Você também pode gostar
- Tubulações IndustriaisDocumento332 páginasTubulações IndustriaisMelina LageAinda não há avaliações
- Manutenção Classe Mundial STAB 06 - 08 - 19Documento53 páginasManutenção Classe Mundial STAB 06 - 08 - 19fabianowebmail100% (1)
- N-293 Contec: Rev. F 11 / 2008Documento38 páginasN-293 Contec: Rev. F 11 / 2008Abner MartinsAinda não há avaliações
- CII Certificado Internacional de ImportacaoDocumento7 páginasCII Certificado Internacional de ImportacaoMarcus DragoAinda não há avaliações
- INIC0000937 OkDocumento4 páginasINIC0000937 OkIgor PaivaAinda não há avaliações
- Os 12 Elementos Da Gestão de Excelência - LinkedInDocumento8 páginasOs 12 Elementos Da Gestão de Excelência - LinkedInfabianowebmailAinda não há avaliações
- CPK Manual ServicoDocumento21 páginasCPK Manual ServicoJoão Marcos Monteiro BernardesAinda não há avaliações
- N-1931 (1) Material de TubulaçãoDocumento63 páginasN-1931 (1) Material de TubulaçãoLuisAinda não há avaliações
- Prova 04 ID N1Documento16 páginasProva 04 ID N1Romário AlistonAinda não há avaliações
- Manual de Dimensões PDFDocumento433 páginasManual de Dimensões PDFnamecarvalhoAinda não há avaliações
- N 0466 PDFDocumento32 páginasN 0466 PDFTimoteo ProgenioAinda não há avaliações
- N-58 Símbolos Gráficos para Fluxogramas de Processo e de EngenhariaDocumento35 páginasN-58 Símbolos Gráficos para Fluxogramas de Processo e de EngenhariaGenioOliveiora100% (1)
- N 0906Documento22 páginasN 0906Raphael Gomes GarciaAinda não há avaliações
- Fundamentos Basicos Sobre Valvula de ControleDocumento8 páginasFundamentos Basicos Sobre Valvula de ControleCleiton ResendeAinda não há avaliações
- C Chillers WDocumento12 páginasC Chillers Wfabianowebmail100% (1)
- FATEC - Normas e Códigos Nacionais e Internacionais (84Pg)Documento84 páginasFATEC - Normas e Códigos Nacionais e Internacionais (84Pg)147852147852100% (2)
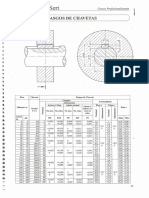
- ChavetaDocumento2 páginasChavetaSamuel StábileAinda não há avaliações
- Sist. de Armazenagem - Croqui Inspeção Topo e FundoDocumento1 páginaSist. de Armazenagem - Croqui Inspeção Topo e FundofernandoAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- Diferença Entre Tubo A-53 e A106 ADocumento1 páginaDiferença Entre Tubo A-53 e A106 AFredericoFerrazAinda não há avaliações
- N-2634 0 - Operações de Passagens de Pigs em DutosDocumento18 páginasN-2634 0 - Operações de Passagens de Pigs em DutosMarcella BallaAinda não há avaliações
- Valvulas Industriais Padronizadas e Especiais 1Documento53 páginasValvulas Industriais Padronizadas e Especiais 1LDM Man. e Mont. Ind. EIRELIAinda não há avaliações
- Prova 02 ID N1Documento16 páginasProva 02 ID N1Romário AlistonAinda não há avaliações
- N-2167 Classificação de Áreas para Instalações Elétricas em Unidades de Transporte de Petróleo, Gás E DerivadosDocumento42 páginasN-2167 Classificação de Áreas para Instalações Elétricas em Unidades de Transporte de Petróleo, Gás E Derivadosbenilton2763Ainda não há avaliações
- Procedimento: Rev. C SET / 98Documento23 páginasProcedimento: Rev. C SET / 98aloliveira7811Ainda não há avaliações
- Índice de Revisões: Especificação Técnica ET-5220.00-2316-200-GAZ-001Documento132 páginasÍndice de Revisões: Especificação Técnica ET-5220.00-2316-200-GAZ-001Cristiano RochinhaAinda não há avaliações
- NBR PETROBRAS N5b - Limpeza de Superficies de Aco Por Acao Fisico-Quimica PDFDocumento8 páginasNBR PETROBRAS N5b - Limpeza de Superficies de Aco Por Acao Fisico-Quimica PDFEduardo SottiliAinda não há avaliações
- Diagrama Processo Instrumentacao Rev DDocumento1 páginaDiagrama Processo Instrumentacao Rev DDouglas SilvaAinda não há avaliações
- Protocolos de Saúde Mental Na Pandemia de Covid 19Documento171 páginasProtocolos de Saúde Mental Na Pandemia de Covid 19vitorho0% (1)
- Questões Prova Teórica CuritibaDocumento7 páginasQuestões Prova Teórica Curitibaaloliveira7811Ainda não há avaliações
- Simulado PetrobrasDocumento16 páginasSimulado PetrobrasLaura Caroline A. MarinhoAinda não há avaliações
- Catalogo EngrenagensDocumento12 páginasCatalogo EngrenagensCristiano RamosAinda não há avaliações
- Catálogo MgaDocumento42 páginasCatálogo MgacristianoclemAinda não há avaliações
- Spirax Sarco - Filtros PDFDocumento29 páginasSpirax Sarco - Filtros PDFErik GallAinda não há avaliações
- Filtro Y Spiraxsarco FIG34 PDFDocumento2 páginasFiltro Y Spiraxsarco FIG34 PDFThomasFrenchAinda não há avaliações
- Catálogo de Produtos Spirax SarcoDocumento8 páginasCatálogo de Produtos Spirax SarcoRafael BentesAinda não há avaliações
- ANEXO C - Conexões PDFDocumento299 páginasANEXO C - Conexões PDFFrancisco NascimentoAinda não há avaliações
- ACO Documentos de InspecaoDocumento2 páginasACO Documentos de Inspecaogf__8272Ainda não há avaliações
- Placa de Orifício - IntroduçãoDocumento3 páginasPlaca de Orifício - IntroduçãoIngridAinda não há avaliações
- N-0108 Suspiros e DrenosDocumento27 páginasN-0108 Suspiros e DrenosJosila Salgado Fagundes100% (1)
- Sa 105 e Astm A105Documento1 páginaSa 105 e Astm A105Henrique Anderson da SilvaAinda não há avaliações
- QUESTIONARIO (Eliton Almeida - Respondido) (Salvo Automaticamente) PretoDocumento46 páginasQUESTIONARIO (Eliton Almeida - Respondido) (Salvo Automaticamente) PretoErik100% (2)
- Valvula de Bloqueio Absoluto PDFDocumento7 páginasValvula de Bloqueio Absoluto PDFmateusT850Ainda não há avaliações
- 440 Questões de Marcar Sobre SoldagemDocumento10 páginas440 Questões de Marcar Sobre SoldagemdouglaserhartAinda não há avaliações
- Placas de OrifícioDocumento2 páginasPlacas de OrifícioLuciana MoraAinda não há avaliações
- Em-001 - Especificação Asfalto Polimero r2Documento2 páginasEm-001 - Especificação Asfalto Polimero r2Fernando SilvaAinda não há avaliações
- Engenheiro A Equipamentos J Nior Inspe 2014 PDFDocumento17 páginasEngenheiro A Equipamentos J Nior Inspe 2014 PDFKatia SouzaAinda não há avaliações
- N 1367Documento5 páginasN 1367André FernandesAinda não há avaliações
- N 0057Documento101 páginasN 0057caikbarrosAinda não há avaliações
- Tratamento Térmico PDFDocumento8 páginasTratamento Térmico PDFRenato AlvesAinda não há avaliações
- ANEXO B - Tubos PDFDocumento29 páginasANEXO B - Tubos PDFFrancisco NascimentoAinda não há avaliações
- Proteção Anti-Desgaste KalenbornDocumento44 páginasProteção Anti-Desgaste Kalenborngldias100% (1)
- NBR 10474 TB 338 - Qualificacao em SoldagemDocumento27 páginasNBR 10474 TB 338 - Qualificacao em Soldagemtainah20100% (1)
- NBR 13225 PDFDocumento14 páginasNBR 13225 PDFCamila Cristina PaziniAinda não há avaliações
- N 2911 PDFDocumento35 páginasN 2911 PDFEdson Fernando MichesAinda não há avaliações
- Catalogo Arame Tubular PDFDocumento12 páginasCatalogo Arame Tubular PDFGeovane FerreiraAinda não há avaliações
- MSS SP 9 - 01 Faceamento para Porcas em Flanges de Ferro, ADocumento5 páginasMSS SP 9 - 01 Faceamento para Porcas em Flanges de Ferro, AcasperxxxAinda não há avaliações
- N-0464 Construção, Montagem e CondicionamentoDocumento42 páginasN-0464 Construção, Montagem e CondicionamentoWellington Lopes BanhosAinda não há avaliações
- Catálogo Consumíveis SandivikDocumento6 páginasCatálogo Consumíveis SandivikRamon AraujoAinda não há avaliações
- Ancoragem Mecânica PDFDocumento58 páginasAncoragem Mecânica PDFMaria Lidiane MarquesAinda não há avaliações
- Definição de PoliolefinasDocumento5 páginasDefinição de PoliolefinasGuilherme TeixeiraAinda não há avaliações
- Manual VEB 150, 300 e 600Documento5 páginasManual VEB 150, 300 e 600Melyssa Motta da SilvaAinda não há avaliações
- Manual Vet s1000 FLG 300Documento4 páginasManual Vet s1000 FLG 300Leandro AmorimAinda não há avaliações
- Manual VEM - 1000 - WOGDocumento5 páginasManual VEM - 1000 - WOGgabriel.202312711Ainda não há avaliações
- Manual VET - FLG - 150Documento4 páginasManual VET - FLG - 150MaxiwendelAinda não há avaliações
- Treinamento Rca 5WDocumento11 páginasTreinamento Rca 5WfabianowebmailAinda não há avaliações
- Os 3 Tipos de Disponibilidade Industrial (Segundo A NBR 5462) - ENGETELESDocumento14 páginasOs 3 Tipos de Disponibilidade Industrial (Segundo A NBR 5462) - ENGETELESfabianowebmailAinda não há avaliações
- LPP - Abril - GHSDocumento1 páginaLPP - Abril - GHSfabianowebmailAinda não há avaliações
- LPP - Manut - Maio - Equip SegurançaDocumento1 páginaLPP - Manut - Maio - Equip SegurançafabianowebmailAinda não há avaliações
- LPP - Abril - ErgonomiaDocumento1 páginaLPP - Abril - ErgonomiafabianowebmailAinda não há avaliações
- Indicadores de Performance Da Manutenção IndustrialDocumento19 páginasIndicadores de Performance Da Manutenção IndustrialfabianowebmailAinda não há avaliações
- Wrench Time - o Que É e Como Aplicar o Conceito Na IndústriaDocumento3 páginasWrench Time - o Que É e Como Aplicar o Conceito Na IndústriafabianowebmailAinda não há avaliações
- WRENCH TIME - Calculo-De-Fator-De-ProdutividadeDocumento8 páginasWRENCH TIME - Calculo-De-Fator-De-ProdutividadefabianowebmailAinda não há avaliações
- Documento Nacional - AbramanDocumento1 páginaDocumento Nacional - AbramanfabianowebmailAinda não há avaliações
- Fator de Produtividade Na Manutenção Industrial - Engeteles - Engenharia de ManutençãoDocumento13 páginasFator de Produtividade Na Manutenção Industrial - Engeteles - Engenharia de ManutençãofabianowebmailAinda não há avaliações
- Bio100e - BQL - FispqDocumento5 páginasBio100e - BQL - FispqfabianowebmailAinda não há avaliações
- Adesivo de Contato - Cascola Tradicional - Henkel - FispqDocumento14 páginasAdesivo de Contato - Cascola Tradicional - Henkel - FispqfabianowebmailAinda não há avaliações
- 12 Resumo Gratuito - Rodd Wagner e James K. HarterDocumento3 páginas12 Resumo Gratuito - Rodd Wagner e James K. HarterfabianowebmailAinda não há avaliações
- Argônio Líquido Refrigerado - Air Liquide - FispqDocumento8 páginasArgônio Líquido Refrigerado - Air Liquide - FispqfabianowebmailAinda não há avaliações
- Acetileno Dissolvido - Air Liquide - FispqDocumento9 páginasAcetileno Dissolvido - Air Liquide - FispqfabianowebmailAinda não há avaliações
- 1) Utilizar A Transação IW68 - Modificar Itens de NotaDocumento3 páginas1) Utilizar A Transação IW68 - Modificar Itens de NotafabianowebmailAinda não há avaliações
- Ficha Tecnica Chave de Fluxo Com Palheta Modelo 019 ConautDocumento1 páginaFicha Tecnica Chave de Fluxo Com Palheta Modelo 019 ConautfabianowebmailAinda não há avaliações
- 1-Apresentação-Yellow Belt-Rev2Documento116 páginas1-Apresentação-Yellow Belt-Rev2fabianowebmailAinda não há avaliações
- Análise de Risco de Um Torno MecânicoDocumento25 páginasAnálise de Risco de Um Torno MecânicofabianowebmailAinda não há avaliações
- Fisioterapia - GEORGE VILA VERDE SILVADocumento45 páginasFisioterapia - GEORGE VILA VERDE SILVANelleAinda não há avaliações
- Prova 2 2014Documento8 páginasProva 2 2014Taciana GuarnieriAinda não há avaliações
- Turismo Inclusivo Oportunidades e Desafios (Original)Documento131 páginasTurismo Inclusivo Oportunidades e Desafios (Original)Rui CoutinhoAinda não há avaliações
- Transmissor-Receptor Com InfravermelhoDocumento2 páginasTransmissor-Receptor Com InfravermelhoAugusto Cunha MortensenAinda não há avaliações
- Tecido Conjuntivo SILVANA 2022Documento32 páginasTecido Conjuntivo SILVANA 2022Gilbran Elias De AlmeidaAinda não há avaliações
- Planejamento Avt Luminares 2020Documento24 páginasPlanejamento Avt Luminares 2020Luisa Garrido100% (1)
- Aline Apg 3Documento9 páginasAline Apg 3aline matos de carvalho bertoAinda não há avaliações
- Assoreamento: Estudo de CasoDocumento50 páginasAssoreamento: Estudo de CasoiTCC Assessoria AcadêmicaAinda não há avaliações
- Iberografias Nº10Documento158 páginasIberografias Nº10Centro de Estudos IbéricosAinda não há avaliações
- Exercícios-Espelhos EsfericosDocumento5 páginasExercícios-Espelhos EsfericosMarcelo Barros VillaAinda não há avaliações
- Atividade de Sistematização e Avaliacao Parcial Individual g3319 Est. Madeira Sem II 2019 Rev 00, Etapa 1 de 2Documento2 páginasAtividade de Sistematização e Avaliacao Parcial Individual g3319 Est. Madeira Sem II 2019 Rev 00, Etapa 1 de 2rafzaltronAinda não há avaliações
- Elias Alberto Laquimane - Ficha de Exercicios - Quimica Inorganica IIDocumento9 páginasElias Alberto Laquimane - Ficha de Exercicios - Quimica Inorganica IIElias Alberto LaquimaneAinda não há avaliações
- Abnt - NBR 10354 TB 169 - Reservatorios de Poliester Reforcado Com Fibra de VidroDocumento3 páginasAbnt - NBR 10354 TB 169 - Reservatorios de Poliester Reforcado Com Fibra de VidrormfdinizAinda não há avaliações
- Weber - WikipediaDocumento2 páginasWeber - WikipediabrunoschwarzAinda não há avaliações
- TH028 - 10 - 2 - Tratamento - Parametros de QADocumento11 páginasTH028 - 10 - 2 - Tratamento - Parametros de QAnicolau baltazar massabandeAinda não há avaliações
- A Credibilidade Das Informações OnlineDocumento14 páginasA Credibilidade Das Informações OnlineRaphael AndradeAinda não há avaliações
- Teste 4 11 Asa Enunciado Resolução 2021 2022Documento9 páginasTeste 4 11 Asa Enunciado Resolução 2021 2022martim loboAinda não há avaliações
- Bioquímica 2 - Síntese de Acídos GraxosDocumento10 páginasBioquímica 2 - Síntese de Acídos GraxosGiulliene SousaAinda não há avaliações
- Insuf. HepáticaDocumento19 páginasInsuf. HepáticaRonaldo DuarteAinda não há avaliações
- Seleà à o Genética e Genà Mica em Gado de LeiteDocumento113 páginasSeleà à o Genética e Genà Mica em Gado de LeiteStephany PedroAinda não há avaliações
- Normas InfraeroDocumento69 páginasNormas InfraeroRicardoAinda não há avaliações
- FIBRASDocumento10 páginasFIBRASGuilherme Belak SchmitkeAinda não há avaliações
- DocumentoDocumento68 páginasDocumentoEdfrank Alves de AssisAinda não há avaliações
- Manual TCC AnhangueraDocumento34 páginasManual TCC AnhangueraAlessandro AvilaAinda não há avaliações
- Manual RelogioDocumento28 páginasManual RelogioEduardo DinizAinda não há avaliações
- Etapa ADocumento61 páginasEtapa ALucas FurtadoAinda não há avaliações
- MAPA - Cálculo Diferencial e Integral IIDocumento6 páginasMAPA - Cálculo Diferencial e Integral IIEdson RibeiroAinda não há avaliações
- AparecidoDocumento1 páginaAparecidosuzyAinda não há avaliações