Você também pode gostar
- Qualidades Do Orixá Oxóssi - CandombléDocumento212 páginasQualidades Do Orixá Oxóssi - CandombléAfDsilvas F Silva50% (2)
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- Calculo de Eixo de AgitadoresDocumento4 páginasCalculo de Eixo de AgitadoresMaiboboSinagogaAinda não há avaliações
- Por Que A Igreja Primitiva Se Reunia em CasasDocumento18 páginasPor Que A Igreja Primitiva Se Reunia em CasasMartival Santos100% (1)
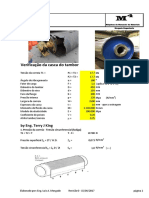
- Tambor CascaDocumento4 páginasTambor CascaJuarez LeiteAinda não há avaliações
- F-Rmulas de Engrenagem (Final)Documento13 páginasF-Rmulas de Engrenagem (Final)Estenio MunizAinda não há avaliações
- Banner SexualidadeDocumento1 páginaBanner SexualidadeanallugfAinda não há avaliações
- Manual Técnico DormerDocumento145 páginasManual Técnico DormerLeandro Michels Justi100% (3)
- Apresentação - Misturador QuímicoDocumento28 páginasApresentação - Misturador QuímicoAbdan CostaAinda não há avaliações
- Aula MandrilamentoDocumento24 páginasAula MandrilamentoSilverio AppolariAinda não há avaliações
- Programa de Cálculo - Ponte Rolante - ElevaçãoDocumento6 páginasPrograma de Cálculo - Ponte Rolante - ElevaçãoWagner José da SilvaAinda não há avaliações
- Projeto de Correias - Capa e CalculosDocumento24 páginasProjeto de Correias - Capa e CalculosLucas ArvoleiaAinda não há avaliações
- Base para Colunas - Calculo NewDocumento3 páginasBase para Colunas - Calculo NewAndres Fernandez PaivaAinda não há avaliações
- 01 - Cálculo de Parafusos de PotênciaDocumento9 páginas01 - Cálculo de Parafusos de Potênciafelipe anastacioAinda não há avaliações
- Elementos de Uniao - Parafusos DimensionamentoDocumento60 páginasElementos de Uniao - Parafusos DimensionamentoLucas NollaAinda não há avaliações
- Trabalho Tecnologia MecanicaDocumento5 páginasTrabalho Tecnologia MecanicaEverton de Almeida AlencarAinda não há avaliações
- Paraf. Pot. EleMaqIIDocumento4 páginasParaf. Pot. EleMaqIILucas Figueiredo VicenteAinda não há avaliações
- Placa MacizaDocumento1 páginaPlaca Macizajavier diazAinda não há avaliações
- 020-Completo (Mancais Desgaste)Documento155 páginas020-Completo (Mancais Desgaste)CJCONSTANTEAinda não há avaliações
- Trabalho de MadeiraDocumento8 páginasTrabalho de MadeiraPaulo Henrique Silva dos SantosAinda não há avaliações
- Dimensionamento de Eixo (CEMA 7 Ed.)Documento3 páginasDimensionamento de Eixo (CEMA 7 Ed.)Michel Augusto Villa100% (1)
- TransmissãoDocumento18 páginasTransmissãoVinicius RamirezAinda não há avaliações
- Solda de Filete A TraçãoDocumento9 páginasSolda de Filete A TraçãoMario Sergio MarquesAinda não há avaliações
- Gerador de Componentes de Engrenagens RetasDocumento3 páginasGerador de Componentes de Engrenagens RetasAlan LancelothAinda não há avaliações
- CALCULOSDocumento2 páginasCALCULOSvictoooaraujoAinda não há avaliações
- TORQUE PADRÃO BengalaDocumento28 páginasTORQUE PADRÃO BengalaBrenno CastelliAinda não há avaliações
- Caixa - Principal Nao UsarDocumento89 páginasCaixa - Principal Nao UsarCrhis PennaAinda não há avaliações
- Calculo z1 240 z2 40 2Documento3 páginasCalculo z1 240 z2 40 2Stefanny Santos DiasAinda não há avaliações
- Cálculos Mola CompressãoDocumento11 páginasCálculos Mola CompressãoMacedo S OliveiraAinda não há avaliações
- Listagens ResultadosDocumento15 páginasListagens ResultadosAntoniumSalgadoAinda não há avaliações
- Calculo de Torque - ParafusoDocumento2 páginasCalculo de Torque - ParafusoMario Sergio MarquesAinda não há avaliações
- Mola ComprDocumento2 páginasMola CompralexandremalucelliAinda não há avaliações
- Torção Elastoplastica Exemplo !Documento4 páginasTorção Elastoplastica Exemplo !Nelson JuniorAinda não há avaliações
- Testes PF2Documento23 páginasTestes PF2Francisco MatamboAinda não há avaliações
- Dimensionamento TercasDocumento4 páginasDimensionamento TercasMaria Da Paz RodriguesAinda não há avaliações
- Brochamento PDFDocumento8 páginasBrochamento PDFthifer9Ainda não há avaliações
- Passo A Passo - Cálculos para Folha de Processo TorneamentoDocumento1 páginaPasso A Passo - Cálculos para Folha de Processo Torneamentorsantos356Ainda não há avaliações
- Viga de ConcretoDocumento4 páginasViga de Concretoh3rms9269Ainda não há avaliações
- Cálculo Torque ASME PCC 1Documento2 páginasCálculo Torque ASME PCC 1FilipeAinda não há avaliações
- Projeto Torno Mecanico - Elementos de MaquinasDocumento20 páginasProjeto Torno Mecanico - Elementos de MaquinasGabriel MoreiraAinda não há avaliações
- Projeto Final Ponte Rolante 1Documento21 páginasProjeto Final Ponte Rolante 1Andre OliveiraAinda não há avaliações
- Perda de Carga Do Filtro yDocumento13 páginasPerda de Carga Do Filtro yGiovani C. CorrêaAinda não há avaliações
- Cálculo Torque ASME PCC 1Documento2 páginasCálculo Torque ASME PCC 1Pedro Garcia M. Júnior100% (1)
- Exercicio Lewis HertzDocumento8 páginasExercicio Lewis HertzEvertonAinda não há avaliações
- Cabo 750V: IndusoldaDocumento1 páginaCabo 750V: IndusoldapaulosoarespsAinda não há avaliações
- Engenheiro Estrutural - CálculosDocumento83 páginasEngenheiro Estrutural - CálculosFabio DantasAinda não há avaliações
- Aula-6 - Eixos e ArvoresDocumento45 páginasAula-6 - Eixos e ArvoresRômulo Castro100% (1)
- Planilha de PilaresDocumento16 páginasPlanilha de PilaresJulio Cezar AssefAinda não há avaliações
- Verificações ELU W310X21Documento5 páginasVerificações ELU W310X21h3rms9269Ainda não há avaliações
- Conexão Articulada para Vigas - CadDocumento11 páginasConexão Articulada para Vigas - CadAndres Fernandez PaivaAinda não há avaliações
- Fator de Segurança EstáticaDocumento3 páginasFator de Segurança Estáticathiagorep17Ainda não há avaliações
- 76 Fórmulas para Cálculo de Condições de UsinagemDocumento1 página76 Fórmulas para Cálculo de Condições de UsinagemMarcio SilveiraAinda não há avaliações
- Parametros de Corte FresamentoDocumento5 páginasParametros de Corte FresamentoAndré PissolattiAinda não há avaliações
- 03 - ConsolosDocumento26 páginas03 - Consolosjulianodemarche100% (1)
- Projeto 2 - Ponte Rolante FinalDocumento19 páginasProjeto 2 - Ponte Rolante FinalAndre OliveiraAinda não há avaliações
- Memorial de Calculos - CM2 - Maria RodriguesDocumento34 páginasMemorial de Calculos - CM2 - Maria RodriguesJoão V. TononAinda não há avaliações
- Projetos De Instrumentação Eletrônica Usando O ArduinoNo EverandProjetos De Instrumentação Eletrônica Usando O ArduinoAinda não há avaliações
- Roteiro de Aula - Intensivo I - Aula 7Documento9 páginasRoteiro de Aula - Intensivo I - Aula 7El LoroAinda não há avaliações
- História em Foco - Ed. 77 - Agosto2021Documento20 páginasHistória em Foco - Ed. 77 - Agosto2021Ibrahim ZarzarAinda não há avaliações
- Trabalho Praticas PedagógicasDocumento14 páginasTrabalho Praticas Pedagógicasvitorsantossouza99Ainda não há avaliações
- Projeto Meio AmbienteDocumento6 páginasProjeto Meio AmbienteElizabeth MarcelinoAinda não há avaliações
- Validação Brasileira Do Teste Não-Verbal de Inteligência SON-RDocumento11 páginasValidação Brasileira Do Teste Não-Verbal de Inteligência SON-RAvaliaçãoAinda não há avaliações
- Fluxo de Processos em HospitaisDocumento40 páginasFluxo de Processos em HospitaisJosé Lázaro FerrazAinda não há avaliações
- Tecnologia Menos Leta - Exercito Brasileiro - 70-CI-11.415Documento68 páginasTecnologia Menos Leta - Exercito Brasileiro - 70-CI-11.415allan souza da silvaAinda não há avaliações
- Por Que Precisamos de Um AvivamentoDocumento7 páginasPor Que Precisamos de Um AvivamentoDomingos MachadoAinda não há avaliações
- Resulta Preliminar Etapa1 2a PBDocumento2 páginasResulta Preliminar Etapa1 2a PBthiagofera272Ainda não há avaliações
- MONTEIRO, John Manuel - Paulistas No Códice Costa Mattoso - CópiaDocumento14 páginasMONTEIRO, John Manuel - Paulistas No Códice Costa Mattoso - CópiaPablito PablitoAinda não há avaliações
- Dicas Do LADS - LABORATÓRIO DE APRENDIZAGEM, DESENVOLVIMENTO E SAÚDE - LADS - Unesp - Faculdade de Ciências - Câmpus de BauruDocumento3 páginasDicas Do LADS - LABORATÓRIO DE APRENDIZAGEM, DESENVOLVIMENTO E SAÚDE - LADS - Unesp - Faculdade de Ciências - Câmpus de BauruAnderson Jonas Das NevesAinda não há avaliações
- Humanidade e FuturoDocumento40 páginasHumanidade e FuturoXP C0% (1)
- Missa de Envio Pastoral Da CriançaDocumento5 páginasMissa de Envio Pastoral Da CriançaPoliana Bueno0% (1)
- Edital 2024 Mestrado PPGCP 2Documento29 páginasEdital 2024 Mestrado PPGCP 2Bruna CecíliaAinda não há avaliações
- O Papel Dos Jogos Lúdicos Na Educação ContemporâneaDocumento7 páginasO Papel Dos Jogos Lúdicos Na Educação ContemporâneaGuilherme LimaAinda não há avaliações
- Termo de Adesao de Servicos - ToTVS Obras e Projetos X Protheus - Anexo I (Brasil)Documento13 páginasTermo de Adesao de Servicos - ToTVS Obras e Projetos X Protheus - Anexo I (Brasil)juniagsAinda não há avaliações
- Os Sete CéusDocumento3 páginasOs Sete CéusArthur Sangoi da CostaAinda não há avaliações
- Anais Seminario Critica GSVDocumento565 páginasAnais Seminario Critica GSVJeanette SmithAinda não há avaliações
- Projeto NÍVEL IVDocumento4 páginasProjeto NÍVEL IVAuricelia AgostinhoAinda não há avaliações
- Planejamento SemanalDocumento13 páginasPlanejamento SemanalEdlaine Zoner DigigovAinda não há avaliações
- Apostila DesenvolvimentoDocumento33 páginasApostila DesenvolvimentoSávio Júnior100% (5)
- Vaca, Leitão e PataDocumento15 páginasVaca, Leitão e PataCassiana Maria de FariasAinda não há avaliações
- Este Inverno (This Winter - Traducao Livre - Alice OsemanDocumento37 páginasEste Inverno (This Winter - Traducao Livre - Alice Osemankauã33% (3)
- Ensaio de Competição 1 Época - 17-03-1Documento4 páginasEnsaio de Competição 1 Época - 17-03-1Pedro Batista da Silva JúniorAinda não há avaliações
- A Saga Otori I, II, IIIDocumento390 páginasA Saga Otori I, II, IIIranieriksousaAinda não há avaliações
- Roteiro de Prática 1 - Cinesioterapia SDE4667Documento2 páginasRoteiro de Prática 1 - Cinesioterapia SDE4667Adriana DornelesAinda não há avaliações
- O Conceito Que Tomas Kuhn Paradigma - Outra FonteDocumento7 páginasO Conceito Que Tomas Kuhn Paradigma - Outra FontesimonesardeiroAinda não há avaliações