Você também pode gostar
- Laudo Aprovado BB e CaixaDocumento47 páginasLaudo Aprovado BB e CaixaElisa Marques100% (7)
- PRF100 Lista de ExercíciosDocumento14 páginasPRF100 Lista de ExercíciosVinicius KadlubaAinda não há avaliações
- Lista 1 Exercícios de Medidas de ConfiabilidadeDocumento1 páginaLista 1 Exercícios de Medidas de ConfiabilidadeIsabelle Carrupt0% (1)
- Lista de ExerciciosDocumento9 páginasLista de ExerciciosAline AraujoAinda não há avaliações
- Pais e Filhos - Nossa Sala de Aulas Mais Difícil - Parte I - Kenneth WapnickDocumento50 páginasPais e Filhos - Nossa Sala de Aulas Mais Difícil - Parte I - Kenneth WapnickGRS100% (3)
- Tcc1-Estudo de Caso de Melhoria de Manutenção Com PlanejamentoDocumento4 páginasTcc1-Estudo de Caso de Melhoria de Manutenção Com PlanejamentoLEANDRO GARCIA ARANTESAinda não há avaliações
- Caldeira Flamotubular Operação de CaldeirasDocumento29 páginasCaldeira Flamotubular Operação de CaldeirasGalvao.endAinda não há avaliações
- Trabalho Sobre Tipos e Características de Motores Usados em CNCDocumento11 páginasTrabalho Sobre Tipos e Características de Motores Usados em CNCMaribaldo MacielAinda não há avaliações
- Prova IntegracaoBancoDados PDFDocumento4 páginasProva IntegracaoBancoDados PDFValter PatrickAinda não há avaliações
- Curso NitroxDocumento9 páginasCurso Nitroxfrequiao100% (1)
- Apostila LABVIEW - FinalDocumento63 páginasApostila LABVIEW - Finallemos615616Ainda não há avaliações
- Vantagens Do Uso de Motores CADocumento1 páginaVantagens Do Uso de Motores CAartnevesAinda não há avaliações
- Exemplo Prova PCPDocumento6 páginasExemplo Prova PCPRenato Simões100% (1)
- Aula 1 - Introducao A Gestao Da Producao e Operacoes PDFDocumento41 páginasAula 1 - Introducao A Gestao Da Producao e Operacoes PDFAndréia Do Vale100% (2)
- 6 Paquimetro Sistema Ingles PDFDocumento9 páginas6 Paquimetro Sistema Ingles PDFLuciano BroboskiAinda não há avaliações
- Prova de Rolamentos - CompletaDocumento5 páginasProva de Rolamentos - Completaoliveira.fr3Ainda não há avaliações
- Exercícios Cesgranrio PCPDocumento49 páginasExercícios Cesgranrio PCPGêmison Amaral100% (1)
- Apostila de Multisim 2001Documento185 páginasApostila de Multisim 2001pgomes_leb6013Ainda não há avaliações
- Planejamento de Manutenção IndustrialDocumento5 páginasPlanejamento de Manutenção IndustrialVictor A. Castro100% (2)
- Processos de Manufatura IDocumento52 páginasProcessos de Manufatura IValber SouzaAinda não há avaliações
- Jacad1-09 03 11Documento40 páginasJacad1-09 03 11putchoAinda não há avaliações
- Artigo Silvio Melhado A Gestao de Projetos VfinalDocumento10 páginasArtigo Silvio Melhado A Gestao de Projetos VfinalMarcelo SakamoriAinda não há avaliações
- Diagrama Homem MaquinaDocumento2 páginasDiagrama Homem MaquinaCarlos HenriqueAinda não há avaliações
- Modelo de Relatorio TecnicoDocumento13 páginasModelo de Relatorio TecnicoJussanNevesAinda não há avaliações
- Manutenção Industrial - ConceitoDocumento23 páginasManutenção Industrial - ConceitoAdilson Spim100% (1)
- Gerenciamento de Ativos No Setor LogistiDocumento10 páginasGerenciamento de Ativos No Setor LogistiCharles engenheiroAinda não há avaliações
- Aula 2 - Manutenção CorretivaDocumento29 páginasAula 2 - Manutenção CorretivaDiego RibeiroAinda não há avaliações
- AULA - Arranjo FísicoDocumento33 páginasAULA - Arranjo FísicoJairo Ferreira Do NascimentoAinda não há avaliações
- Metodo de CairesDocumento3 páginasMetodo de CairesMousanielFroes100% (1)
- Aula 1 - Introdução Ao PCPDocumento4 páginasAula 1 - Introdução Ao PCPJose luiz coelhoAinda não há avaliações
- Aula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDocumento22 páginasAula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDiego CasagrandeAinda não há avaliações
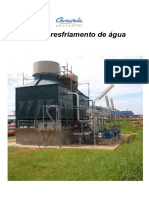
- Catalogo Torre de Resfriamento - PDF - 27.07.09 PDFDocumento17 páginasCatalogo Torre de Resfriamento - PDF - 27.07.09 PDFPaulo DanielAinda não há avaliações
- Caldeiras AquatubularesDocumento19 páginasCaldeiras Aquatubularesluciano iores100% (1)
- Automação Residencial em Sistema Embarcado Com ArduinoDocumento91 páginasAutomação Residencial em Sistema Embarcado Com ArduinoGeraldo CastroAinda não há avaliações
- Aula 7 Projeto de ProdutoDocumento66 páginasAula 7 Projeto de ProdutoÁlvaro BarbosaAinda não há avaliações
- Apresentação ContatoresDocumento18 páginasApresentação ContatoresmarcioAinda não há avaliações
- Gráfico de Pareto e Curva AbcDocumento26 páginasGráfico de Pareto e Curva AbcBruno CarullaAinda não há avaliações
- Questões KahootsDocumento6 páginasQuestões KahootsAnderson NogueiraAinda não há avaliações
- Estrutura Do Trabalho CientificoDocumento22 páginasEstrutura Do Trabalho Cientificoapi-3703182100% (3)
- Como Fazer - Modelo MemorandoDocumento2 páginasComo Fazer - Modelo MemorandoCassia Mange100% (1)
- Fiabilidade v3Documento22 páginasFiabilidade v3sofiamendes53336Ainda não há avaliações
- Medidores de PressãoDocumento18 páginasMedidores de PressãoVanessa HarumiAinda não há avaliações
- 1 PDFDocumento28 páginas1 PDFKuman domingosAinda não há avaliações
- Questões AutomaçãoDocumento9 páginasQuestões AutomaçãoNanda Souza67% (3)
- Custos de Manutenção 1Documento20 páginasCustos de Manutenção 1Denilson MarinhoAinda não há avaliações
- Apresentação Manutenção em SubestaçõesDocumento32 páginasApresentação Manutenção em SubestaçõesLeandro Rios LeãoAinda não há avaliações
- APOSTILA Aula Mecanismos PDFDocumento33 páginasAPOSTILA Aula Mecanismos PDFAlexandre Corso100% (1)
- Ferramentas de Melhoria Contínua 5S 6 SigmaDocumento23 páginasFerramentas de Melhoria Contínua 5S 6 SigmaVandaAinda não há avaliações
- Universidade Federal de Itajubá: Manutenção Produtiva Total: Uma Ferramenta Eficaz Na Busca Da Perda-ZeroDocumento22 páginasUniversidade Federal de Itajubá: Manutenção Produtiva Total: Uma Ferramenta Eficaz Na Busca Da Perda-Zeroanon-963302100% (1)
- Atividade AvaliativaDocumento7 páginasAtividade AvaliativaJoão Matheus Oliveira OlimpoAinda não há avaliações
- TermodinâmicaDocumento7 páginasTermodinâmicacb_penatrujilloAinda não há avaliações
- Teoria Da ProduçãoDocumento14 páginasTeoria Da Produçãoi GAinda não há avaliações
- IshikawaDocumento16 páginasIshikawaLeonardoViannaAinda não há avaliações
- EM Professor LP L4 192pgs EbookDocumento196 páginasEM Professor LP L4 192pgs EbookJoao GomesAinda não há avaliações
- Gerações Da Manutenção EdiçãoDocumento19 páginasGerações Da Manutenção EdiçãoJoao PedroAinda não há avaliações
- Prova ENADE Engenharia Mecanica 2019Documento32 páginasProva ENADE Engenharia Mecanica 2019AdolfoAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- TN STP 226 321 29836Documento15 páginasTN STP 226 321 29836Rafael SchneweissAinda não há avaliações
- Administrador, 1123-Arquivo Do Artigo em Formato DOCX-4634-1-15-20210530Documento9 páginasAdministrador, 1123-Arquivo Do Artigo em Formato DOCX-4634-1-15-20210530Shiryu DragonAinda não há avaliações
- Danielle Lima de FigueiredoDocumento8 páginasDanielle Lima de FigueiredoWall LimaAinda não há avaliações
- 5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de CasoDocumento27 páginas5 Proposta de Implantação de Manutenção Preventiva em Um Centro de Usinagem Vertical Um Estudo de Casohjdsofp]aAinda não há avaliações
- Senai PR 2016 Itaipu Binacional Eletricista ProvaDocumento13 páginasSenai PR 2016 Itaipu Binacional Eletricista ProvafrequiaoAinda não há avaliações
- Catalogo Exportacao PTDocumento6 páginasCatalogo Exportacao PTfrequiaoAinda não há avaliações
- Transmissão de Potência em CC e CADocumento43 páginasTransmissão de Potência em CC e CAfrequiaoAinda não há avaliações
- Energias Renováveis - Solar Fotovoltaica - TimóteoDocumento263 páginasEnergias Renováveis - Solar Fotovoltaica - Timóteofrequiao100% (1)
- Rede Can AutomotivaDocumento163 páginasRede Can AutomotivafrequiaoAinda não há avaliações
- Exercícios Pneumática FESTO - SoluçãoDocumento10 páginasExercícios Pneumática FESTO - SoluçãoGustavo Corazza Faijon50% (2)
- Noções Básicas de Mecânica Automotiva PDFDocumento39 páginasNoções Básicas de Mecânica Automotiva PDFfrequiao100% (1)
- Linux PDFDocumento112 páginasLinux PDFxongassilvaAinda não há avaliações
- Apostila - Manutenção Elétrica IndustrialDocumento230 páginasApostila - Manutenção Elétrica IndustrialfrequiaoAinda não há avaliações
- 06-Emprendedorismo Aula Completa Somente LeituraDocumento53 páginas06-Emprendedorismo Aula Completa Somente LeiturafrequiaoAinda não há avaliações
- Apostila Gestão Da Manutenção (CHP MECATRONICA)Documento78 páginasApostila Gestão Da Manutenção (CHP MECATRONICA)CHERMICAL100% (1)
- Teste de Opacidade FM Locações Caminhão Pipa RN: ResumoDocumento4 páginasTeste de Opacidade FM Locações Caminhão Pipa RN: ResumoWender SousaAinda não há avaliações
- PIC Territorialização Imagens-2Documento10 páginasPIC Territorialização Imagens-2FelipeAinda não há avaliações
- 31 BT Polias para Trabalho e ResgateDocumento27 páginas31 BT Polias para Trabalho e Resgatericardo oliveira silvaAinda não há avaliações
- ReabsorçãoDocumento4 páginasReabsorçãoMiriãAinda não há avaliações
- Aula 3 Identifi Macro FungosDocumento37 páginasAula 3 Identifi Macro FungosVerô Darô100% (1)
- NBR 14716 - Chapas de Gesso Acartonado - Verificacao Das Caracteristicas GeometricasDocumento4 páginasNBR 14716 - Chapas de Gesso Acartonado - Verificacao Das Caracteristicas GeometricasHaroldo BritoAinda não há avaliações
- Elainedasilveiraribeiroferrarese OkDocumento181 páginasElainedasilveiraribeiroferrarese OkSoftware Repense iTecAinda não há avaliações
- Catalogo 28Documento188 páginasCatalogo 28carlos alberto silvaAinda não há avaliações
- Analise de Adulteracao Da Curcuma Longa L em Po CoDocumento13 páginasAnalise de Adulteracao Da Curcuma Longa L em Po CoJulianaNoronhaAinda não há avaliações
- Revran DWC 870 v01Documento3 páginasRevran DWC 870 v01marciobispoalmeidaAinda não há avaliações
- Mitologia PersaDocumento5 páginasMitologia PersaBuzike0% (1)
- Primórdios Da Física QuânticaDocumento47 páginasPrimórdios Da Física QuânticaHamilton CorrêaAinda não há avaliações
- Taiz Apendices 1 OnLineDocumento22 páginasTaiz Apendices 1 OnLineElton De SáAinda não há avaliações
- Diferenças Entre Vinho Do Velho Mundo e Vinho Do Novo MundoDocumento15 páginasDiferenças Entre Vinho Do Velho Mundo e Vinho Do Novo MundoRobson HilárioAinda não há avaliações
- NHETANGARA'IDocumento6 páginasNHETANGARA'ICondalia EcoAinda não há avaliações
- Identificação e Mapeamento de Áreas de Risco Geotécnico Na Área Urbana de Timóteo (MG, Sudeste Do Brasil)Documento17 páginasIdentificação e Mapeamento de Áreas de Risco Geotécnico Na Área Urbana de Timóteo (MG, Sudeste Do Brasil)Sérgio LanaAinda não há avaliações
- Manual de Placas - DnitDocumento7 páginasManual de Placas - DnitMurilo CavallariAinda não há avaliações
- A Demora de DeusDocumento5 páginasA Demora de DeusmadeirastamaAinda não há avaliações
- Acupuntura VeterinariaDocumento7 páginasAcupuntura VeterinariaRafael Simião OliveiraAinda não há avaliações
- Apostila Da Casa de Umbanda UniaoDocumento32 páginasApostila Da Casa de Umbanda UniaoDiego Bramusse0% (1)
- Macroprocessos, Modelagem e FluoxogramaDocumento36 páginasMacroprocessos, Modelagem e Fluoxogramaduda oliveira100% (1)
- O Transporte Aereo1Documento17 páginasO Transporte Aereo1Delfino Bernardo ViegasAinda não há avaliações
- Alfabetização Ecológica: Das Pessoas Às Cadeias ProdutivasDocumento15 páginasAlfabetização Ecológica: Das Pessoas Às Cadeias ProdutivasDeborah MunhozAinda não há avaliações
- Artigo Habilidades Sociais em Tabagistas Uma Revisao de LiteraturaDocumento11 páginasArtigo Habilidades Sociais em Tabagistas Uma Revisao de LiteraturaAna MarcheAinda não há avaliações
- Aula 5 Probabilidades (Introducao)Documento7 páginasAula 5 Probabilidades (Introducao)Parth PrinceAinda não há avaliações
- Livros AstrologiaDocumento7 páginasLivros AstrologiaEspargiria100% (2)
- Trajetoria Internacional Do Brasil ArtigDocumento664 páginasTrajetoria Internacional Do Brasil ArtigMayan SantosAinda não há avaliações
- PENSI - Simulado - AFA-EFOMM-EN - 21 - Ciclo 2 - Modelo AFA-2Documento10 páginasPENSI - Simulado - AFA-EFOMM-EN - 21 - Ciclo 2 - Modelo AFA-2Matheus FreireAinda não há avaliações