Propriedades Periódicasgiovana alvesAinda não há avaliações
- Metais e Ligas Metlicas PDFDocumento41 páginasMetais e Ligas Metlicas PDFcamb1967Ainda não há avaliações
- Resumo NBR 10897 Tabelas e Classificação de RiscosDocumento20 páginasResumo NBR 10897 Tabelas e Classificação de RiscosSarah AndradeAinda não há avaliações
- SINDICATOSDocumento14 páginasSINDICATOSRoberta Mello100% (1)
- 1642 Vista Explodida Fogao Cooktop Fischer 5Q Gás Mesa Vidro Rev.10Documento17 páginas1642 Vista Explodida Fogao Cooktop Fischer 5Q Gás Mesa Vidro Rev.10Samantha DelalloAinda não há avaliações
- Resistência Mecânica e Tribologia Nos BiomateriaisDocumento36 páginasResistência Mecânica e Tribologia Nos BiomateriaisTuany NevesAinda não há avaliações
- Ferragens Simpson Parafusos Quik Drive 18Documento144 páginasFerragens Simpson Parafusos Quik Drive 18Tiago SantosAinda não há avaliações
- Especificação Técnica - Solbrax ECO 145-210Documento1 páginaEspecificação Técnica - Solbrax ECO 145-210Junior MalheiroAinda não há avaliações
- Anuário Estatístico Do Setor de Não Metálicos - 2018 Base 2017 PDFDocumento86 páginasAnuário Estatístico Do Setor de Não Metálicos - 2018 Base 2017 PDFAlina CarvalhoAinda não há avaliações
- Catalogo-Perfurados BepexDocumento10 páginasCatalogo-Perfurados BepexMárcio CorrêaAinda não há avaliações
- SIMBOLOGIADocumento7 páginasSIMBOLOGIACade Adriana CavassiniAinda não há avaliações
- Aula Pratica Construcao Civil IiDocumento6 páginasAula Pratica Construcao Civil IiAnna Gabriela Fechine LeiteAinda não há avaliações
- 08 Monitoramento Da Corrosao Revestimento PDFDocumento64 páginas08 Monitoramento Da Corrosao Revestimento PDFEveryman Fulano de TalAinda não há avaliações
- Lista de Materiais 2° Ano 2024Documento1 páginaLista de Materiais 2° Ano 2024SOLUTEC COORDENAÇÃOAinda não há avaliações
- Mercadorias Sujeitas À Substituição TributáriaDocumento102 páginasMercadorias Sujeitas À Substituição Tributáriapolyana silvaAinda não há avaliações
- Calculo de Alvenaria eDocumento2 páginasCalculo de Alvenaria eEuler Felix SalgadoAinda não há avaliações
- RelatórioDocumento7 páginasRelatóriojoaomachado.7988Ainda não há avaliações
- Neuceglue R25Documento3 páginasNeuceglue R25Karoline LimaAinda não há avaliações
- Catalogo RevetexDocumento34 páginasCatalogo RevetexThiago Louro100% (1)
- Avaliação Tecnologia MecânicaDocumento4 páginasAvaliação Tecnologia MecânicaEduardo Augusto100% (1)