Você também pode gostar
- Lista de Exercicio Transformacao Isotermica TTT e TRCDocumento8 páginasLista de Exercicio Transformacao Isotermica TTT e TRCJoão Memoria100% (1)
- Capítulo 6 - Ciência Dos Materiais UFRGSDocumento19 páginasCapítulo 6 - Ciência Dos Materiais UFRGSVinícius MartinsAinda não há avaliações
- Lista de Exercícios de Processos de Usinagem 1Documento6 páginasLista de Exercícios de Processos de Usinagem 1barroshectorAinda não há avaliações
- Trabalho TrefilaçãoDocumento23 páginasTrabalho TrefilaçãoKaue Hume100% (3)
- Seminario GalvanizaçãoDocumento21 páginasSeminario GalvanizaçãoAndriéllyRembowskiAinda não há avaliações
- Lista FundiçãoDocumento21 páginasLista FundiçãoGuilherme Oliveira100% (1)
- Ensaio JominyDocumento14 páginasEnsaio JominyedupankoAinda não há avaliações
- Lista - Diagrama de Fase Fe-Fe3cDocumento5 páginasLista - Diagrama de Fase Fe-Fe3cJeciel Cícero0% (1)
- Fundição Sob-PressãoDocumento65 páginasFundição Sob-Pressãoluizbek100% (1)
- Apostila Aço FundidoDocumento43 páginasApostila Aço Fundidowthiagoo100% (1)
- Apostila Exu Na Fronteira Da Quimbanda e Da Umbanda Aula 3Documento14 páginasApostila Exu Na Fronteira Da Quimbanda e Da Umbanda Aula 3joshue2005_953795257Ainda não há avaliações
- Questionário - Conformação Mecânica - Editado1Documento12 páginasQuestionário - Conformação Mecânica - Editado1vurelo100% (1)
- Lista 1 - Tratamentos - Trmicos - CEM 204 3q 2021Documento3 páginasLista 1 - Tratamentos - Trmicos - CEM 204 3q 2021Leandro Fortunato GomesAinda não há avaliações
- Questionário Telecurso - Universo Da MecânicaDocumento8 páginasQuestionário Telecurso - Universo Da MecânicaJessica Leite100% (1)
- Sistema de MassalotesDocumento8 páginasSistema de MassalotesHalleph WergenskiAinda não há avaliações
- 354574-Exercícios Sobre Metalurgia Da Soldagem GabaritoDocumento2 páginas354574-Exercícios Sobre Metalurgia Da Soldagem GabaritoFabricio Cabeça75% (4)
- Lista de Exercícios Tópico 2.5Documento3 páginasLista de Exercícios Tópico 2.5Ian Lanza100% (1)
- Perguntas 1 FundiçãoDocumento4 páginasPerguntas 1 FundiçãoRavany Lerbarch100% (1)
- Tratamento TermicoDocumento6 páginasTratamento TermicoOberdan Oliveira Fonseca100% (1)
- 2010-2 - Aula 2 - Fundicao - Moldes e ModelosDocumento32 páginas2010-2 - Aula 2 - Fundicao - Moldes e ModelosMatheus MathuchenkoAinda não há avaliações
- Gabarito Lista de Exercícios de FundiçãoDocumento24 páginasGabarito Lista de Exercícios de FundiçãoDalton Marino100% (2)
- Conformação PDFDocumento93 páginasConformação PDFRonaldo FerreiraAinda não há avaliações
- Introdução Microfusão Cera PérdidaDocumento23 páginasIntrodução Microfusão Cera Pérdidaelielmatos10Ainda não há avaliações
- Ensaio LPDocumento41 páginasEnsaio LPRenan Gustavo Paz100% (1)
- Corrosão Metálica AulaDocumento52 páginasCorrosão Metálica AulaHortencia NoronhaAinda não há avaliações
- Lista de Exercícios FundiçãoDocumento1 páginaLista de Exercícios FundiçãoFrancisco Hedler Barreto De Lima Morais100% (1)
- Exercícios Sobre FundiçãoDocumento2 páginasExercícios Sobre FundiçãoAlfredo Nunes da Silva100% (1)
- Tratamento TermicoDocumento7 páginasTratamento TermicoBruna FreitasAinda não há avaliações
- Metalografia FinalDocumento82 páginasMetalografia FinalMauricio CamargoAinda não há avaliações
- 22-07 - Simulado - Processos de FabricaçãoDocumento8 páginas22-07 - Simulado - Processos de FabricaçãoRobson AssisAinda não há avaliações
- Lista Capitulo 6 TorçãoDocumento2 páginasLista Capitulo 6 TorçãoGabriela Meller50% (2)
- Taxa de CorrosasãoDocumento3 páginasTaxa de Corrosasãouruxum100% (1)
- Ferro Fundido BrancoDocumento46 páginasFerro Fundido BrancoDAVI ARCANJO SILVA BADARÓAinda não há avaliações
- Lista de Exercicios - FadigaDocumento3 páginasLista de Exercicios - FadigaVithor Hugo CostaAinda não há avaliações
- LISTA DE EXERCÍCIOS Processos de Fabricação - FUNDIÇÃODocumento4 páginasLISTA DE EXERCÍCIOS Processos de Fabricação - FUNDIÇÃOtestetrabalhos1998Ainda não há avaliações
- Deformação Plastica em MetaisDocumento23 páginasDeformação Plastica em MetaisRoberto CamargoAinda não há avaliações
- Apostila Sistema Enchimento Horizontal e VerticalDocumento59 páginasApostila Sistema Enchimento Horizontal e VerticalAvstron D'Agostini100% (1)
- TratamentDocumento197 páginasTratamentLidiane MunizAinda não há avaliações
- Tratamentos Térmicos e SuperficiaisDocumento9 páginasTratamentos Térmicos e Superficiaiskauan dutra dos santosAinda não há avaliações
- Apostila - Sistema de Proteção AnticorrosivaDocumento91 páginasApostila - Sistema de Proteção AnticorrosivaPaulo Leonardo Jacobussi SemeghiniAinda não há avaliações
- Exercicios Corrosao2005Documento5 páginasExercicios Corrosao2005thiagoluizfelix100% (1)
- Lista de Exercicios Mecânica Da FraturaDocumento5 páginasLista de Exercicios Mecânica Da FraturaHenrique AzevedoAinda não há avaliações
- Aspersão TérmicaDocumento42 páginasAspersão TérmicaRoseana PereiraAinda não há avaliações
- Lista de Exercícios Tec Sold IDocumento4 páginasLista de Exercícios Tec Sold IRaphael GachetAinda não há avaliações
- Processos de FundiçãoDocumento45 páginasProcessos de FundiçãoRodrigo CoralAinda não há avaliações
- Tratamentos Térmicos 25-10Documento92 páginasTratamentos Térmicos 25-10Nayara MeloAinda não há avaliações
- Materiais CerâmicosDocumento6 páginasMateriais CerâmicosRafael Sales de Barros100% (2)
- Exercícios Sobre Ensaio de FluênciaDocumento1 páginaExercícios Sobre Ensaio de FluênciaJoao Clayton50% (2)
- 06 - Aços FerramentaDocumento44 páginas06 - Aços FerramentaAdna Santos LimaAinda não há avaliações
- Ficha de Exercícios FundiçãoDocumento8 páginasFicha de Exercícios FundiçãoAntonio Marinho100% (1)
- Estrutura CristalinaDocumento5 páginasEstrutura CristalinaJosi ProençaAinda não há avaliações
- Aula 1.5. Materiais Não-FerrososDocumento45 páginasAula 1.5. Materiais Não-FerrososThales89Ainda não há avaliações
- Direções e Planos CristalograficosDocumento43 páginasDireções e Planos CristalograficosLucas HenriqueAinda não há avaliações
- PDFDocumento251 páginasPDFAna Carolina Dos SantosAinda não há avaliações
- Aula2-Diagrama Ferro CarbonoDocumento57 páginasAula2-Diagrama Ferro CarbonoPaulo Leonardo Jacobussi Semeghini0% (1)
- 2prova Icmac PDFDocumento5 páginas2prova Icmac PDFstanleyramalho_75951100% (1)
- Aula 03 - Contração e Alimentação de Peças FundidasDocumento21 páginasAula 03 - Contração e Alimentação de Peças FundidasMarcos Antonio MafraAinda não há avaliações
- PMT3100 Lista 11 2014 Gabarito PDFDocumento3 páginasPMT3100 Lista 11 2014 Gabarito PDFsarinhahart100% (1)
- Materiais Metalicos Nao Ferrosos 10 11Documento90 páginasMateriais Metalicos Nao Ferrosos 10 11João GuedelhaAinda não há avaliações
- QUESTIONÁRIO - Lista de Questões - Área 1Documento5 páginasQUESTIONÁRIO - Lista de Questões - Área 1haydarling5Ainda não há avaliações
- Metalografia e Tratamento TérmicoDocumento3 páginasMetalografia e Tratamento TérmicoLuan David J. BatistaAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- Catalogo Aço Inox para Corrimão Guarda CorposDocumento19 páginasCatalogo Aço Inox para Corrimão Guarda CorposRodrigoAinda não há avaliações
- Ensaio de Compressão - AtividadeDocumento1 páginaEnsaio de Compressão - AtividadeJouzy FreitasAinda não há avaliações
- Catalogo PromoDocumento13 páginasCatalogo PromoRobson Schmoor SalesAinda não há avaliações
- Aula 5 Acos e Ferros FundidosDocumento51 páginasAula 5 Acos e Ferros FundidosdenisjcsAinda não há avaliações
- Mi - 01 Introdução À Metalurgia PDFDocumento45 páginasMi - 01 Introdução À Metalurgia PDFLuciano AraújoAinda não há avaliações
- USIMINAS Us 0073 15a Chapas GrossasDocumento25 páginasUSIMINAS Us 0073 15a Chapas Grossaslarofa79Ainda não há avaliações
- Acos Avancados para Conformacao MecanicaDocumento51 páginasAcos Avancados para Conformacao MecanicaCleverson LaraAinda não há avaliações
- Catalogo HagaDocumento54 páginasCatalogo HagaSimalte Perseguine MiguelAinda não há avaliações
- ITF FosfatizaçãoDocumento4 páginasITF FosfatizaçãoFernanda LorenaAinda não há avaliações
- Corrosão em Estrutura de Betão Armado - MonografiaDocumento87 páginasCorrosão em Estrutura de Betão Armado - MonografiaFilipe Panzo100% (1)
- Tratamento Termico PowerpointDocumento23 páginasTratamento Termico PowerpointSergio MauricioAinda não há avaliações
- 4 - 2 Aula (19 - 08) - Diagrama Ferro - CarbonoDocumento58 páginas4 - 2 Aula (19 - 08) - Diagrama Ferro - CarbonoGean CarlosAinda não há avaliações
- Ferramentas (Padronização e Especificação)Documento13 páginasFerramentas (Padronização e Especificação)victorAinda não há avaliações
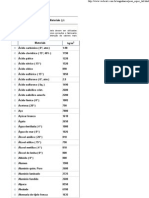
- WebCalc - Peso Específico de MateriaisDocumento8 páginasWebCalc - Peso Específico de Materiaiscunha44Ainda não há avaliações
- Aula 1 - Elementos de FixaçãoDocumento179 páginasAula 1 - Elementos de FixaçãoellenkarolineAinda não há avaliações
- Normas CorrosãoDocumento4 páginasNormas CorrosãoluciaAinda não há avaliações
- BR-01-PJC-D-024 Criterio Execucao Pintura REV 0Documento25 páginasBR-01-PJC-D-024 Criterio Execucao Pintura REV 0Fred SantosAinda não há avaliações
- Valv 06 - 75Documento2 páginasValv 06 - 75Bruno Fernandes Matos Santos SantosAinda não há avaliações
- Emd-02.010 - Cantoneira Auxiliar para Braco C-2a PDFDocumento4 páginasEmd-02.010 - Cantoneira Auxiliar para Braco C-2a PDFweb76280Ainda não há avaliações
- NBR 5023 - Barra E Perfil de Liga Cobre Zinco Chumbo PDFDocumento4 páginasNBR 5023 - Barra E Perfil de Liga Cobre Zinco Chumbo PDFLNAGAinda não há avaliações
- Ligas MetálicasDocumento34 páginasLigas MetálicasSillvano PiresAinda não há avaliações
- Ferramenta de CorteDocumento69 páginasFerramenta de CorteAlcione Galvão100% (1)
- 13 - Iso 15614-1-A1Documento12 páginas13 - Iso 15614-1-A1duygu89Ainda não há avaliações
- Guia Tecnico para A Instalacao de Para-Raios em Edificios e Outras EstruturasDocumento48 páginasGuia Tecnico para A Instalacao de Para-Raios em Edificios e Outras EstruturasSergio Mota100% (1)
- Catalogo Produtos para o Revendedor EsabDocumento23 páginasCatalogo Produtos para o Revendedor EsabFernanda AndradeAinda não há avaliações
- Treinamento RoçadeiraDocumento24 páginasTreinamento RoçadeiraLarissa Pereira Vilas BoasAinda não há avaliações
- Treinamentocompactadoemlavanderiaiii 121229133742 Phpapp01Documento80 páginasTreinamentocompactadoemlavanderiaiii 121229133742 Phpapp01jacintopintoAinda não há avaliações
- Aula 02.1 - Classificação Dos Minerais SilicatosDocumento35 páginasAula 02.1 - Classificação Dos Minerais SilicatosFernanda Andrade0% (1)