Você também pode gostar
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Teste Hidrostatico Permutadores CONTRERASDocumento12 páginasTeste Hidrostatico Permutadores CONTRERASLuis GomesAinda não há avaliações
- Procedimento Petrobras EstanqeuidadeDocumento18 páginasProcedimento Petrobras Estanqeuidadeadolfoeiras6714Ainda não há avaliações
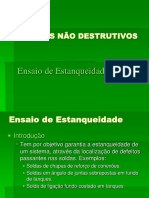
- Ensaio de EstanquiedadeDocumento7 páginasEnsaio de EstanquiedadeGian100% (1)
- IM-004 - Calibração de Equipamentos de Medição de TemperaturaDocumento16 páginasIM-004 - Calibração de Equipamentos de Medição de TemperaturaDavid MendelsohnAinda não há avaliações
- NBR 13325-2 - Dispositivos de AncoragemDocumento38 páginasNBR 13325-2 - Dispositivos de AncoragemCaio CézarAinda não há avaliações
- Doc16 - IsO 9001 - Rastreabilidade Da MediçãoDocumento3 páginasDoc16 - IsO 9001 - Rastreabilidade Da MediçãozeliaornelasAinda não há avaliações
- Manual de Procedimentos de Consertos e Anlise de Ensaios de Transformadores de Distribuio Ve1Documento22 páginasManual de Procedimentos de Consertos e Anlise de Ensaios de Transformadores de Distribuio Ve1Albrei Bruno LepausAinda não há avaliações
- Randon2011 PDFDocumento1 páginaRandon2011 PDFVirgilio HorstsAinda não há avaliações
- Abnt NBR 10071-1994 - (Superada em 2015)Documento7 páginasAbnt NBR 10071-1994 - (Superada em 2015)Jurandir Elias De Moraes JuniorAinda não há avaliações
- Prontuario Vaso de PressaoDocumento1 páginaProntuario Vaso de PressaoItalo CutrimAinda não há avaliações
- Roteiro de Auto Inspeção para Atividades DesportivasDocumento4 páginasRoteiro de Auto Inspeção para Atividades DesportivasValter Fernandes JuniorAinda não há avaliações
- Procedimento MODELODocumento7 páginasProcedimento MODELOMauro CostaAinda não há avaliações
- Requalificacao GNV PDFDocumento4 páginasRequalificacao GNV PDFAlan AlvesAinda não há avaliações
- Tanques e Acessórios 2 - 3Documento20 páginasTanques e Acessórios 2 - 3LDM Man. e Mont. Ind. EIRELIAinda não há avaliações
- R14519 21 Ac 01 - AutoclaveDocumento29 páginasR14519 21 Ac 01 - AutoclaveIgor GomesAinda não há avaliações
- N-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoDocumento22 páginasN-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoLuciano RezendeAinda não há avaliações
- Gestão de Risco Caldeira PDFDocumento8 páginasGestão de Risco Caldeira PDFMarcos GrisiAinda não há avaliações
- Relatorio de Campo Vasos CompletoDocumento3 páginasRelatorio de Campo Vasos CompletoBruno FonsecaAinda não há avaliações
- End Estanqueidade RevDocumento12 páginasEnd Estanqueidade RevVitor LeonardoAinda não há avaliações
- Inspeção de Equipamentos para Trabalho em Altura - NR 35Documento1 páginaInspeção de Equipamentos para Trabalho em Altura - NR 35Gabriel MattosAinda não há avaliações
- 10 - 6 - QUESTIONARIO AT e CT Com Gabarito - (21-09-2021)Documento40 páginas10 - 6 - QUESTIONARIO AT e CT Com Gabarito - (21-09-2021)Antonio CarlosAinda não há avaliações
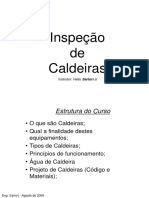
- Inspeção de Caldeiras Rev 1 Hadout - 2Documento169 páginasInspeção de Caldeiras Rev 1 Hadout - 2CarlosRamosAinda não há avaliações
- N-2511 - 2 PDFDocumento16 páginasN-2511 - 2 PDFEdmilson FaustinoAinda não há avaliações
- E QP Ecd 077Documento16 páginasE QP Ecd 077Fernando SilvaAinda não há avaliações
- Check List para Ponte RolanteDocumento2 páginasCheck List para Ponte Rolantemarciosousa2Ainda não há avaliações
- Databook Tanque 1000 DPA Sem AgitadorDocumento66 páginasDatabook Tanque 1000 DPA Sem AgitadorAlan Monteiro E RosângelaAinda não há avaliações
- 2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Documento6 páginas2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Paulo César Vieira de SouzaAinda não há avaliações
- Válvulas de SegurançaDocumento39 páginasVálvulas de SegurançaFabio Gomes100% (1)
- Et 6000.67 0000 970 PHN 003 BDocumento24 páginasEt 6000.67 0000 970 PHN 003 BJailson SamaritanoAinda não há avaliações
- Saint Gobain, - Teste Hidrostatico PDFDocumento4 páginasSaint Gobain, - Teste Hidrostatico PDFJoão Paulo RodriguesAinda não há avaliações
- Instrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoDocumento4 páginasInstrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoEduardo SonodaAinda não há avaliações
- Formação Da Equipe de Inspeções NR 13 Edição 2020Documento5 páginasFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Ainda não há avaliações
- Guia para Pintura de Tag e Categoria NR-13Documento11 páginasGuia para Pintura de Tag e Categoria NR-13Luis GomesAinda não há avaliações
- EwdwDocumento4 páginasEwdwAntonio Junior100% (1)
- Artigo Tecnico Vasos de PressãoDocumento2 páginasArtigo Tecnico Vasos de PressãoLuciano Marcelo OliveiraAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Laboratório de Metrologia - Visomes Certificado de Calibração N.º Lv19435-13-R0Documento1 páginaLaboratório de Metrologia - Visomes Certificado de Calibração N.º Lv19435-13-R0Camila PimentaAinda não há avaliações
- Ensaios Não ConvencionaisDocumento0 páginaEnsaios Não ConvencionaisHussiklypheeAinda não há avaliações
- Check-List Caldeira NR-13Documento8 páginasCheck-List Caldeira NR-13Elohim PredictiveAinda não há avaliações
- Caldeiras e VP - Requisitos Mínimos para A Construção - Parte 3 - ASME Code Section1Documento50 páginasCaldeiras e VP - Requisitos Mínimos para A Construção - Parte 3 - ASME Code Section1Ederson Guimaraes100% (2)
- Relatório ModeloDocumento2 páginasRelatório ModeloAssistente Engenharia HNRAinda não há avaliações
- Redução Coeficiente de Segurança - Vasos de PressãoDocumento2 páginasRedução Coeficiente de Segurança - Vasos de PressãoRicardoAinda não há avaliações
- Ficha de Inspeção Talabartes de SegurançaDocumento2 páginasFicha de Inspeção Talabartes de Segurançaconsultor Armando MarquesAinda não há avaliações
- PAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0Documento9 páginasPAR BUNGE Guariroba Pré Evap. 1 TAG 625311 .414.19-2020 Rev.0alexsandro_dias_1Ainda não há avaliações
- RCODocumento88 páginasRCOedvaldoAinda não há avaliações
- Laudo - Caldeira - Frigorífico Millenium - 2022Documento14 páginasLaudo - Caldeira - Frigorífico Millenium - 2022Savio Santos100% (1)
- Laudo de Estanqueidade 2022 - Auto Posto Santa Maria LtdaDocumento8 páginasLaudo de Estanqueidade 2022 - Auto Posto Santa Maria LtdaPauloAinda não há avaliações
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDocumento12 páginasN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraAinda não há avaliações
- Ebook Vasos de Pressao Por Que Apostar em Diferenciais TecnicosDocumento22 páginasEbook Vasos de Pressao Por Que Apostar em Diferenciais Tecnicosedilson_al100% (1)
- Normas - Asme Sec - VIIIDocumento7 páginasNormas - Asme Sec - VIIISantos SilvestreAinda não há avaliações
- Vasos de Pressao - ABNT - Projeto de NormaDocumento72 páginasVasos de Pressao - ABNT - Projeto de NormaEderson GuimaraesAinda não há avaliações
- Prova de Carga em Linha de VidaDocumento65 páginasProva de Carga em Linha de VidaJean SilvestreAinda não há avaliações
- N 0270Documento65 páginasN 0270Roberto MiletAinda não há avaliações
- PAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST JulianaDocumento10 páginasPAR-XXX.414.19-2020 Curvas Do Eco. Cal. BUNGE ST Julianaalexsandro_dias_1Ainda não há avaliações
- Endoscopia IndustrialDocumento25 páginasEndoscopia IndustrialLuciano Marcelo OliveiraAinda não há avaliações
- Pcq-003 - Inspeção Visual e Dimensional de Solda - Rev1 - 2013!01!30Documento20 páginasPcq-003 - Inspeção Visual e Dimensional de Solda - Rev1 - 2013!01!30Victor FonsecaAinda não há avaliações
- PCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Documento35 páginasPCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Victor Fonseca100% (1)
- PCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Documento35 páginasPCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Victor Fonseca100% (1)
- Pcq-003 - Inspeção Visual e Dimensional de Solda - Rev1 - 2013!01!30Documento20 páginasPcq-003 - Inspeção Visual e Dimensional de Solda - Rev1 - 2013!01!30Victor FonsecaAinda não há avaliações
- PD-01 - Procedimento de Decapagem - RevbDocumento1 páginaPD-01 - Procedimento de Decapagem - RevbVictor FonsecaAinda não há avaliações
- Din 8570-Din 7168 - Tolerâncias Dimensionais Caldeiraria-UsinagemDocumento1 páginaDin 8570-Din 7168 - Tolerâncias Dimensionais Caldeiraria-UsinagemVictor Fonseca100% (1)
- Abende DC001Documento30 páginasAbende DC001Victor Fonseca100% (1)
- About LigninDocumento3 páginasAbout LigninVictor FonsecaAinda não há avaliações
- ST EjectDocumento3 páginasST EjectVictor FonsecaAinda não há avaliações
- Abende DC001Documento30 páginasAbende DC001Victor Fonseca100% (1)
- Catalogo Normas Tecnicas PetrobrasDocumento16 páginasCatalogo Normas Tecnicas PetrobrasventooesteAinda não há avaliações
- 1514462-1 Lista de Exercícios-Topografia - Com Respostas PDFDocumento3 páginas1514462-1 Lista de Exercícios-Topografia - Com Respostas PDFJanssen JulioAinda não há avaliações
- Conceitos Básicos de Eletricidade 01 - 75Documento57 páginasConceitos Básicos de Eletricidade 01 - 75Alexandre MirandaAinda não há avaliações
- A Segurança Contra Incêndio No BrasilDocumento484 páginasA Segurança Contra Incêndio No BrasilwyttingAinda não há avaliações
- Ficha de Exercicios 2 ET 1Documento4 páginasFicha de Exercicios 2 ET 1Nyssa Al GhulAinda não há avaliações
- Planejamento Do Experimento II (Enxugado)Documento3 páginasPlanejamento Do Experimento II (Enxugado)Kevin MajarowskyAinda não há avaliações
- Dimensional Misturador (Omg)Documento1 páginaDimensional Misturador (Omg)Edi FiebichAinda não há avaliações
- Tecnica Mecanica Automovel ESTVDocumento64 páginasTecnica Mecanica Automovel ESTVDymorea Soares De Carvalho100% (1)
- Módulo 2 Física - MRUVDocumento64 páginasMódulo 2 Física - MRUVYsmailyn SiqueiraAinda não há avaliações
- Método de DosagemDocumento26 páginasMétodo de DosagemGustavo SouzaAinda não há avaliações
- SIMULADO DIN 03 60b13340774cf4 07166019Documento3 páginasSIMULADO DIN 03 60b13340774cf4 07166019heloísaAinda não há avaliações
- Relatório - Calorimetria - Laboratório VirtualDocumento6 páginasRelatório - Calorimetria - Laboratório VirtualJosé Rosa de Souza Farias50% (2)
- M - L7e - Contador MetaltexDocumento1 páginaM - L7e - Contador MetaltexwerqweAinda não há avaliações
- Escalas Termométricas, Dilatação e CalorDocumento8 páginasEscalas Termométricas, Dilatação e CalorPaulo RenanAinda não há avaliações
- Física 2 - FL 16 - Dilatação TérmicaDocumento8 páginasFísica 2 - FL 16 - Dilatação TérmicaLais GermanoAinda não há avaliações
- Transformadores de MedidaDocumento8 páginasTransformadores de MedidaipradaAinda não há avaliações
- Requisitos Básicos para Modelagem de Compensadores Estáticos No Programa ATP - ONSDocumento16 páginasRequisitos Básicos para Modelagem de Compensadores Estáticos No Programa ATP - ONSviniciusAinda não há avaliações
- Gases e Termodinâmica (Repaired)Documento53 páginasGases e Termodinâmica (Repaired)Lívia FigueiredoAinda não há avaliações
- WEG CFW09 - Manual ResumidoDocumento29 páginasWEG CFW09 - Manual ResumidoSisley Henrique da SilvaAinda não há avaliações
- Principio Da Conservação Da EnergiaDocumento7 páginasPrincipio Da Conservação Da EnergiaPedro de SousaAinda não há avaliações
- JUMBO 4 - Electrical Panel - PT - BRDocumento28 páginasJUMBO 4 - Electrical Panel - PT - BRCentrifugal Separator100% (1)
- Catálogo Thermova Energia e Saneamento Edição 03.2021 - ComprimidoDocumento123 páginasCatálogo Thermova Energia e Saneamento Edição 03.2021 - ComprimidoThermoval Indústria de VálvulasAinda não há avaliações
- Estudo de Protecao NDV SE 500kVA Rev.1Documento14 páginasEstudo de Protecao NDV SE 500kVA Rev.1julio cesar da silva100% (1)
- Hidráulica I: Departamento de Engenharia Civil E Arquitectura Secçáo de Hidráulica E Recursos Hídricos E AmbientaisDocumento24 páginasHidráulica I: Departamento de Engenharia Civil E Arquitectura Secçáo de Hidráulica E Recursos Hídricos E AmbientaisNicole MaziveAinda não há avaliações
- Unidade de Medidas Da FCIDocumento2 páginasUnidade de Medidas Da FCIandre.zingraAinda não há avaliações
- v1.0 Manual+do+Usuario+Enteromat+compact+POR+Rev03+NET PDFDocumento41 páginasv1.0 Manual+do+Usuario+Enteromat+compact+POR+Rev03+NET PDFsec.ivbAinda não há avaliações
- Novo - Diagrama Unifilar - Poli 05 09 2022-ModelDocumento1 páginaNovo - Diagrama Unifilar - Poli 05 09 2022-ModelIvan FilhoAinda não há avaliações
- Atividade LaboratorialDocumento11 páginasAtividade LaboratorialLeonardo ImperadeiroAinda não há avaliações
- Unidade 1: Modelagem e Obtenção de Parâmetros de Um Motor CCDocumento15 páginasUnidade 1: Modelagem e Obtenção de Parâmetros de Um Motor CCRodolfo Brigatto FerreiraAinda não há avaliações
- 葡语 DHM 72L9BF 430 - 460WDocumento2 páginas葡语 DHM 72L9BF 430 - 460WVitor OliveiraAinda não há avaliações
- Cap 06 HigrometriaDocumento9 páginasCap 06 HigrometriaChris Jahlel FumuAinda não há avaliações
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaNo EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaAinda não há avaliações
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoNo EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoNota: 4.5 de 5 estrelas4.5/5 (53)
- Técnicas Proibidas de Manipulação Mental e PersuasãoNo EverandTécnicas Proibidas de Manipulação Mental e PersuasãoNota: 5 de 5 estrelas5/5 (3)
- Treinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)No EverandTreinamento cerebral: Como funcionam a inteligência e o pensamento cognitivo (2 em 1)Nota: 4.5 de 5 estrelas4.5/5 (29)
- Simplificando o Autismo: Para pais, familiares e profissionaisNo EverandSimplificando o Autismo: Para pais, familiares e profissionaisAinda não há avaliações
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeNo EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeNota: 5 de 5 estrelas5/5 (3)
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNo Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirNota: 5 de 5 estrelas5/5 (3)
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoNo EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoNota: 4 de 5 estrelas4/5 (92)
- Técnicas De Terapia Cognitivo-comportamental (tcc)No EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Ainda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Bololô: contém ferramentas de treinamento para pais e filhosNo EverandBololô: contém ferramentas de treinamento para pais e filhosAinda não há avaliações
- Como aprender mais rápido: Métodos e dicas para se tornar mais inteligenteNo EverandComo aprender mais rápido: Métodos e dicas para se tornar mais inteligenteNota: 3.5 de 5 estrelas3.5/5 (8)
- Focar: Elimine distrações, perfeccionismo e faça maisNo EverandFocar: Elimine distrações, perfeccionismo e faça maisNota: 5 de 5 estrelas5/5 (21)
- 15 Incríveis Truques Mentais: Facilite sua vida mudando sua menteNo Everand15 Incríveis Truques Mentais: Facilite sua vida mudando sua menteNota: 4.5 de 5 estrelas4.5/5 (15)
- Diálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNo EverandDiálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisNota: 5 de 5 estrelas5/5 (1)