Você também pode gostar
- NBR ABNT PR 2030 e Sua Relevância para o o Cenário Atual - Ambipar - VG PDFDocumento4 páginasNBR ABNT PR 2030 e Sua Relevância para o o Cenário Atual - Ambipar - VG PDFMaraisa Santini0% (1)
- NP en Iso 15614-1 - 2005Documento37 páginasNP en Iso 15614-1 - 2005Anonymous 3sOtS4Uvqm100% (2)
- Pi-Mv-003-Inspeção de Estruturas MetálicasDocumento8 páginasPi-Mv-003-Inspeção de Estruturas MetálicasSidnei Rodrigues100% (5)
- NBR 7414 - Zincagem Por Imersão A Quente.Documento4 páginasNBR 7414 - Zincagem Por Imersão A Quente.FABRICIOKOCHE100% (1)
- NBR 7397 - Produto de Aco Ou Ferro Fundido Revestido de Zinco Por Imersao A Quente - Determinacao PDFDocumento4 páginasNBR 7397 - Produto de Aco Ou Ferro Fundido Revestido de Zinco Por Imersao A Quente - Determinacao PDFDenis Yasmin AlineAinda não há avaliações
- NBR 11889Documento9 páginasNBR 11889Romulo EduardoAinda não há avaliações
- Abnt NBR 15158-2004Documento7 páginasAbnt NBR 15158-2004Fantasma Do Caribe75% (4)
- Qualifica Odeprocedimento 120109075432 Phpapp01Documento41 páginasQualifica Odeprocedimento 120109075432 Phpapp01Isaque Bruno VermelhoAinda não há avaliações
- Abnt NBR 5426-1985Documento63 páginasAbnt NBR 5426-1985Everaldo Leme100% (3)
- NBR 6136 - Bloco Vazado de Concreto Simples para Alvenaria EstruturalDocumento6 páginasNBR 6136 - Bloco Vazado de Concreto Simples para Alvenaria Estruturalvinicius sales100% (11)
- NBR 07008 - Chapas de Aco-Carbono Zincadas Pelo Processo Continuo de Imersao A QuenteDocumento7 páginasNBR 07008 - Chapas de Aco-Carbono Zincadas Pelo Processo Continuo de Imersao A QuenteStefanny CostaAinda não há avaliações
- NBR 7400Documento4 páginasNBR 7400Petiscar Petisco100% (1)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- N-2301.Elaboração Da Documentação Técnica de SoldagemDocumento19 páginasN-2301.Elaboração Da Documentação Técnica de SoldagemLuciano Marcelo Oliveira100% (2)
- Asme Ix - TraduzidaDocumento12 páginasAsme Ix - TraduzidaLúcio SantosAinda não há avaliações
- Abnt NBR 7007-2016Documento10 páginasAbnt NBR 7007-2016José JuniorAinda não há avaliações
- NBR 6650 (Set 1986) - Chapas Finas A Quente de Aço-Carbono para Uso EstruturalDocumento2 páginasNBR 6650 (Set 1986) - Chapas Finas A Quente de Aço-Carbono para Uso EstruturalYuri Bahia de Vasconcelos100% (1)
- Norma ABNT 5906Documento1 páginaNorma ABNT 5906simonemorena13Ainda não há avaliações
- NBR 8647Documento10 páginasNBR 8647RC COMERCIOAinda não há avaliações
- NBR 6323Documento3 páginasNBR 6323Eduardo PiattiAinda não há avaliações
- Astm A36Documento2 páginasAstm A36johnnyoliveira0% (1)
- Abnt NBR 14847 - Inspeção de Serviçoes de Pintura em Superfícies MetálicasDocumento6 páginasAbnt NBR 14847 - Inspeção de Serviçoes de Pintura em Superfícies MetálicasMarcelo E Jeansandra100% (1)
- Microsoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDocumento3 páginasMicrosoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDaniel RochaAinda não há avaliações
- NBR 6648 Chapas Grossas de Aco Carbono para Uso Estrutural PDFDocumento4 páginasNBR 6648 Chapas Grossas de Aco Carbono para Uso Estrutural PDFVeraAinda não há avaliações
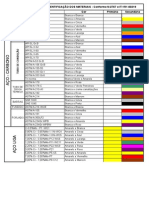
- Tabela de CoresDocumento2 páginasTabela de CoresRGuilardi2013Ainda não há avaliações
- NBR 7008 Chapas e Bobinas de Aco Revestidas Com Zinco Ou Com Liga Zinco-Ferro Pelo Processo Continuo de Imersao A Quente - EspecificacaoDocumento7 páginasNBR 7008 Chapas e Bobinas de Aco Revestidas Com Zinco Ou Com Liga Zinco-Ferro Pelo Processo Continuo de Imersao A Quente - Especificacaoarqui13Ainda não há avaliações
- Astm A572 PDF - En.ptDocumento6 páginasAstm A572 PDF - En.ptJonathanAinda não há avaliações
- NP EN ISO 3834-2 - 2015 (Full Permission)Documento15 páginasNP EN ISO 3834-2 - 2015 (Full Permission)Sérgio Monteiro0% (1)
- NBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralDocumento2 páginasNBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralYuri Bahia de VasconcelosAinda não há avaliações
- Guia de Soldagem Hardox Wear Plate PT 103 V2 2020Documento24 páginasGuia de Soldagem Hardox Wear Plate PT 103 V2 2020Ricardo100% (2)
- Apostila Módulo 9 - Defeitos de FundiçãoDocumento118 páginasApostila Módulo 9 - Defeitos de Fundiçãoleonardo finoket da silvaAinda não há avaliações
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 páginasNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosAinda não há avaliações
- Etd-00.002 Zincagem em Geral - 60315Documento6 páginasEtd-00.002 Zincagem em Geral - 60315Rafael GonçalvesAinda não há avaliações
- Tolerância de Chapas Grossas Conform NBR 11889Documento9 páginasTolerância de Chapas Grossas Conform NBR 11889anderdrumerAinda não há avaliações
- Soldagem de Chapas CladeadasDocumento4 páginasSoldagem de Chapas CladeadasrginunesAinda não há avaliações
- Din 50961 PDFDocumento6 páginasDin 50961 PDFLuciano Fontes100% (2)
- NBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDocumento27 páginasNBR5884 - 2000 - Perfil I Estrutural de Aço Soldado Por Arco e PDFDanilo Da Cruz CardosoAinda não há avaliações
- Apostila de Métodos e Processos de CaldeirariaDocumento209 páginasApostila de Métodos e Processos de CaldeirariaClaudio Rodrigues100% (2)
- Usi Sac 300Documento1 páginaUsi Sac 300leommsouza100% (2)
- N-1710 Anexo D - AmDocumento16 páginasN-1710 Anexo D - AmRodrigo Cesar Braga100% (1)
- Tratamento TérmicoDocumento18 páginasTratamento Térmicoandressa2276010Ainda não há avaliações
- NBR Iso 2768-2Documento9 páginasNBR Iso 2768-2Antonio Carlos Kerber PinhoAinda não há avaliações
- N 0013 PDFDocumento27 páginasN 0013 PDFRGuilardi2013100% (2)
- NBR 11888 (1992) PDFDocumento13 páginasNBR 11888 (1992) PDFJesus Enrique Alfonzo Rivero100% (1)
- N-1738 - Desc SoldaDocumento30 páginasN-1738 - Desc SoldaAnonymous NfBZVB100% (1)
- Voith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosDocumento21 páginasVoith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosUgoRibeiroAinda não há avaliações
- NBR 6649 - Chapas Finas A Frio de Aço-Carbono para Uso Estr PDFDocumento2 páginasNBR 6649 - Chapas Finas A Frio de Aço-Carbono para Uso Estr PDFmargarethsm100% (2)
- Relatório Materiais MetálicosDocumento14 páginasRelatório Materiais Metálicoskobeh10100% (1)
- NBR 10476 - 2016 - Sobre Zincagem (Cromatizado - Bicromatizado)Documento16 páginasNBR 10476 - 2016 - Sobre Zincagem (Cromatizado - Bicromatizado)FAPEMA SGQAinda não há avaliações
- 05 AncoragemDocumento36 páginas05 AncoragemJose Marcos Martins Reis100% (2)
- NBR 05903 (1983) PDFDocumento11 páginasNBR 05903 (1983) PDFJesus Enrique Alfonzo RiveroAinda não há avaliações
- Projeto NBR 10476 - 2016 - Revestimentos de Zinco Eletrodepositados Sobre Ferro Ou Aço - EspecificaçãoDocumento15 páginasProjeto NBR 10476 - 2016 - Revestimentos de Zinco Eletrodepositados Sobre Ferro Ou Aço - EspecificaçãoSérgio GnipperAinda não há avaliações
- NBR 14913 - Fechadura de EmbutirDocumento26 páginasNBR 14913 - Fechadura de EmbutirRodrigoymk100% (1)
- Abnt - NBR 6120 NB 5 - Cargas para O Calculo de Estruturas de Edificacoes OKDocumento6 páginasAbnt - NBR 6120 NB 5 - Cargas para O Calculo de Estruturas de Edificacoes OKMarcio Martins100% (1)
- NBR-6363 TB 107 - Tempera Do Cobre e Suas LigasDocumento5 páginasNBR-6363 TB 107 - Tempera Do Cobre e Suas Ligasreativo3521100% (1)
- N-1592 Teste Por PontosDocumento5 páginasN-1592 Teste Por PontosEliane Santos100% (1)
- NBR 209Documento8 páginasNBR 209Rafael Zanetti100% (1)
- NBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosDocumento9 páginasNBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosTiago Lima Carrijo100% (1)
- JDM F23Documento14 páginasJDM F23thiagoAinda não há avaliações
- BOSCH Catalogo de Acessorios 2022 WebDocumento320 páginasBOSCH Catalogo de Acessorios 2022 WebFabrício EscudineAinda não há avaliações
- NBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoDocumento7 páginasNBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoCamille BakerAinda não há avaliações
- NBR 6323 Produto de Ao Ou Ferro Fundido Revestido de ZinDocumento3 páginasNBR 6323 Produto de Ao Ou Ferro Fundido Revestido de ZinRafael FruchiAinda não há avaliações
- NBR 08964 - 1985 - Arame de Aço para GabiõesDocumento5 páginasNBR 08964 - 1985 - Arame de Aço para Gabiõesjonas_luciano30Ainda não há avaliações
- NBR 07008 Chapas de Aco Carbono Zincadas Pelo Processo Continuo de Imersao A Quente PDFDocumento7 páginasNBR 07008 Chapas de Aco Carbono Zincadas Pelo Processo Continuo de Imersao A Quente PDFJoshua WalkerAinda não há avaliações
- NBR 7399 - Jun90 - Prod - Aço Ou FºFº Revest. Zinco Quente - Verif. Espessura Proc. Ñ DestrutivoDocumento4 páginasNBR 7399 - Jun90 - Prod - Aço Ou FºFº Revest. Zinco Quente - Verif. Espessura Proc. Ñ DestrutivoCássio HerediaAinda não há avaliações
- ABNT Associacao Brasileira de Normas TecDocumento26 páginasABNT Associacao Brasileira de Normas TechnmilanAinda não há avaliações
- DNER-EM366-97 - Arame Farpado de Aço Zincado PDFDocumento5 páginasDNER-EM366-97 - Arame Farpado de Aço Zincado PDFrenatacruzAinda não há avaliações
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 páginasNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comAinda não há avaliações
- NCh0203-1977 TraduçãoDocumento7 páginasNCh0203-1977 TraduçãoLeonelAinda não há avaliações
- NBR 11868 - 91 (EB-2168) - Arame Redondo de Aço-Carbono, Trefilado, para Fabricação de Raios de Rodas - 3pagDocumento3 páginasNBR 11868 - 91 (EB-2168) - Arame Redondo de Aço-Carbono, Trefilado, para Fabricação de Raios de Rodas - 3pagClaudio LorenzoniAinda não há avaliações
- NBR 6497 - Levantamento GeotecnicoDocumento7 páginasNBR 6497 - Levantamento GeotecnicoCristiane SimplesmentecrysAinda não há avaliações
- NBR 6523 - Dispositivo de Entrada e Fixacao de Cabo de ForcaDocumento4 páginasNBR 6523 - Dispositivo de Entrada e Fixacao de Cabo de ForcaDaniel RochaAinda não há avaliações
- NBR 6253 - Fusiveis CartuchoDocumento5 páginasNBR 6253 - Fusiveis CartuchoDaniel RochaAinda não há avaliações
- NBR 6468 - Telha de Fibrocimento - Resistência A FlexãoDocumento2 páginasNBR 6468 - Telha de Fibrocimento - Resistência A FlexãoDaniel RochaAinda não há avaliações
- NBR 6157 - Materiais Metalicos - Determinacao Da ResistenciDocumento8 páginasNBR 6157 - Materiais Metalicos - Determinacao Da ResistenciDaniel Rocha100% (1)
- NBR 6320 - Chapas para Condensadores e Trocadores de CalorDocumento11 páginasNBR 6320 - Chapas para Condensadores e Trocadores de CalorDaniel RochaAinda não há avaliações
- 6146 - Involucros de Equipamentos Eletricos - ProtecaoDocumento14 páginas6146 - Involucros de Equipamentos Eletricos - ProtecaoleobrilhaAinda não há avaliações
- NBR 6137 - Pisos para Revestimento de PavimentosDocumento9 páginasNBR 6137 - Pisos para Revestimento de PavimentosDaniel RochaAinda não há avaliações
- NBR 5998 - Sistemas de Vedacao Placas de ApoioDocumento5 páginasNBR 5998 - Sistemas de Vedacao Placas de ApoioDaniel RochaAinda não há avaliações
- NBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDocumento5 páginasNBR 5906 - Chapas Finas A Quente de Aco Carbono para EstampagemDaniel Rocha100% (1)
- NBR 5929 - Motores de Combustao Interna Alternativos VeiculDocumento4 páginasNBR 5929 - Motores de Combustao Interna Alternativos VeiculDaniel RochaAinda não há avaliações
- Sintese NBR 6023 - Apresentação de Referências Bibliográfica PDFDocumento14 páginasSintese NBR 6023 - Apresentação de Referências Bibliográfica PDFCarlos Alberto GasttiAinda não há avaliações
- NBR 5741 - Extração e Preparação de Amostras de CimentosDocumento3 páginasNBR 5741 - Extração e Preparação de Amostras de CimentosDaniel RochaAinda não há avaliações
- Labilidade e InérciaDocumento19 páginasLabilidade e InérciaMichell De Oliveira AlmeidaAinda não há avaliações
- Catalogo Scotch Brite Industrial 3MDocumento16 páginasCatalogo Scotch Brite Industrial 3MRafael Canizares ChiarandiAinda não há avaliações
- Relatorio Tratamento TERMICODocumento9 páginasRelatorio Tratamento TERMICOThyago LopesAinda não há avaliações
- Deformação Plástica Dos MetaisDocumento23 páginasDeformação Plástica Dos MetaisLicurgo Borges WinckAinda não há avaliações
- Resumo de SoldagemDocumento7 páginasResumo de Soldagemalex gomesAinda não há avaliações
- Soldagem Oxi AcetilenoDocumento3 páginasSoldagem Oxi AcetilenoFelipe MedeirosAinda não há avaliações
- Aços Ao CarbonoDocumento4 páginasAços Ao Carbonopaoliello88Ainda não há avaliações
- TL217 PT 2002-07-01Documento6 páginasTL217 PT 2002-07-01Ricardo VitorianoAinda não há avaliações
- Pintura IndustrialDocumento28 páginasPintura IndustrialLamon AlvesAinda não há avaliações
- Fixação Concreto - HardDocumento4 páginasFixação Concreto - HardDiego O. SantosAinda não há avaliações
- Forjamento Parte 1Documento77 páginasForjamento Parte 1rafaelsgpAinda não há avaliações
- Dsel-024-Kst KB Cromo 9 VNDocumento1 páginaDsel-024-Kst KB Cromo 9 VNDaniloAinda não há avaliações
- Introdução ZNDocumento16 páginasIntrodução ZNGulliver CatãoAinda não há avaliações
- Declaração Rohs Digicabo PDFDocumento1 páginaDeclaração Rohs Digicabo PDFFpluccasAinda não há avaliações
- Calculo Fumos MetalicosDocumento3 páginasCalculo Fumos MetalicosArea Técnica PrevinirAinda não há avaliações
- Refino de Chumbo Compatibility ModeDocumento35 páginasRefino de Chumbo Compatibility Modetguimarães_797262Ainda não há avaliações
- Seminário Geoquímica Sobre Depósito Chumbo (PB) e ZincoDocumento38 páginasSeminário Geoquímica Sobre Depósito Chumbo (PB) e ZincoSidione Oliveira SouzaAinda não há avaliações
- 6 - CorrosãoDocumento44 páginas6 - CorrosãoJosé Luiz dos SantosAinda não há avaliações
- TCC - Influência Do Dobramento A Frio Na Microestrutura e Microdureza de Um Aço Baixo Carbono Abntsae 1015Documento67 páginasTCC - Influência Do Dobramento A Frio Na Microestrutura e Microdureza de Um Aço Baixo Carbono Abntsae 1015Yuichiro NakataAinda não há avaliações
- Exercício-Tus - IfspDocumento8 páginasExercício-Tus - IfspCarlosAinda não há avaliações
- Raios Mínimos de Curvamento para TubosDocumento10 páginasRaios Mínimos de Curvamento para TubosAngel CisnerosAinda não há avaliações
- Afiação de FerramentasDocumento4 páginasAfiação de FerramentasLara StephanieAinda não há avaliações